Область техники
Изобретение относится к конвейерным лентам, изготавливаемым с использованием термопластического полимера и включающим в себя тканевой каркас, а также к новому способу изготовления таких лент.
Предшествующий уровень техники
Стандартные конвейерные ленты, используемые в тяжелых условиях эксплуатации, обычно состоят из отвержденной (вулканизированной) резины в качестве верхнего и нижнего слоев, а также из тканевого армирующего слоя (каркаса), который помещается между верхним и нижним слоями. Резиновые конвейерные ленты этого типа имеют превосходные рабочие характеристики и относительно долгий срок службы. Однако производство резиновых конвейерных лент является весьма трудоемким и требует этапа отверждения, на котором резиновые компоненты ленты отверждаются (вулканизируются), приобретают свой конечный вид и используются для изготовления ленты как готового продукта.
Известный уровень техники включает в себя использование поливинилхлоридных пластизолей при склеивании различных компонентов тканевого армирующего каркаса для конвейерных лент. Например, в патенте US 4813533 раскрывается плоский ленточный материал, который включает в себя множество отдельных слоев ткани, простирающихся по всей длине и ширине ленточного материала. Слои соединяются вместе посредством армирующих элементов, которые направлены по существу в направлении толщины ленточного материала. Отдельные слои и армирующие элементы заключены в субстрат из полимерной эластомерной смолы (например, из поливинилхлорида). Отдельные слои перед их присоединением друг к другу пропитываются жидкофазной эластомеробразующей полимерной смолой. Армирующие элементы могут вставляться, например, путем простегивания, вшивания, или вязально-прошивочным способом. Один или несколько отдельных слоев ткани может быть цельнотканым или иным полотнищем, имеющим множество в основном параллельных волокон, которые располагаются в ленточном материале в продольном направлении. Один или несколько отдельных слоев ткани могут быть нецельноткаными. Если в качестве жидкофазной пропитки используется поливинилхлоридный пластизоль, смола подвергается нагреву для загущения. Термин «загущение», используемый в патенте US 4813533, означает, что поливинилхлоридный пластизоль становится твердым и, соответственно, теряет текучесть при комнатной температуре, но при этом его физические свойства не являются окончательными. В любом случае, эта ссылка означает, что загущения поливинилхлоридного пластизоля можно добиться нагревом жидкофазного пластизоля до температуры по меньшей мере от 200°F (93°С) до 220°F (104°С).
В патенте US 4928812 раскрывается конвейерная лента, которая отличается высокими прочностью, сопротивлением разрыву и огнестойкостью, и которая особенно пригодна для использования в угольных шахтах. Она содержит субстрат из термопластического эластомерного смолистого материала, например, поливинилхлорида, усиленного армировкой, которая состоит из слоя первичных элементов натяжения, состоящих из непрерывных филаментов и тянущихся главным образом прямолинейно в продольном направлении, и покровных слоев, состоящих из волокон или нитей, причем волокна или нити расположены по обеим сторонам первичных элементов натяжения таким образом, чтобы обеспечить связанность слоев в трансверсальном направлении ленты, когда верхний и нижний покровные слои соединяются связующими нитями или волокнами. Первичные элементы натяжения состоят из арамидных кабелей или кордов. Смежные первичные элементы натяжения разделены промежутками, ширина которых составляет от 0,5 до 3 (в частности, 2) внешних диаметров первичных элементов натяжения. Промежутки заполняются одним или несколькими элементами наподобие хлопчатобумажных кабелей или кордов. В патенте US 4928812 более конкретно раскрывается конвейерная лента, которая содержит: (I) матрицу, основанную на поливинилхлориде; и (II) армирующую конструкцию, заделанную в упомянутую матрицу, причем упомянутая армирующая конструкция содержит цельнотканую сложносоставную ткань, включающую в себя: (а) первый слой, включающий в себя (i) множество первичных силовых деформируемых элементов, каждый из которых образован множеством преимущественно параллельных кабелей или кордов из непрерывных арамидных филаментов и тянется прямолинейно вдоль ленты, причем каждый из упомянутых первичных силовых деформируемых элементов имеет внешний диаметр D, смежные упомянутые первичные силовые элементы отделены друг от друга промежутками в 0,5-2,0 упомянутых диаметров D упомянутых первичных силовых элементов, и (ii) множество вторичных неарамидных хлопкосодержащих заполняющих деформируемых элементов, расположенных, соответственно, прямолинейно в упомянутых промежутках между упомянутыми первичными силовыми элементами; (b) второй слой, расположенный поверх упомянутого первого слоя, и третий слой, распложенный снизу на упомянутом первом слое, причем каждый упомянутый второй и третий слои содержат хлопчатобумажные волокна, склеенные с упомянутым поливинилхлоридным субстратом; и (с) множество связующих деформируемых волокон или филаментов, которые обеспечивают взаимное соединение упомянутого первого слоя, упомянутого второго слоя и упомянутого третьего слоя.
Сохраняется давняя потребность в технологии производства конвейерных лент, которая избавила бы от необходимости использовать резиноподобные полимеры, требующие цикла отверждения, и которая обеспечила бы превосходные рабочие характеристики и длительный срок службы. Однако недостаточная прочность связи между слоями представляла собой проблему, препятствовавшую такому прогрессу в уровне техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает способ производства конвейерных лент, в которых отсутствуют резиноподобные полимеры, требующие отверждения, что устраняет необходимость такого этапа, как отверждение ленты. Данная технология воплощается в непрерывном процессе со сниженными трудозатратами. Технология предлагает альтернативный способ, который значительно проще, чем нанесение покрытия экструзией, и, что более важно, обеспечивает производство лент с повышенной прочностью связи между слоями, пригодных для эксплуатации в тяжелых работах. Устранение из процесса отвержденной резины открывает многообещающие возможности для повторного использования обрезков и других отходов. Таким образом, практическое применение процесса, содержащегося в данном изобретении, позволяет производить улучшенные ленты в упрощенном технологическом процессе со сниженными затратами труда и времени. Во многих случаях благодаря уменьшенному энергопотреблению и более дешевому сырью также снижаются и производственные издержки.
Настоящее изобретение более конкретно раскрывает способ производства тканевого каркаса, особенно важного для армирования бесконечных лент, в котором по меньшей мере два слоя тканевого материала вделаны в тканевую армировку, и в котором тканевая армировка обнаруживает улучшенные характеристики прочности на отслаивание, упомянутый процесс включает в себя (1) пропитку тканевого материала связующим агентом в пластизоле для образования тканевого материала с покрытием, (2) нанесение слоя пластизоля между двумя или более слоями тканевого материала с покрытием, что создает каркас ленты, (3) непрерывную подачу каркаса ленты в двойной ленточный пресс, который спрессовывает пропитанные тканевые материалы со слоем (слоями) пластизоля под давлением по меньшей мере 5 фунтов на квадратный дюйм (34500 Па), в результате чего получается предварительно сформованный тканевый каркас, тем временем (4) предварительно сформованный тканевый каркас нагревается до температуры в диапазоне от примерно 360°F (182°C) до примерно 450°F (232°С) в течение, по меньшей мере, 6 минут, (5) непрерывным выведением тканевого каркаса из двойного ленточного пресса.
Рассматриваемое изобретение также раскрывает способ производства ленты, включающий в себя: (1) пропитку тканевого материала связующим агентом в пластизоле для образования тканевого материала с покрытием, (2) нанесение слоя пластизоля между двумя или более слоями тканевого материала с покрытием, что создает каркас ленты, (3) непрерывную подачу каркаса ленты в двойной ленточный пресс, который спрессовывает пропитанные тканевые материалы со слоем (слоями) пластизоля под давлением по меньшей мере 5 фунтов на квадратный дюйм (34500 Па), в результате чего получается предварительно сформованный тканевый каркас, тем временем (4) предварительно сформованный тканевый каркас нагревается до температуры в диапазоне от примерно 360°F (182°C) до примерно 450°F (232°С) в течение по меньшей мере 6 минут, (5) непрерывное выведение тканевого каркаса из двойного ленточного пресса, (6) рассеивание термопластического эластомерного смоляного состава по верхней и нижней поверхностям тканевого каркаса, (7) спрессовывание термопластического эластомерного смоляного состава с верхней и нижней поверхностями тканевого каркаса путем непрерывной подачи тканевой армировки во второй двойной ленточный пресс, который поддерживает температуру по меньшей мере 340°F (171°С) и давление по меньшей мере 5 фунтов на квадратный дюйм (34500 Па), и (8) последовательное выведение готовой ленты из второго двойного ленточного пресса.
ОПИСАНИЕ ЧЕРТЕЖА
Фиг.1 представляет собой поперечное сечение конвейерной ленты, которая может быть изготовлена способом, представленным в настоящем изобретении.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На первом этапе технологического процесса согласно данному изобретению ткань непрерывно пропитывается связующим агентом в пластизоле для образования тканевого материала с покрытием. Используемая ткань обычно состоит из хлопка, полиэфира, нейлона или их смеси. Например, полиэфиром может являться полиэтилентерефталат или полиэтиленнафталат. В некоторых случаях полиэфиром может являться сополиэфир, который содержит повторяющиеся последовательности - дериваты терефталевой и изофталевой кислот, либо их диметиловых эфиров. В таких случаях сополиэфир обычно содержит по меньшей мере около 95 массовых процентов терефталевой кислоты и до примерно 5 массовых процентов изофталевой кислоты. Более типичным является содержание в сополиэфире по меньшей мере около 97 массовых процентов терефталевой кислоты и до примерно 3 массовых процентов изофталевой кислоты. Предусмотрена возможность изготовления полиэфирной ткани из полиэфирной штапельной нити для улучшения адгезионных свойств. Нейлоновые ткани, пригодные для использования в связи с данным изобретением, фактически могут состоять из нейлона любого типа, такого, как нейлон-6,6, нейлон-6,12, нейлон-6,10, нейлон-6,9, нейлон-6, нейлон-11 или нейлон-12. По коммерческим соображениям обычно выбирается нейлон-6,6 или нейлон-6. В любом случае, стандартный тканевой материал будет цельнотканым.
Поверхности пропитанной ткани являются именно теми поверхностями, которые будут контактировать со слоем (слоями) обособленного пластизоля (без связующего агента), который, в свою очередь, будет контактировать с другими слоями ткани, формируя тканевый каркас, который, в конечном итоге, используется в качестве каркаса для конвейерной ленты. В любом случае, на этом этапе ткань пропитывается связующим агентом в пластизоле с получением пропитанного тканевого материала. Этот этап пропитки следует предпочтительно осуществлять в непрерывном технологическом процессе, каковым является, например, пропускание ткани через зону пропитки (такую, как пропиточная ванна или барабан нанесения покрытия) при низком натяжении, желательно не превышающем 6 фунтов на дюйм ширины, а предпочтительно находящимся в диапазоне от 1 до 5 фунтов на дюйм ширины (от 0,179 до 0,893 кг на см ширины). Отношение массы связующего агента к массе пластизоля обычно лежит в диапазоне от 2:98 до 10:90, более типичным является отношение в диапазоне от 4:96 до 8:92. Но чаще всего отношение массы связующего агента к массе пластизоля обычно лежит в диапазоне от 5:95 до 7:93.
Пластизоли, используемые при реализации данного изобретения, представляют собой дисперсные системы, состоящие из поливинилхлоридного гомополимера и/или винилацетатных сополимеров винилхлорида в обычных поливинилхлоридных пластификаторах. Относительные количества поливинилхлорида и пластификатора подбираются так, чтобы получить пасту желаемой консистенции для использования при покрытии. Применяемый связующий агент обычно содержит изоциановые группы, которые могут улучшать показатели адгезии между тканью и поливинилхлоридом. Как разъясняется в патенте US 7776768, при выборе активаторов склеивания предпочтение отдается изоциануратам, которые содержат изоциановые группы и которые могут изготавливаться из диизоцианатов путем олигомеризации (в частности, тримеризации). Наиболее подходящие для этой цели диизоцианаты представляют собой широко представленные на рынке смеси изомерных диизоцианаттолуолов (TDI), которые состоят, главным образом, из 2,4-диизоцианаттолуола (2,4-TDI) и 2,6-диизоцианаттолуола (2,6-TDI). Эти вещества почти необратимо вступают в реакцию с образованием изоциануратов, содержащих изоциановые группы. Почти необратимая реакция необходима по соображениям безопасности технолога и безопасности продукта, которые требуют, чтобы содержание остаточных диизоцианатов при подготовке активатора склеивания оставалось ниже 1,0 массового процента. Диизоцианатдифенилметаны (MDI) также доступны на рынке, но менее пригодны для использования, а кроме того, они тримеризуются хуже TDI и поэтому могут давать нежелательно высокое содержание остаточных диизоцианатов. Изоцианураты c изоциановыми группами на основе MDI вдобавок ко всему демонстрируют склонность к кристаллизации и плохую растворимость.
Если изоцианураты с изоциановыми группами растворены в пластификаторе, их особенно легко применять в качестве активаторов склеивания. В практическом способе изоцианураты с изоциановыми группами, являющиеся дериватами TDI, подготавливаются сходным образом - растворяются в пластификаторе. В DE 24 19 016 А1 (GB 145 570 1А) на примерах описываются эти активаторы склеивания, приготовление активаторов склеивания, содержащих пластификатор, их подготовку и использование.
Пластификаторы - это вещества, которые при смешивании с твердым и хрупким по своей природе поливинилхлоридом дают мягкий и прочный материал, известный как пластифицированный поливинилхлорид. Примеры известных пластификаторов: эфиры фталевой кислоты, адипиновой кислоты или бензойной кислоты. Пластифицированный поливинилхлорид может содержать большие доли этих пластификаторов - иногда более 50 массовых процентов.
На втором этапе технологического процесса между двумя пропитанными слоями ткани наносится по меньшей мере один слой пластизоля без связующего агента. Количество повторений этой процедуры зависит от числа пропитанных слоев ткани. Может применяться тот пластизоль, который использовался для пропитки ткани, или же какой-то другой. Сразу после нанесения слоя пластизоля он подвергается предварительному загущению путем нагрева до температуры между 100°F (37,8°C) и 200°F (93,3°C), предпочтительнее между 150°F (65,5°C) и 180°F (82,2°C). Эта процедура завершается при минимальном натяжении слоев ткани, предпочтительно менее 6 фунтов на дюйм ширины (1,071 кг на см ширины), а предпочтительнее - при натяжении от 1 до 5 фунтов на дюйм (от 0,179 до 0,893 кг на см ширины). Результат данного этапа - предварительно загущенный тканевой каркас.
На третьем этапе технологического процесса предварительно загущенный тканевой каркас непрерывно подается в двойной ленточный пресс, где спрессовывается под давлением по меньшей мере 5 фунтов на квадратный дюйм (3,5·104 Па). Ленты ленточного пресса обычно имеют поверхности, выполненные из пропитанного политетрафторэтиленом стекловолокна или тонкослойной нержавеющей стали. Ленточный пресс обычно прикладывает давление от 5 до 35 фунтов на квадратный дюйм (от 3,5·104 Па до 2,4·105 Па), чаще - от 10 до 30 фунтов на квадратный дюйм, желательно - от 12 до 25 фунтов на квадратный дюйм (от 8,3·104 Па до 1,7·105 Па), наиболее предпочтительно - от 15 до 20 фунтов на квадратный дюйм (от 1,0·105 Па до 1,4·105 Па).
Тканевой каркас выдерживается в двойном ленточном прессе при температуре в диапазоне от примерно 360°F (182°C) до примерно 450°F (232°C) в течение по меньшей мере 6 минут. Температуру желательно поддерживать в диапазоне от примерно 375°F (191°С) до примерно 425°F (218°С), а наиболее предпочтительно - в диапазоне от 390 °F (199 °С) до 410 °F (210 °С). Тканевой каркас обычно пребывает в двойном ленточном прессе в течение периода времени от 8 до 14 минут, наиболее предпочтительно - от 9 до 12 минут.
После пребывания в двойном ленточном прессе в течение желаемого периода времени, тканевой каркас непрерывно выводится из-под пресса, являясь готовым тканевым каркасом, который пригоден для использования в качестве каркаса конвейерной ленты. В одном варианте реализации данного изобретения такая конвейерная лента непрерывно изготавливается из готового тканевого каркаса по мере выведения последнего из-под двойного ленточного пресса. В таком процессе на верхнюю и нижнюю поверхности тканевого каркаса непрерывно распыляется термоэластопластическое смоляное соединение. Термоэластопластическая смола состоит из частиц, крупность зерна которых составляет от 0,25 мм до 1 мм, со средним значением 0,5 мм. Термоэластопластическая смола обычно представлена пластифицированным поливинилхлоридом. Однако термоэластопластическая смола может быть полиуретаном или полиолефином, таким, как полиэтилен или полипропилен. Термопластичный материал затем спрессовывается с верхней и нижней поверхностями тканевой армировки путем непрерывной подачи тканевой армировки во второй двойной ленточный пресс при температуре, составляющей по меньшей мере 340°F (171°С). Термопластический материал может факультативно содержать наполнители (например, карбонат кальция), красители (например, технический углерод или диоксид титана), огнезащитные, противомикробные агенты, антистатики и/или противогрибковые агенты. В случае с поливинилхлоридом часто бывает желательным добавление хлористого полиэтилена или нитрильного каучука.
Конвейерные ленты, которые производятся с использованием тканевой армировки, изготовленной при помощи способа из данного изобретения, обычно включают в себя эластомерное тело с несущей нагрузку поверхностью и параллельной поверхностью для соединения со шкивом, причем тканевая армировка размещается внутри эластомерного тела ленты. Такая конвейерная лента 10 изображена на Фиг.1, где тканевая армировка состоит из первого тканевого слоя 14, слоя 16 пластизоля и второго тканевого слоя 18. Эта тканевая армировка расположена между покровным слоем 12 шкива и несущим нагрузку слоем 20 ленты 10.
Данное изобретение проиллюстрировано нижеследующими примерами, которые приводятся исключительно в иллюстративных целях и не должны рассматриваться как ограничивающие объем изобретения или способы его практического использования. Доли и проценты даны в массовом отношении, если не оговорено иначе.
Пример 1
В этом эксперименте был изготовлен тканевой каркас, пригодный для армирования конвейерных лент. На первом этапе процедуры был получен связующий пластизольный состав, для чего 200 г эмульсионного поливинилхлорида были смешаны с жидкофазным пластификаторным раствором, содержащим 86 г диизононилфталата (DINP), 6 г эпоксидного соевого масла (ESO) и 6 г кальциевого/цинкового стабилизатора (Mark 3079).
Далее к 20 г полученного связующего пластизольного состава были примешаны 1,2 г связующего агента 2001N марки Lanxess (содержит 40 массовых процентов смеси 2,4-диизоцианаттолуола/2,6-диизоцианаттолуола (TDI) в дибутилфталате). Затем этот состав был равномерно нанесен на обе стороны двух квадратов 6,5×6,5 дюйма (16,5×16,5 см) из полиэфирной ткани (35,5 нитей основы на дюйм полиэфирного волокна в 2000 денье в направлении основы и 10,5 нитей корда на дюйм (4,1 нитей корда на 1 см) полиэфирного волокна в 4000 денье в направлении утка).
После этого был приготовлен межслойный связующий пластизольный состав, для чего 100 г эмульсионного поливинилхлорида были введены в раствор, содержащий 68,18 г диизононилфталата (DINP), 30,77 г карбоната кальция (размер частицы 4 мкм), 2,93 г эпоксидного соевого масла (ESO), 1,91 г кальциевого/цинкового стабилизатора (Mark 3079) и 0,21 г стеариновой кислоты. Затем этот межслойный связующий пластизольный состав был равномерно нанесен на одну сторону одного из квадратов ткани, покрытых перед этим пластизольсодержащим связующим агентом. Далее ткань, покрытая межслойным связующим пластизолем, была помещена поверх квадрата из ткани, покрытого только связующим пластизольным составом, так что поверхность, несущая на себе связующий пластизоль, соприкасалась с поверхностью, покрытой межслойным пластизолем. В результате образовался каркас тканевого материала.
Тканевой каркас затем был помещен в горячий пресс и выдержан при температуре 360°F (182°С) в течение 10 минут под эффективным поверхностным давлением в 23,7 фунта на квадратный дюйм (1,6·105 Па), что требовало давления в 1000 фунтов на 42,25 квадратных дюйма (272,6 см2) ткани. После этого каркас был разрезан на полосы в 1 дюйм (2,54 см) шириной и 6 дюймов (15,24 см) длиной. Две тканевые поверхности растягивались в соответствии со способом испытания ASTM 751 для измерения прочности на отслаивание с помощью механического испытательного прибора Instron. Среднее значение адгезии в 3 растягиваниях составило 49,3 фунт-силы на 1 дюйм ширины (437 Н на 5 см) при растягивании в направлении основы.
Тканевой каркас затем может быть использован для изготовления короткого фрагмента экспериментальной конвейерной ленты. В таком процессе гранулы термоэластопласта на поливинилхлоридной основе наносятся на образец листа из стекловолокна, пропитанного политетрафторэтиленом, который имеет размер 12×12 дюймов (30,5×30,5 см). Каркас накладывается сверху на гранулы и затем накрывается вторым листом из стекловолокна, пропитанного политетрафторэтиленом. Эта конструкция помещается в горячий пресс на 5 минут при температуре 400°F (200°С) и давлении 23,6 фунта на квадратный дюйм (1,6·105 Па). Конструкция извлекается из пресса и с нее снимается верхний лист. На горячую конструкцию наносится второй слой гранул термоэластопласта на поливинилхлоридной основе, сверху накладывается лист из стекловолокна, пропитанного политетрафторэтиленом, после чего вся конструкция отправляется обратно в горячий пресс. Образец нагревается в течение 2,5 минут при температуре 400°F (200°С) и давлении 23,6 фунта на квадратный дюйм (1,6·105 Па). Образец ленты может таким образом подготавливаться к анализу.
Сравнительный пример 2
Каркасная конструкция подготавливалась с использованием процедуры, описанной в Примере 1, с тем исключением, что конструкция помещалась в печь с принудительной подачей воздуха и выдерживалась в течение 10 минут между двумя алюминиевыми пластинами при 360°F (182°С). В этом эксперименте эффективное давление на каркасную ткань составляло всего лишь 0,04 фунта на квадратный дюйм (276 Па), что соответствует 2,6 фунтам (1,18 кг) на 64 квадратных дюйма (413 см2) ткани. Средняя прочность на отслаивание для конструкции, полученной в ходе данной процедуры, составила всего лишь 36,2 фунт-силы на 1 дюйм ширины (322 Н/5 см ширины) в направлении основы. Этот пример показывает важность давления в формуле изобретения.
Пример 3
В этом эксперименте для целей сравнения была изготовлена другая каркасная конструкция. В процедуре использовался связующий пластизоль, который был получен внесением 2600 фунтов (1180 кг) эмульсионного поливинилхлорида в емкость, где находились 1119 фунтов (508 кг) диизононилфталата (DINP), 77,8 фунтов (35,3 кг) эпоксидного соевого масла (ESO) и 77,9 фунтов (35,3 кг) кальциевого/цинкового стабилизатора (Mark 3079). Затем к уже полученному связующему пластизолю непосредственно перед помещением его в сырьевой бак добавляется 2,2 фунта (1,0 кг) 6-типроцентного по массе связующего агента Lanxess 2001N (содержит 40 массовых процентов смеси 2,4-диизоцианаттолуола/2,6-диизоцианаттолуола (TDI) в дибутилфталате). Этот этап повторялся по мере расходования смеси в технологическом процессе. Связующая паста затем перекачивалась в бак для обработки погружением, куда полиэфирная ткань последовательно подавалась для вымачивания с последующей очисткой от излишков пластизоля. Натяжение этой ткани составляло менее чем 6 фунтов на дюйм ширины ткани (1,071 кг на 1 см ширины).
Полиэфирная ткань была выткана с плотностью 29,8 нитей основы на дюйм (11,7 нитей основы на см) полиэфирного волокна в 3000 денье в направлении основы и 10,0 нитей корда на дюйм (3,93 нитей корда на см) полиэфирного волокна в 4000 денье в направлении утка. Эта ткань перед использованием подвергалась термоусадке в водной среде. Два полотна ткани погружались в связующую пасту, содержащую связующий агент, и после этого нагревались до температуры в диапазоне от 160°F (71°С) до 180°F (82°С) для предварительного загущения пластизоля.
Межслойный пластизоль изготавливался смешиванием 1950 фунтов (884,5 кг) эмульсионного поливинилхлорида, 600 фунтов (272 кг) карбоната кальция (размер частицы 4 мкм) и 4,0 фунтов (1,8 кг) стеариновой кислоты с 1329,8 фунтами (603,2 кг) диизононилфталата (DINP), 57,2 фунтами (25,9 кг) эпоксидного соевого масла (ESO) и 37,3 фунтами (16,9 кг) кальциевого/цинкового стабилизатора (Mark 3079). Этот межслойный пластизольный состав накладывается на нижнее полотно и нагревается до 190°F (88°С) для предварительного загущения перед тем, как два полотна будут вместе пропущены между тремя горячими стальными валками. Предварительно загущенный каркас заранее нагревается до 320°F (160°С) непосредственно перед введением в плавильную печь. Время пребывания в плавильной печи составляло 11,8 минут при температуре, поддерживавшейся на уровне 400°F (204°С). Давление на каркас не измерялось.
Образец каркаса нарезался на полоски шириной 1 дюйм (2,54 см) и длиной 6 дюймов (15,2 см). Две тканевые поверхности растягивались в соответствии со способом испытания ASTM 751 для измерения прочности на отслаивание с помощью механического испытательного прибора Instron. Среднее значение адгезии составило 42,5 фунт-силы на 1 дюйм ширины (378 Н на 5 см) при растягивании в направлении основы. Соответственно, благодаря данной процедуре была достигнута превосходная прочность на отслаивание.
Пример 4
В данном эксперименте была изготовлена законченная конвейерная лента с использованием принципов настоящего изобретения. В процедуре использовался связующий пластизоль, который был получен внесением 2600 фунтов (1180 кг) эмульсионного поливинилхлорида в емкость, где находились 1119 фунтов (508 кг) диизононилфталата (DINP), 77,8 фунтов (35,3 кг) эпоксидного соевого масла (ESO) и 77,9 фунтов (35,3 кг) кальциевого/цинкового стабилизатора (Mark 3079). Далее к 35 фунтам (15,9 кг) уже полученного связующего пластизоля непосредственно перед помещением этого пластизоля в сырьевой бак добавлялись 2,2 фунта (1,0 кг) 6-типроцентного по массе связующего агента Lanxess 2001N (содержит 40 массовых процентов смеси 2,4-диизоцианаттолуола/2,6-диизоцианаттолуола (TDI) в дибутилфталате). Этот этап повторялся по мере расходования смеси в технологическом процессе. Связующая паста затем непрерывно наносилась на поверхность полиэфирной ткани. Излишки пластизоля удалялись валиком. Полиэфирная ткань выткана с плотностью 35,5 нитей основы на дюйм (14,0 нитей основы на см) полиэфирного волокна в 2000 денье в направлении основы и 10,5 нитей корда на дюйм (4,13 нитей корда на 1 см) полиэфирного волокна в 4000 денье в направлении утка). Эта ткань перед использованием подвергалась термоусадке в водной среде. Два полотна ткани погружались в связующую пасту, содержащую связующий агент, и после этого нагревались до температуры в диапазоне от 160°F (71°С) до 180°F (82°С) для предварительного загущения пластизоля.
Затем изготавливался межслойный пластизоль путем смешивания 1950 фунтов (884,5 кг) эмульсионного поливинилхлорида, 600 фунтов (272 кг) карбоната кальция (размер частицы 4 мкм) и 4,0 фунтов (1,8 кг) стеариновой кислоты с 1329,8 фунтами (603,2 кг) диизононилфталата (DINP), 57,2 фунтами (25,9 кг) эпоксидного соевого масла (ESO) и 37,3 фунтами (16,9 кг) кальциевого/цинкового стабилизатора (Mark 3079). Этот межслойный пластизоль затем наносился на нижнее полотно ткани и нагревался до 190°F (88°С) для предварительного загущения перед пропусканием обоих полотен между четырьмя горячими стальными валками. Предварительно загущенный каркас далее пропускался между четырьмя горячими валками для того, чтобы поверхность каркаса нагрелась до 365°F (185°С). Время пребывания на горячих валках составляло 6 минут.
Образец каркаса нарезался на полоски шириной 1 дюйм (2,54 см) и длиной 6 дюймов (15,2 см). Две тканевые поверхности растягивались в соответствии со способом испытания ASTM 751 для измерения прочности на отслаивание с помощью механического испытательного прибора Instron. Среднее значение адгезии составило 24,0 фунт-силы на 1 дюйм ширины (213,5 Н на 5 см) при растягивании в направлении основы. Желаемая прочность межслойной связи не была достигнута из-за того, что не были соблюдены параметры, установленные данным изобретением.
На ленту, выполненную из пропитанного политетрафторэтиленом стекловолокна, было нанесено покрытие, состоящее из смеси пластифицированного поливинилхлорида и хлористого полиэтилена в виде гранул термоэластопласта. Эти гранулы имели средний размер частицы приблизительно 0,5 мм. Упомянутый ранее изготовленный каркас накладывался поверх гранул. Второй слой гранул термоэластопласта наносился на каркас. Эта конструкция помещалась между двумя из пропитанных политетрафторэтиленом лент и отправлялась в печь при температуре 420°F (216°С) под давлением менее 30 фунтов на квадратный дюйм (2,1·105 Па). Время пребывания в печке составило 9 минут.
Хотя для иллюстрации рассматриваемого изобретения были показаны некоторые характерные варианты реализации и подробности, специалистам в данной области техники будет очевидно, что различные изменения и модификации могут вноситься без отхода от объема изобретения.
Изобретение раскрывает способ изготовления тканевой армировки для армирования бесконечных лент, в котором по меньшей мере два слоя тканевого материала внедрены в тканевую армировку. Способ содержит следующие этапы: (1) пропитку тканевого материала связующим агентом в пластизоле для образования тканевого материала с покрытием, (2) нанесение слоя пластизоля между двумя или более слоями тканевого материала с покрытием, что создает каркас ленты, (3) непрерывную подачу каркаса ленты в двойной ленточный пресс, который спрессовывает пропитанные тканевые материалы со слоем (слоями) пластизоля под давлением по меньшей мере 5 фунтов на квадратный дюйм (34500 Па), в результате чего получается предварительно сформованный тканевый каркас, при этом (4) нагревая предварительно сформованный тканевый каркас до температуры в диапазоне от примерно 360°F (182°C) до примерно 450°F (232°С) в течение по меньшей мере 6 минут и (5) осуществляя непрерывный вывод тканевого каркаса из двойного ленточного пресса. Обеспечиваются улучшенные характеристики стойкости к отслаиванию тканевой армировки. 2 н. и 26 з.п. ф-лы, 1 ил.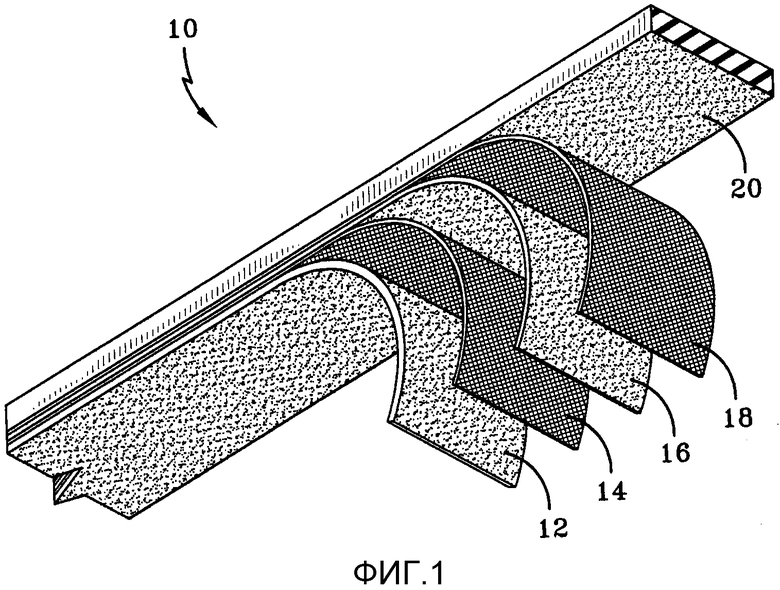
1. Способ изготовления тканевой армировки, особенно важной для армирования бесконечных лент, в котором по меньшей мере два слоя тканевого материала внедрены в тканевую армировку и в котором тканевая армировка имеет улучшенные характеристики прочности на отслаивание, отличающийся тем, что включает в себя следующие этапы: (1) пропитку тканевого материала связующим агентом в пластизоле для образования тканевого материала с покрытием, (2) нанесение слоя пластизоля между двумя или более слоями тканевого материала с покрытием, что создает каркас ленты, (3) непрерывную подачу каркаса ленты в двойной ленточный пресс, который спрессовывает пропитанные тканевые материалы со слоем (слоями) пластизоля под давлением по меньшей мере 5 фунтов на квадратный дюйм для получения предварительно сформованного тканевого каркаса, при этом (4) нагревая предварительно сформованный тканевый каркас до температуры в диапазоне от примерно 182°C до примерно 232°С в течение по меньшей мере 6 минут и (5) осуществляя непрерывный вывод тканевого каркаса из двойного ленточного пресса.
2. Способ по п.1, отличающийся тем, что тканевый материал является полиэфирной тканью.
3. Способ по п.1, отличающийся тем, что тканевый материал является нейлоновой тканью.
4. Способ по п.1, отличающийся тем, что связующий агент содержит от 20 до 60 массовых процентов диизоцианата толуола и от 40 до 80 массовых процентов пластификатора.
5. Способ п.1, отличающийся тем, что внутренние поверхности тканевого материала последовательно покрываются смесью пластизоля и связующего агента, а затем пластизолем для образования тканевого материала с покрытием.
6. Способ п.1, отличающийся тем, что отношение массы связующего агента к пластизолю составляет от 2:98 до приблизительно 10:90.
7. Способ п.1, отличающийся тем, что тканевые материалы с покрытием спрессовываются вместе в двойном ленточном прессе под давлением в диапазоне от 96500 Па до 207000 Па для получения предварительно сформованной тканевой армировки.
8. Способ п.1, отличающийся тем, что предварительно сформованная тканевая армировка выдерживается в двойном ленточном прессе при температуре, которая находится в диапазоне от примерно 193°С до примерно 218°С в течение по меньшей мере 8 минут.
9. Способ п.1, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой поливинилхлоридный состав, содержащий поливинилхлорид, пластификатор и по меньшей мере один наполнитель.
10. Способ п.1, отличающийся тем, что поливинилхлоридный смоляной состав дополнительно содержит хлористый полиэтилен.
11. Способ п.1, отличающийся тем, что поливинилхлоридный смоляной состав дополнительно содержит антистатический агент.
12. Способ п.1, отличающийся тем, что лента двойного ленточного пресса имеет ленточные поверхности из нержавеющей стали.
13. Способ п.1, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой полиуретановый состав.
14. Способ п.1, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой полипропилен.
15. Способ изготовления ленты с тканевой армировкой, изготовленной способом по п.1, который отличается дополнительными этапами: (6) рассеивание термопластического эластомерного смоляного состава по верхней и нижней поверхностям тканевого каркаса, (7) спрессовывание термопластического эластомерного смоляного состава с верхней и нижней поверхностями тканевого каркаса путем непрерывной подачи тканевой армировки во второй двойной ленточный пресс, который поддерживает температуру по меньшей мере 171°С и давление по меньшей мере 34500 Па, и (8) последовательный вывод готовой ленты из второго двойного ленточного пресса.
16. Способ по п.15, отличающийся тем, что тканевый материал является полиэфирной тканью.
17. Способ по п.15, отличающийся тем, что тканевый материал является нейлоновой тканью.
18. Способ по п.15, отличающийся тем, что связующий агент содержит от 20 до 60 массовых процентов диизоцианата толуола и от 40 до 80 массовых процентов пластификатора.
19. Способ по п.15, отличающийся тем, что внутренние поверхности тканевого материала последовательно покрываются смесью пластизоля и связующего агента, а затем пластизолем для образования тканевого материала с покрытием.
20. Способ по п.15, отличающийся тем, что отношение массы связующего агента к пластизолю составляет от 2:98 до приблизительно 10:90.
21. Способ по п.15, отличающийся тем, что тканевые материалы с покрытием спрессовываются вместе в двойном ленточном прессе под давлением в диапазоне от 96500 Па до 207000 Па для получения предварительно сформованной тканевой армировки.
22. Способ по п.15, отличающийся тем, что предварительно сформованная тканевая армировка выдерживается в двойном ленточном прессе при температуре, которая находится в диапазоне от примерно 193°С до примерно 218°С в течение по меньшей мере 8 минут.
23. Способ по п.15, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой поливинилхлоридный состав, содержащий поливинилхлорид, пластификатор и по меньшей мере один наполнитель.
24. Способ по п.15, отличающийся тем, что поливинилхлоридный смоляной состав дополнительно содержит хлористый полиэтилен.
25. Способ по п.15, отличающийся тем, что поливинилхлоридный смоляной состав дополнительно содержит антистатический агент.
26. Способ по п.15, отличающийся тем, что лента двойного ленточного пресса имеет ленточные поверхности из нержавеющей стали.
27. Способ по п.15, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой полиуретановый состав.
28. Способ по п.15, отличающийся тем, что термопластический эластомерный смоляной состав представляет собой полипропилен.
| US 2009233746 A1, 17.09.2009 | |||
| US 2006270298 A1, 30.11.2006 | |||
| GB 1455701 A, 17.11.1976 | |||
| Магнитный компас | 1983 |
|
SU1083073A1 |

