Изобретение относится к области машиностроения и может применяться в авиастроении, транспорте, строительстве, энергетике для повышения прочности и ресурса конструкций из металлических, композиционных и металлокомпозиционных материалов. Снижение массы конструкции, как инструмент повышения экономической эффективности летательных аппаратов, является одной из приоритетных задач развития современной авиационной техники. В контексте решения данной проблемы при создании новых самолетов все более широкое применение находят полимерные композиционные материалы (ПКМ). За рубежом объем использования ПКМ в конструкции планера современных самолетов достигает 50% по весу, например Boeing 787 (США) - 50%, Airbus А380 (Европа) - 30%, Airbus А350 (Европа) - 50%.
При эксплуатации изделия из ПКМ испытывают знакопеременные циклические нагрузки. Металлокомпозиционное соединение создают при помощи болтов или заклепок, предварительно рассверливают соединяемые изделия, что приводит к многочисленным микротрещинам и другим повреждениям изделий из ПКМ, возникающим при изготовлении в них отверстий.
Наиболее близкий существующий способ изготовления и повышения долговечности болтовых соединений представлен в патенте РФ 2373437, МПК F16B 31/00, F16B 39/22 от 20.11.2009 г. Способ касается соединения конструктивных элементов железнодорожного пути, работающих в условиях вибрации, и заключается в нанесении на резьбовую часть болтового соединения материала в виде анаэробного герметика. Недостатком предложенного способа является то, что он направлен только на повышение ресурса соединений деталей, выполненных из металла, в условиях вибрации за счет препятствия раскручиванию резьбового соединения. Но дефекты, микротрещины и другие повреждения, возникающие при изготовлении и в процессе эксплуатации конструкций из ПКМ, не залечиваются за счет нанесения анаэробного герметика на резьбовые поверхности, а зазоры в отверстиях и стыках болтовых и заклепочных соединений увеличиваются, а следовательно, происходит преждевременное разрушение болтовых металлокомпозиционных соединений.
Задачей и техническим результатом предлагаемого изобретения является повышение прочности и усталостной долговечности болтового металлокомпозиционного соединения, сохранение стабильности его свойств с течением времени, а также понижение концентрации контактных и растягивающих напряжений на контуре отверстий.
Решение задачи и технический результат достигаются тем, что изготавливают наномодифицированную клеевую композицию с рассчитанным сочетанием максимальной прочности и максимальной ударной вязкости, производят сборку болтового соединения в следующей последовательности:
- наносят слой клеевой нанокомпозиции на нижнюю поверхность головки болта и на контактирующую с ней поверхность первой детали, наносят клеевую нанокомпозицию на поверхность отверстия в первой детали и поверхность болта,
- устанавливают болт в отверстие первой детали и прижимают головку болта к первой детали (или прижимают первую деталь к болту давлением, необходимым для их приклеивания головки болта к первой детали,
- вводят слой клеевой нанокомпозиции в зазор между отверстием первой детали и поверхностью болта, наносят слой нанокомпозиции на прилегающую к первой детали поверхность второй детали, выполненной из композиционного материала, устанавливают на болт вторую деталь,
- вводят слой клеевой нанокомпозиции в зазор между отверстием второй детали и поверхностью болта, наносят слой клеевой нанокомпозиции на прилегающую ко второй детали поверхность третьей детали, устанавливают на болт и на поверхность второй детали третью деталь,
- вводят слой нанокомпозиции в зазор между отверстием третьей детали и болтом, наносят слой нанокомпозиции на противоположную поверхность в кольцевой зоне третьей детали, производят давление на слой нанокомпозиции в зазоре между болтом и отверстием во всех деталях,
- наносят слой нанокомпозиции на поверхность шайбы, контактирующей с поверхностью третьей детали,
-наносят слой нанокомпозиции на резьбовую часть болта и гайки, наживляют гайку на болт и осуществляют затяжку болта с усилием, устанавливаемым экспериментально.
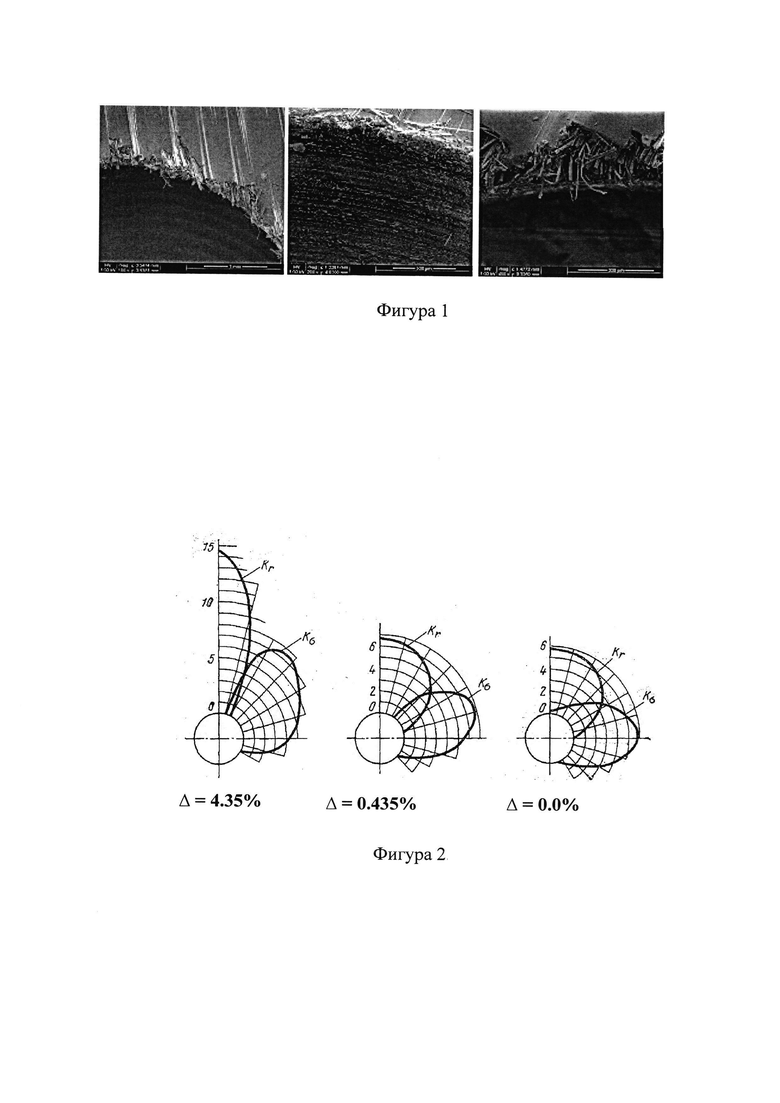
На фигуре 1 представлены дефекты на кромках деталей из ПКМ, возникающие при механической обработке - фрезеровании и сверлении.
На фигуре 2 представлена зависимость коэффициентов концентрации контактных (Кr) и растягивающих (Κσ) напряжений на контуре отверстия от величины относительного зазора Δ между отверстием и болтом в болтовом соединении.
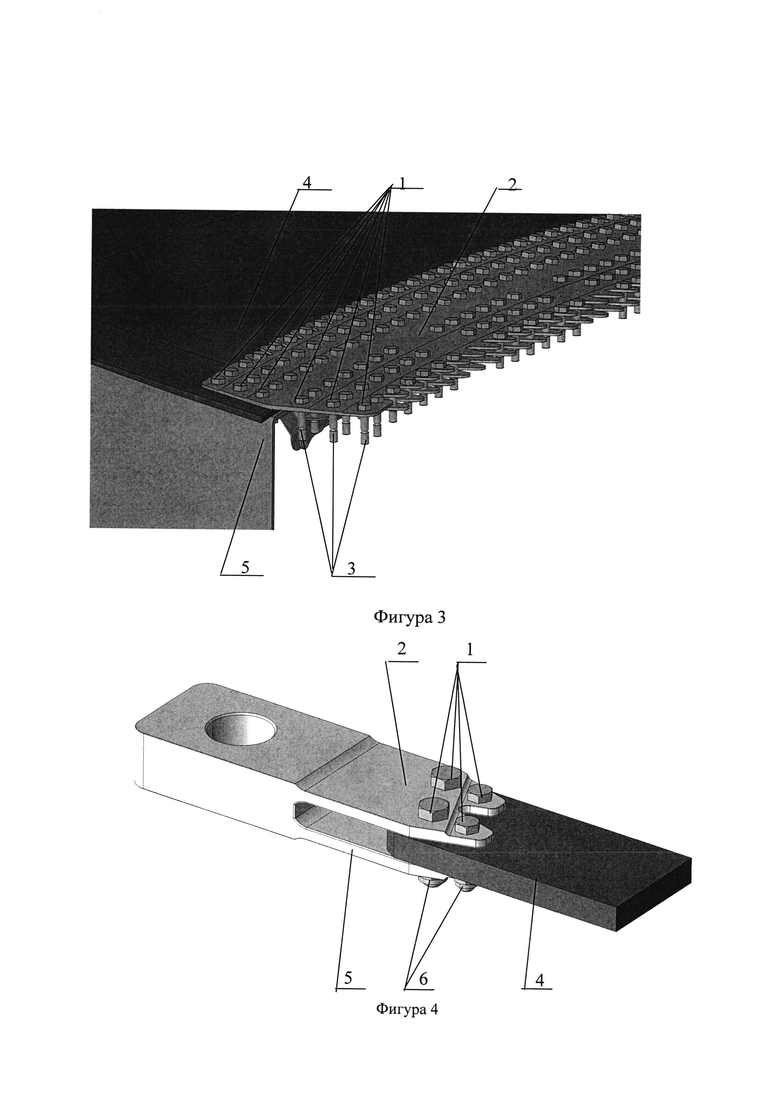
На фигуре 3 представлен фрагмент крыла, в котором деталь из композиционного материала (углепластика), соединяют болтами с металлическим силовым набором.
На фигуре 4 представлен фрагмент испытуемого образца из ПКМ, соединенного болтами с металлической вилкой при испытании (вид со стороны головок болтов) на разрыв.
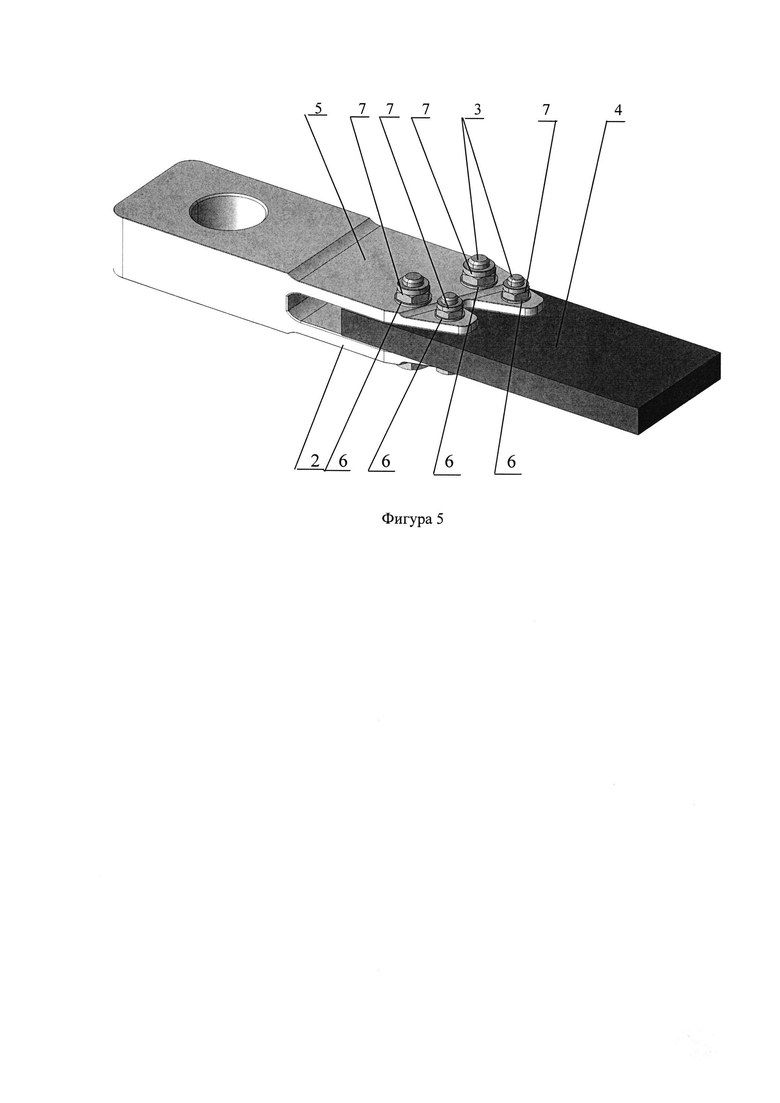
На фигуре 5 представлен фрагмент испытуемого образца из ПКМ, соединенного болтами с металлической вилкой при испытании (вид со стороны гаек) на разрыв.
При рассверливании и фрезеровании деталей из ПКМ возникают дефекты, заключающиеся в микросколах, микротрещинах, разлохмачивании кромок отверстий (см. фигура 1), кроме того, микротрещины и другие повреждения, возникают и в процессе сборки и эксплуатации конструкций. В многорядных болтовых соединениях зазоры между болтами и отверстиями приводят к неоднородной и неодновременной нагрузке болтов, следствием которой может стать нерасчетное, преждевременное разрушение. Известно из справочников конструктора, что наличие зазора между болтом и отверстием также приводит к концентрации контактных и растягивающих напряжений на контуре отверстия (фиг. 2). На фигуре 2 представлена зависимость коэффициентов концентрации контактных (Кr) и растягивающих (Κσ) напряжений на контуре отверстия от величины относительного зазора Δ между отверстием и болтом в болтовом соединении, представленная зависимость коэффициентов концентрации контактных (Кr) и растягивающих (Κσ) напряжений от величины относительного зазора Δ показывает, что лучшей величиной относительного зазора Δ является 0-й зазор (при котором контактные (Кr) и растягивающие (Κσ) напряжения минимальны), соответствующий посадке с натягом. Но посадка с натягом при монтаже болтовых металлокомпозиционных соединений не применяется, применяются только посадки с зазором.
Способ повышения прочности болтового металлокомпозиционного соединения заключается в использовании наномодифицированных клеев. Рассчитанное сочетание максимальной прочности и максимальной ударной вязкости наномодифицированной клеевой композиции для демпфирования ударных нагрузок получают за счет введения в клеевую композицию высокопрочных наночастиц и каучука повышенной вязкости с массовым составом, изменяющимся в диапазонах соответственно для наночастиц от 1 до 2%, для каучука от 7 до 10% (патент RU 2500706, МПК Β82Υ 30/00, Β82Υ 40/00, опубл. 10.22.2013).
На фигуре 3 показан порядок сборки детали обшивки из композиционного материала (углепластика), соединяемой болтами с металлическим силовым набором.
Для заполнения зазоров между болтом (болтами) и отверстием (отверстиями) клеевой нанокомпозицией, демпфирующей ударные нагрузки, производят сборку болтового соединения в следующей последовательности:
- наносят слой клеевой нанокомпозиции на нижнюю поверхность головки 1 болта (болтов) и на контактирующую (контактирующие) с ней (с ними) поверхность первой детали 2, наносят слой нанокомпозиции на поверхность отверстия (отверстий) в первой детали 2 (не показаны) и поверхность 3 болта (болтов) (см. фигуры 3, 4, 5);
- устанавливают болт (болты) в отверстие (отверстия) первой детали 2 и прижимают головку 1 болта (болтов) к первой детали 2 (или прижимают первую деталь 2 к головке 1 болта (болтам)) давлением, необходимым для приклеивания головки 1 (головок) болта (болтов) к первой детали 2;
- дополнительно вводят слой клеевой нанокомпозиции в зазор между отверстием (отверстиями) первой детали 2 и боковой поверхностью 3 болта (болтов) для заполнения зазора, наносят слой нанокомпозиции на прилегающую к первой детали 2 поверхность второй детали 4, выполненной из композиционного материала, устанавливают на болт (болты) вторую деталь 4;
- вводят слой клеевой нанокомпозиции в зазор между отверстием (отверстиями) второй детали 4 и поверхностью 3 болта (болтов), наносят слой нанокомпозиции на прилегающую ко второй детали 4 поверхность третьей детали 5, устанавливают на болт (болты) и на поверхность второй детали 4 третью деталь 5 (см. фигуры 3, 4, 5);
- вводят слой нанокомпозиции в зазор между отверстием (отверстиями) третьей детали 5 и поверхностью 3 болта (болтов), наносят слой нанокомпозиции на противоположную поверхность в кольцевой зоне третьей детали 5, производят давление на слой нанокомпозиции в зазоре (зазорах) между поверхностью болта 1 и отверстием (отверстиями) во всех деталях 3, 4, 5,
- наносят слой нанокомпозиции на поверхность шайбы 6 (см фиг. 5), контактирующей с поверхностью третьей детали 5,
- наносят слой нанокомпозиции на резьбовую поверхность 3 болтов и гаек 7, наживляют гайку 7 (гайки) на болт (болты) и производят затяжку болтов с усилием, устанавливаемым экспериментально.
Наиболее эффективным, с точки зрения значительного повышения прочности и ресурса конструкций при малых материальных и денежных затратах, является использование наномодифицированных эпоксидных клеевых композиций в указанных выше применениях. Испытанные конструкции показали, что болтовые металло-композиционные соединения обладают достаточной прочностью и усталостной долговечностью, а также сохраняют стабильность своих свойств с течением времени на срок достаточный для использования подобных конструкций в промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТОВОЕ СОЕДИНЕНИЕ ТОНКОСТЕННЫХ СТАЛЬНЫХ ЛИСТОВ НА ВЫСОКОПРОЧНЫХ БОЛТАХ | 2024 |
|
RU2835751C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| УЗЕЛ КРЕПЛЕНИЯ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ С КОНСТРУКЦИЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2737210C1 |
| Способ соединения деталей | 2024 |
|
RU2829619C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2446986C2 |
| Способ выполнения клееклепанногоСОЕдиНЕНия | 1979 |
|
SU841769A1 |
| СПОСОБ ДИСПЕРГИРОВАНИЯ НАНОЧАСТИЦ В ЭПОКСИДНОЙ СМОЛЕ | 2012 |
|
RU2500706C1 |
| Способ получения наномодифицированного реактопластичного связующего с повышенными прочностными характеристиками | 2021 |
|
RU2791702C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
Изобретение относится к области машиностроения и может применяться в авиастроении, транспорте, строительстве, энергетике для повышения прочности и ресурса конструкций из металлических, композиционных и металлокомпозиционных материалов. Способ заключается в использовании наномодифицированной клеевой композиции с рассчитанным сочетанием максимальной прочности и максимальной ударной вязкости и в сборке болтового металлокомпозиционного соединения в определенной последовательности. Техническим результатом является повышение прочности и усталостной долговечности болтового металлокомпозиционного соединения, сохранение стабильности его свойств с течением времени, а также понижение концентрации контактных и растягивающих напряжений на контуре отверстий. 5 ил.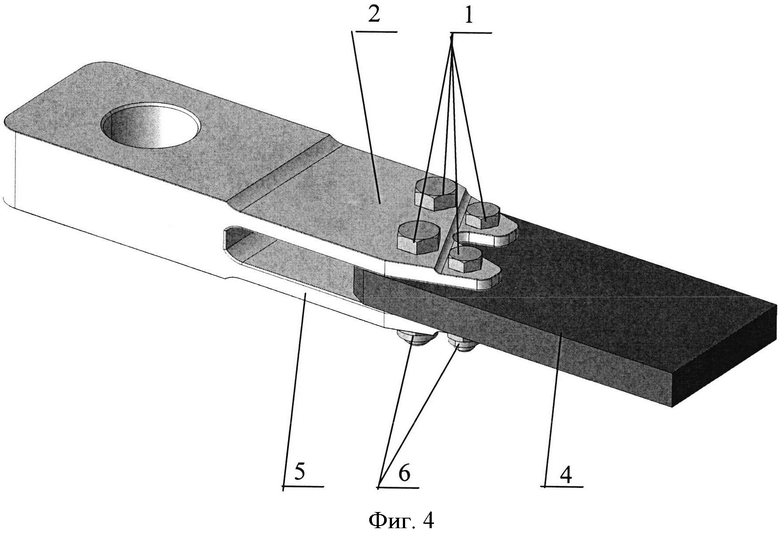
Способ повышения прочности болтового металлокомпозиционного соединения с применением герметизирующих составов, отличающийся тем, что используют наномодифицированную клеевую композицию с рассчитанным сочетанием максимальной прочности и максимальной ударной вязкости и производят сборку болтового соединения в следующей последовательности:
- наносят слой клеевой нанокомпозиции на нижнюю поверхность головки болта и на контактирующую с ней поверхность первой детали, наносят клей на поверхность отверстия и поверхность болтов,
- устанавливают болт в отверстие и прижимают головку болта к первой детали давлением, необходимым для приклеивания головки болта к первой детали,
- вводят слой клеевой нанокомпозиции в зазор между отверстием первой детали и поверхностью болта, наносят слой нанокомпозиции на прилегающую к первой детали поверхность второй детали, выполненной из композиционного материала, устанавливают на болт вторую деталь,
- вводят слой клеевой нанокомпозиции в зазор между отверстием второй детали и поверхностью болта, наносят слой нанокомпозиции на прилегающую ко второй детали поверхность третьей детали, устанавливают на болт (болты) и на поверхность второй детали третью деталь,
- вводят слой нанокомпозиции в зазор между отверстием третьей детали и болтом, наносят слой нанокомпозиции на противоположную поверхность в кольцевой зоне третьей детали, производят давление на слой нанокомпозиции в зазоре между болтом и отверстием во всех деталях,
- наносят слой нанокомпозиции на поверхность шайбы, контактирующей с поверхностью третьей детали,
- наносят слой нанокомпозиции на резьбовую часть болта и гайки, наживляют гайку на болт и производят затяжку болтов с усилием, устанавливаемым экспериментально.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ | 2008 |
|
RU2373437C1 |
| US 3893496 A, 08.07.1975 | |||
| JP 2001304230 A, 31.10.2001 | |||
| Способ для предохранения от самоотвинчивания разъемных, легконагруженных металлических резьбовых соединений | 1991 |
|
SU1821571A1 |

