Изобретение относится к области клепально-сборочных работ при выпол нении клеемеханических соединений композиционных материалов, несущих однонаправленную сдвиговую нагрузку известные способы не обеспечивают расчетной прочности клеемеханических соединений РТМ-1093, НИАТ, 1965 Известен способ выполнения клееклепанногс соединения, заключающийся в том, что на поверхности соединяемых деталей наносят клей, соединяют детали, устанавливают заклепки клепсиот и отверждают клей (с нагревом или без нагрева соединения)1. Однако известный способ не обеспечивает совместной работы клея и силовой точки (заклепки и отверстия в зоне упруго-пластических деформаций материсшов заклепки в отверстия Под действием внешней нагрузки в клееклепанном соединении разрушающие касательные напряжения Cf ) в клеевой прослойке достигаются раньше разрушеиощих напряжений смятия ( отверстия или среза заклепки (f). Следовательно, силовая точка недостаточно загружена в момент разрушени клея, поэтому прочность клееклепанных соединений недостаточна. Цель изобретения - повышение прочности клееклепанного соединения. Поставленная цель достигается за счет того, что при отверждении клеевой прослойки к деталям пакета в противоположных направлениях прикладывают растягиваюцие усилия, каждое из которых равно 0,3 - 0,5 . Р max, где Рд max - величина разрушающего усилия для идентичного клееклепанного соединения, а после отверждения клеевой прослойки растягиваюите усилия снимают. Усилия (0,3-0,5) необходимо и достаточно для относительного перемещения соединяемых материалов, в направлении действия внешней нагрузки, в пределах упругих деформаций материалов силовой точки. Нагрузку снимают после полного отверждения клея. В момент снятия нагрузки соединяе ые детали получают обратно относительное перемещение под действием внутренних напряжений в силовой точке. Но действие адгезионных сил препятствует этому перемещению и этим вызывает деформацию клеевой прослойки.
В результате в клееклепанном соединении взаимодействуют остаточные внутренние напряжения - в клеевой прослойке (о) и в силовой точке
(бсм 0
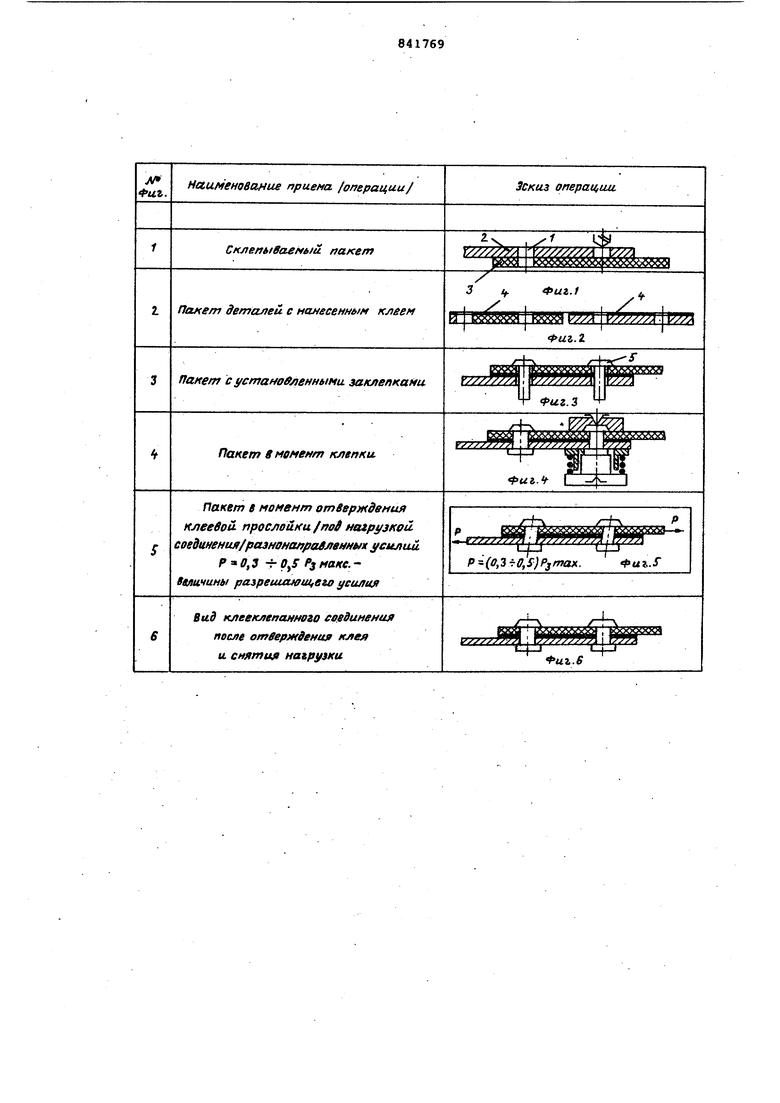
На фиг. 1 представлен склепываемы
пакет; на фиг. 2 - пакет деталей с нанесенным клеем; на фиг. 3 - пакет ,с установленными заклепками; на фиг. 4 - пакет в момент клепки; на фиг„ 5 - пакет в момент отверждения клея, растягивающие усилия Р приложены в противоположных направлениях; на фиг. 6 - вид клееклепанного соединения после отверждения клея и сняти нагрузки; на фиг. 7 - график зависимости прочности соединения на сдвиг F от величины усилий Р, действующего на соединение в момент отверждения клея.
Способ выполнения клееклепанного соединения осуществляется следующим образом. ,
Засверливагот отверстия 1 в соединяемых деталях 2 и 3 пакета, подготавливают поверхности соединяющих деталей под склеивание, затем наносят клеевую массу 4 на соединяемые поверности и соединяют их. Устанавливают в отверстия заклепки 5, прижимают пакет деталей вокруг заклепки прижимом диаметром близким или равным {но не более) шагу заклепок, давлением по ТУ данного (конкретного) клея и расклепывают стержень заклепки до получения стандартной или требуемой величины и формы замыкающей головки. Нагружают соединение путем приложения к деталям 2 и 3 пакета растягивающих усилий Р, в противоположных направляющих каждое усилие Р 0,30,5 , где Р,,тах - разрушающая нагрузка для аналогичного заклепочного соединения. Затем под указанной нагрузкой производят отверждение клеевой прослойки по ТУ данного клея (с нагревом или без нагрева соединения), после отверждения соединение разгружают,
Пример . Проведены эксперименты на образцах, изготовленных из двух разнородных пластин размером 45x150 мм. Одна из алюминия марки Д 19 AT толщиной 2 мм, и вторая из углепластика КМУ-1У толщиной 2 мм.
На одном конце каждой пластины засверливгиотся пять отверстий диаметром 4,1 ми в три ряда с шахматным расположением. Первый ряд состоит из двух отверстий с шагом (расстояние между отверстиями) 24 мм и располагаются в 11 мм от края нахлестки. Второй ряд имеет одно отверстие и располагается в 12 мм от
первого. Третий ряд, как и первый, состоит из двух отверстий и располагается в 12 мм от второго. Длина всей нахлестки образца составляет 46 мм. Поверхности соединяемых пластин- на всей длине нахлестки зашкуриваются и обезжириваются бензином и ацетоном. На подготовленн57ю поверхность одной из соединяемых пластин накладывается клеевая пленка ВК-32-200 толщиной 0,23 мм и размером 45x46 мм. Поверхности двух пластин соединяются и в отверстия, со стороны КМУ-1У, вставляются заклепки 3501А-4-10 (АВ-1642).
Перед осадкой стержня заклепки пакет сжимается по окружности заклепки пружин и спецприжимом, создающим давление на клеевую прослойку (в момент осадки) 5 кгс/см, затем проводится осадка стержня заклепки до получения стандартной высоты и диа:метра замыкающей головки.
Далее образец нагружается усилиями кгс в разных направлениях и под действием этой нагрузки погружается в термошкаф, где нагревается до 180°С и выдерживается (при этой температуре) в течение 1,5 ч до полного отверждения клея. Охлаждение образцов проводится под нагрузкой вместе с термошкафом.
Предлагаемый способ позволяет увеличить абсолютную величину деформации клеевой прослойки при относительном перемещении coeдиняe ыx деталей, что необходимо для совместной работы клея и силовой точки в области упруго-пластических деформаций материалов отверстия и заклепки (или болта), что способствует росту прочности клееклепанного соединения.
Формула изобретения
Способ выполнения клееклепанного соединения листовых деталей пакета путем сверления отверстий, нанесения клея на сопрягаекые поверхности деталей, установки заклепок в отверстия, клепки и отверждения клеевой прослойки, о тличающийся тем, что, с целью повышения прочности соединения деталей, при отверждении клеевой прослойки к детгшям пакета в противоположных направлениях прикладывают растягивающие усилия, каждое из которых равно 0,3-0,5 ,
5 где Pjmax - величина разрушающего
усилия для клееклепанного соединения, а после отверждения клеевой прослойки растягивающие усилия снимают. Источники информации,
Q принятые во внимание при экспертизе
1. Норматив РТМ-1093, НИАТ, 1965.
/КГС/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки клеевого соединения деталей | 1977 |
|
SU740375A1 |
| Способ клепки | 1989 |
|
SU1660826A1 |
| Способ клепки | 1990 |
|
SU1784398A1 |
| Способ соединения двух деталей | 1990 |
|
SU1726103A1 |
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| Способ клепки | 1979 |
|
SU821023A1 |
| Способ динамической клепки | 1979 |
|
SU859002A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2582472C1 |
| СПОСОБ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2251467C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ПРОСТРАНСТВЕННЫХ КОРОБЧАТЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2580337C1 |

zoo tOO$008OOf/кгс/
фиг.7
