Изобретение относится к способу изготовления вращающейся электрической машины с обмоткой без железного сердечника в виде электродвигателей или электрогенераторов, содержащих воздушные зазоры, в которых проходит обмотка.
Такого рода электродвигатели, также называемые электродвигателями с катушками без сердечника, имеют высокий коэффициент полезного действия.
Из уровня техники известны различные конструкции, с одной стороны, это электродвигатели с катушками в форме колокола, а с другой - электродвигатели, в которых катушка якоря полностью охватывает ротор. Внутри якорных катушек на валу предусмотрен выполненный с возможностью свободного вращения постоянный магнит, причем якорная катушка и постоянный магнит соосно установлены в подшипниках.
Из публикации DE 202006007619 U1 известна якорная катушка в форме колокола, состоящая из намотанной из обмоточного провода полой цилиндрической катушечной обмотки, в окно которой с одного конца вставлена пластина каркаса катушки. Якорная катушка в форме колокола образует активную часть ротора и выполнена в виде бескаркасной цилиндрической катушки с косой обмоткой.
Известны различные способы намотки якорных катушек в форме колокола.
Один способ предусматривает намотку обмотки на втулке или оправке. Намотку производят последовательно разными слоями, причем после каждого слоя производят фиксацию провода нагреванием (промежуточным спеканием). Затем следует намотка следующего слоя вплоть до завершения изготовления катушки. Заключительное формообразование осуществляется посредством так называемого окончательного спекания. Другой способ заключается в том, что всю обмотку наматывают на втулку или оправку, по периметру обоих концов которой предусмотрены распределенные тонкие штифты, фиксирующие обмотку во время процесса намотки. Производят непрерывную намотку без промежуточного спекания. Вслед за этим производят удаление штифтов, вытягивание катушки и окончательное спекание катушки. В качестве обмоточного провода используют так называемый спекаемый эмалированный провод. Предпочтительно, обмотку выполняют в виде косой обмотки, которая просто реализуема и обладает хорошим самонесущим свойством.
Из публикации DE 2821740 В2 известен способ изготовления катушки в форме колокола, в котором ее после намотки уплотняют. Для этого используют разжимную оправку или эластичную диафрагму, воздействующую на обмотку в поперечном направлении наружу и сжимающую ее о внешнюю форму.
Недостатками таких обмоток являются, с одной стороны, относительно большая доля неактивного проводника внутри каждой катушки, а с другой стороны, наклонное расположение проводника относительно направления движения.
Другой недостаток заключается в том, что активный проводник может быть увеличен только посредством осевого удлинения машины. Эта возможность весьма ограничена с технической точки зрения, так что из-за значительных центробежных сил, обусловленных односторонней опорой обмотки, могут использоваться только относительно короткие колоколообразные якоря.
Из публикации DE 10137201 А1 известна расположенная в воздушном зазоре обмотка в форме колокола внутри электрической машины. У обмотки такого типа речь идет о расположенной в воздушном зазоре обмотке, по меньшей мере, с частично косыми или проходящими дугообразно к направлению движения проводниками. Конструктивная форма состоит в том, что проводники внутри вращающейся машины в поперечном направлению движения сечении целенаправленно изогнуты или уложены складками, причем обмотка в осевом направлении по меньшей мере с одной стороны сближается с осью или валом. Благоприятные геометрические эффекты создаются благодаря конструктивной форме изгиба или укладки складками со сближением обмотки с осью и благодаря целенаправленному перекашиванию обычного намоточного канала в пределах изогнутой или согнутой формы обмотки.
Кроме того, из публикации GB 954623 А известен электродвигатель постоянного тока малой мощности, у которого магнитное поле возбуждения создается расположенным внутри якоря постоянным магнитом, выполненным с возможностью свободного вращения и установленным в подшипнике соосно с якорем. Электродвигатель может, например, состоять из каркаса обмотки в виде трубчатой оболочки с двумя торцовыми шайбами или двумя отстоящими друг от друга опорными шайбами, между которыми свободнонесущим образом расположена сама обмотка. На каркас обмотки нанесена обмотка. Внутри нее посредством подшипников на валу ротора с возможностью вращения установлен стержневой магнит. В данном случае недостатком при свободнонесущем исполнении обмотки является относительно большой воздушный зазор для предотвращения трения обмотки о стержневой магнит или оболочку кожуха.
Из публикации DE 69407908 Т2 известен способ изготовления обмотки для электродвигателя, в котором обмоточный провод наматывают на опорной оправке или, в качестве варианта, на будущем роторе и фиксируют непосредственно после намотки. Для увеличения плотности намотки обмотка может быть уплотнена наружу в радиальном направлении. Уплотнение может быть выполнено в гильзе магнитопровода электродвигателя или в отдельном устройстве перед установкой в гильзу магнитопровода.
Исходя из уровня техники цель изобретения состоит в создании способа изготовления вращающихся электрических машин со свободнонесущей обмоткой для электродвигателей или электрогенераторов. Данная обмотка может действовать как в качестве ротора для безжелезного якоря с катушками без сердечника, так и в качестве статора, будучи прикрепленной к пакету активного железа для создания вращающегося электрического поля, также она должна быть технологически проста в изготовлении.
Согласно изобретению цель достигнута посредством способа изготовления свободнонесущей катушки электродвигателя для электродвигателей или электрогенераторов, варианты которого охарактеризованы в пп. 1, 2 и 3 формулы изобретения, а также электрической машины по п. 11 формулы изобретения. Выражаясь в общем смысле, катушку электродвигателя наматывают вокруг цилиндрической внутренней детали таким образом, что она полностью ее охватывает. Цилиндрическая внутренняя деталь используется для того, чтобы уплотнить катушку электродвигателя изнутри, таким образом, чтобы после намотки катушки электродвигателя, охватывающей внутреннюю деталь, сохранялся точный воздушный зазор для свободного вращательного движения этой катушки или описанной внутренней детали. В первом варианте способ осуществляют следующими шагами. Сначала отдельные сегменты катушки наматывают между двумя концевыми пластинами на расположенную на валу внутреннюю деталь, причем последняя после завершения намотки окончательно окружена готовой катушкой электродвигателя. Затем осуществляют шаг формообразования катушки электродвигателя посредством последовательного уплотнения обмоточных проводов с помощью эксцентрического обкатывания внутренней детали на внутренней стороне катушки по установленному снаружи круглому упору, который за счет приложенной противодействующей силы формует внешнюю сторону катушки либо из трубчатых сегментов, либо в виде цельного цилиндра. В завершение, катушку электродвигателя за счет подвода тепла спекают в катушку таким образом, что она сохраняет свою форму в виде свободнонесущей катушки электродвигателя.
Во втором варианте способа шаг формообразования объединяют с шагом намотки катушки электродвигателя. Тогда получается следующий способ. Намотка якорной обмотки шаг за шагом между двумя концевыми пластинами через расположенную на валу внутреннюю деталь, причем последняя полностью окружена обмоткой электродвигателя, и уплотнение обмоточных проводов поверхностью внутренней детали относительно упора, причем поверхность внутренней детали эксцентрически обкатывают по внутренней стороне катушки электродвигателя, которая во время процесса намотки прижимается к упору, после чего за счет подвода тепла катушку электродвигателя спекают.
В третьем варианте способа все шаги способа по первому варианту объединены в один шаг, причем во время процесса намотки одновременно происходит уплотнение и спекание витков.
Также эксцентрическое обкатывающее движение для уплотнения обмотки может быть осуществлено противоположно, упором о неподвижную в осевом направлении внутреннюю деталь.
Для улучшения результатов формообразования катушки электродвигателя упору можно придавать импульс с помощью механической вибрации. За счет этого при уплотнении используется инерция масс и уменьшается подведенное через вал необходимое усилие прижатия.
Катушку электродвигателя предпочтительно наматывают из спекаемого эмалированного провода, благодаря чему становится возможной механическая фиксация во время или после процесса намотки. Кроме того, предлагается на последнем шаге подачи проволоки, то есть во время намотки последних витков катушки электродвигателя, закатать обмоточный провод четырехугольным образом. В такой уплощенной со всех сторон форме обмоточный провод более стабильно лежит в слое намотки, а коэффициент полезного действия машины благодаря более высокому заполнению медью существенно повышается.
Внутренняя деталь на валу может нести как постоянные магниты, так и короткозамкнутую обмотку или обмотку возбуждения, причем внутренняя деталь имеет форму цилиндра с гладкой боковой наружной поверхностью, чтобы не повреждать изоляцию обмоточного провода при формообразовании.
Катушка электродвигателя может действовать на выбор в качестве статора (механически соединенного с внешней магнитной частью) или в качестве ротора (электрически подключенного посредством контактных колец или коммутатора). Количество пар полюсов катушки электродвигателя и фаз для управления машиной могут быть выбраны по усмотрению. Преимущества способа согласно изобретению заключаются в том, что изготовление катушки электродвигателя происходит непосредственно на расположенной на валу внутренней детали с торцевыми шайбами, которая одновременно образует каркас катушки. Благодаря прямой укладке провода в вертикальной части обмотки, а также простому прохождению в оборотной части может использоваться простая и быстрая техника намотки. Не требуются промежуточные положения с отклоняющими направляющими.
Катушку электродвигателя изготавливают отдельными обмотками в заданной последовательности, но законченной. Отпадает отдельное формообразование, уплотнение и сборка сегментов катушки.
Так как служащая в качестве каркаса катушки внутренняя деталь доступна со всех сторон, становятся возможными простые, аналогичные рамкам, формы обмотки, которые, по сравнению с колоколообразным якорем, обеспечивают существенно более высокий полный коэффициент полезного действия электрических машин.
В результате процесса формообразования выравниваются производственные допуски, следовательно предельно уменьшается необходимый воздушный зазор. Благодаря этому повышается достижимая плотность мощности.
Предлагаемая в изобретении вращающаяся электрическая машина, которая может быть изготовлена предлагаемым в изобретении способом, характеризуется тем, что она имеет магнитную внутреннюю деталь и состоящую по меньшей мере из одной обмотки катушку электродвигателя, проходящую вдоль цилиндрической внешней поверхности внутренней детали, через одну из торцевых сторон внутренней детали, обратно по внешней поверхности внутренней детали и через другую торцевую сторону внутренней детали, причем между внутренней стороной катушки электродвигателя и внешней поверхностью внутренней детали имеется воздушный зазор, причем обмотка, по меньшей мере, на граничащем с внутренней стороной участке механически уплотнена. Механически уплотненная область отличается тем, что имеющееся там на рассмотренную единицу площади поперечное сечение материала катушки электродвигателя, прежде всего медного проводника, больше, чем в неуплотненных областях на расположенной радиально снаружи стороне катушки электродвигателя.
Предпочтительно, участки провода, расположенные на внутренней стороне катушки электродвигателя, уплощены на обращенной к центральной оси внутренней детали стороне. Уплощение возникает в результате вальцующего воздействия внутренней детали с укатывающим воздействием катушки без сердечника, производимого между катушкой электродвигателя и внутренней деталью.
Предпочтительно предусмотрено, что обмотка в области внешней поверхности внутренней детали простирается параллельно центральной оси внутренней детали. Это дает высокий коэффициент полезного действия электрической машины, так как большая часть длины проводников, из которых состоит катушка электродвигателя, проходит через центр магнитного поля перпендикулярно направлению движения. Это является существенным преимуществом по сравнению, например, с катушкой в форме колокола, у которой проводники катушки электродвигателя большей частью проходят через магнитное поле наклонно.
Объектом изобретения является также конструктивный узел с цилиндрической внутренней деталью, которая снабжена по меньшей мере одним магнитом, и катушкой электродвигателя, которая образована из нескольких обмоток, которые простираются через расположенные на торцевых сторонах внутренней детали концевые пластины вдоль цилиндрической периферийной поверхности внутренней детали и через торцевые стороны концевых пластин таким образом, что внутренняя деталь со всех сторон окружена катушкой электродвигателя, причем расположенные внутри обмотки катушки электродвигателя прилегают к периферийной поверхности внутренней детали.
Изобретение более подробно описано на примере его осуществления, поясняемом чертежами, на которых показано:
фиг. 1 - внутренняя деталь электрической машины с охватывающей ее катушкой электродвигателя в схематичном продольном и поперечном разрезе,
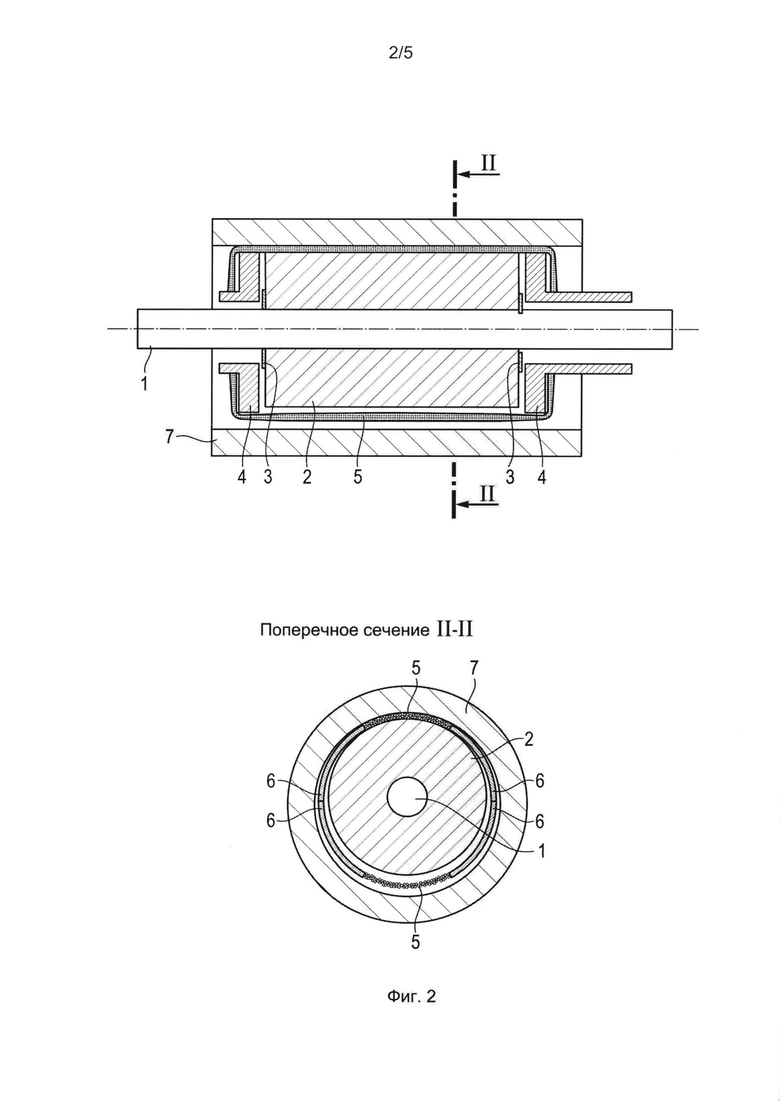
фиг. 2 - процесс формообразования в схематичном продольном и поперечном разрезе,
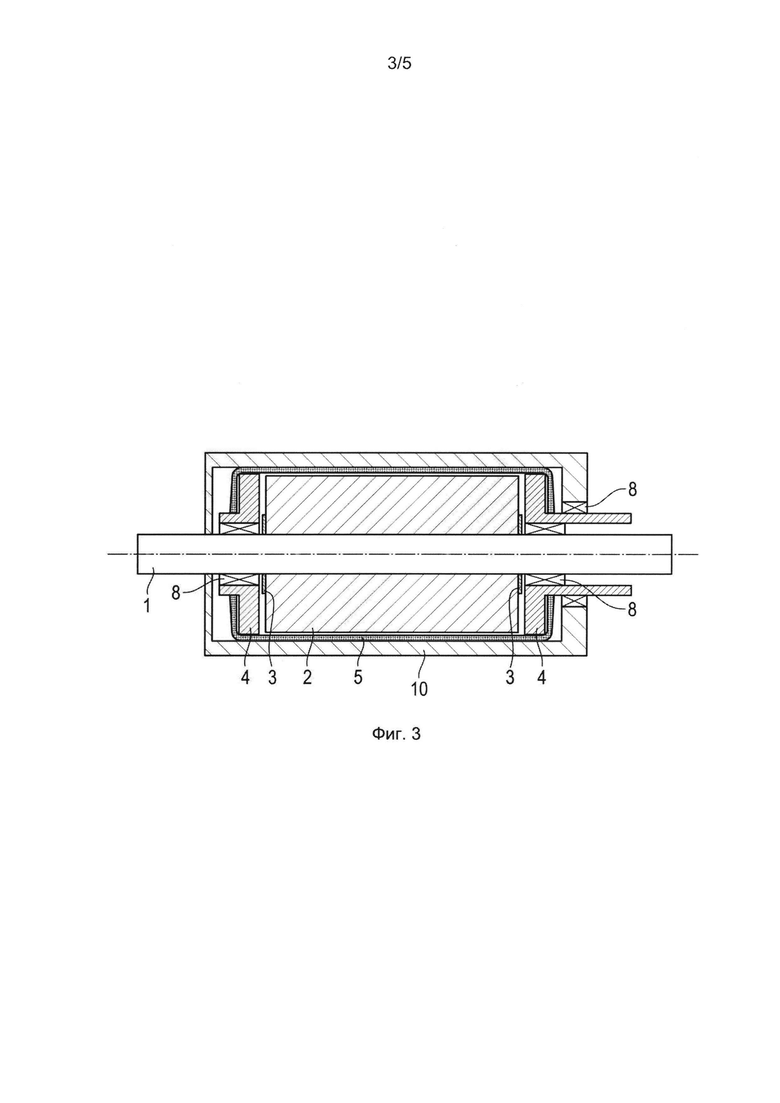
фиг. 3 - готовая электрическая машина в схематичном продольном и поперечном разрезе,
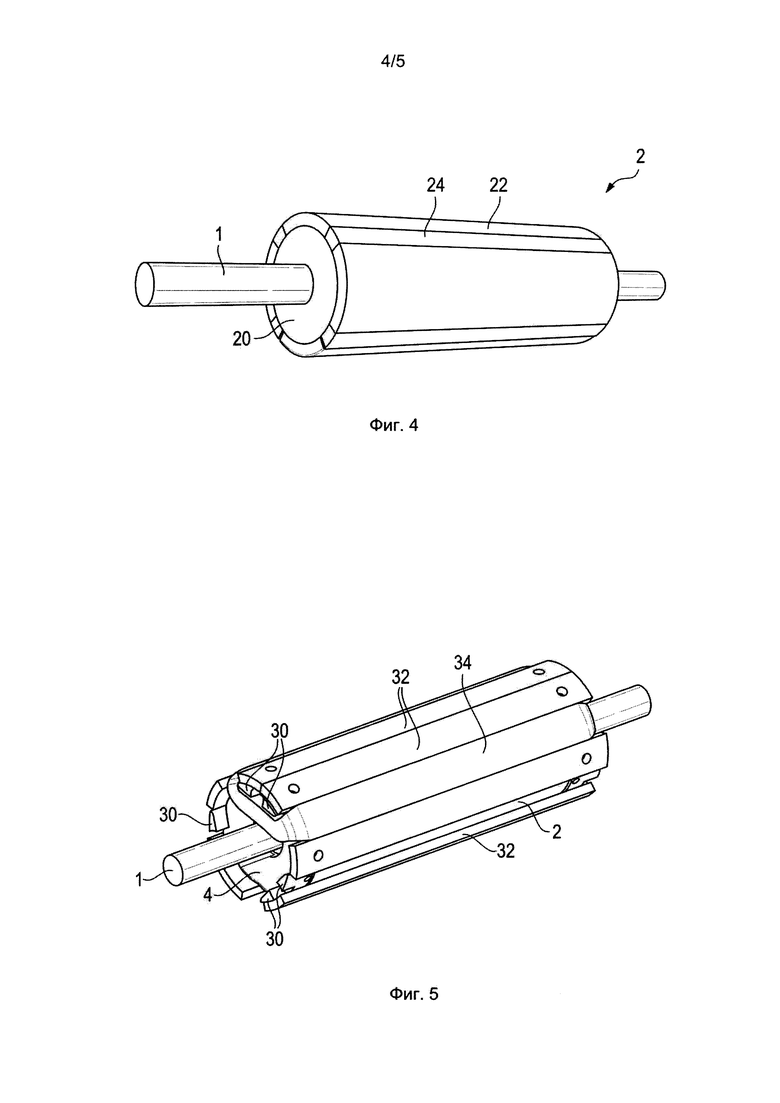
фиг. 4 - внутренняя деталь электрической машины согласно изобретению в схематичном виде в перспективе,
фиг. 5 - в схематичном виде в перспективе внутренняя деталь фиг. 4 в первом промежуточном состоянии при изготовлении катушки электродвигателя,
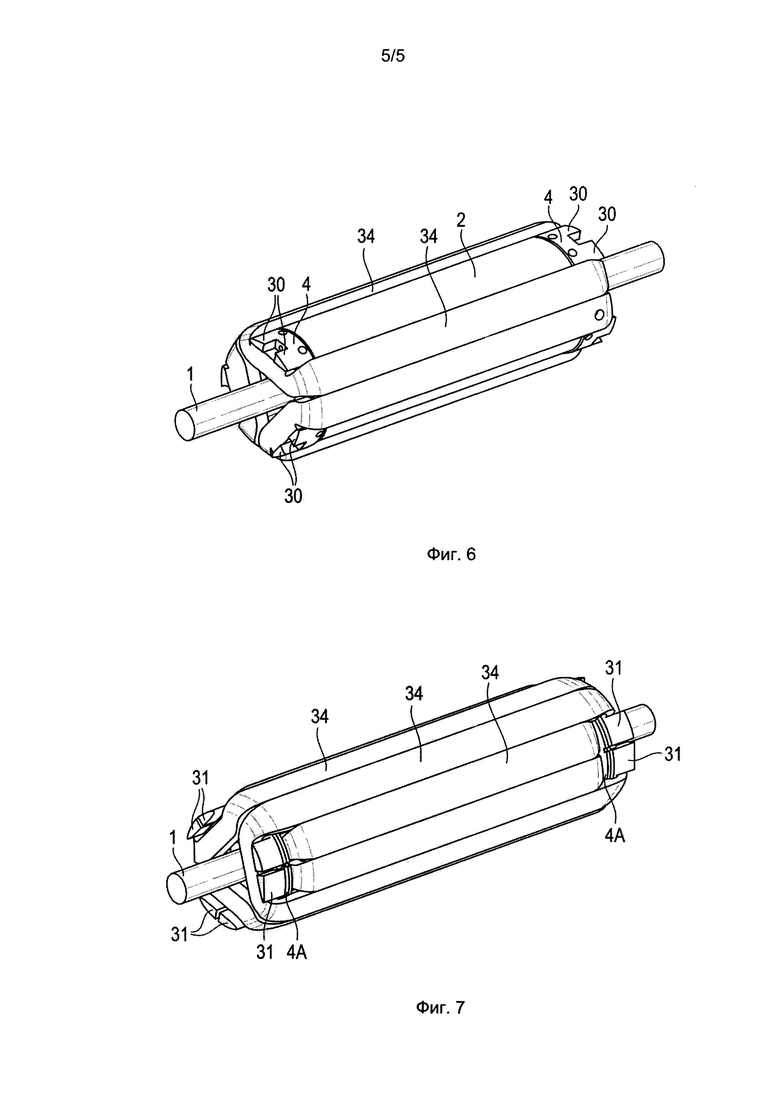
фиг. 6 - в схематичном виде в перспективе внутренняя деталь фиг. 4 во втором промежуточном состоянии при изготовлении катушки электродвигателя,
фиг. 7 - в схематичном виде в перспективе внутренняя деталь с охватывающей ее катушкой электродвигателя.
Изготовление вращающейся электрической машины с безжелезной свободнонесущей якорной обмоткой в примере осуществления изобретения описывается на основе трехшагового способа.
На фиг. 1 показано принципиальное изображение обмотки 5 электродвигателя или якоря после завершения процесса намотки. Перед намоткой якоря 5 на вал 1 с внутренней деталью 2, состоящей, например, из цилиндрического постоянного магнита, с обеих сторон надевают по одному промежуточному кольцу 3 и концевой пластине 4. Затем концевые пластины 4 посредством втулки 9 центрируют на валу 1. Подготовленный таким образом конструктивный узел устанавливают в намоточное устройство и вставляют в него несколько проставок 6 для процесса намотки. Обмотку якоря выполняют шаг за шагом на первом шаге изготовления между концевыми пластинами 4 по внутренней детали 2, причем обмотка в конечном итоге полностью охватывает внутреннюю деталь. В качестве обмоточного провода используют так называемый спекаемый эмалированный провод, которому для изготовления последней ступени обмотки посредством приспособления придают квадратную форму. В результате этого обеспечивается, что последние обмотки соответствующей катушки, то есть обмотки, расположенные снаружи, более плотно прилегают друг к другу, так как отдельные провода при квадратном поперечном сечении (в идеальном случае) могут прилегать друг к другу без зазора, и между отдельными проводами не остается свободного пространства, как при круглом поперечном сечении провода.
В принципе, также возможно использовать провод квадратного поперечного сечения для катушки электродвигателя во время всей намотки. В результате свободной намотки через опоры катушки электродвигателя в середине вынужденно образуется утолщение, не оставляющее воздушного зазора и препятствующее свободному вращению ротора. Этот недостаток устраняют последующим форматированием катушки.
После процесса намотки втулки 9, которые удерживают концевые пластины 4 центрически валу 1, удаляют и надевают упор 7 (фиг. 2). Конструктивный узел помещают в приспособление и вал 1 с внутренней деталью 2 приводят в эксцентрическое движение. Вследствие этого внутренняя деталь эксцентрически обкатывается по внутренней стороне якорной обмотки 5 и равномерно уплотняет обмотку относительно упора 7 и придает форму якорной обмотке 5 (второй шаг изготовления). На фиг. 2 якорная обмотка показана в состоянии, при котором витки в результате вальцующего воздействия внутренней детали 2 уже уплотнены настолько, что между внешней поверхностью внутренней детали 2 и внутренней поверхностью якорной обмотки 5 образовалось свободное пространство. Данное свободное пространство хорошо видно на показанных на фиг. 2 разрезах ниже внутренней детали 2.
Перед и во время вальцевания/уплотнения к якорной обмотке 5 подводят тепло.
После процесса формообразования упор 7 удаляют, а к уплотненной якорной обмотке 5 подводят тепло, в результате чего отдельные провода обмотки спекаются между собой (третий шаг изготовления). Подвод тепла к якорной обмотке 5 может производиться за счет того, что через якорную обмотку пропускают электрический ток соответствующей силы. В принципе, также возможно, конечно, подводить необходимую энергию извне другим способом, например посредством излучения или горячего воздуха.
Затем вставляют подшипники 8 и концевые пластины 4 и фиксируют якорную обмотку 5 относительно вала 1 (фиг. 3). Благодаря этому получается минимальный воздушный зазор между цилиндрической поверхностью внутренней детали 2 и внутренней стороной якорной обмотки 5. Затем якорную обмотку 5 обычным способом снабжают электрическими подключениями и вместе с валом 1 и внутренней деталью 2 устанавливают в корпус 10, причем одну из концевых пластин 4 якорной обмотки посредством подшипника 8 устанавливают в корпусе 10 с возможностью вращения таким образом, что механическая мощность якоря может передаваться наружу.
Если якорная обмотка 5 установлена неподвижно и механическую мощность отбирают с вала, то подшипник 8 на фиг. 3 расположен на левой стороне корпуса 10, для опоры вала 1 в корпусе 10.
Посредством фиг. 4-7 далее поясняются некоторые детали электрической машины согласно изобретению и способа ее изготовления в 4-полюсном бесщеточном варианте исполнения с внутренними полюсами.
На фиг. 4 показана цилиндрическая внутренняя деталь 2, содержащая магнитопроводящий сердечник 20, несколько магнитов 22 и расположенные по окружности между магнитами 22 заполняющие элементы 24. С магнитопроводящим сердечником 20 соединен без возможности поворота вал 1, известный из фиг. 1-3. Существенным признаком внутренней детали 2 является то, что она имеет цилиндрическую, по существу гладкую периферийную поверхность.
На фиг. 5 показано первое промежуточное состояние при намотке катушки 5 электродвигателя. Видны концевые пластины 4, надетые с обеих сторон на вал 1 таким образом, что они находятся на незначительном расстоянии от обеих торцевых сторон внутренней детали 2. Для обеспечения концентрического выравнивания концевых пластин 4 по отношению к внутренней детали 2 могут быть использованы известные из фиг. 1 втулки 9, не показанные на фиг. 5. Так как центрирование необязательно, также возможно наматывать катушки 5 электродвигателя без использования втулок 9. Видно, что диаметр концевых пластин 4 незначительно больше диаметра внутренней детали 2.
На фиг. 5 видны несколько вспомогательных намоточных элементов 30, выполненных в виде выступов на концевых пластинах 4. В показанном варианте осуществления изобретения вспомогательные намоточные элементы выполнены заодно с концевыми пластинами и проходят параллельно валу 1 от внутренней детали 2. Они служат для того, чтобы нужным образом укладывать обмотку по торцевым сторонам концевых пластин 4. По внешнему периметру концевых пластин 4 посредством отверстий и штифтов также могут быть закреплены различные проставки 32, обеспечивающие точное прохождение обмоток в предусмотренном для них сегменте. На фиг. 5 показана обмотка 34, выполненная между двумя смежными проставками 32, проходящая параллельно центральной оси внутренней детали на своем участке, проходящем вдоль внешней периферийной поверхности внутренней детали 2. Таким образом, каждая обмотка содержит «участок прямого направления», продольно проходящий через торцевую сторону одной из концевых пластин 4 за вспомогательными намоточными элементами 30, и «участок обратного направления», также проходящий вдоль внешней поверхности внутренней детали 2, и второй повернутый участок, проходящий через торцевую сторону концевой пластины. За счет этого каждая обмотка 34 проходит по всем внешним поверхностям (цилиндрической периферийной поверхности и двум торцевым сторонам) внутренней детали.
На фиг. 6 показана внутренняя деталь с тремя готовыми обмотками 34, так называемыми внутренними обмотками. В данном случае речь идет об обмотках, повернутые участки которых лежат непосредственно на концевых пластинах 4 за вспомогательными намоточными элементами 30 и не перекрещиваются с другими обмотками.
После того как выполнены внутренние обмотки, надевают еще две концевые пластины 4А, также снабженные вспомогательными намоточными элементами 31 в виде выполненных заодно с ними выступов.
На фиг. 7 показана внутренняя деталь с готовыми обмотками. По сравнению с состоянием, показанным на фиг. 6, здесь также выполнены внешние частичные обмотки, в результате чего образованы в общей сложности шесть непосредственно примыкающих друг к другу обмоток. Отдельные подключения обмоток в данном случае для большей наглядности не показаны. От внутренней детали виден только вал 1, так как обмотки полностью охватывают внутреннюю деталь.
В показанном на фиг. 7 состоянии внутренние слои отдельных обмоток расположены не на одинаковом расстоянии от центральной оси внутренней детали 2, а проходят слегка дугообразно. В области концевых пластин 4 расстояние от центральной оси соответствует радиусу, заданному размерами концевых пластин 4. Тем не менее посередине между концевыми пластинами (также в не определенной точно области по обе стороны от середины) отдельные провода лежат на цилиндрической внешней поверхности внутренней детали 2. Вследствие этого сразу после намотки обмоток вряд ли возможно вращать внутреннюю деталь 2 внутри обмоток. Необходимый для свободы вращения внутренней детали 2 воздушный зазор между внешней поверхностью внутренней детали 2 и обмотками получают посредством того, что обмотки запрессовывают в радиальном направлении наружу. Для этого внутреннюю деталь 2 используют в качестве инструмента, прилагающего силу в радиальном направлении наружу к обмоткам, которые, в свою очередь, опираются о внутреннюю поверхность упора 7 (см. фиг. 2). Действующая в радиальном направлении наружу сила может быть приложена посредством того, что внутреннюю деталь 2 обкатывают по внутренней стороне обмоток, образующих катушку 5 электродвигателя. В качестве варианта, также возможно, что внутренняя деталь 2 совершает колебательное движение внутри обмоток, а направление данного колебательного движения изменяют, в результате чего все расположенные внутри периферийные участки обмоток последовательно уплотняются. Тогда в конечном состоянии внутренние слои отдельных обмоток снова отжаты наружу настолько, что внутренний диаметр внутри обмоток приблизительно соответствует наружному диаметру концевых пластин 4. За счет этого обеспечивается по существу постоянный воздушный зазор между катушкой 5 электродвигателя и внутренней деталью 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2079952C1 |
| СИСТЕМА КРЕПЛЕНИЯ КАТУШКИ СТАТОРА ДЛЯ НЕ ПОКРЫТЫХ ЛАКОМ СТАТОРОВ | 2010 |
|
RU2525233C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2316878C2 |
| КОНЦЕВОЙ ДИСК СТАТОРА КОЛЛЕКТОРНОГО ДВИГАТЕЛЯ И КОЛЛЕКТОРНЫЙ ДВИГАТЕЛЬ С ТАКИМ ДИСКОМ | 2006 |
|
RU2390084C2 |
| Торцевой электродвигатель с функцией генератора, содержащий постоянные магниты | 2022 |
|
RU2802342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, А ТАКЖЕ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ИЗГОТОВЛЕННОЙ ЭТИМ СПОСОБОМ ОБМОТКОЙ РОТОРА | 2008 |
|
RU2488935C2 |
| РЕАКТИВНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ И СПОСОБ НАМОТКИ РЕАКТИВНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2347311C2 |
| ИНДУКТОРНАЯ МАШИНА С АКСИАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ ДЛЯ ЖЕСТКИХ УСЛОВИЙ ЭКСПЛУАТАЦИИ | 2013 |
|
RU2539572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТИВНОГО ЭЛЕМЕНТА И ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2660915C2 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |

Изобретение относится к электротехнике, а именно к способу изготовления вращающихся электрических машин, а также к вращающимся электрическим машинам. Способ изготовления свободнонесущей катушки электрической машины, при котором катушка охватывает внутреннюю деталь уже при изготовлении, которая используется и при изготовлении катушки в качестве вспомогательного средства для формообразования катушки. На первом шаге катушку (5) электродвигателя наматывают между двумя торцевыми поверхностями (4; 4') на магнитную внутреннюю деталь (2), при этом катушка электродвигателя полностью окружает внутреннюю деталь (2). На втором шаге происходит формообразование катушки (5) электродвигателя посредством уплотнения проводов обмотки посредством того, что вал (1) с поверхностью внутренней детали (2) перемещают относительно внутренней стороны катушки (5) электродвигателя, прежде всего эксцентрически обкатывают по ней, и катушка электродвигателя прижимается к упору (7). На третьем шаге уплотненную катушку (5) электродвигателя спекают за счет подвода тепла. Технический результат состоит в упрощении технологии изготовления безжелезных якорей электрических машин. 5 н. и 10 з.п. ф-лы, 7 ил.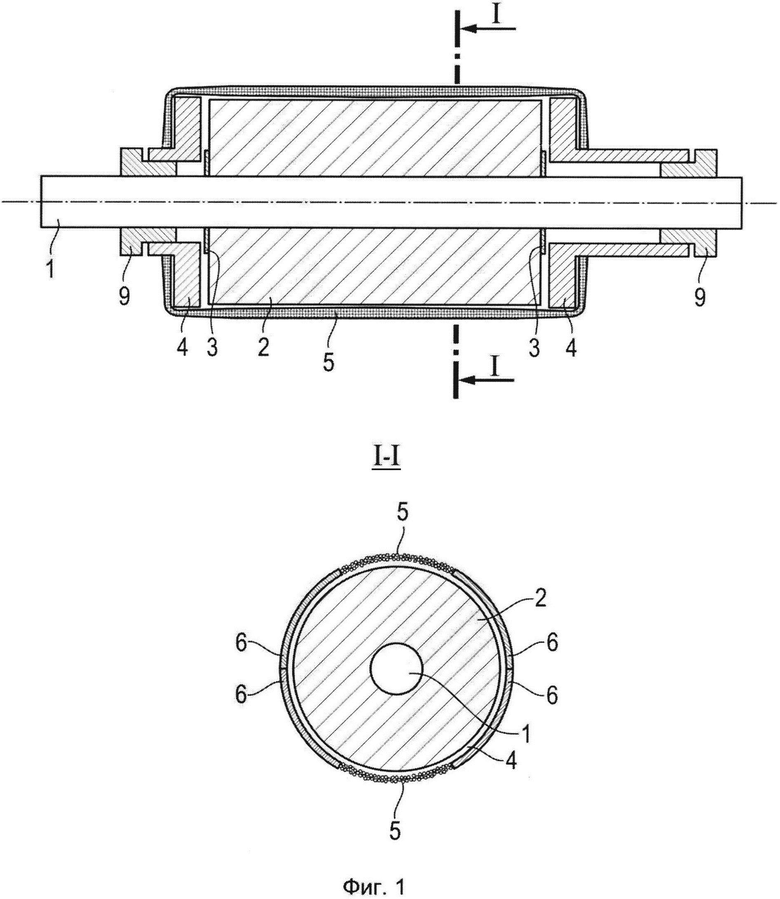
1. Способ изготовления вращающихся электрических машин с изготовленной свободнонесущей катушкой электродвигателя для электродвигателей или электрогенераторов, причем катушка охватывает внутреннюю деталь уже при изготовлении, то есть собирается предварительно, и внутреннюю деталь также используют при изготовлении катушки в качестве вспомогательного средства для формообразования катушки, отличающийся тем, что
- на первом шаге катушку (5) электродвигателя шаг за шагом наматывают между двумя торцевыми поверхностями (4; 4') на магнитную внутреннюю деталь (2), полностью окружая катушкой электродвигателя внутреннюю деталь (2),
- на втором шаге происходит формообразование катушки (5) электродвигателя посредством уплотнения проводов обмотки посредством того, что вал (1) с поверхностью внутренней детали (2) перемещают по внутренней стороне катушки (5) электродвигателя, прижимая катушку электродвигателя к упору (7), и
- на третьем шаге уплотненную катушку (5) электродвигателя спекают за счет подвода тепла.
2. Способ изготовления вращающихся электрических машин с изготовленной свободнонесущей катушкой электродвигателя для электродвигателей или электрогенераторов, причем катушка охватывает внутреннюю деталь уже при изготовлении, то есть собирается предварительно, и внутреннюю деталь также используют при изготовлении катушки в качестве вспомогательного средства для формообразования катушки, отличающийся тем, что катушку (5) электродвигателя шаг за шагом наматывают между двумя торцевыми поверхностями (4; 4') на магнитную внутреннюю деталь (2), полностью окружая катушкой электродвигателя внутреннюю деталь (2), и осуществляют формообразование катушки (5) электродвигателя посредством уплотнения проводов обмотки посредством того, что вал (1) с поверхностью внутренней детали (2) перемещают по внутренней стороне катушки (5) электродвигателя, прижимая катушку электродвигателя к упору (7), причем формообразование катушки (5) электродвигателя происходит во время процесса намотки посредством эксцентрического обкатывания поверхности внутренней детали (2) по внутренней стороне катушки (5) электродвигателя относительно упора (7), после чего выполняют спекание уплотненной катушки (5) электродвигателя за счет подвода тепла.
3. Способ изготовления вращающихся электрических машин с изготовленной свободнонесущей катушкой электродвигателя для электродвигателей или электрогенераторов, причем катушка охватывает внутреннюю деталь уже при изготовлении, то есть собирается предварительно, и внутреннюю деталь также используют при изготовлении катушки в качестве вспомогательного средства для формообразования катушки, отличающийся тем, что катушку (5) электродвигателя шаг за шагом наматывают между двумя торцевыми поверхностями (4; 4') на магнитную внутреннюю деталь (2), полностью окружая катушкой электродвигателя внутреннюю деталь (2), и осуществляют формообразование катушки (5) электродвигателя посредством уплотнения проводов обмотки посредством того, что вал (1) с поверхностью внутренней детали (2) перемещают по внутренней стороне катушки (5) электродвигателя, прижимая катушку электродвигателя к упору (7), причем формообразование катушки (5) электродвигателя происходит во время процесса намотки посредством эксцентрического обкатывания поверхности внутренней детали (2) по внутренней стороне якорной обмотки (5) относительно упора (7), и одновременно за счет подвода тепла происходит послойное спекание уплотненных обмоток якорной обмотки (5).
4. Способ по одному из пп. 1-3, отличающийся тем, что упору (7) или внутренней детали (2) во время процесса формообразования придают импульс с помощью механической вибрации.
5. Способ по одному из пп. 1-3, отличающийся тем, что катушку (5) электродвигателя наматывают из спекаемого эмалированного провода, который во время намотки последних витков катушки (5) электродвигателя закатывают четырехугольным образом.
6. Способ по одному из пп. 1-3, отличающийся тем, что торцевые поверхности являются частью торцевых пластин, которые расположены на внутренней детали.
7. Способ по п. 6, отличающийся тем, что внешний диаметр концевой пластины больше внешнего диаметра внутренней детали.
8. Способ по п. 7, отличающийся тем, что внешний диаметр концевой пластины больше внешнего диаметра внутренней детали на двойную величину воздушного зазора между катушкой электродвигателя и внутренней деталью.
9. Способ по одному из пп. 1-3, отличающийся тем, что внутренняя деталь соединена с валом без возможности поворота.
10. Способ по п. 1, отличающийся тем, что вал (1) с поверхностью внутренней детали (2) эксцентрически обкатывают по внутренней стороне катушки (5) электродвигателя.
11. Вращающаяся электрическая машина, имеющая магнитную внутреннюю деталь и состоящую по меньшей мере из одной обмотки катушку электродвигателя, которая простирается вдоль цилиндрической внешней поверхности внутренней детали, через одну из торцевых сторон внутренней детали, обратно по внешней поверхности внутренней детали и через другую торцевую сторону внутренней детали, причем между внутренней стороной катушки электродвигателя и внешней поверхностью внутренней детали имеется воздушный зазор, причем обмотка, по меньшей мере, на граничащем с внутренней стороной участке механически уплотнена.
12. Машина по п. 11, в которой участки провода, расположенные на внутренней стороне катушки электродвигателя, уплощены на обращенной к центральной оси внутренней детали стороне.
13. Машина по п. 11 или 12, в которой обмотка в области внешней поверхности внутренней детали простирается параллельно центральной оси внутренней детали.
14. Машина по п. 11 или 12, изготовленная способом по одному из пп. 1-10.
15. Конструктивный узел с цилиндрической внутренней деталью, которая снабжена по меньшей мере одним магнитом, и катушкой электродвигателя, которая образована из нескольких обмоток, которые простираются через расположенные на торцевых сторонах внутренней детали концевые пластины вдоль цилиндрической периферийной поверхности внутренней детали и через торцевые стороны концевых пластин таким образом, что внутренняя деталь со всех сторон окружена катушкой электродвигателя, причем расположенные внутри обмотки катушки электродвигателя прилегают к периферийной поверхности внутренней детали.
| DE 102004034611 A1, 09.02.2006 | |||
| Устройство для прерывания и автоматического восстановления рабочей функции пускателя пружинного тормоза | 1987 |
|
SU1508954A3 |
| Способ изготовления беспазового статора электрической машины | 1984 |
|
SU1233246A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБНОГО КВАСА | 2015 |
|
RU2597757C1 |

