Область техники, к которой относится изобретение
Данное раскрытие изобретения относится к текстурированному листу из электротехнической стали, подходящему для использования в материалах железных сердечников для трансформаторов, а, в частности, к уменьшению высокочастотных потерь в сердечнике и улучшению обрабатываемости при вырубке заготовки.
Уровень техники
Текстурированные листы из электротехнической стали представляют собой магнитно-мягкие материалы, используемые в качестве материалов железных сердечников для трансформаторов, и обладают кристаллическими микроструктурами, у которых ориентация <001>, которая соответствует оси легкого намагничивания железа, в значительной степени согласуется с направлением прокатки стальных листов. Такая текстура формируется в результате стимулирования преимущественного роста гигантских кристаллических зерен в ориентации {110}<001>, которая называется ориентацией Госса, при проведении окончательного отжига в рамках процесса изготовления текстурированного листа из электротехнической стали. Рост кристаллических зерен, имеющих ориентацию Госса, называется вторичной рекристаллизацией.
Чтобы получить кристаллические зерна с ориентацией Госса, обычные технологии обычно включают в себя вторичную рекристаллизацию зерен с ориентацией Госса во время окончательного отжига с использованием выделений, называемых ингибиторами. Например, в публикации JPS40-15644B (РТL 1) описывается способ, использующий AlN и MnS, а в публикации JPS51-13469B (РТL 2) описывается способ, использующий MnS и MnSe, которые оба используют в промышленности.
Несмотря на то, что данные способы, использующие ингибиторы, подходят для использования для стабильного развития зерен вторичной рекристаллизации, эти способы вызывают тонкое распределение ингибиторов в сталь. Это требует проведения нагревания сляба при высокой температуре, составляющей 1300°С и более, таким образом, чтобы бы вызвать образование твердого раствора ингибиторных компонентов.
С другой стороны, для материала, не содержащего ингибиторных компонентов, например, в публикации JP2000-129356A (РТL 3) описывается методика развития кристаллических зерен, имеющих ориентацию Госса, в результате проведения вторичной рекристаллизации. Эта технология максимально устраняет примеси, такие как ингибиторные компоненты, и выявляет зависимость энергии границы зерен первичных рекристаллизованных зерен от угла разориентации границ зерен, вызывая тем самым вторичную рекристаллизацию зерен с ориентацией Госса без использования ингибиторов. Данный эффект называется эффектом ингибирования текстуры. Способы, использующие эффекты ингибирования текстуры, демонстрируют значительные преимущества, относящиеся как к стоимости, так и к техническому обслуживанию, таких как отсутствие потребности в высокотемпературном нагревании сляба, что было обычно необходимым, вследствие отсутствия потребности в тонком распределении ингибиторов в стали.
Перечень цитирования
Источники патентной литературы
РТL 1: JPS40-15644B
РТL 2: JPS51-13469B
РТL 3: JP2000-129356А
РТL 4: JP3956621B
РТL 5: JP4106815B.
Сущность изобретения
(Техническая проблема)
Как описано выше, текстурированные листы из электротехнической стали часто используют в качестве материалов железного сердечника для трансформаторов. Обычно текстурированные листы из электротехнической стали используют для трансформаторов, функционирующих при коммерческих частотах 50 Гц и 60 Гц, таких как низкочастотные трансформаторы, и характеризующихся чрезвычайно крупным размером получающихся в результате трансформаторов.
С другой стороны, существует еще один тип трансформаторов, называемых высокочастотными трансформаторами, частоты возбуждения которых находятся в диапазоне от нескольких сотен до нескольких тысяч Гц. Поскольку данный тип фокусируется на магнитных свойствах во время проведения высокочастотного возбуждения, часто используются нетекстурированные листы из электротехнической стали, листы из высококремнистой стали, листы из аморфной стали и тому подобное. Высокочастотные трансформаторы характеризуются своими очень маленькими размерами.
В последнее время текстурированные листы из электротехнической стали все чаще стали использовать в тех трансформаторах среди высокочастотных трансформаторов, где используются относительно низкие частоты при частоте возбуждения в несколько сотен Гц. Причина заключается в том, что в случае трансформатора, функционирующего при низкой частоте и имеющего относительно большой размер, использование текстурированного листа из электротехнической стали, обладающего чрезвычайно хорошими магнитными свойствами в одном направлении, позволяет уменьшить потери в трансформаторе и увеличить коэффициенты полезного действия трансформаторов.
Однако при использовании текстурированных листов из электротехнических сталей в областях применения, описанных выше, возникли две основные проблемы.
Одна из проблем заключается в том, что, поскольку магнитные свойства текстурированных листов из электротехнической стали оптимизированы, исходя из предположения, что текстурированные листы из электротехнической стали используются на коммерческих частотах, когда частота увеличивается, хорошие магнитные свойства могут быть получены не всегда.
Другая проблема заключается в том, что обрабатываемость заготовки при вырубке крайне низка, например, из-за наличия твердой пленки форстерита.
Таким образом, было бы полезным создать текстурированный лист из электротехнической стали, который демонстрирует превосходные характеристики высокочастотных потерь в сердечнике при частоте возбуждения, составляющей приблизительно несколько сотен Гц, и превосходную обрабатываемость при вырубке заготовки.
(Разрешение проблемы)
Авторы настоящего изобретения провели интенсивные исследования, чтобы решить вышеуказанные проблемы, и обнаружили, что при добавлении ликвационных элементов к химической композиции, не содержащей ингибиторов, и при задании скорости нагрева при отжиге вторичной рекристаллизаций, таким образом, чтобы мелкие зерна могли оставаться в листе продукта, хорошие магнитные свойства могут быть получены даже на относительно высоких частотах.
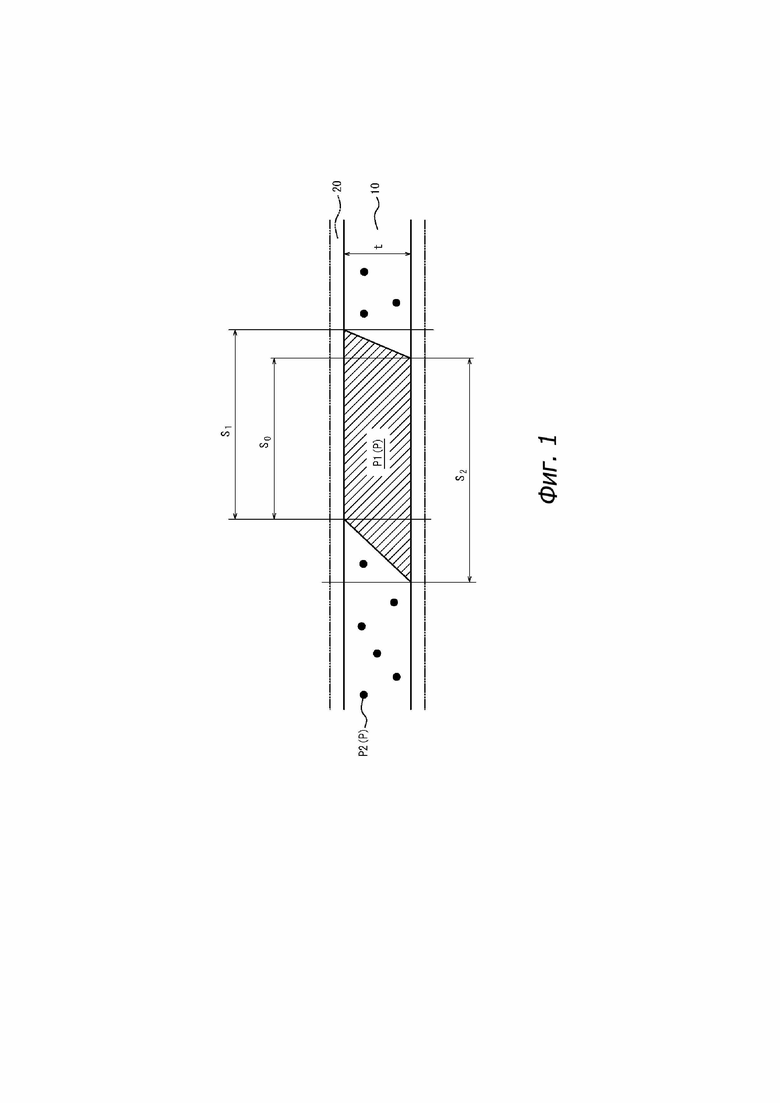
Авторы настоящего изобретения также сосредоточили свое внимание на тех зернах, которые проникают в лист продукта (текстурированный лист из электротехнической стали) в направлении толщины среди грубых вторично рекристаллизованных зерен, присутствующих в листе продукта. Кристаллические зерна Р в текстурированном листе из электротехнической стали 10 далее будут описаны при обращении к схематическому изображению поперечного разреза, представленному на фиг. 1. Кристаллические зерна Р включают крупные зерна Р1 вторичной рекристаллизации и мелкие зерна Р2. На фиг. 1 зерно вторичной рекристаллизации Р1 проникает сквозь толщину t пластины в направлении толщины и располагается как на передней, так и на задней поверхностях текстурированного листа 10 из электротехнической стали. Авторы настоящего изобретения сфокусировались на аспектном отношении (S0/средняя площадь поверхности), где S0 обозначает площадь поверхности перекрывающейся области, сформированной плоскостями проекций выступающих площадей поверхности зерна Р1 вторичной рекристаллизации, соответственно, перекрывающихся на передней и задней поверхностях стального листа, и среднюю площадь поверхности рассчитывают путем усреднения выступающих площадей S1 и S2 поверхности крупного зерна вторичной рекристаллизации, как это представлено в выражении ((S1 + S2)/2). Как это выявили авторы настоящего изобретения, увеличение аспектного отношения улучшает обрабатываемость при вырубке заготовки даже в присутствии форстеритной пленки 20.
Ниже будет сделана ссылка на эксперименты, которые способствовали завершению настоящего раскрытия.
<Эксперимент 1>
Стальной сляб А, содержащий, при выражении в мас.%, С: 0,012%, Si: 3,15%, Mn: 0,28%, Al: 0,0015%, N: 0,0012%, S: 0,0008% и Sb: 0,12%, при этом остальное представляет собой Fe и неизбежные примеси, и стальной сляб В, содержащий, при выражении в мас.%, С: 0,013%, Si: 3,20%, Mn: 0,27%, Al: 0,0020%, N: 0,0012% и S: 0,0010% и не содержащий Sb, при этом остальное представляет собой Fe и неизбежные примеси, получали путем непрерывной разливки, сляб подвергали нагреванию на протяжении 70 минут томления при 1230°С и горячей прокатке для получения горячекатаного листа, имеющего толщину 2,4 мм. После этого каждый горячекатаный лист подвергали отжигу горячекатаного листа при 1075°С на протяжении 30 секунд в атмосфере сухого азота. Вслед за этим после проведения холодной прокатки для получения холоднокатаного листа, имеющего толщину 0,23 мм, каждый холоднокатаный лист подвергали отжигу первичной рекристаллизации, который также исполнял функцию обезуглероживания, на протяжении 100 секунд при 870°С во влажной атмосфере при 50% Н2 – 50% N2, характеризующейся температурой точки росы 50°С. Кроме того, каждый холоднокатаный лист подвергали отжигу вторичной рекристаллизации, причем на него наносили отжиговый сепаратор, в основном образованный из MgO, а после этого выдерживали при 1200°С на протяжении 10 часов в атмосфере водорода. В это временя скорость нагревания варьировали в пределах температурного диапазона от комнатной температуры до 1000°С. Скорость нагревания в пределах температурного диапазона от 1000°С до 1200°С задавали на уровне 10°С/час.
Высокочастотные потери в сердечнике W10/200 (то есть потери в сердечнике при возбуждении до 1,0 Тл при 200 Гц) для каждого образца, полученного таким образом, измеряли при использовании метода, предписанного в документе JIS C 2550.
Результаты исследования зависимости полученных потерь в сердечнике от скорости нагревания при проведении отжига вторичной рекристаллизации представлены на фиг. 2.
Из этой фигуры видно, что стальной сляб А, содержащий Sb, демонстрирует хорошие характеристики высокочастотных потерь в сердечнике при скорости нагревания при проведении отжига вторичной рекристаллизации в диапазоне от 15°С/час до 100°С/час. В общем случае скорость нагревания при проведении отжига вторичной рекристаллизации составляет приблизительно 10°С/час, и требуется относительно высокая скорость нагревания.
Кроме того, пленку форстерита удаляли травлением соляной кислотой, так что можно было наблюдать появление вторично рекристаллизованных зерен и подсчитывать количество мелких зерен размером от 0,1 мм до 2 мм для каждого условия скорости нагрева. Внешний вид наблюдали на поверхности площадью 100 см2, подсчеты усредняли, а результат пересчитывали в численную плотность при расчете на единицу площади поверхности.
Результаты соотношения между количеством мелких зерен и полученными высокочастотными потерями в сердечнике представлены на фиг. 3.
Исходя из полученных результатов ясно, что хорошие характеристики высокочастотных потерь в сердечнике получали в случае наличия относительно большого количества мелких зерен при численной плотности в диапазоне от 0,6 шт./см2 до 40 шт./см2.
Необходимо отметить, что компоненты стальной подложки листа содержали, при выражении в мас.%, Si: 3,15%, Mn: 0,28% и Sb: 0,12%, при этом остальное представляет собой Fe, для сляба А в качестве материала и Si: 3,20% и Mn: 0,27%, при этом остальное представляет собой Fe, для сляба В в качестве материала. То есть, после проведения обезуглероживания и очистки в листе продукта практически отсутствовали C, Al, N и S, в то время как другие компоненты были теми же самыми, что и компоненты сляба.
Несмотря на отсутствие точных знаний в отношении деталей механизма данного явления, согласно которому высокочастотные потери в сердечнике уменьшаются при добавлении Sb к материалу, не содержащему ингибиторных компонентов, и при проведении отжига вторичной рекристаллизации при относительно высокой скорости нагревания, авторы настоящего изобретения предположили нижеследующее. Основным фактором при получении низких потерь в сердечнике при высоких частотах считается количество мелких зерен. Например, в публикации JP3956621B (PTL 4) описывается методика улучшения высокочастотных потерь в сердечнике для текстурированного листа из электротехнической стали, не имеющего форстеритной пленки, в результате увеличения количества мелких зерен. Помимо всего прочего, там описано, что имеет место хорошее коррелирование между количеством мелких зерен и высокочастотными потерями в сердечнике.
Однако технология увеличения количества мелких зерен является чрезвычайно трудной, и в публикации PTL 4 этого добиваются путем выдерживания температуры отжига вторичной рекристаллизации, составляющей всего лишь 975°С и менее. Однако данную методику затруднительно применять к текстурированному листу из электротехнической стали, имеющему форстеритную пленку. Причина этого заключается в том, что для производства текстурированного листа из электротехнической стали, имеющего форстеритную пленку, необходимо проводить стадию отжига (обжига) в высокотемпературном диапазоне, например, при приблизительно 1200°С, для формирования форстеритной пленки во время проведения отжига вторичной рекристаллизации. В случае увеличения температуры до данной точки мелкие зерна могут исчезнуть в результате захватывания их крупными зернами вторичной рекристаллизации. По данной причине в эксперименте 1, как это считается, количество мелких зерен в слябе В было маленьким при любых из условий нагревания.
С другой стороны, в слябе А формировалось большее количество мелких зерен. Причина этого предположительно заключается в добавлении ликвирующих элементов, таких как Sb. Говоря другими словами, предположительно при ликвации Sb на границах зерен на ранней ступени вторичной рекристаллизации мигрирование межзеренных границ подавляется таким образом, что предотвращается рост зерна до зерен вторичной рекристаллизации, что в результате приводит к формированию мелких зерен. Как это можно заключить, исходя из механизма эволюции вторичной рекристаллизации, при высокой скорости нагревания формировалось большее количество мелких зерен. Вторичная рекристаллизация начинается при или выше температуры вторичной рекристаллизации, составляющей приблизительно 900°С. Около этой температуры вторичной рекристаллизации рост первичных зерен прекращается, и в состоянии роста находятся только зерна вторичной рекристаллизации. Однако в случае значительного выхода температуры за пределы температуры вторичной рекристаллизации также могут расти и те первичные зерна, которые пока еще не были захвачены зернами вторичной рекристаллизации. Как это представляется, в случае высокой скорости нагревания в эксперименте 1 будет иметь место преждевременное увеличение температуры до роста зерен вторичной рекристаллизации, что увеличивает вероятность роста первичных зерен до мелких зерен листа. То есть, как это полагают авторы настоящего изобретения, данное раскрытие было совершено в результате объединенного использования ликвирующих элементов и увеличенной скорости нагревания во время проведения отжига вторичной рекристаллизации.
В дополнение к этому, причина увеличенных высокочастотных потерь в сердечнике при избыточно высокой скорости нагревания предположительно заключается в том, что сама вторичная рекристаллизация стала неполной, и, наоборот, чрезмерно сильно увеличилось количество мелких зерен. Как это можно полагать, в случае отсутствия роста крупных зерен вторичной рекристаллизации, по меньшей мере, на 5 мм по среднему размеру зерна характеристики потерь в сердечнике могут ухудшиться.
Авторы настоящего изобретения провели дополнительные исследования в отношении ориентации кристаллов для мелких зерен. Как это было выявлено путем измерений при использовании метода ДОРЭ, ориентация значительно отличалась от ориентации Госса, которая является основной ориентацией крупных зерен вторичной рекристаллизации.
В эксперименте 1 средний угол разориентации между ориентациями кристаллов для мелких зерен и ориентацией Госса составлял приблизительно 34°. Низкие высокочастотные потери в сердечнике также могут быть приписаны данному большому углу разориентации. Другими словами, ожидается, что больший эффект уменьшения потерь в сердечнике будет получен, если разность ориентации находится за пределами диапазона низкого угла наклона, который определяется как небольшая разность ориентации (то есть с углом разориентации 15° или менее).
<Эксперимент 2>
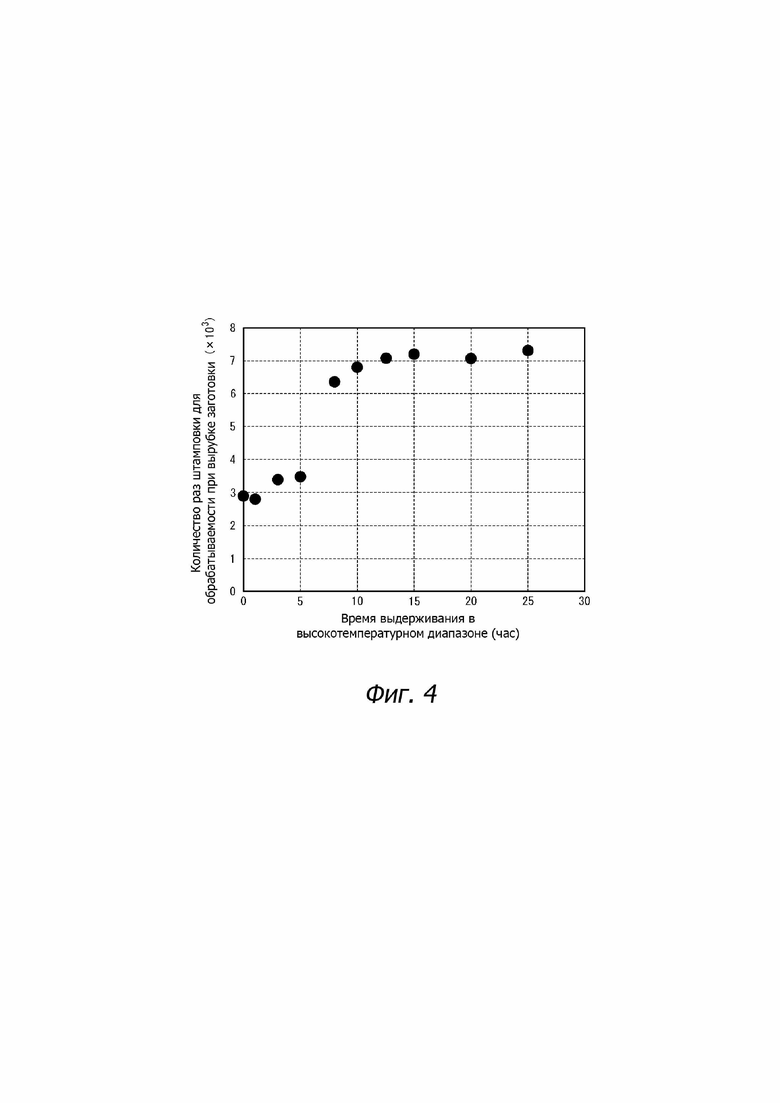
Стальной сляб А, использованный в эксперименте 1, подвергали воздействию 60 минут томления при 1250°С, а после этого горячей прокатке для получения горячекатаного листа, имеющего толщину 2,1 мм. Вслед за этим стальной лист подвергали отжигу горячекатаного листа при 1015°С на протяжении 30 секунд в атмосфере сухого азота. Вслед за этим после проведения холодной прокатки для получения холоднокатаного листа, имеющего толщину 0,23 мм, холоднокатаный лист подвергали отжигу первичной рекристаллизации, который также исполнял функцию обезуглероживания, на протяжении 100 секунд при 830°С во влажной атмосфере при 55% Н2 – 45% N2, характеризующейся температурой точки росы 55°С. Кроме того, стальной лист подвергали отжигу вторичной рекристаллизации с отжиговым сепаратором, в основном образованным из MgO, а после этого выдерживали при 1180°С в атмосфере водорода. В это время скорость нагревания при проведении отжига вторичной рекристаллизации фиксировали на уровне 20°С/час при одновременном варьировании времени выдерживания при 1180°С.
Для оценки обрабатываемости при вырубке заготовки для получающегося в результате листа продукта, каждый лист подвергали испытанию на непрерывную штамповку при использовании стального штампа, имеющего диаметр 15 ммφ, и подсчитывали количество раз штамповки вплоть до достижения высоты заусенца у штампованных образцов 50 мкм.
Результаты представлены на фиг. 4.
Исходя из данной диаграммы, ясно, что хорошую обрабатываемость при вырубке заготовки получали для времени выдерживания при 1180°С при проведении отжига вторичной рекристаллизации, составляющего 8 часов и более.
Несмотря на отсутствие точной ясности в отношении деталей данного механизма, согласно которому обрабатываемость при вырубке заготовки становится хорошей в результате продления времени выдерживания в высокотемпературном диапазоне при проведении отжига вторичной рекристаллизации, авторы настоящего изобретения считают нижеследующее.
Как указано в публикации JP4106815B (PTL 5), следует отметить, что, поскольку обрабатываемость продукта при вырубке заготовки ухудшается при сдвиге границ зерен, делая границы зерен максимально параллельными направлению, перпендикулярному поверхности стального листа, возможность сдвига границ зерен может быть уменьшена, что приводит к улучшению обрабатываемости при вырубке. Аналогичным образом, в эксперименте 2 каждый лист продукта подвергался травлению и макротравлению, так что вторичные рекристаллизованные зерна были видны, и границы зерен перекрывались проекцией на переднюю и заднюю поверхности, чтобы вычислить площадь границ зерен отдельных кристаллических зерен, перекрывающихся на передней и задней поверхности. Однако поскольку в эксперименте 2 мелкие зерна остаются, такая площадь была рассчитана только для крупных вторичных рекристаллизованных зерен, а оставшиеся мелкие зерна были исключены из расчета.
Как это было выявлено в результате, для площади поверхности отдельных кристаллических зерен, перекрывающейся на передней и задней поверхностях, аспектное отношение составляло 80% и более в случае времени выдерживания, составляющего 8 часов и более, в то время как оно составляло менее чем 80% в случае времени выдерживания, составляющего 5 часов и менее. То есть можно сказать, что в эксперименте 2 лучшая обрабатываемость при вырубке заготовки может быть получена при аспектном отношении для площади поверхности перекрывания на передней и задней поверхностях, составляющей 80% и более, то есть при наличии большего количества границ зерен, перпендикулярных поверхности стального листа.
Однако, для увеличения количества границ зерен, перпендикулярных поверхности стального листа, необходимо применять средства, отличные от тех, которые использованы в публикации PTL 5. В эксперименте 2 скорость нагревания при проведении отжига вторичной рекристаллизации увеличивают для сохранения мелких зерен. То есть, несмотря на использование скорости нагревания, в общем случае составляющей приблизительно 10°С/час, в настоящем раскрытии требуется скорость от 15°С/час до 100°С/час. Несмотря на отсутствие в публикации PTL 5 скорости нагревания на фиг. 1 из публикации PTL 5 демонстрируются границы зерен для вторичных зерен, и, можно видеть, что едва там ли присутствуют мелкие зерна. Из этого следует, что условия данного документа отличаются от соответствующих условий настоящего раскрытия. Возможно, что скорость нагревания при проведении отжига вторичной рекристаллизации составляет приблизительно 10°С/час, что обычно имеет место в современном уровне техники.
То есть в случае скорости нагревания при проведении отжига вторичной рекристаллизации, настолько же высокой, как и соответствующая скорость в настоящем раскрытии, и при коротком времени выдерживания в высокотемпературном диапазоне во время проведения отжига вторичной рекристаллизации границы зерен не могут иметь перпендикулярную ориентацию, что делает необходимым продление времени выдерживания. В дополнение к этому, в эксперименте 2 температура выдерживания в высокотемпературном диапазоне составляет 1180°С, как это можно полагать, температура выдерживания должна составлять, по меньшей мере, 1150°С и более.
Таким образом, как для снижения высокочастотных потерь в сердечнике, так и для улучшения обрабатываемости при вырубке заготовки требуется комбинация из новых технологий, а не просто комбинация из методик из публикаций PTL 4 и 5. Говоря конкретно, новые технологии включают использование ликвирующих элементов, увеличенной скорости нагревания при проведении отжига вторичной рекристаллизации и удлиненного времени выдерживания в высокотемпературном диапазоне.
Настоящее раскрытие относится к новым технологиям, разработанным для эффективного решения двух вышеупомянутых проблем одновременно.
Таким образом, благодаря добавлению ликвационных элементов к химическому составу, не содержащему ингибиторов, и благодаря оптимизации скорости нагрева при отжиге вторичной рекристаллизации и времени выдержки в высокотемпературном диапазоне, настоящее раскрытие успешно достигло как уменьшения высокочастотных потерь в сердечнике, так и улучшение обрабатываемости при вырубке заготовки.
Таким образом, заявители предлагают:
1. Текстурированный лист из электротехнической стали, характеризующийся химическим составом, содержащим (состоящим из), при выражении в мас.%, Si: от 1,5% до 8,0%, Mn: от 0,02% до 1,0% и, по меньшей мере, один элемент, выбираемый из группы, состоящей из Sn: от 0,010% до 0,400%, Sb: от 0,010% до 0,400%, Мо: от 0,010% до 0,200% и Р: от 0,010% до 0,200%, остальное представляет собой Fe и неизбежные примеси; и кристаллические зерна включают крупные зерна вторичной рекристаллизации, характеризующиеся средним размером зерна, составляющим 5 мм и более, и мелкие зерна, характеризующиеся размером зерна в диапазоне от 0,1 мм до 2,0 мм, причем, по меньшей мере, некоторые из крупных зерен вторичной рекристаллизации проникают в стальной лист в направлении толщины и, образуют выступающие поверхности соответственно на передней и задней поверхности стального листа, таким образом, что плоскости проекции выступающих поверхностей этих крупных зерен вторичной рекристаллизации на переднюю и заднюю поверхности стального листа по меньшей мере частично перекрывают друг друга, образуя перекрывающуюся область, так что отношение площадей перекрывающейся области к средней площади выступающих поверхностей составляет 80% и более, и мелкие зерна присутствуют при численной плотности в расчете на единицу площади поверхности в диапазоне от 0,6 шт./см2 до 40 шт./см2.
В данном раскрытии средний размер зерен и размер зерен согласуются со средним размером зерен (d), предписанным в документе JIS G0551:2013. В случае наличия форстеритной пленки на текстурированном листе из электротехнической стали, площади поверхности и аспектное отношение, как оно определено выше, и численную плотность мелких частиц определяют при использовании зерен вторичной рекристаллизации, экспонированных в результате проведения травления для удаления форстеритной пленки.
2. Текстурированный лист из электротехнической стали, соответствующий представленной выше позиции 1, где мелкие зерна характеризуются ориентациями кристаллов таким образом, что средний угол разориентации между ориентациями кристаллов и ориентацией Госса составляет 15° и более.
3. Текстурированный лист из электротехнической стали, соответствующий представленным выше позициям 1 или 2, где химический состав дополнительно содержит, при выражении в мас.%, по меньшей мере, один элемент, выбираемый из группы, состоящей из Cr: от 0,01% до 0,50%, Cu: от 0,01% до 0,50%, Ni: от 0,01% до 0,50%, Bi: от 0,005% до 0,50%, B: от 2 ч./млн до 25 ч./млн и Nb: от 10 ч./млн до 100 ч./млн.
(Преимущества)
Согласно настоящему раскрытию, снижение потерь в сердечнике на высоких частотах с частотами возбуждения около нескольких сотен Гц и улучшение обрабатываемости при вырубке заготовки может быть достигнуто одновременно, благодаря тому, что ликвационные элементы присутствуют на границах зерен, и за счет оптимизации скорости нагрева и времени выдержки при отжиге вторичной рекристаллизации.
Краткое описание чертежей
На прилагаемых чертежах:
Фиг. 1 схематический вид в разрезе для объяснения кристаллических зерен в текстурированном листе из электротехнической стали;
фиг. 2 диаграмма, иллюстрирующая соотношение между скоростью нагревания и высокочастотными потерями в сердечнике при проведении отжига вторичной рекристаллизации;
фиг. 3 диаграмма, иллюстрирующая соотношение между количеством мелких зерен в листе и высокочастотными потерями в сердечнике; и
фиг. 4 диаграмма, иллюстрирующая соотношение между временем выдерживания и обрабатываемостью при вырубке заготовки в высокотемпературном диапазоне при проведении отжига вторичной рекристаллизации.
Подробное описание изобретения
Настоящее раскрытие будет подробно описано ниже.
Сначала поясняются причины ограничения химического состава стального листа вышеупомянутыми диапазонами согласно раскрытию.
Si: от 1,5 мас.% до 8,0 мас.%
Si представляет собой элемент, необходимый для увеличения удельного активного сопротивления стали и уменьшения потерь в сердечнике. Однако уровень содержания, составляющий менее, чем 1,5 мас.%, не дает эффекта, в то время как уровень содержания, составляющий более, чем 8,0 мас.%, ухудшает перерабатываемость стали, что делает прокатку затруднительной. Поэтому уровень содержания задают в диапазоне от 1,5 мас.% до 8,0 мас.%. Уровень содержания в желательном случае находится в диапазоне от 2,5 мас.% до 4,5 мас.%. В альтернативном варианте, верхнее и нижнее предельные значения могут устанавливаться независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 2,99 мас.%, а верхнее предельное значение на уровне 3,81 мас.%, вне зависимости от нижнего предельного значения.
Mn: от 0,02 мас.% до 1,0 мас.%
Mn представляет собой элемент, необходимый для улучшения обрабатываемости в горячем состоянии. Однако, уровень содержания, составляющий менее чем 0,02 мас.%, не дает эффекта, в то время как уровень содержания, составляющий более чем 1,0 мас.%, уменьшает плотность магнитного потока листа. Поэтому уровень содержания задают в диапазоне от 0,02 мас.% до 1,0 мас.%. Уровень содержания в желательном случае находится в диапазоне от 0,04 мас.% до 0,20 мас.%. В альтернативном варианте, верхнее и нижнее предельные значения могут устанавливаться независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 0,06 мас.%, а верхнее предельное значение – на уровне 0,52 мас.%, вне зависимости от нижнего предельного значения.
В дополнение к этому, поскольку C, Al, N, S и Se могут ухудшить магнитные свойства, уровни содержания данных элементов в желательном случае уменьшают до уровня неизбежной примеси. Например, предпочтительным является содержание данных элементов, составляющее 50 ч./млн (масс.) и менее.
Для уменьшения высокочастотных потерь в сердечнике существенным является содержание, по меньшей мере, одного ликвирующего элемента, выбираемого из группы, состоящей из Sn: от 0,010 мас.% до 0,400 мас.%, Sb: от 0,010 мас.% до 0,400 мас.%, Мо: от 0,010 мас.% до 0,200 мас.% и Р: от 0,010 мас.% до 0,200 мас.%. Если содержание каждого добавленного элемента ниже соответствующего нижнего предела, эффект улучшения магнитных свойств отсутствует, в то время как, если он превышает соответствующий верхний предел, сталь охрупчивается, и риск возникновения трещин или тому подобного во время изготовления увеличивается. Желательные уровни содержания представляют собой Sn: от 0,020 мас.% до 0,100 мас.%, Sb: от 0,020 мас.% до 0,100 мас.%, Мо: от 0,020 мас.% до 0,070 мас.% и Р: от 0,012 мас.% до 0,100 мас.%.
Кроме того, для Sn верхнее и нижнее предельные значения могут быть установлены независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 0,030 мас.%, а верхнее предельное значение на уровне 0,250 мас.%, независимо от нижнего предельного значения. Для Sb верхнее и нижнее предельные значения могут быть заданы независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 0,070 мас.%, а верхнее предельное значение на уровне 0,360 мас.%, независимо от нижнего предельного значения. Для Mo верхнее и нижнее предельные значения могут быть заданы независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 0,020 мас.%, а верхнее предельное значение на уровне 0,440 мас.%, независимо от нижнего предельного значения. Для P верхнее и нижнее предельные значения могут быть заданы независимо от уровня содержания таким образом, что нижнее предельное значение будет задано на уровне 0,020 мас.%, а верхнее предельное значение на уровне 0,160 мас.%, независимо от нижнего предельного значения.
Хотя основные компоненты настоящего раскрытия были описаны выше, в настоящем раскрытии возможно дополнительное наличие следующих элементов, в зависимости от обстоятельств.
При этом, по меньшей мере, один их них выбирают из группы, состоящей из Cr: от 0,01 мас.% до 0,50 мас.%, Cu: от 0,01 мас.% до 0,50 мас.%, Ni: от 0,01 мас.% до 0,50 мас.%, Bi: от 0,005 мас.% до 0,50 мас.%, B: от 2 ч./млн до 25 ч./млн и Nb: от 10 ч./млн до 100 ч./млн.
Любой из этих элементов может быть добавлен для улучшения магнитных свойств. Однако, если уровень содержания каждого добавленного элемента, меньше, чем соответствующее нижнее предельное значение, эффект улучшения магнитных свойств отсутствует, в то время как при превышении соответствующего верхнего предельного значения подавляется развитие зерен вторичной рекристаллизации, что вызывает ухудшение магнитных свойств.
Возвращаясь к фиг. 1 в отношении кристаллических зерен листа, по вышеуказанным причинам важно, чтобы кристаллическое зерно P включало крупные зерна P1 вторичной рекристаллизации, имеющие средний размер зерна 5 мм или более, и мелкие зерна P2, имеющие размер зерна в диапазоне от 0,1 мм до 2,0 мм. Также по вышеуказанным причинам существенно, чтобы, по меньшей мере, некоторые из крупных зерен P1 вторичной рекристаллизации проникали через текстурированный стальной лист 10 (в дальнейшем именуемый стальным листом 10) в направлении толщины t и были оголены соответственно на передней и задней поверхности стального листа 10, причем плоскости проекции выступающих поверхностей этих крупных зерен P1 вторичной рекристаллизации на переднюю и заднюю поверхности стального листа 10 по меньшей мере частично перекрывают друг друга, образуя перекрывающуюся область, так что отношение площадей (S0/средняя площадь) составляет 80% или более, где S0 обозначает площадь перекрывающейся области, и средняя площадь вычисляется путем усреднения площадей оголенных поверхностей S1 и S2, и мелкие зерна P2 присутствуют при плотности на единицу площади от 0,6 шт./см2 до 40 шт./см2. Следует обратить внимание, что верхний предел отношения площади теоретически составляет 100%.
Далее будет описан способ изготовления стального листа в соответствии с настоящим раскрытием.
В качестве способа изготовления может быть использован обычный способ изготовления листа из электротехнической стали.
То есть расплавленная сталь, полученная с заранее заданными компонентами, может быть превращена в сляб путем обычной разливки в слитки или непрерывной разливки, или превращена в тонкий сляб или утонченную стальную отливку толщиной 100 мм или менее путем бесслиткового литья.
Поскольку вышеупомянутые компоненты, которые желательно добавлять в сталь, трудно добавлять во время промежуточных стадий процесса, их желательно добавлять в расплавленную сталь.
Хотя для получения горячекатаного листа сляб подвергается горячей прокатке при нагревании обычным способом, химический состав без ингибиторов не требует высокотемпературного отжига для растворения ингибиторов, и, таким образом, для снижения затрат важно выполнять горячую прокатку при температуре всего лишь 1300°С и менее, а в желательном случае всего лишь 1250°С и менее.
После этого горячекатаный лист необязательно подвергают отжигу горячекатаного листа. Температура для отжига горячекатаного листа предпочтительно находится в диапазоне приблизительно от 950°С до 1150°С. Если температура ниже этого диапазона, остаются нерекристаллизованные части, тогда как, если температура выше этого диапазона, кристаллические зерна чрезмерно укрупняются после отжига, что делает полученную впоследствии текстуру первичной рекристаллизации неподходящей. Температура предпочтительно находится в диапазоне от 1000°С и более до 1100°С и менее.
После проведения горячей прокатки или отжига горячекатаного листа стальной лист подвергают холодной прокатке однократно или двукратно или многократно при проведении промежуточного отжига между ними для получения холоднокатаного листа, имеющего конечную толщину листа. Температура отжига при промежуточном отжиге предпочтительно находится в диапазоне от 900°С до 1200°С. При температурах, составляющих менее, чем 900°С, после промежуточного отжига будут получены более мелкие рекристаллизованные зерна, и будет иметься меньше зародышей, имеющих ориентацию Госса, в текстуре первичной рекристаллизации, что в результате приводит к ухудшению магнитных свойств листа. С другой стороны, при температурах, составляющих более, чем 1200°С, как при отжиге горячекатаного листа, кристаллические зерна избыточно укрупняются, что сделает затруднительным получение текстуры первичной рекристаллизации с зернами однородного размера.
В дополнение к этому, при проведении холодной прокатки (чистовой холодной прокатки) для получения конечной толщины листа эффективными для улучшения текстуры первичной рекристаллизации и магнитных свойств являются проведение теплой прокатки при одновременном увеличении температуры стального листа во время проведения холодной прокатки в диапазоне от 100°С до 300°С или проведение состаривающей обработки один раз или несколько раз при температуре в диапазоне от 100°С до 300°С отчасти в результате проведения холодной прокатки.
Холоднокатаный лист, характеризующийся конечной толщиной листа, после этого подвергают отжигу первичной рекристаллизации, который также исполняет функцию обезуглероживающего отжига. Температура отжига первичной рекристаллизации, если он сопровождается обезуглероживающим отжигом, предпочтительно находится в диапазоне от 800°С до 900°С для обеспечения быстрого протекания реакции обезуглероживания, и атмосфера предпочтительно является влажной атмосферой. Однако, этот процесс не применяется если материал стали, характеризуется уровнем содержания С, составляющим 0,005 мас.% и менее, и обезуглероживание не требуется. В альтернативном варианте, отжиг первичной рекристаллизации и обезуглероживающий отжиг могут быть проведены раздельно.
В технологическом процессе нагревания во время проведения отжига первичной рекристаллизации желательным является проведение быстрого нагревания при 50°С/сек и более в пределах температурного диапазона от 400°С до 700°С для улучшения магнитных свойств.
После этого стальной лист подвергают отжигу вторичной рекристаллизации, причем на нее наносят отжиговый сепаратор, в основном образованный из MgO, для развития текстуры вторичной рекристаллизации и формирования форстеритной пленки. Для прохождения вторичной рекристаллизации температура отжига вторичной рекристаллизации в желательном случае составляет 800°С и более. Кроме того, по описанным выше причинам скорость нагревания в пределах температурного диапазона от комнатной температуры до 1000°С желательно устанавливать в диапазоне от 15°С/час до 100°С/час, а температуру выдерживания в более высоком температурном диапазоне желательно устанавливать на уровне 1150°С и более. Кроме того, во время выдерживания в высокотемпературном диапазоне желательное время выдерживания составляет 8 часов и более.
После отжига вторичной рекристаллизации эффективным для удаления приставшего отжигового сепаратора является проведение промывки водой, очистки щеткой или декапирования. После этого для корректирования профиля проводят правильный отжиг, который является полезным для уменьшения потерь в сердечнике.
В случае использования стального листа в виде стопки, для улучшения свойств потерь в сердечнике, эффективно наносить изоляционное покрытие на поверхность стального листа до или после правильного отжига. Для уменьшения потерь в сердечнике желательно нанести покрытие, способное придавать натяжение стальному листу. Желательно применять способ нанесения покрытия, придающего натяжение, со связующим веществом или способ, который позволяет наносить неорганические материалы в качестве покрытия на поверхностный слой стального листа посредством физического осаждения из паровой фазы или химического осаждения из паровой фазы, поскольку оно может обеспечить превосходную адгезию покрытия и значительное снижение потерь в сердечнике.
Примеры
Пример 1
Стальные слябы, содержащие, в мас.%, С: 0,051%, Si: 3,45%, Mn: 0,16%, Al: 22 ч./млн, N: 13 ч./млн, S: 16 ч./млн, Sе: 20 ч./млн и Р: 0,09%, остальное представляет собой Fe и неизбежные примеси, получали в результате непрерывной разливки. После этого каждый стальной сляб подвергали нагреванию путем томления при 1200°С в течение 80 минут, а вслед за этим горячей прокатке для получения горячекатаного листа, имеющего толщину 2,2 мм. После этого каждый горячекатаный лист подвергали отжигу горячекатаного листа при 1000°С на протяжении 20 секунд в атмосфере сухого азота. Вслед за этим после проведения холодной прокатки для получения холоднокатаного листа, имеющего толщину 0,23 мм, холоднокатаный лист подвергали отжигу первичной рекристаллизации, который также выполнял функцию обезуглероживания, на протяжении 70 секунд при 840°С во влажной атмосфере при 52% Н2 – 48% N2, характеризующейся температурой точки росы 60°С. Кроме того, каждый холоднокатаный лист подвергали отжигу вторичной рекристаллизации, когда на него наносили отжиговый сепаратор, в основном образованный из MgO, а после этого выдерживали при 1225°С в атмосфере водорода. В это время скорость нагревания для отжига вторичной рекристаллизации и время выдерживания при 1225°С варьировали в диапазонах, представленных в таблице 1.
Для каждого полученного таким образом листа высокочастотные потери в сердечнике W10/200 (то есть потери в сердечнике при возбуждении до 1,0 Тл при 200 Гц) измеряли при использовании метода, предписанного в документе JIS C 2550. В дополнение к этому, в целях оценки обрабатываемости при вырубке заготовки проводили испытание на непрерывную штамповку при использовании стального штампа, имеющего диаметр штампа 15 ммф, и подсчитывали количество раз штамповки вплоть до достижения высоты заусенца у штампованных образцов 50 мкм. В дополнение к этому, каждый лист подвергали травлению и макротравлению для оголения зерен вторичной рекристаллизации. После этого определяли средний размер зерна, площадь поверхности границ зерен для отдельных кристаллических зерен на передней и задней поверхностях и площадь поверхности границ зерен для отдельных кристаллических зерен, перекрывающуюся на передней и задней поверхностях, и для площади поверхности перекрывания получали аспектное отношение. В дополнение к этому, для определения численной плотности в расчете на единицу площади поверхности, подсчитывали количество мелких зерен, характеризующихся размером зерна в диапазоне от 0,1 мм до 2,0 мм. Образцы признавались удовлетворительными при высокочастотных потерях в сердечнике W10/200, составляющих 4,50 Вт/кг и менее, и количестве раз штамповки, составляющем 6,0×103 и более. Данные критерии оценки также используются и для примера 2. Полученные результаты перечисляются в таблице 1.
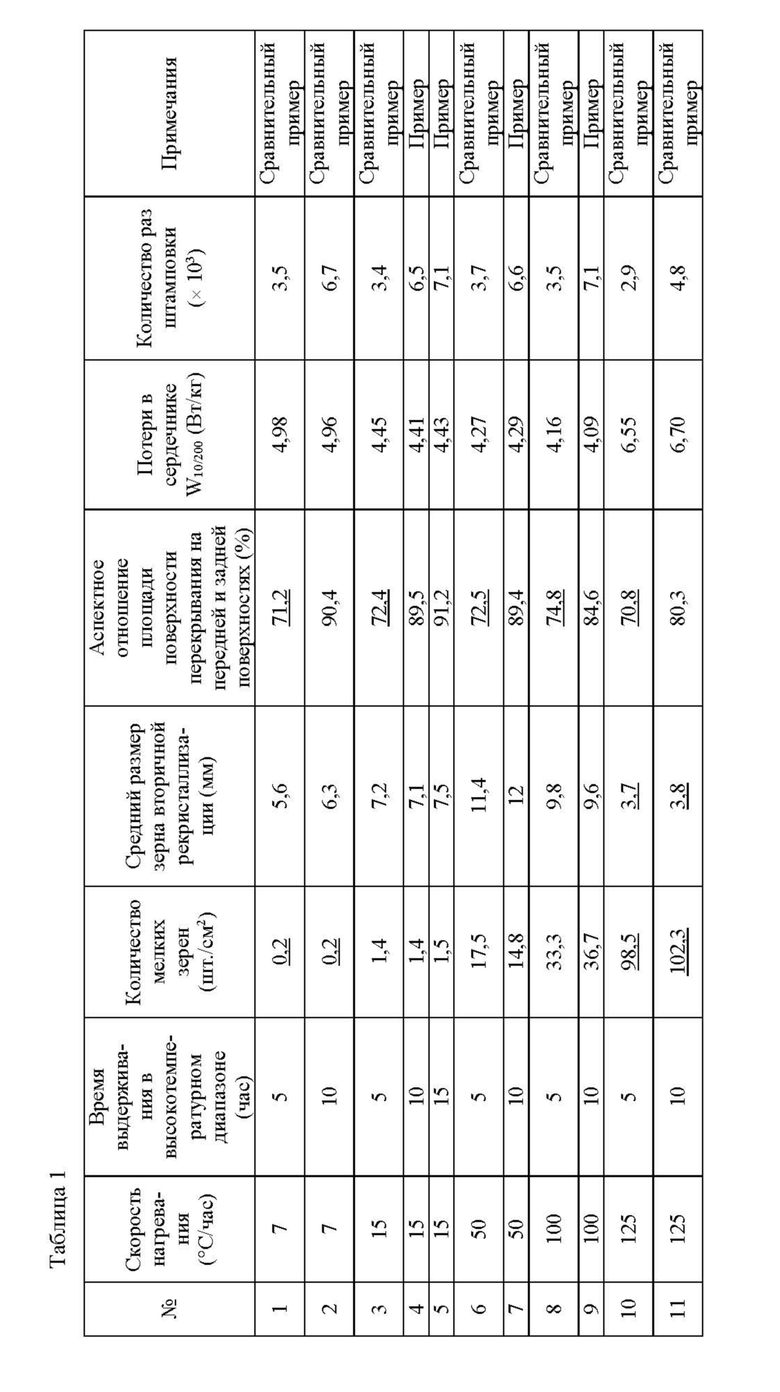
Как видно из таблицы, хорошие характеристики высокочастотных потерь в сердечнике и обрабатываемость при вырубке заготовки могут быть получены при попадании зерен вторичной рекристаллизации в объем настоящего раскрытия применительно к среднему размеру зерна, количеству мелких частиц и аспектному отношению для площади поверхности отдельных кристаллических зерен, перекрывающейся на передней и задней поверхностях.
Пример 2
Стальные слябы, содержащие компоненты, перечисленные в таблице 2, остальное представляет собой Fe и неизбежные примеси, получали в результате непрерывной разливки. После этого каждый стальной сляб подвергали нагреванию сляба путем томления при 1150°С на протяжении 35 минут и горячей прокатке для получения горячекатаного листа, имеющего толщину 1,8 мм. Вслед за этим каждый горячекатаный лист подвергали отжигу горячекатаного листа при 1100°С на протяжении 20 секунд в атмосфере сухого азота. Затем после проведения холодной прокатки для получения холоднокатаного листа, имеющего толщину 0,23 мм, холоднокатаный лист подвергали отжигу первичной рекристаллизации, который также выполнял функцию обезуглероживания, на протяжении 170 секунд при 825°С во влажной атмосфере при 38% Н2 – 62% N2, характеризующейся температурой точки росы 48°С. Кроме того, каждый холоднокатаный лист подвергали отжигу вторичной рекристаллизации, когда на него наносили отжиговый сепаратор, в основном образованный из MgO, а после этого выдерживали при 1200°С на протяжении 10 часов в атмосфере водорода. Скорость нагревания для отжига вторичной рекристаллизации составляла 20°С/час.
Для каждого полученного таким образом листа высокочастотные потери в сердечнике W10/200 (то есть, потери в сердечнике при возбуждении до 1,0 Тл при 200 Гц) измеряли при использовании метода, предписанного в документе JIS C 2550. В дополнение к этому, в целях оценки обрабатываемости при вырубке заготовки проводили испытание на непрерывную штамповку при использовании стального штампа, имеющего диаметр штампа 15 ммф, и подсчитывали количество раз штамповки вплоть до достижения высоты заусенца у штампованных образцов 50 мкм. Кроме того, в таблице 3 наряду с потерями в сердечнике и количеством раз штамповки, показаны результаты определения компонентов стальной подложки каждого листа. В таблице 3 также показаны результаты после проведения для каждого листа травления и макротравления для оголения зерен вторичной рекристаллизации для определения среднего размера зерна и аспектного отношения площади поверхности отдельных кристаллических зерен, перекрывающейся на передней и задней поверхностях, и подсчета количества мелких зерен, характеризующихся размером зерна в диапазоне от 0,1 мм до 2,0 мм.
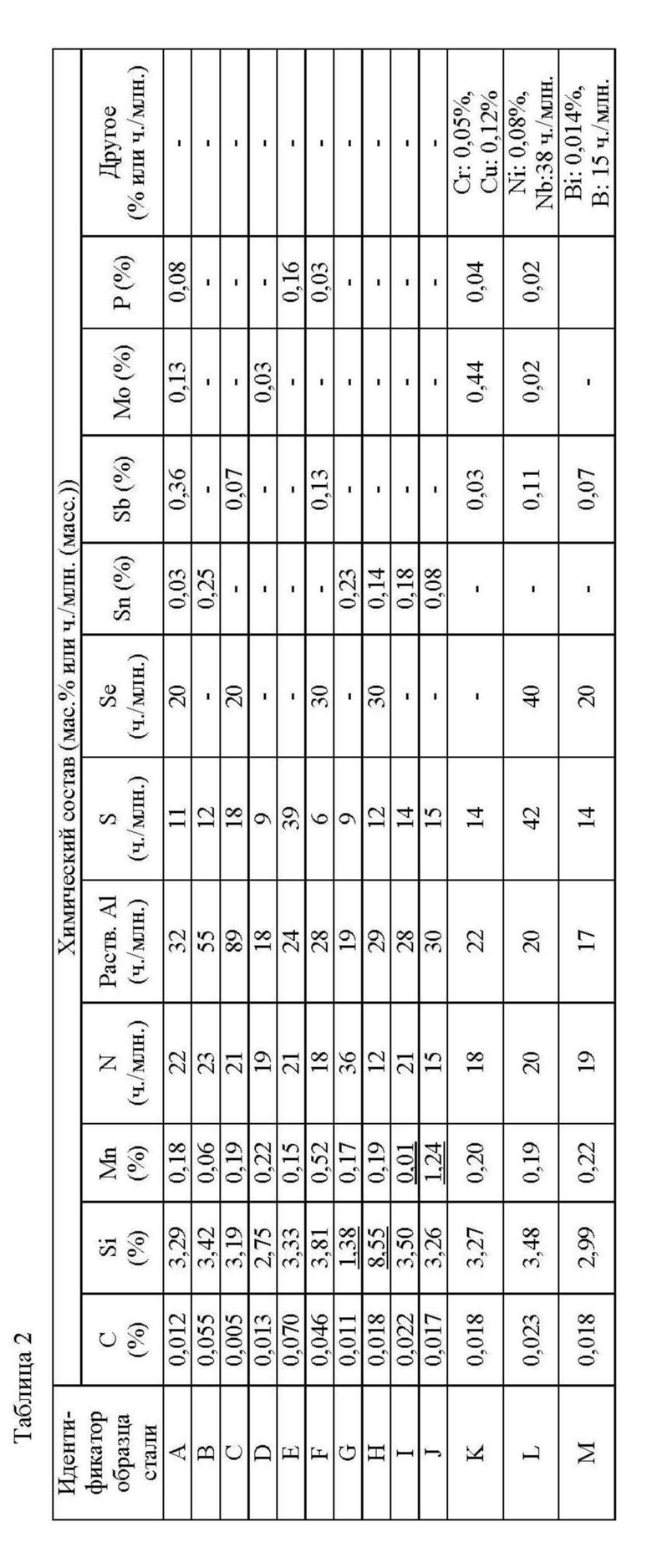

Как видно из таблицы 3, хорошие характеристики высокочастотных потерь в сердечнике и обрабатываемость при вырубке заготовки могут быть получены, когда химические составы находятся в пределах объема настоящего раскрытия, а зерна вторичной рекристаллизации удовлетворяют соответствующим диапазонам, указанным в настоящем раскрытии в отношении среднего размера зерна, количества мелких зерен и отношения площадей к площади отдельных кристаллических зерен, перекрывающихся на передней и задней поверхностях.
Перечень ссылочных позиций
10 текстурированный лист из электротехнической стали
20 форстеритная пленка
Р кристаллическое зерно
Р1 крупное зерно вторичной рекристаллизации
Р2 мелкое зерно
S0 площадь перекрывающейся области
S1 площадь выступающей поверхности на передней поверхности
S1 площадь выступающей поверхности на задней поверхности
t толщина листа.


Изобретение относится к области металлургии, а именно к текстурированному листу из электротехнической стали, используемому в качестве материала железных сердечников для трансформаторов. Сталь имеет химическим составом, содержащий, в мас.%: Si: от 1,5 до 8,0, Mn: от 0,02 до 1,0, С: 50 ч./млн или менее, по меньшей мере один элемент, выбранный из группы, состоящей из Sn: от 0,010 до 0,400, Sb: от 0,010 до 0,400, Мо: от 0,010 до 0,200 и Р: от 0,010 до 0,200, остальное - Fe и неизбежные примеси. Кристаллические зерна листа включают крупные зерна вторичной рекристаллизации, характеризующиеся средним размером зерна, составляющим 5 мм и более, и мелкие зерна, характеризующиеся размером зерна в диапазоне от 0,1 мм до 2,0 мм. По меньшей мере некоторые из крупных зерен вторичной рекристаллизации проникают в стальной лист в направлении толщины и, соответственно, выступают на передней и задней поверхностях стального листа таким образом, что плоскости проекции для выступающих поверхностей этих крупных зерен вторичной рекристаллизации на передней и задней поверхностях по меньшей мере частичного перекрываются друг с другом, формируя область перекрывания. Отношение между площадью поверхности для области перекрывания и средней площадью поверхности выступающих поверхностей составляет 80% и более, а мелкие зерна присутствуют при численной плотности в расчете на единицу площади поверхности в диапазоне от 0,6 шт./см2 до 40 шт./см2. Обеспечиваются превосходные характеристики высокочастотных потерь в сердечнике и обрабатываемость при вырубке заготовки. 2 з.п. ф-лы, 3 табл., 2 пр., 4 ил.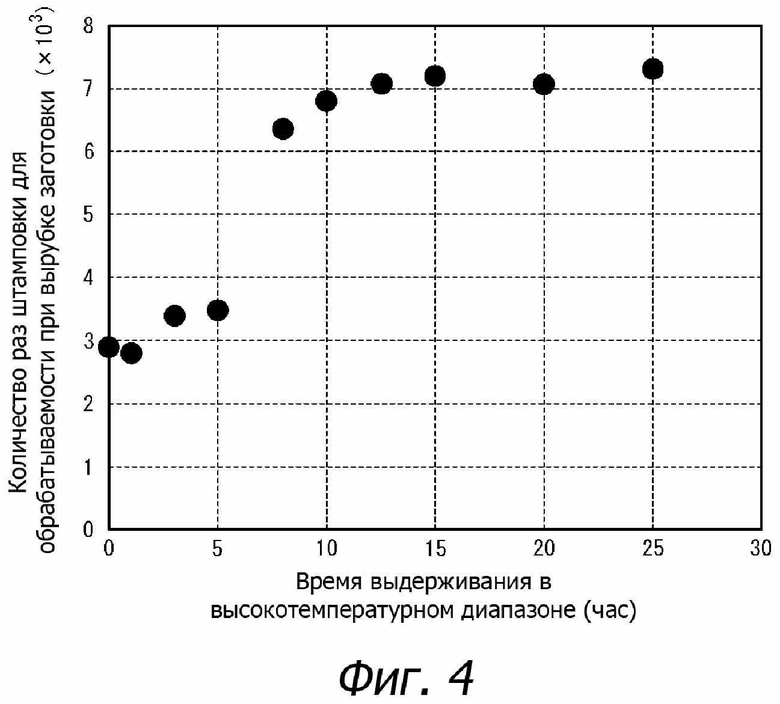
1. Текстурированный лист из электротехнической стали, характеризующейся химическим составом, содержащим, в мас.%:
Si: от 1,5 до 8,0,
Mn: от 0,02 до 1,0,
С: 50 ч./млн или менее и
по меньшей мере один элемент, выбранный из группы, состоящей из
Sn: от 0,010 до 0,400,
Sb: от 0,010 до 0,400,
Мо: от 0,010 до 0,200 и
Р: от 0,010 до 0,200,
остальное - Fe и неизбежные примеси;
причем кристаллические зерна включают крупные зерна вторичной рекристаллизации, характеризующиеся средним размером зерна, составляющим 5 мм и более, и мелкие зерна, характеризующиеся размером зерна в диапазоне от 0,1 мм до 2,0 мм,
где по меньшей мере некоторые из крупных зерен вторичной рекристаллизации проникают в стальной лист в направлении толщины и, соответственно, выступают на передней и задней поверхностях стального листа таким образом, что плоскости проекции для выступающих поверхностей этих крупных зерен вторичной рекристаллизации на передней и задней поверхностях по меньшей мере частичного перекрываются друг с другом, формируя область перекрывания,
где отношение между площадью поверхности для области перекрывания и средней площадью поверхности выступающих поверхностей составляет 80% и более, и
где мелкие зерна присутствуют при численной плотности в расчете на единицу площади поверхности в диапазоне от 0,6 шт./см2 до 40 шт./см2.
2. Текстурированный лист из электротехнической стали по п. 1, где мелкие зерна имеют такую ориентацию кристаллов, что средний угол разориентации между ориентациями кристаллов и ориентацией Госса составляет 15° и более.
3. Текстурированный лист из электротехнической стали по п. 1 или 2, где химический состав дополнительно содержит, в мас.%, по меньшей мере один элемент, выбранный из группы, состоящей из:
Cr: от 0,01 до 0,50,
Cu: от 0,01 до 0,50,
Ni: от 0,01 до 0,50,
Bi: от 0,005 до 0,50,
B: от 2 ч./млн до 25 ч./млн и
Nb: от 10 ч./млн до 100 ч./млн.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ, ОБЛАДАЮЩАЯ ИСКЛЮЧИТЕЛЬНО ВЫСОКОЙ АДГЕЗИЕЙ ПЛЕНКИ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2298592C2 |
| Приспособление для укладки карамели | 1931 |
|
SU28436A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

