Область техники
Настоящее изобретение относится к способу изготовления детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, посредством штамповки листа металлического материала, и к каркасному конструктивному элементу корпуса кузова автомобиля.
Уровень техники
Штампованная деталь, имеющая шляпообразное поперечное сечение и внешнюю форму, изогнутую в направлении ее длины, используется в качестве каркасного конструктивного элемента корпуса кузова автомобиля, такого как лонжерон (передний лонжерон и задний лонжерон). Такая штампованная деталь представляет собой критически важную деталь для обеспечения безопасности автомобиля при столкновении, и требуется ее более высокая прочность для повышения безопасности при столкновении и обеспечения снижения веса кузова. Традиционно данную штампованную деталь изготавливают посредством использования способа штамповки на основе вытяжки листового металлического материала.
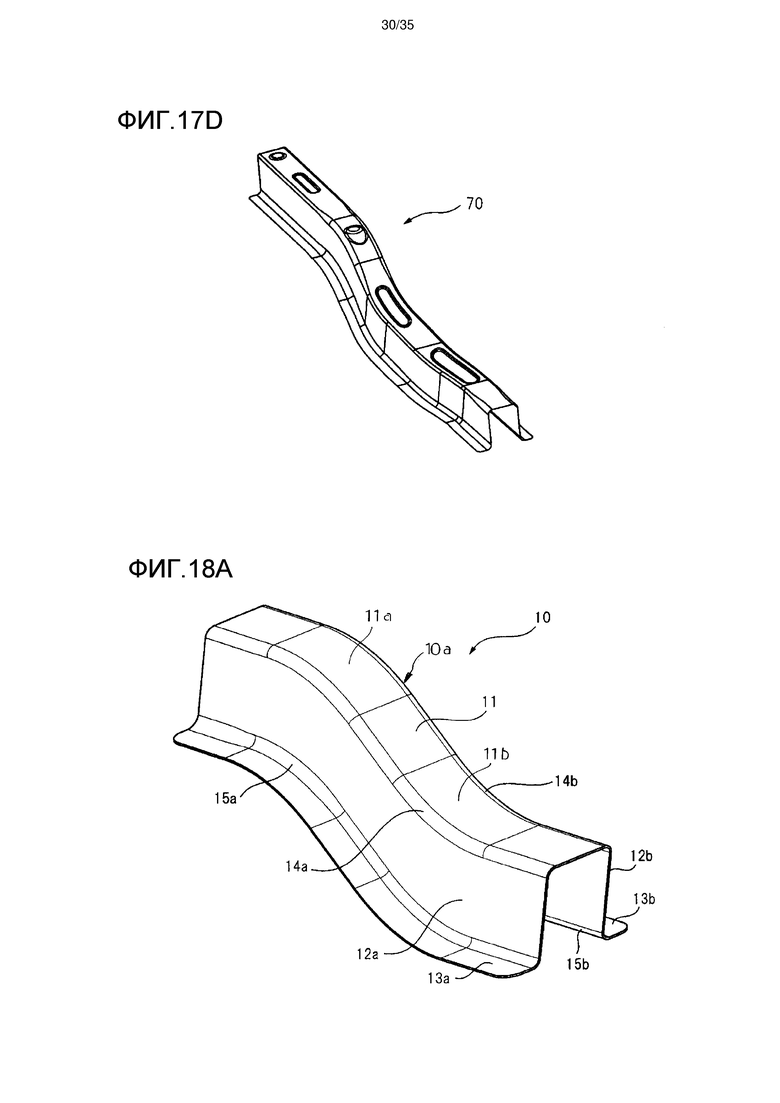
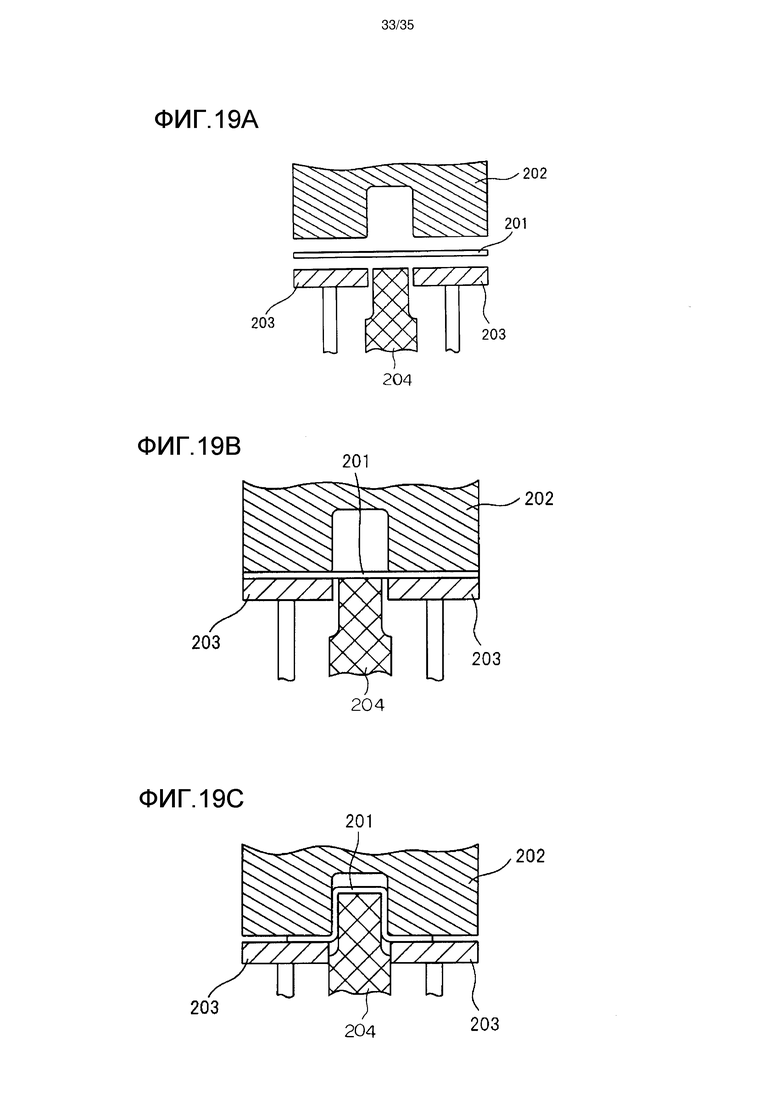
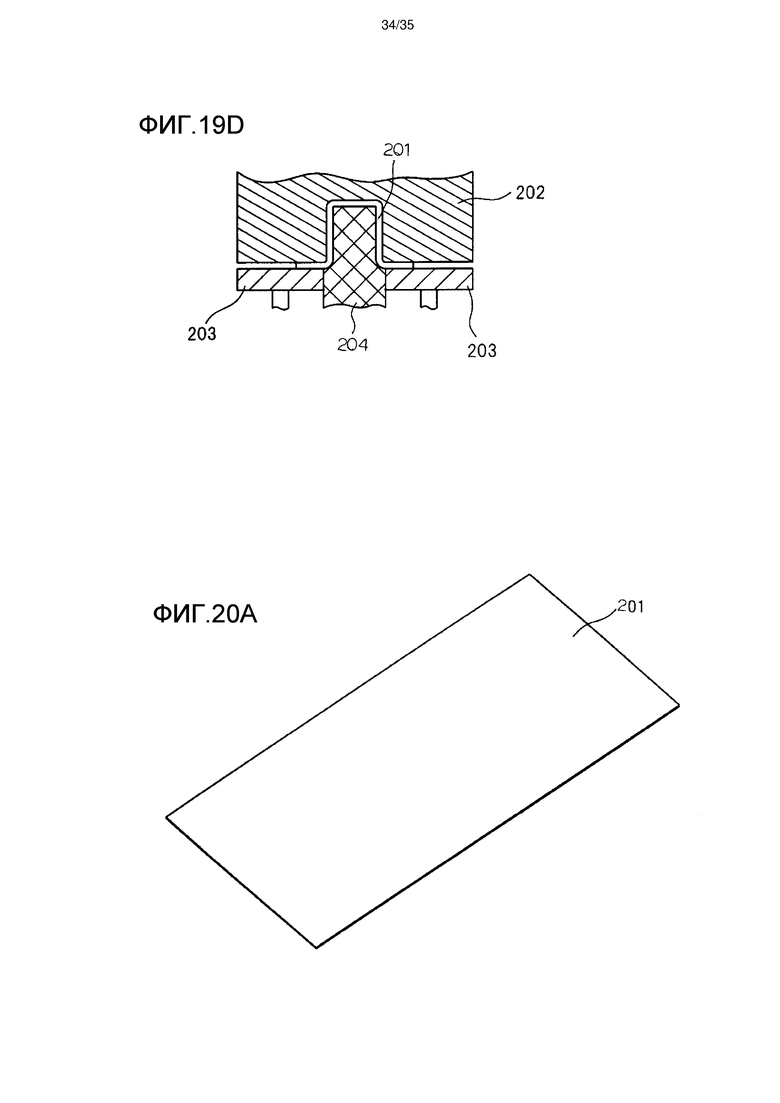
Фиг. 18А представляет собой вид в перспективе, показывающий пример детали 10 с криволинейным профилем, имеющей шляпообразное поперечное сечение (в дальнейшем называемой просто «деталью с криволинейным профилем), Фиг. 18В представляет собой вид сверху детали 10 с криволинейным профилем, Фиг. 18С представляет собой вид сбоку детали 10 с криволинейным профилем, Фиг. 18D представляет собой вид спереди детали 10 с криволинейным профилем, если смотреть с одного ее конца, и, кроме того, Фиг. 18Е представляет собой вид в перспективе, предназначенный для разъяснения выпуклой криволинейной части 11а и вогнутой криволинейной части 11b детали 10 с криволинейным профилем. Кроме того, Фиг. 19А представляет собой сечение, схематически показывающее машину для вытяжки, предназначенную для изготовления детали 10 с криволинейным профилем по предшествующему уровню техники, Фиг. 19В представляет собой сечение, показывающее этап, на котором лист 201 металлического материала размещают и удерживают между матрицей 202 и прижимом 203 для заготовки и между матрицей 202 и пуансоном 204, Фиг. 19С представляет собой сечение, показывающее этап, на котором пуансон 204 вдавлен внутрь по отношению к этапу, показанному на Фиг. 19В, и Фиг. 19D представляет собой сечение, показывающее этап, на котором пуансон 204 вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 19С, для обеспечения его полного вдавливания внутрь относительно матрицы 202. Кроме того, Фиг. 20А представляет собой вид в перспективе, показывающий лист 201 металлического материала, и Фиг. 20В представляет собой вид в перспективе, показывающий подвергнутую вытяжке панель 301, которая изготовлена в соответствии с предшествующим уровнем техники, как показано на Фиг. 19А-19D.
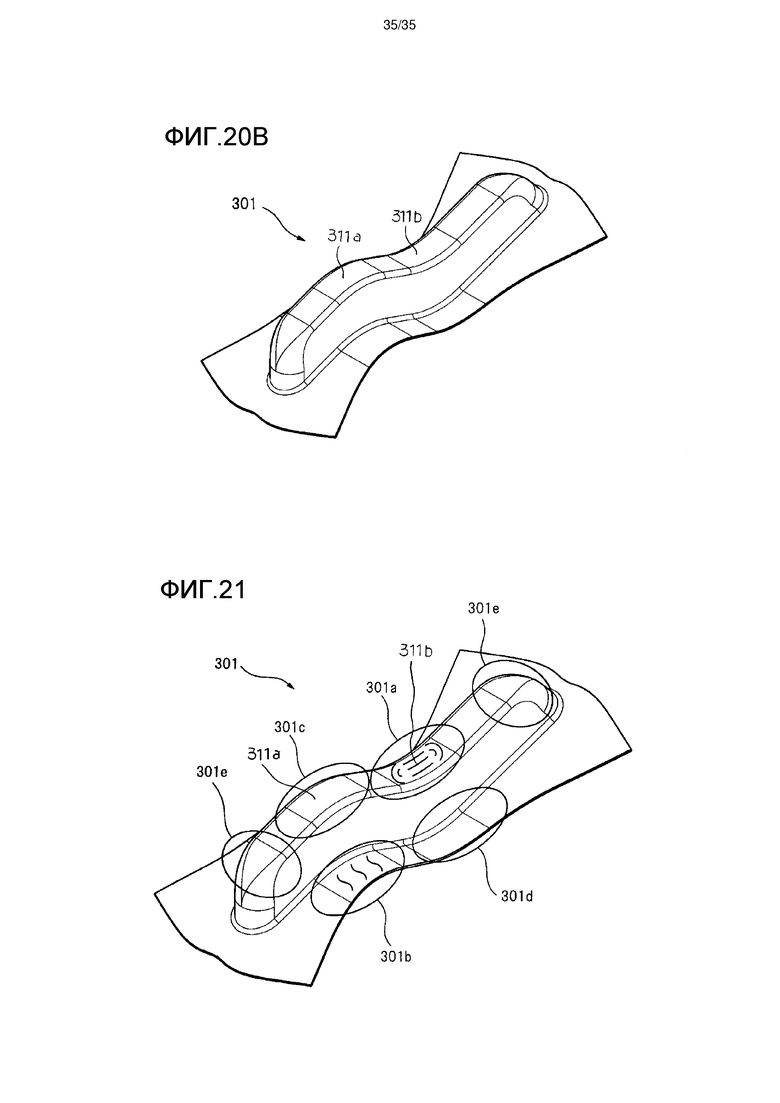
Например, при изготовлении детали 10 с криволинейным профилем, показанной на Фиг. 18А-18Е, сначала, как показано на Фиг. 19А, лист 201 металлического материала, показанный на Фиг. 20А, размещают между прижимом 203 для заготовки и матрицей 202 и между пуансоном 204 и матрицей 202. Затем, как показано на Фиг. 19В, периферию листа 201 металлического материала размещают между матрицей 202 и прижимом 203 для заготовки и сдавливают посредством матрицы 202 и прижима 203 для заготовки. Далее, как показано на Фиг. 19С и 19D, обеспечивают выпучивание центральной части листа 201 металлического материала посредством пуансона 204, тем самым вытягивая лист 201 металлического материала до заданной формы. Поскольку в данном процессе вытяжки периферия листа 201 металлического материала удерживается матрицей 202 и прижимом 203 для заготовки, как показано на Фиг. 19С, осуществляется обработка давлением внутренней части листа 201 металлического материала посредством пуансона 204 при одновременном подвергании ее воздействию растяжения. Обеспечивается ввод листа 201 металлического материала в матрицу 202 при его пластическом деформировании, при этом его периферия удерживается до некоторой степени матрицей 202 и прижимом 203 для заготовки, в результате чего осуществляется его преобразование в подвергнутую вытяжке панель 301, имеющую форму, показанную на Фиг. 20В. Деталь 10 с криволинейным профилем, показанную на Фиг. 18А-18Е, получают посредством обрезки нежелательной части периферии панели 301, подвергнутой вытяжке.
Фиг. 21 представляет собой вид в перспективе, показывающий зоны панели 301, подвергнутой вытяжке и показанной на Фиг. 20В, в которых существует вероятность возникновения трещин и складок.
При изготовлении детали 10 с криволинейным профилем способом штамповки, базирующимся на вытяжке, как показано на Фиг. 21, вполне вероятно возникновение складок, которые могут быть обусловлены избытком материала, в верхнем пластинчатом элементе 301а вогнутой криволинейной части 311b и фланце 301b выпуклой криволинейной части 311а панели 301, подвергнутой вытяжке, на этапе, на котором лист металлического материала превращают в панель 301, подвергнутую вытяжке. Эффективным способом подавления возникновения складок, как правило, является предотвращение чрезмерного ввода листа 201 металлического материала в матрицу 202 при его пластическом деформировании за счет более сильного удерживания периферии листа 201 металлического материала в процессе формообразования посредством увеличения сдавливающей силы, действующей со стороны прижима 203 для заготовки, или добавления валика для вытяжки на прижиме 203 для заготовки.
Однако, когда ввод листа 201 металлического материала в матрицу 202 при его пластическом деформировании предотвращают с помощью данных средств, толщина листа будет чрезмерно уменьшаться в верхнем листовом элементе 301с выпуклой криволинейной части 311а, в зоне фланца 301d вогнутой криволинейной части 311b и в части 301е, концевой в направлении длины панели 301, подвергнутой вытяжке, так что в данных зонах 301с, 301d и 301е будет возникать трещина, когда лист 201 металлического материала представляет собой материал, имеющий низкую способность к растягиванию.
По этой причине затруднено использование высокопрочного материала (например, стального листа с высокой прочностью на растяжение), имеющего низкую способность к растягиванию, в качестве листа 201 металлического материала для изготовления детали 10 с криволинейным профилем, которая представляет собой, например, лонжерон, способом штамповки, базирующимся на вытяжке, без возникновения трещин и складок, так что приходится использовать материал низкой прочности, имеющий высокую способность к растягиванию. По этой причине толщина листа, которую имеет лист 201 металлического материала, должна быть увеличена для обеспечения прочности, требуемой для детали 10 с криволинейным профилем, и, следовательно, уменьшается снижение веса каркасного конструктивного элемента корпуса кузова.
Кроме того, поскольку при изготовлении детали 10 с криволинейным профилем способом штамповки, базирующимся на вытяжке, нежелательная часть, которая имеется на наружной периферии панели 301, подвергнутой вытяжке, должна быть отрезана и выброшена, коэффициент использования материала также будет уменьшаться.
Следует отметить, что в патентных литературных источниках 1-4 предлагается способ гибки детали, имеющей поперечное сечение, которое является простым и постоянным в направлении длины, такое как шляпообразное поперечное сечении и Z-образное поперечное сечение. Однако в патентных литературных источниках 1-4 не раскрыт способ изготовления детали, имеющей сложную форму, такую как форма детали 10 с криволинейным профилем.
Патентная литература
Патентный литературный источник 1: выложенная заявка на патент Японии №2003-103306;
Патентный литературный источник 2: выложенная заявка на патент Японии №2004-154859;
Патентный литературный источник 3: выложенная заявка на патент Японии №2006-015404; и
Патентный литературный источник 4: выложенная заявка на патент Японии №2008-307557.
Техническая задача
Настоящее изобретение было создано с учетом вышеописанных проблем предшествующего уровня техники, и задача настоящего изобретения состоит в разработке: способа изготовления — с высокой производительностью — детали с криволинейным профилем, имеющей шляпообразное поперечное сечение и внешнюю форму, изогнутую в направлении ее длины, которая соответственно используется для лонжерона (например, переднего лонжерона и заднего лонжерона), который представляет собой каркасный конструктивный элемент корпуса кузова автомобиля, посредством штамповки, не вызывая образования складок на верхнем пластинчатом элементе вогнутой криволинейной части и на фланце вогнутой криволинейной части и трещин в верхнем пластинчатом элементе выпуклой криволинейной части, фланце выпуклой криволинейной части и, кроме того, в части, концевой в направлении длины; и каркасного конструктивного элемента, такого как лонжерон, который изготовлен данным способом.
Кроме того, задача настоящего изобретения состоит в изготовлении вышеописанного каркасного конструктивного элемента посредством использования не только материала низкой прочности, имеющего высокую способность к растягиванию, но также высокопрочного материала, имеющего низкую способность к растягиванию (например, стального листа с высокой прочностью на растяжение, имеющего предел прочности при растяжении, составляющий не менее 440 МПа), в качестве листа металлического материала.
Решение задачи
Настоящее изобретение включает в себя следующее:
(1) Способ изготовления детали с криволинейным профилем посредством холодной или горячей штамповки листа металлического материала путем использования штамповочного устройства, включающего в себя матрицу и опорный элемент, и пуансон и прижим для заготовки, которые расположены напротив матрицы и опорного элемента, при этом деталь с криволинейным профилем содержит основную часть, имеющую: шляпообразное поперечное сечение, которое образовано удлиненным верхним пластинчатым элементом, двумя вертикальными стенками, соединенными с обоими боковыми краями верхнего пластинчатого элемента и проходящими в направлении, по существу перпендикулярном к верхнему пластинчатому элементу, и двумя направленными наружу фланцами, которые соединены соответственно с двумя вертикальными стенками, и внешнюю форму, в которой каждый из элементов, представляющих собой верхний пластинчатый элемент, две вертикальные стенки и два направленных наружу фланца, изогнут с дугообразной формой в направлении высоты вертикальных стенок в некоторой части в направлении длины верхнего пластинчатого элемента, при этом деталь с криволинейным профилем, имеющую шляпообразное поперечное сечение, образуют посредством относительного перемещения прижима для заготовки и матрицы относительно опорного элемента и пуансона в сторону, где пуансон и прижим для заготовки будут расположены так, что лист металлического материала будет являться границей, при одновременном сохранении состояния, в котором часть листа металлического материала, которая должна быть преобразована в верхний пластинчатый элемент и которая расположена между матрицей и прижимом для заготовки и между опорным элементом и пуансоном, прижимается к пуансону опорным элементом для приложения давления к ней и размещения ее между пуансоном и опорным элементом, и части листа металлического материала, которые должны быть преобразованы в вертикальные стенки и направленные наружу фланцы, прижимаются к матрице прижимом для заготовки для приложения давления к ним и размещения их между матрицей и прижимом для заготовки.
В настоящем изобретении термин «холодная» означает атмосферу с температурой внутри помещения, и термин «горячая» означает атмосферу с температурой, которая превышает температуру «холодной» атмосферы и меньше Ас3 и предпочтительно составляет не более Ас1.
(2) Способ изготовления детали с криволинейным профилем по пункту (1), в котором опорный элемент соединен с устройством, предназначенным для приложения давления к опорному элементу и имеющим фиксированный ход, и прижим для заготовки соединен с устройством, предназначенным для приложения давления к прижиму для заготовки, причем, после завершения образования детали с криволинейным профилем, матрицу и опорный элемент отводят от прижима для заготовки и пуансона для извлечения детали с криволинейным профилем из штамповочного устройства после фиксации прижима для заготовки так, чтобы он не совершал относительного перемещения относительно пуансона, и размещения его так, чтобы он не поджимал деталь с криволинейным профилем к матрице, посредством использования устройства, предназначенного для приложения давления к опорному элементу, и устройства, предназначенного для приложения давления к прижиму для заготовки.
(3) Способ изготовления детали с криволинейным профилем по пункту (1), в котором опорный элемент соединен с устройством, предназначенным для приложения давления к опорному элементу, и прижим для заготовки соединен с устройством, предназначенным для приложения давления к прижиму для заготовки и имеющим фиксированный ход, причем, после завершения образования детали с криволинейным профилем, матрицу и опорный элемент отводят от прижима для заготовки и пуансона для извлечения детали с криволинейным профилем из штамповочного устройства после фиксации опорного элемента так, чтобы он не совершал относительного перемещения относительно матрицы, и размещения его так, чтобы он не поджимал деталь с криволинейным профилем к пуансону, посредством использования устройства, предназначенного для приложения давления к опорному элементу, и устройства, предназначенного для приложения давления к прижиму для заготовки.
(4) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(3), в котором матрица имеет внутреннюю форму, включающую в себя формы наружных поверхностей каждой из вертикальных стенок и каждого из фланцев в детали с криволинейным профилем, опорный элемент имеет внешнюю форму, включающую в себя форму наружной поверхности верхнего пластинчатого элемента в детали с криволинейным профилем, пуансон имеет внешнюю форму, включающую в себя формы внутренних поверхностей верхнего пластинчатого элемента и каждой из вертикальных стенок в детали с криволинейным профилем, и прижим для заготовки имеет внешнюю форму, включающую в себя формы внутренних поверхностей фланцев в детали с криволинейным профилем.
(5) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(4), в котором внутренний угол, образованный верхним пластинчатым элементом и вертикальной стенкой в поперечном сечении, составляет от 90 до 92°.
(6) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(5), в котором зазор между участком в матрице, который обеспечивает формообразование вертикальной стенки, и участком в пуансоне, который обеспечивает формообразование вертикальной стенки, составляет от 100 до 120% от толщины листа, которую имеет лист металлического материала во время завершения образования детали с криволинейным профилем.
(7) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(6), в котором лист металлического материала представляет собой стальной лист, имеющий толщину листа, составляющую от 0,8 до 3,2 мм, и предел прочности при растяжении, составляющий от 200 до 1600 МПа.
(8) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(7), в котором часть листа металлического материала, которая должна быть преобразована в верхний пластинчатый элемент, сдавливают за счет ее поджима к пуансону при давлении поджима, составляющем не менее 0,1 МПа, посредством опорного элемента, и часть листа металлического материала, которая должна быть преобразована в вертикальную стенку и направленный наружу фланец, сдавливают за счет ее поджима к матрице при давлении поджима, составляющем не менее 0,1 МПа, посредством прижима для заготовки.
(9) Способ изготовления детали с криволинейным профилем по любому из пунктов (1)-(8), в котором лист металлического материала представляет собой предварительно обработанный металлический лист, который получен посредством предварительной обработки листа металлического материала.
(10) Способ изготовления детали с криволинейным профилем по любому из пунктов (2)-(9), в котором деталь с криволинейным профилем, извлеченную из штамповочного устройства, подвергают последующей обработке.
(11) Каркасный конструктивный элемент корпуса кузова автомобиля, содержащий основную часть, имеющую: шляпообразное поперечное сечение, которое образовано удлиненным верхним пластинчатым элементом, двумя вертикальными стенками, соединенными с обоими боковыми краями верхнего пластинчатого элемента и проходящими в направлении, по существу перпендикулярном к верхнему пластинчатому элементу, и двумя направленными наружу фланцами, которые соединены соответственно с двумя вертикальными стенками, и внешнюю форму, в которой каждый из элементов, представляющих собой верхний пластинчатый элемент, две вертикальные стенки и два направленных наружу фланца, изогнут с дугообразной формой, включающей часть, криволинейную в направлении высоты вертикальных стенок, в некоторой части в направлении длины верхнего пластинчатого элемента, при этом основная часть представляет собой элемент, полученный холодной или горячей штамповкой, в котором используется стальной лист, имеющий предел прочности при растяжении, составляющий не менее 440 МПа, и толщину листа, составляющую от 1,0 до 2,3 мм, в качестве материала, и степень уменьшения толщины листа в криволинейной части относительно толщины листа в остальной части за исключением криволинейной части составляет не более 15%.
В качестве примера каркасного конструктивного элемента корпуса кузова, относящегося к настоящему изобретению, можно привести передний лонжерон, который образует отсек двигателя, задний лонжерон, который присоединен к нижней поверхности задней панели пола, и кроме того, центральный туннель пола, который присоединен к передней панели пола, и тому подобное.
Предпочтительные эффекты от изобретения
Поскольку в соответствии с настоящим изобретением лист металлического материала подвергают обработке давлением посредством относительного перемещения прижима для заготовки и матрицы относительно опорного элемента и пуансона в сторону, где пуансон и прижим для заготовки расположены так, что лист металлического материала будет являться границей, при одновременном сохранении состояния, в котором часть листа металлического материала, которая должна быть преобразована в верхний пластинчатый элемент, расположена между опорным элементом и пуансоном и удерживается опорным элементом и пуансоном, и части листа металлического материала, которые должны быть преобразованы в вертикальные стенки и фланцы, расположены между прижимом для заготовки и матрицей и удерживаются прижимом для заготовки и матрицей, существует возможность предотвращения возникновения складок на верхнем пластинчатом элементе и фланцах и обеспечения обработки давлением листа металлического материала посредством пластического деформирования, при котором деформация сдвига вертикальных стенок является преобладающей. По этой причине отсутствует необходимость приложения большого растягивающего усилия к листу металлического материала во время формообразования, и, следовательно, существует возможность уменьшения количества избыточного материала, который представляет собой часть, подлежащую выбрасыванию, в листе металлического материала, в результате чего увеличивается выпуск и решается проблема, описанная выше.
Краткое описание чертежей
Фиг. 1 представляет собой вид в перспективе, показывающий упрощенно и с пространственным разделением элементов штамповочное устройство, предназначенное для реализации способа изготовления, относящегося к настоящему изобретению, для изготовления детали с криволинейным профилем.
Фиг. 2А представляет собой упрощенное сечение, показывающее состояние в начале обработки посредством штамповочного устройства, показанного на Фиг. 1.
Фиг. 2В представляет собой упрощенное сечение, показывающее состояние, в котором лист металлического материала размещен и удерживается между матрицей и прижимом для заготовки и между опорным элементом и пуансоном в штамповочном устройстве, показанном на Фиг. 1.
Фиг. 2С представляет собой упрощенное сечение, показывающее состояние, в котором пуансон вдавлен внутрь по отношению к этапу, показанному на Фиг. 2В.
Фиг. 2D представляет собой упрощенное сечение, показывающее состояние, в котором пуансон вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 2С, так что пуансон полностью вдавлен внутрь относительно матрицы.
Фиг. 3 представляет собой вид в перспективе, показывающий упрощенно и с пространственным разделением элементов другое штамповочное устройство, предназначенное для реализации способа изготовления, относящегося к настоящему изобретению, для изготовления детали с криволинейным профилем.
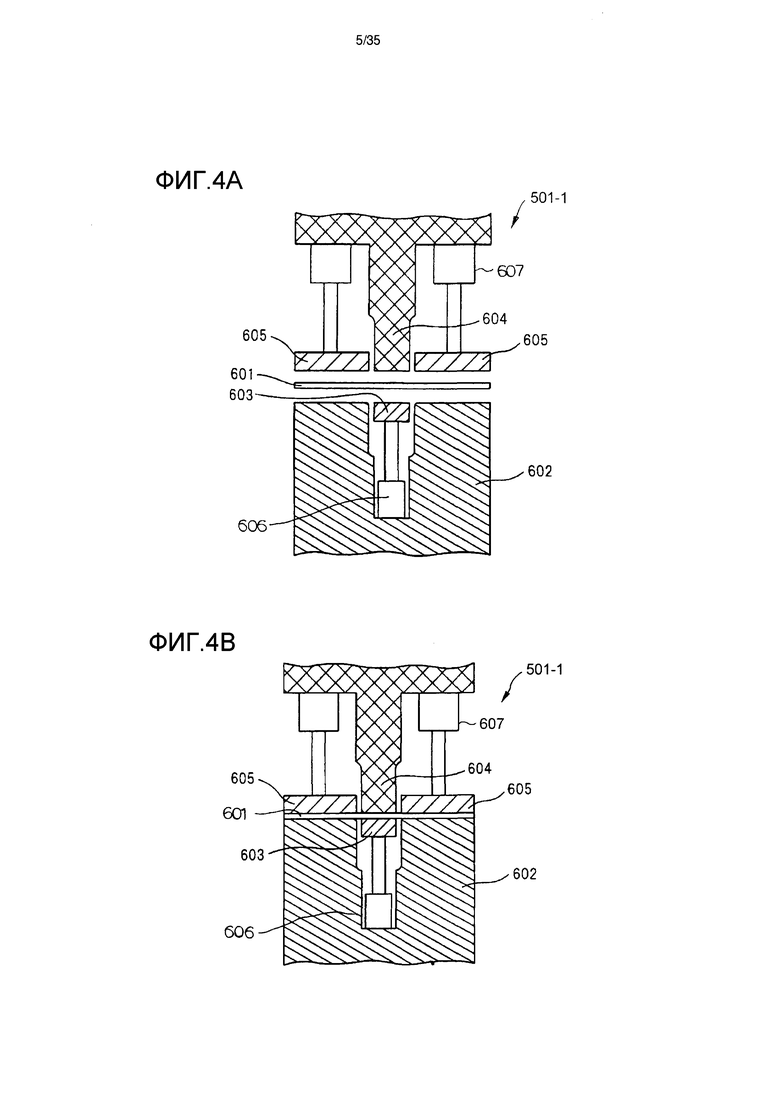
Фиг. 4А представляет собой упрощенное сечение, показывающее состояние в начале обработки посредством штамповочного устройства, показанного на Фиг. 3.
Фиг. 4В представляет собой упрощенное сечение, показывающее состояние, в котором лист металлического материала размещен и удерживается между матрицей и прижимом для заготовки и между опорным элементом и пуансоном штамповочного устройства, показанного на Фиг. 3.
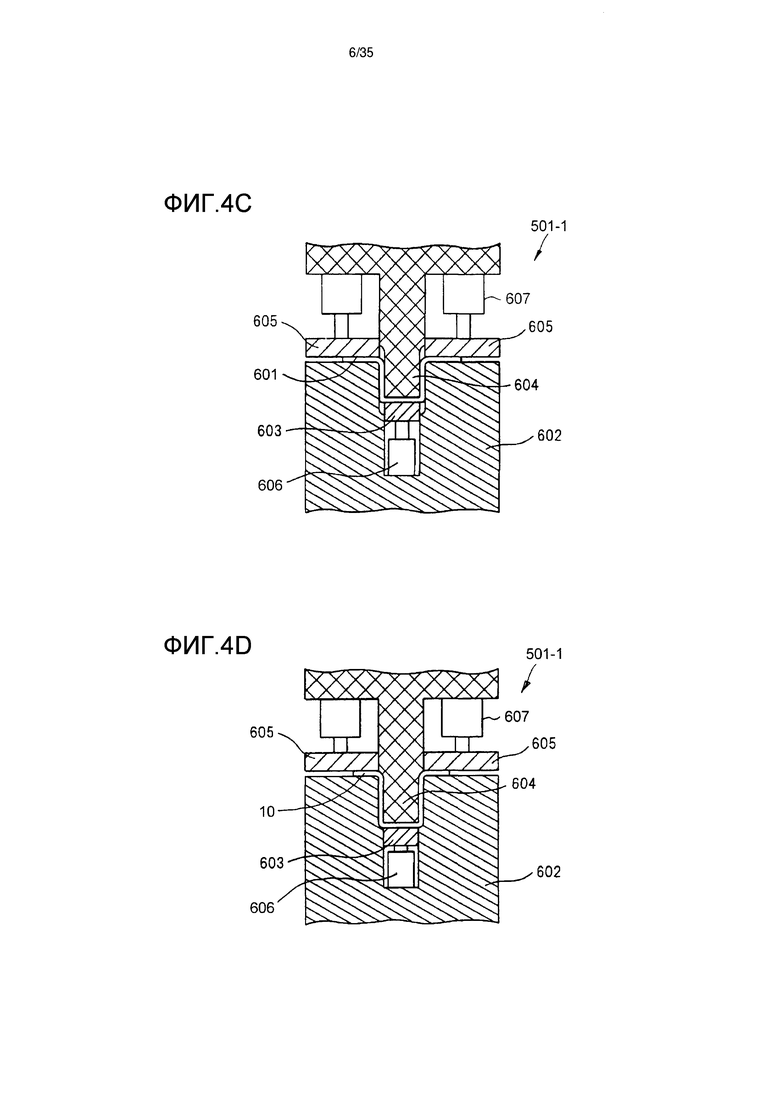
Фиг. 4С представляет собой упрощенное сечение, показывающее состояние, в котором пуансон вдавлен внутрь по отношению к этапу, показанному на Фиг. 4В.
Фиг. 4D представляет собой упрощенное сечение, показывающее состояние, в котором пуансон вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 4С, и, таким образом, пуансон полностью вдавлен внутрь относительно матрицы.
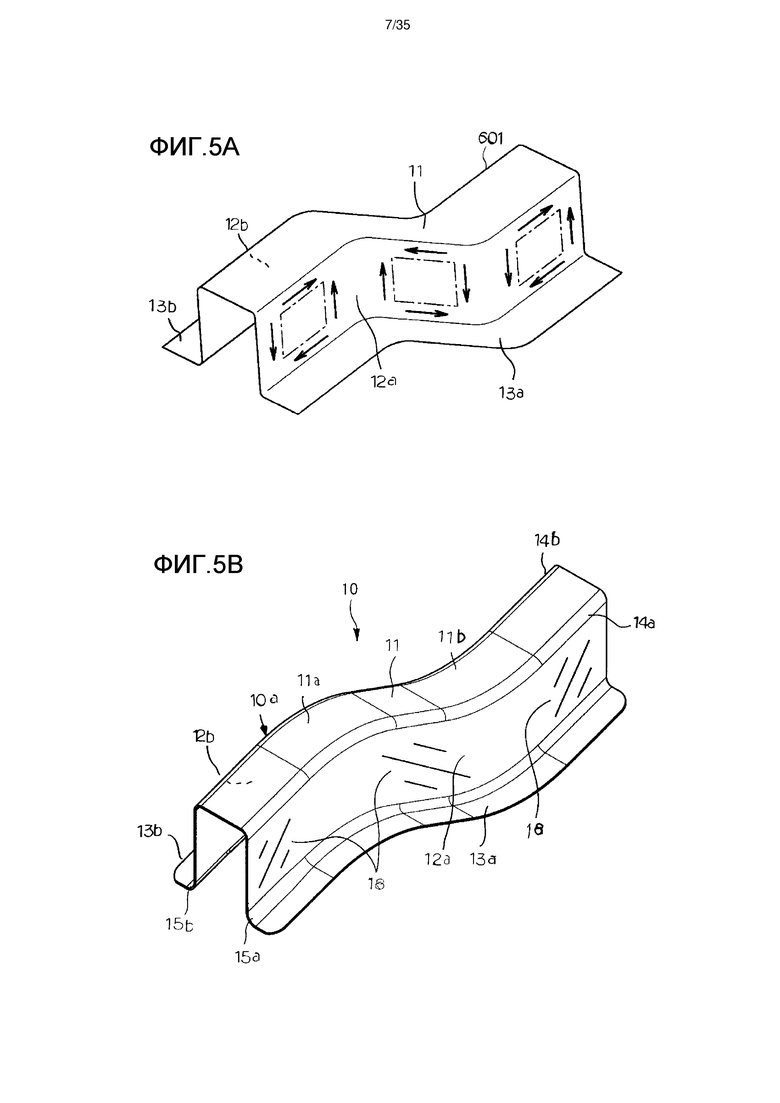
Фиг. 5А представляет собой разъясняющее схематическое изображение, показывающее принцип настоящего изобретения.
Фиг. 5В представляет собой разъясняющее схематическое изображение, показывающее складки, обусловленные сдвигом, которые могут возникать при осуществлении настоящего изобретения.
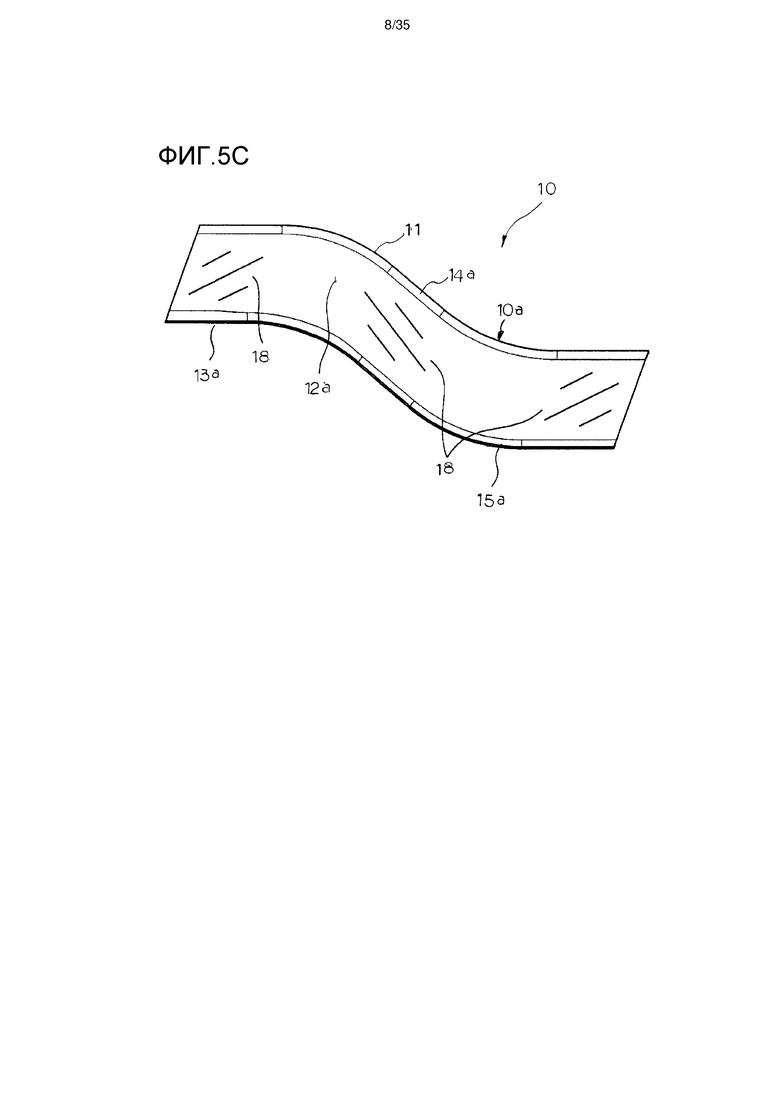
Фиг. 5С представляет собой вид сбоку, показывающий складки, обусловленные сдвигом, которые могут возникать при осуществлении настоящего изобретения.
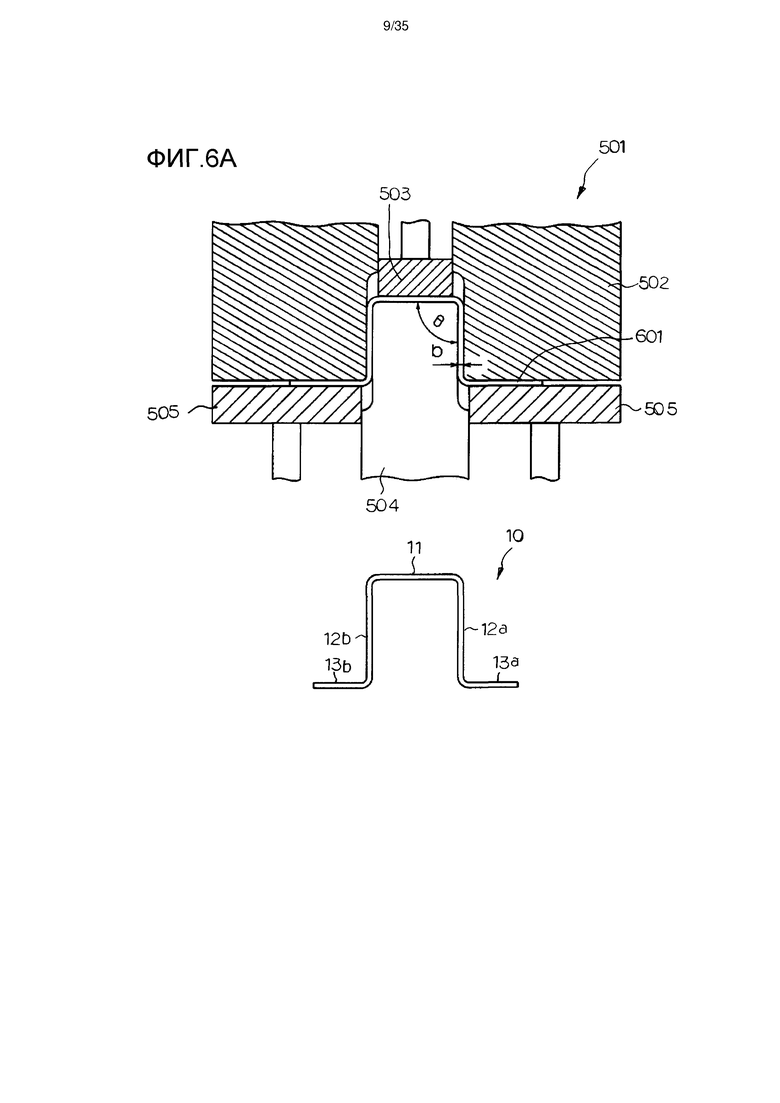
Фиг. 6А представляет собой разъясняющее схематическое изображение, показывающее условия для предотвращения возникновения складок, обусловленных сдвигом, за счет того, что показан внутренний угол θ, образованный вертикальной стенкой и верхним пластинчатым элементом, и зазор между матрицей и участком вертикальной стенки пуансона.
Фиг. 6В представляет собой разъясняющее схематическое изображение, показывающее условия для предотвращения возникновения складок, обусловленных сдвигом, за счет того, что показан внутренний угол θ, образованный вертикальной стенкой и верхним пластинчатым элементом, и зазор в зоне участка вертикальной стенки между матрицей и пуансоном.
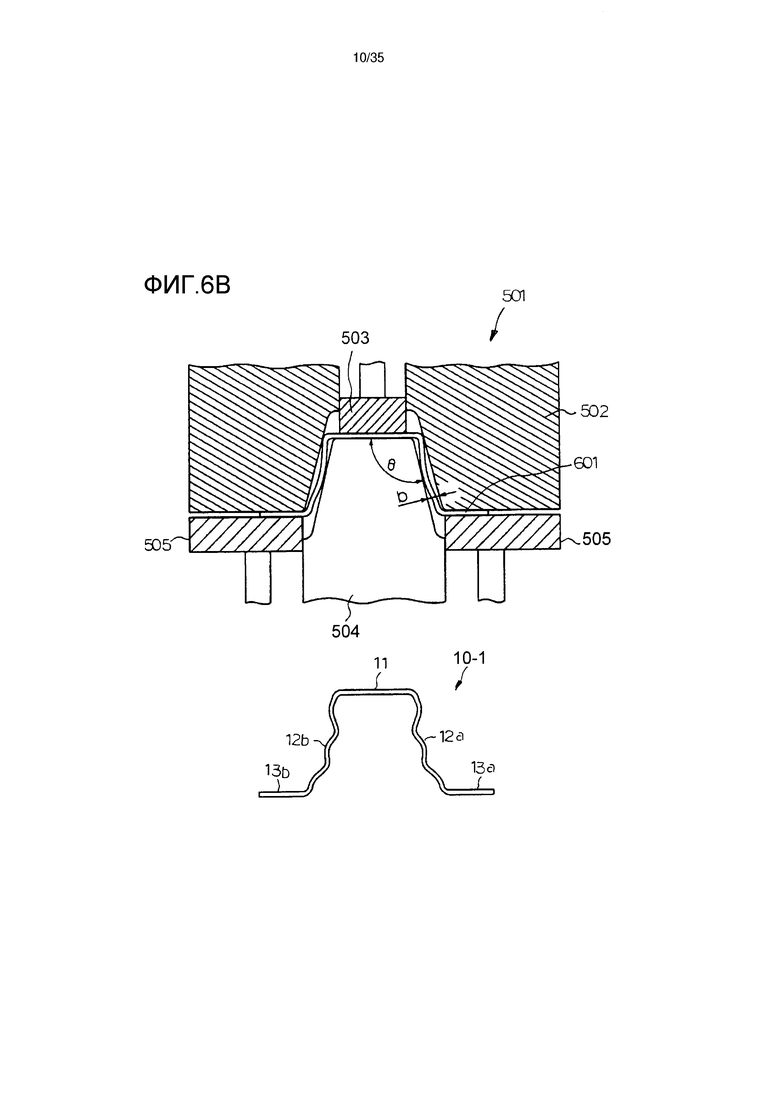
Фиг. 7А представляет собой разъясняющее схематическое изображение, показывающее дефекты, которые могут возникать при извлечении детали с криволинейным профилем из металлического формообразующего элемента после того, как пуансон будет полностью вдавлен внутрь матрицы, в результате чего лист металлического материала преобразуется в деталь с криволинейным профилем.
Фиг. 7В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон отводят назад относительно матрицы из состояния, показанного на Фиг. 7А.
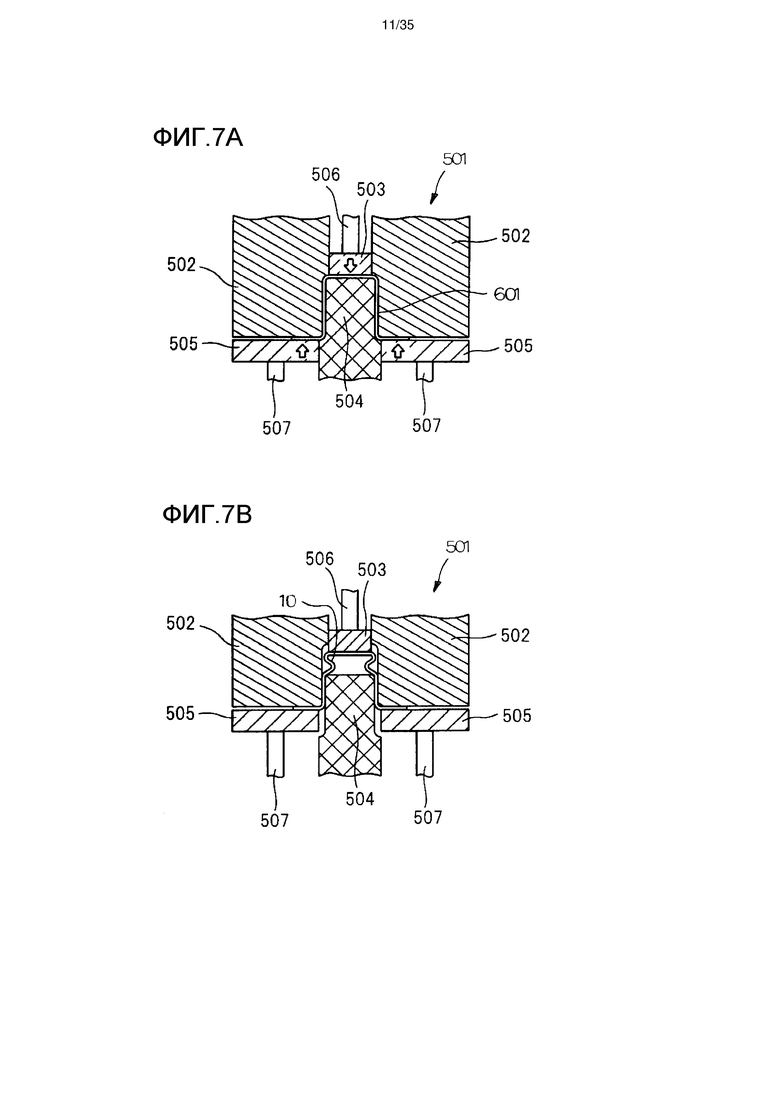
Фиг. 7С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон полностью отведен назад относительно матрицы из состояния, показанного на Фиг. 7В.
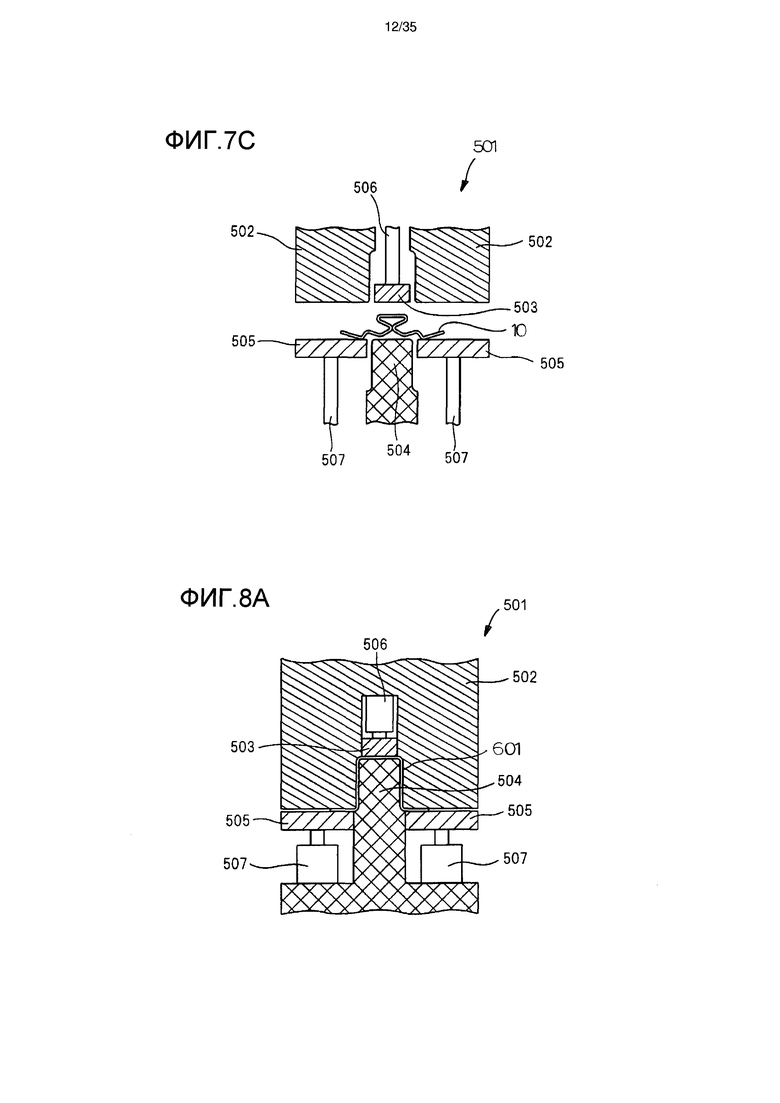
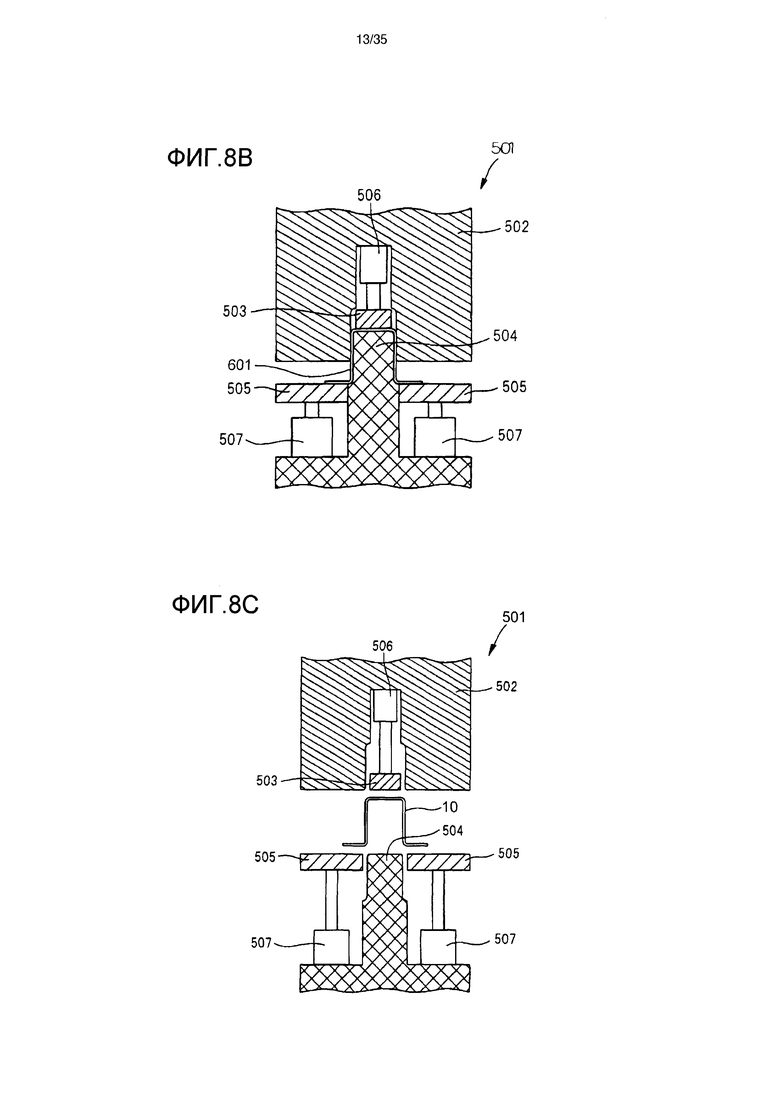
Фиг. 8А представляет собой разъясняющее схематическое изображение, показывающее способ решения проблемы дефектов, показанных посредством Фиг. 7А-7С.
Фиг. 8В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон отводят назад относительно матрицы из состояния, показанного на Фиг. 8А.
Фиг. 8С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон полностью отведен назад относительно матрицы из состояния, показанного на Фиг. 8В.
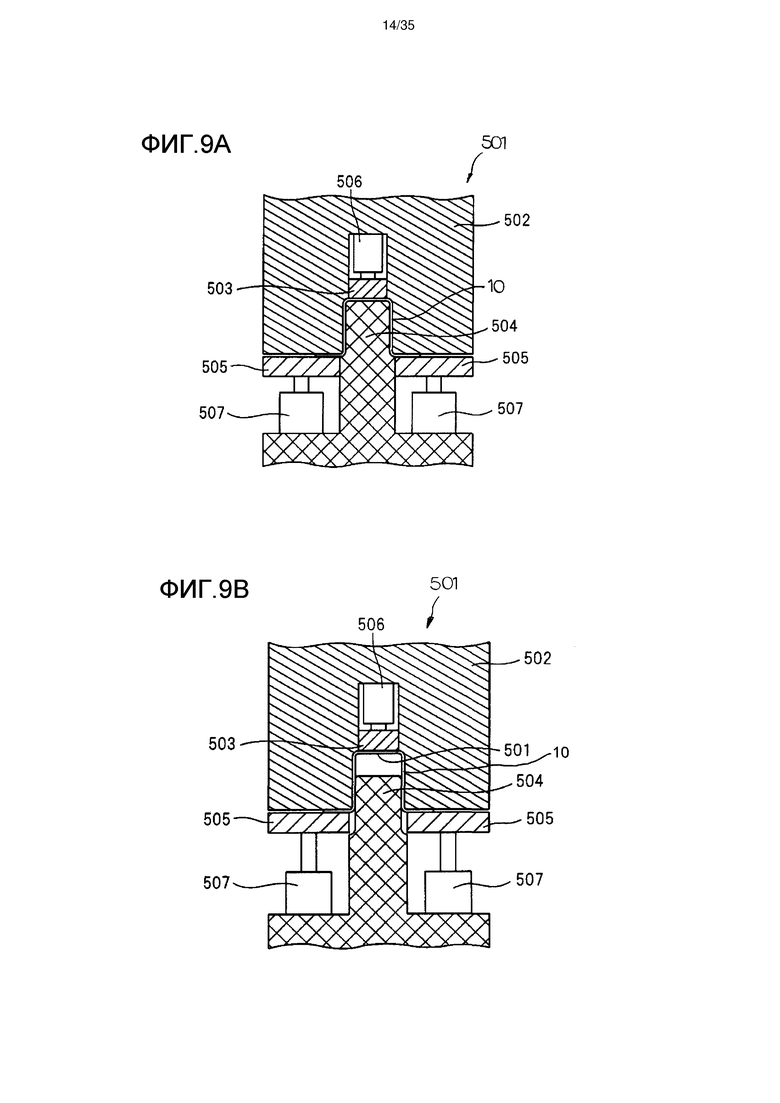
Фиг. 9А представляет собой разъясняющее схематическое изображение, показывающее другой способ решения проблемы дефектов, показанных посредством Фиг. 7А-7С.
Фиг. 9В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон отводят назад относительно матрицы из состояния, показанного на Фиг. 9А.
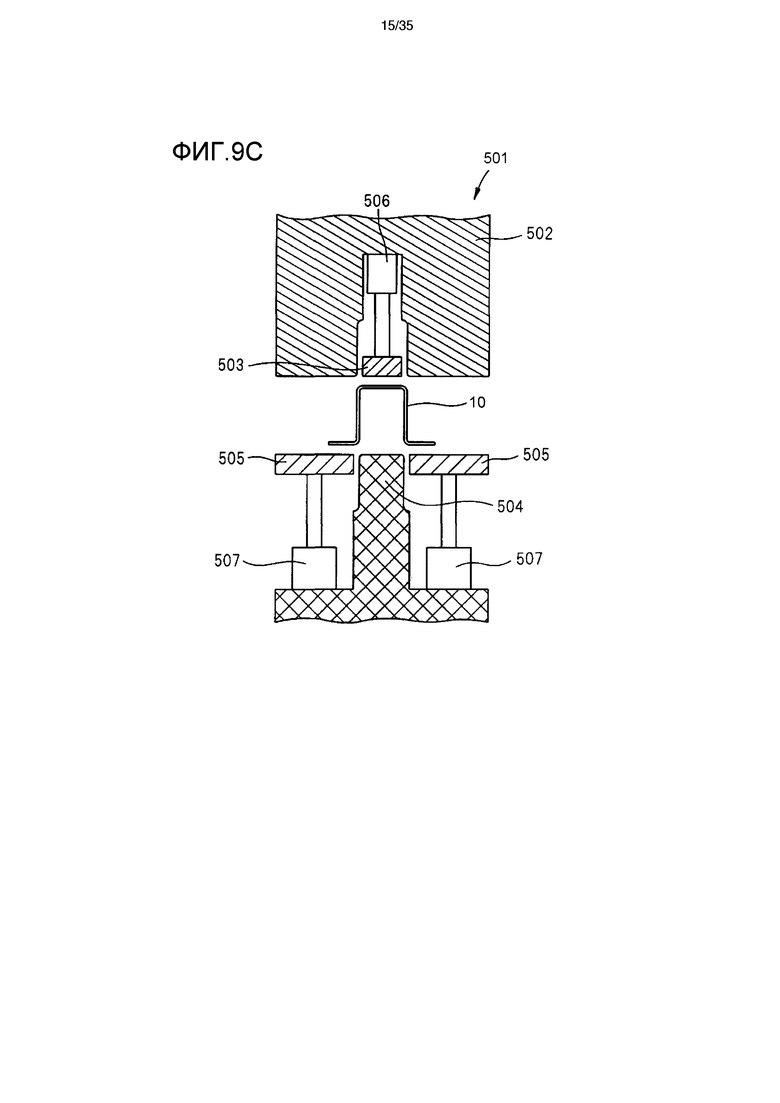
Фиг. 9С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон полностью отведен назад относительно матрицы из состояния, показанного на Фиг. 9В.
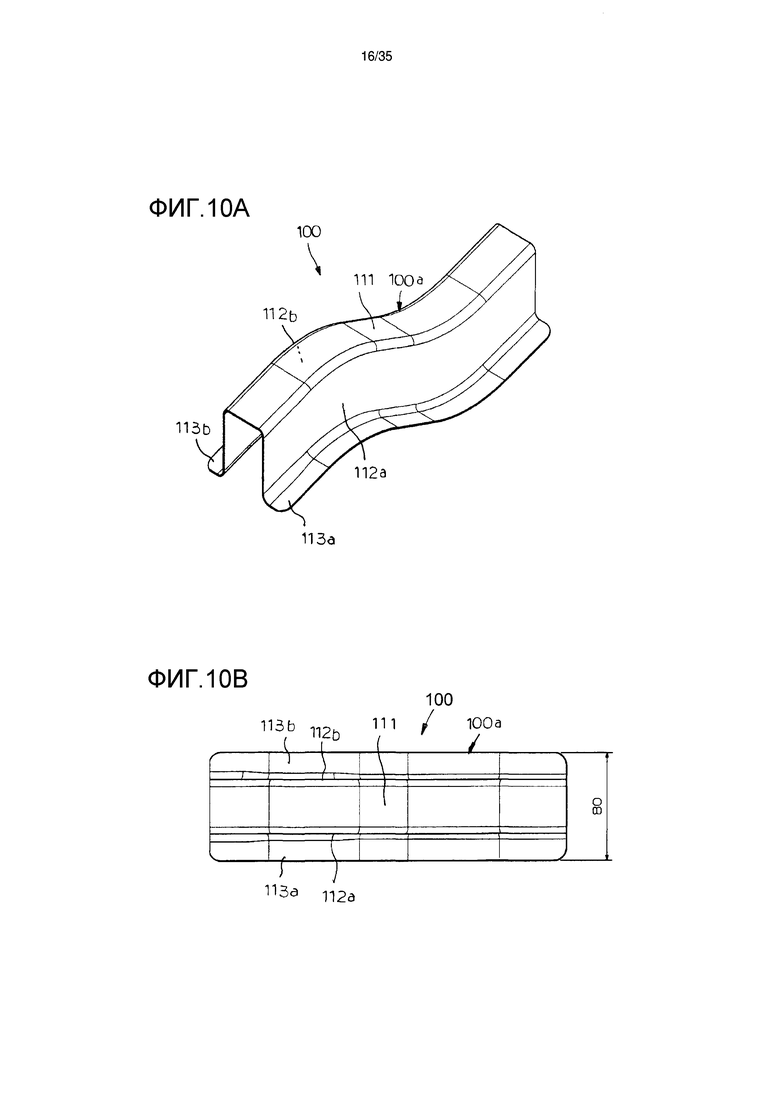
Фиг. 10А представляет собой вид в перспективе, показывающий пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, которая изготовлена посредством применения настоящего изобретения.
Фиг. 10В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 10А.
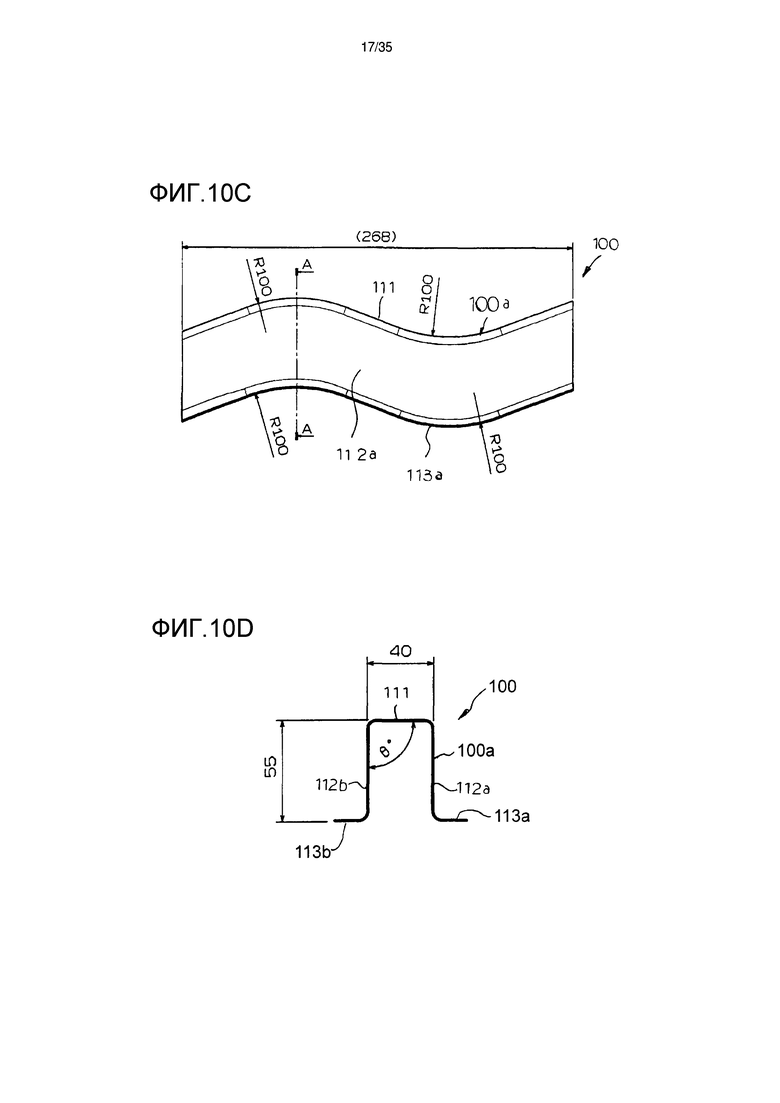
Фиг. 10С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 10А.
Фиг. 10D представляет собой поперечное сечение, выполненное по линии А-А на Фиг. 10С.
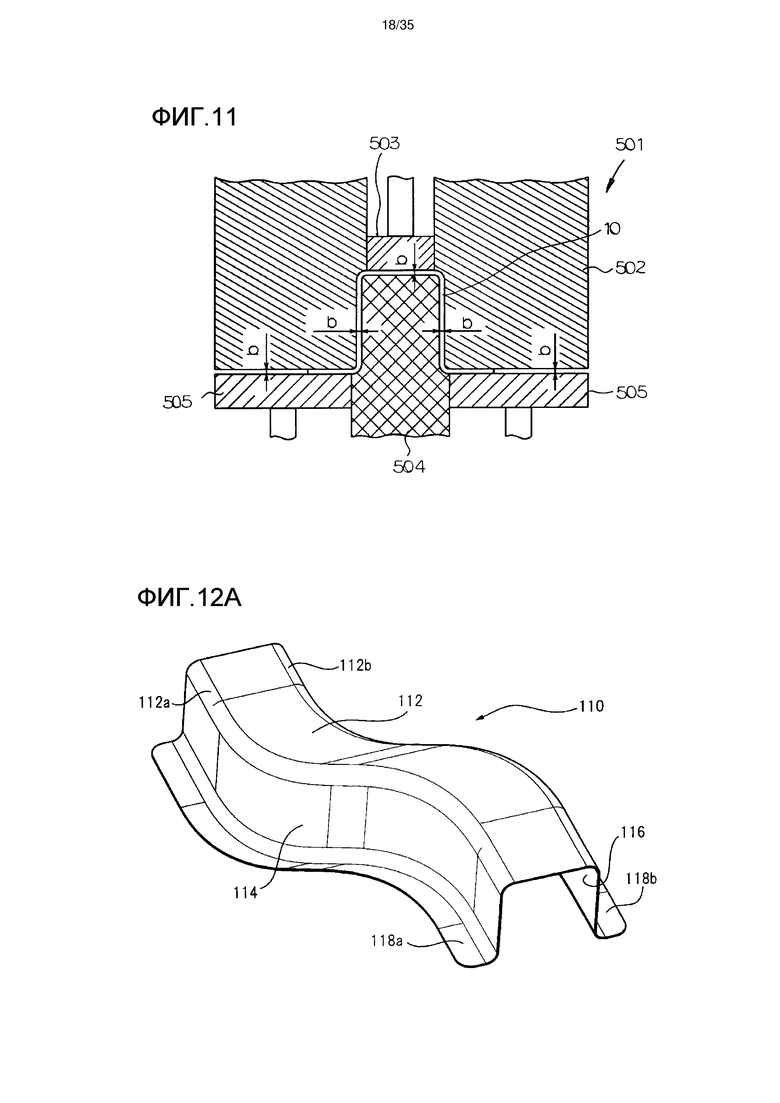
Фиг. 11 представляет собой разъясняющее схематическое изображение, показывающее зазор b в таблице 1.
Фиг. 12А представляет собой вид в перспективе, показывающий другой пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, которая изготовлена посредством применения настоящего изобретения.
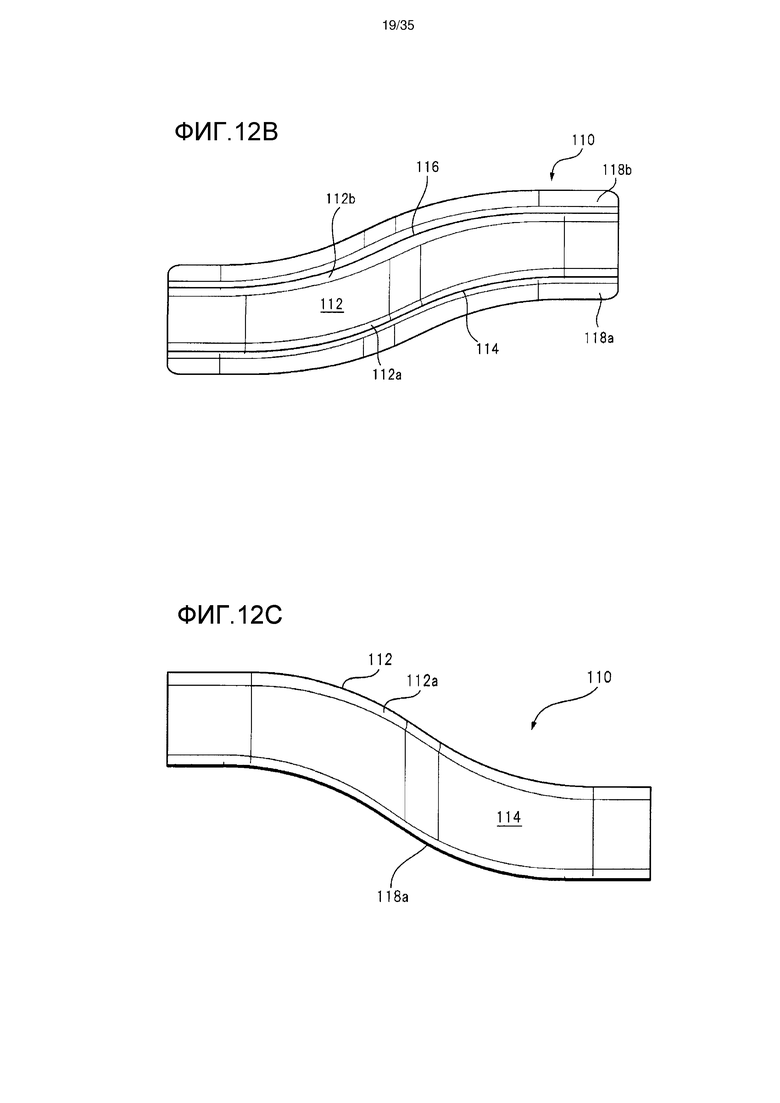
Фиг. 12В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 12А.
Фиг. 12С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 12А.
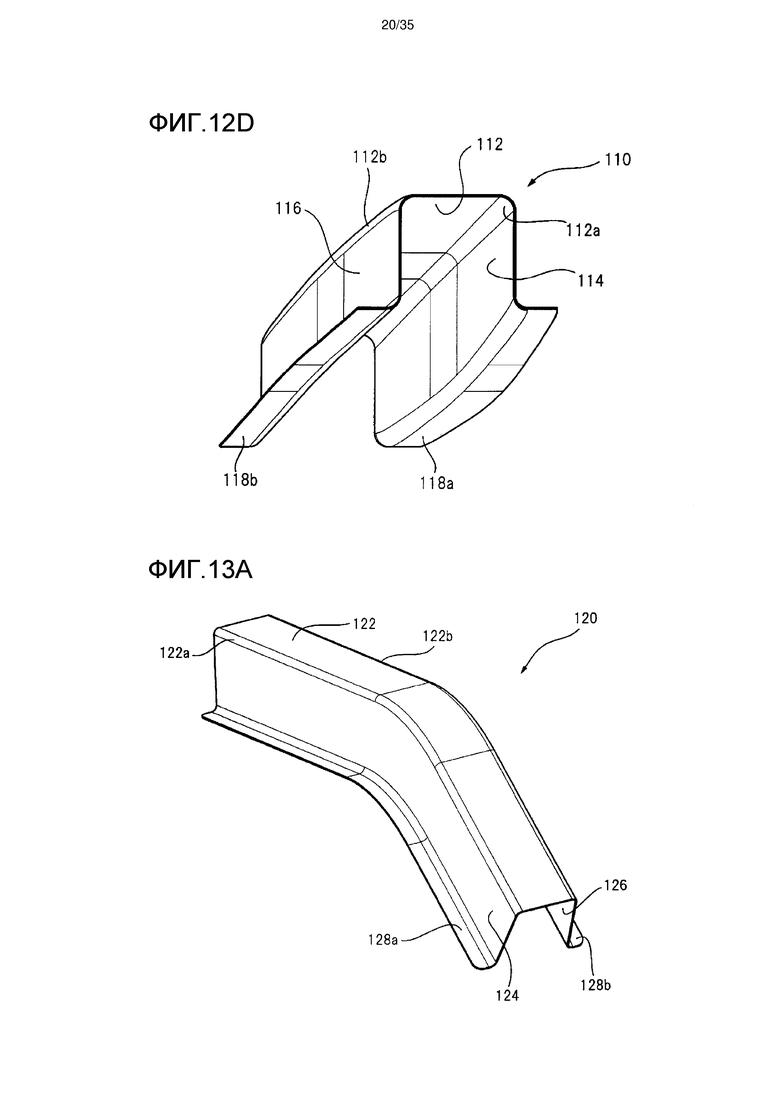
Фиг. 12D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 12А.
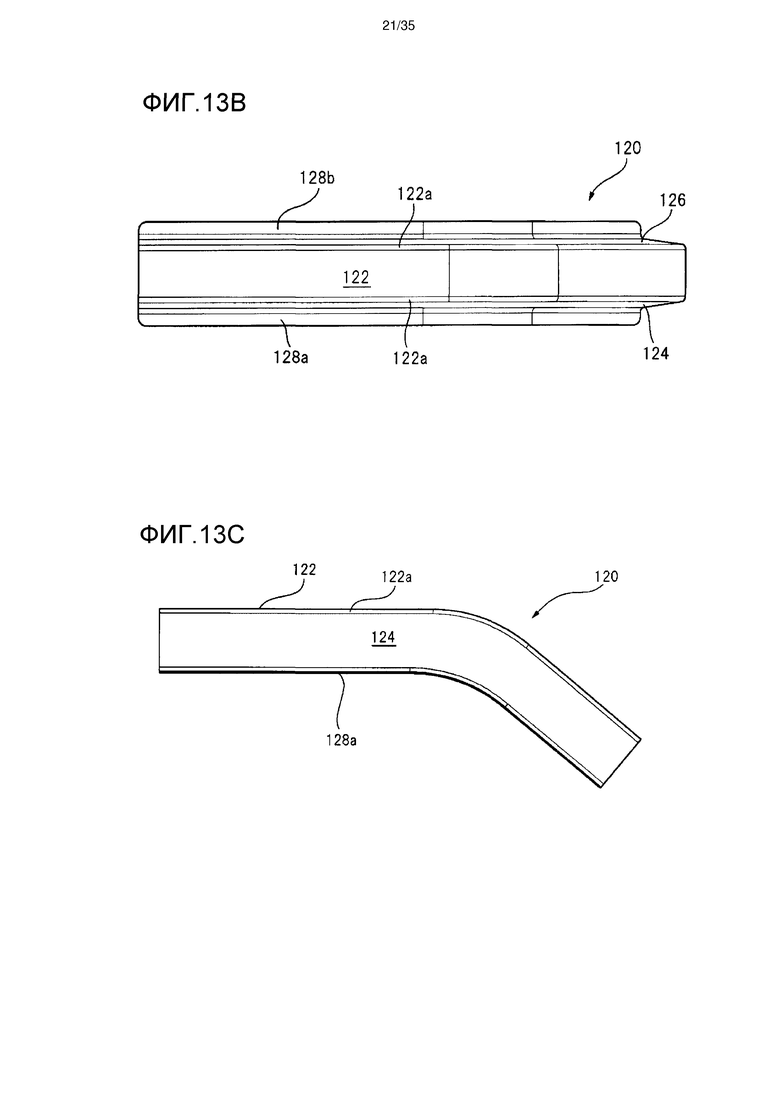
Фиг. 13А представляет собой вид в перспективе, показывающий еще один пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, которая изготовлена посредством применения настоящего изобретения.
Фиг. 13В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 13А.
Фиг. 13С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 13А.
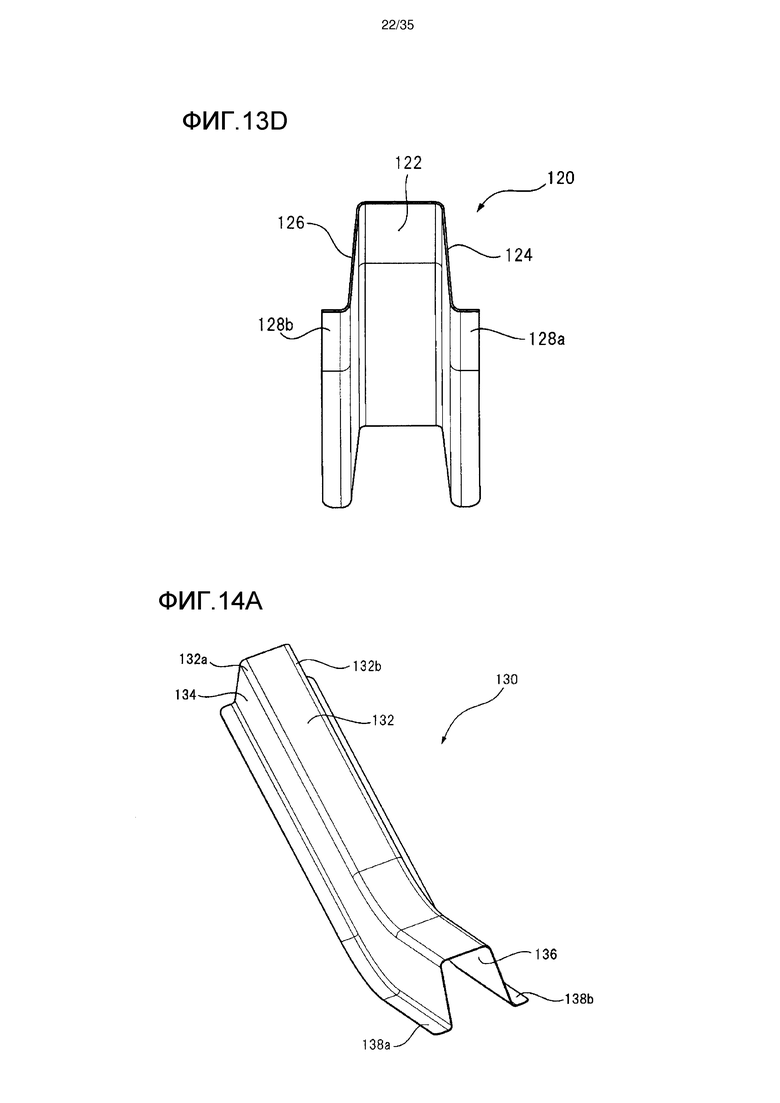
Фиг. 13D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 13А.
Фиг. 14А представляет собой вид в перспективе, показывающий дополнительный пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, которая изготовлена посредством применения настоящего изобретения.
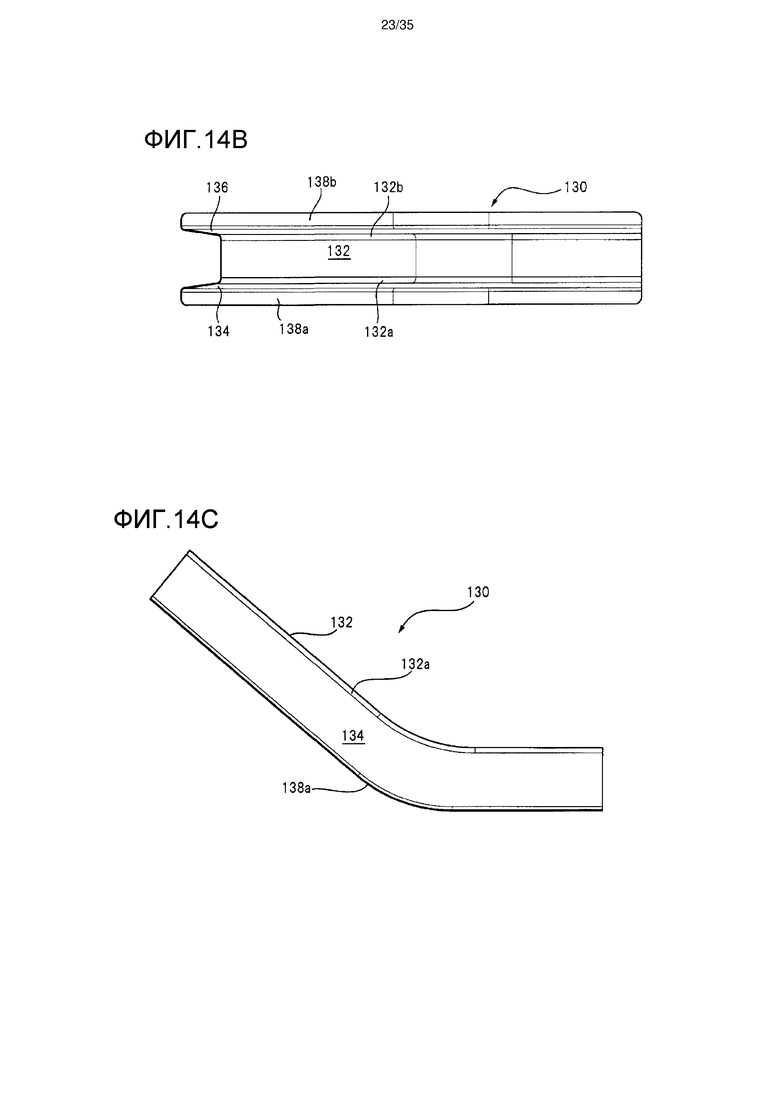
Фиг. 14В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 14А.
Фиг. 14С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 14А.
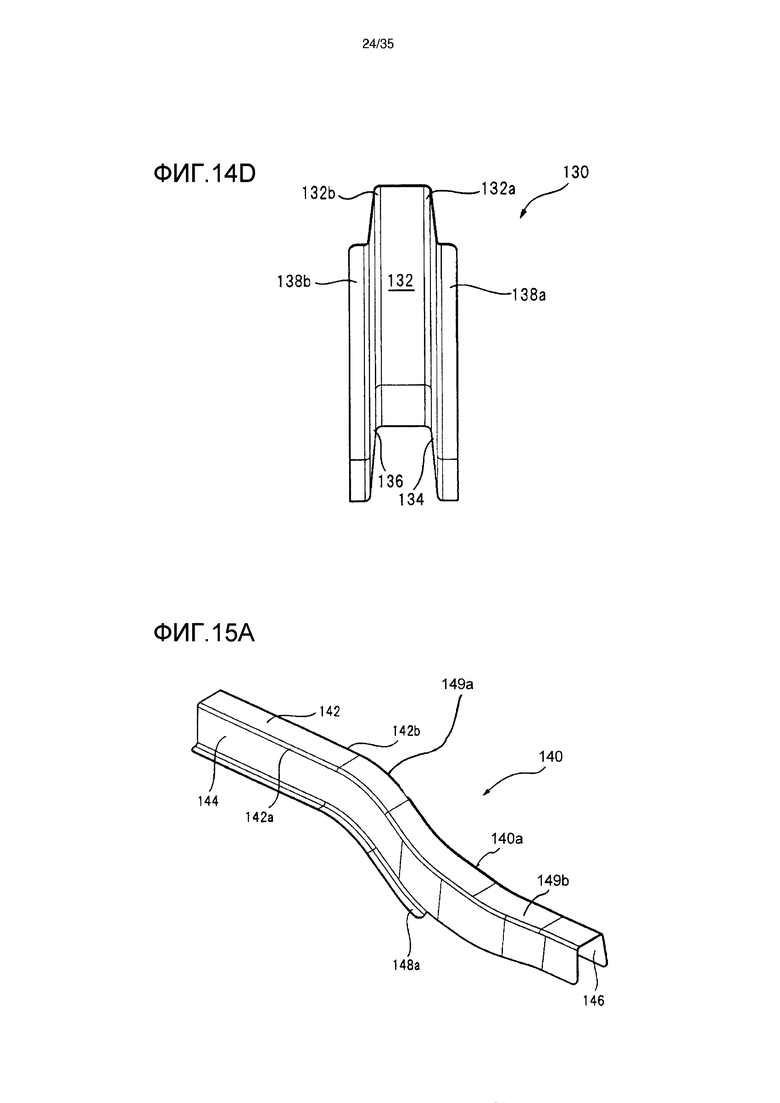
Фиг. 14D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 14А.
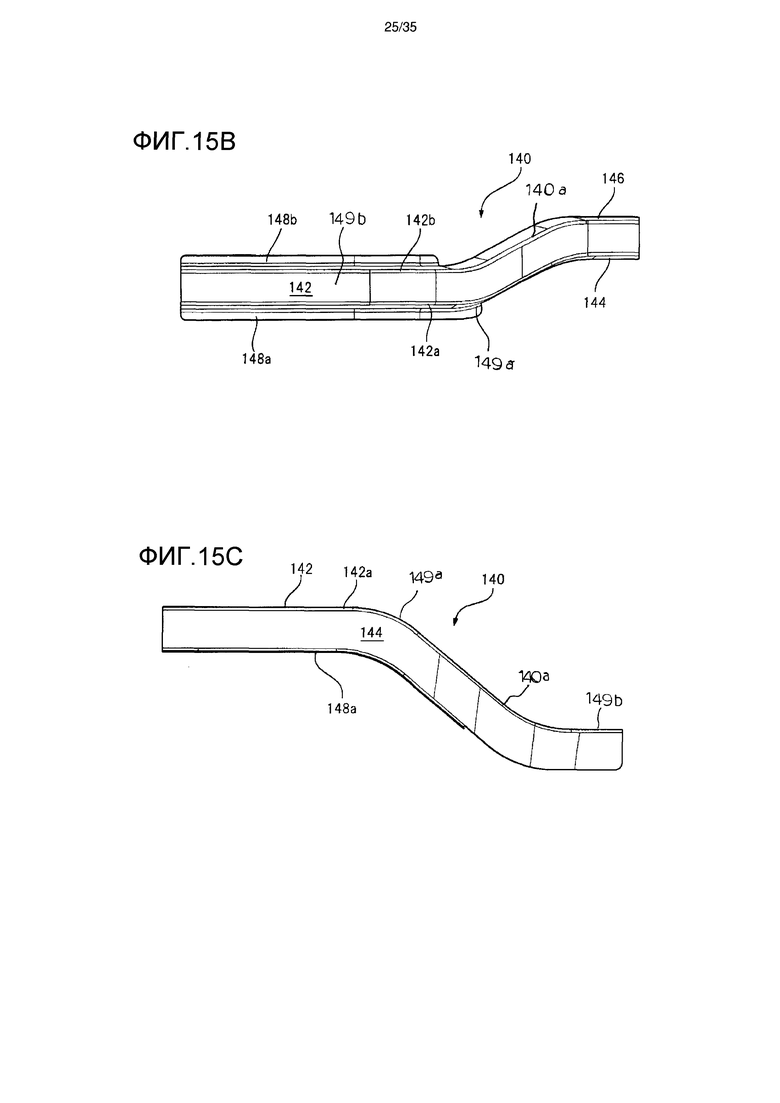
Фиг. 15А представляет собой вид в перспективе, показывающий дополнительный пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, которая изготовлена посредством применения настоящего изобретения и в которой направленные наружу фланцы проходят на части всей длины.
Фиг. 15В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 15А.
Фиг. 15С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 15А.
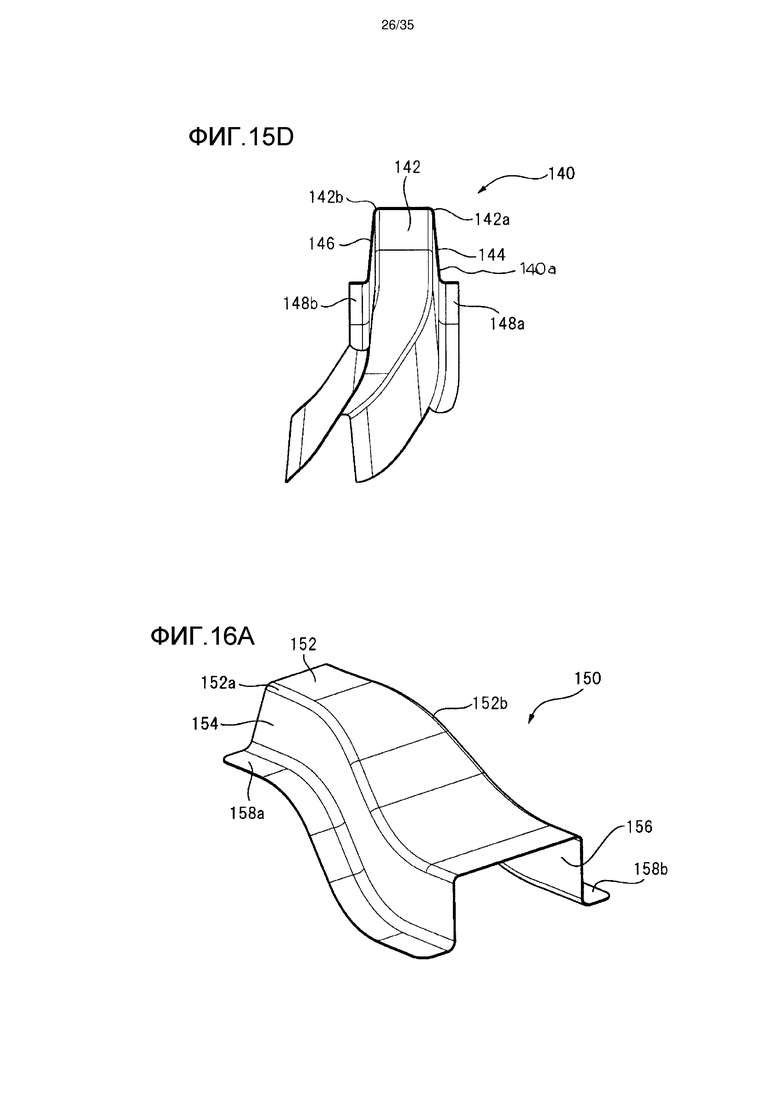
Фиг. 15D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 15А.
Фиг. 16А представляет собой вид в перспективе детали с криволинейным профилем, которая представляет собой дополнительный пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение, и изготовлена посредством применения настоящего изобретения и в которой верхний пластинчатый элемент расширяется от одного конца до другого конца.
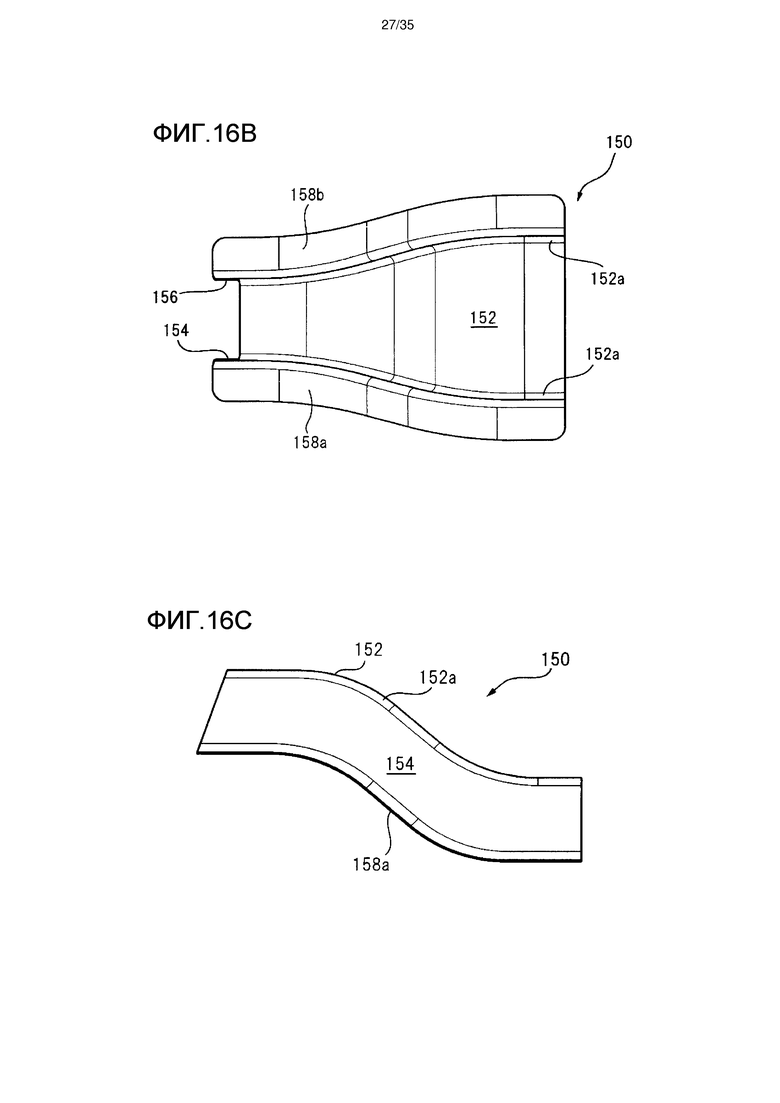
Фиг. 16В представляет собой вид в плане сверху детали с криволинейным профилем, показанной на Фиг. 16А.
Фиг. 16С представляет собой вид сбоку детали с криволинейным профилем, показанной на Фиг. 16А.
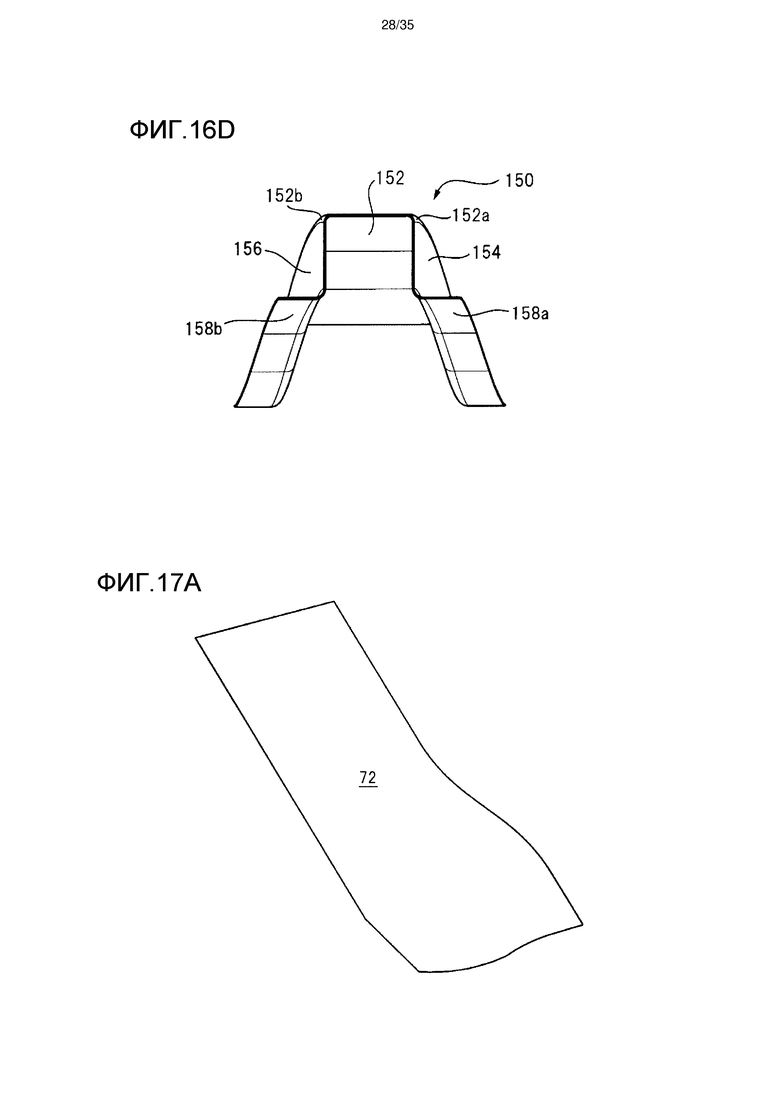
Фиг. 16D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 16А.
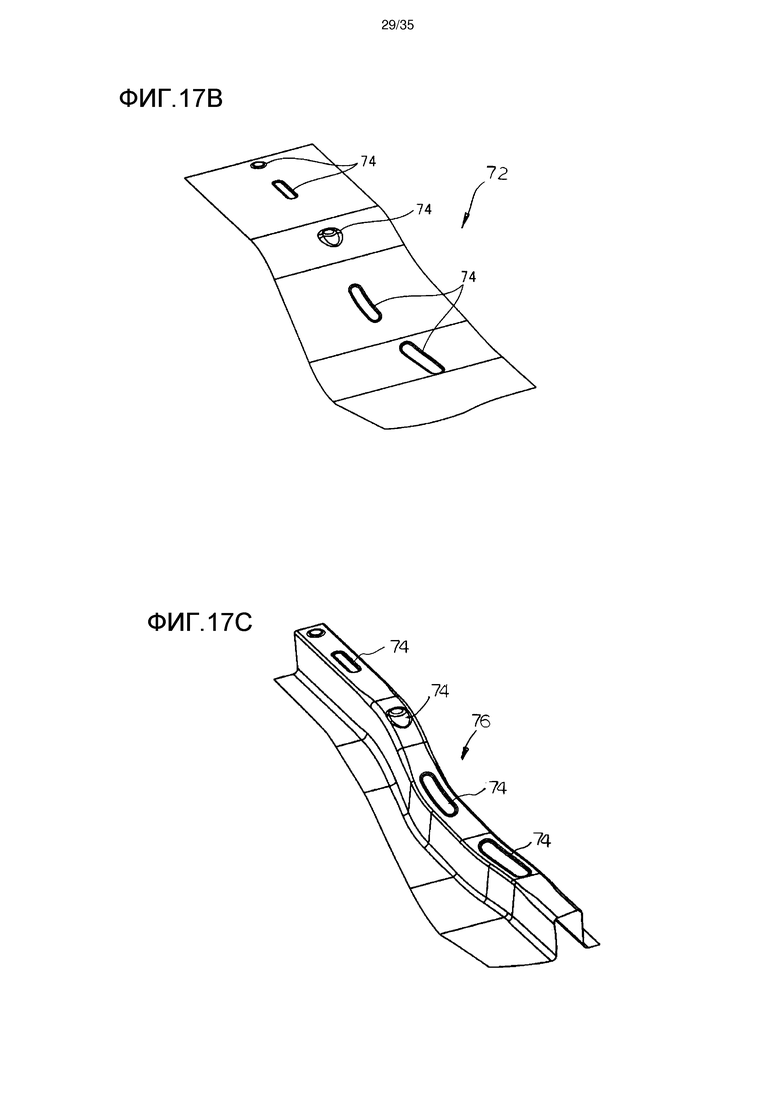
Фиг. 17А представляет собой схематическое изображение для разъяснения способа по настоящему изобретению, предназначенного для изготовления детали с криволинейным профилем посредством использования предварительно обработанной заготовки, которое показывает вид в перспективе листа металлического материала, подлежащего использованию в данном способе.
Фиг. 17В представляет собой вид в перспективе, показывающий состояние, в котором лист металлического материала, показанный на Фиг. 17А, подвергнут предварительной обработке.
Фиг. 17С представляет собой вид в перспективе детали с криволинейным профилем, которая образована из подвергнутого предварительной обработке листа металлического материала, показанного на Фиг. 17В.
Фиг. 17D представляет собой вид в перспективе, показывающий деталь с криволинейным профилем, показанную на Фиг. 17С, в виде детали, подвергнутой дополнительной обрезке.
Фиг. 18А представляет собой вид в перспективе, показывающий пример детали с криволинейным профилем, имеющей шляпообразное поперечное сечение.
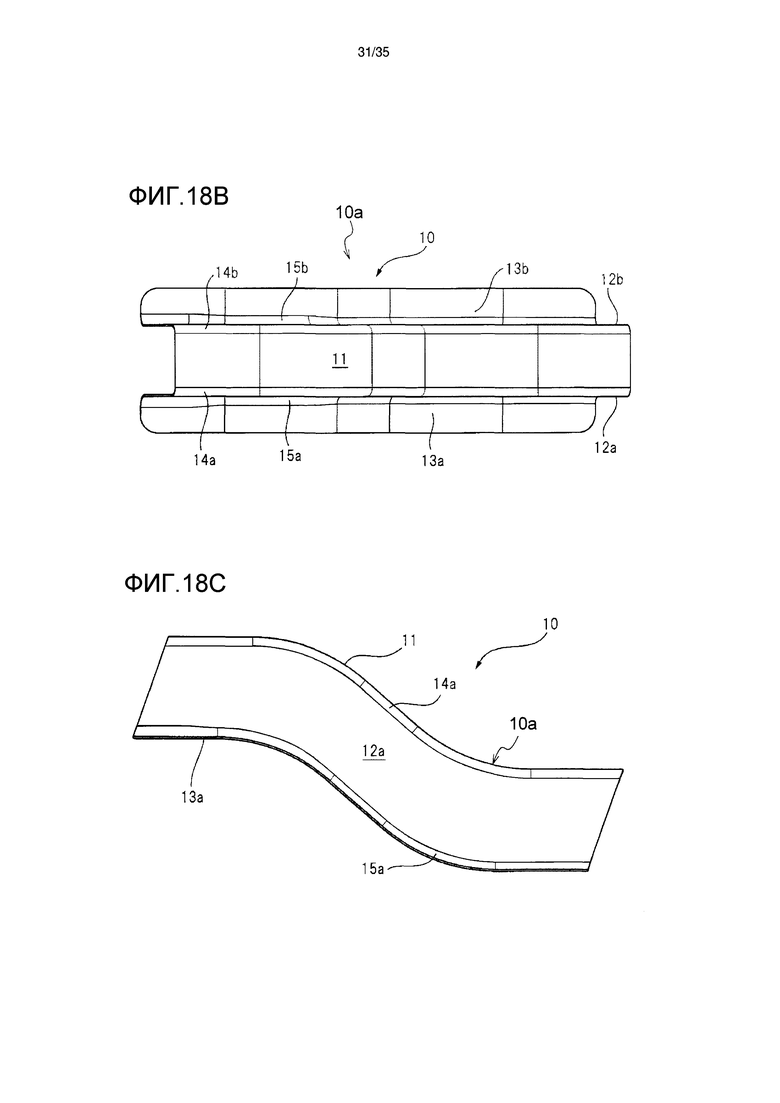
Фиг. 18В представляет собой вид сверху детали с криволинейным профилем.
Фиг. 18С представляет собой вид сбоку детали с криволинейным профилем.
Фиг. 18D представляет собой вид спереди детали с криволинейным профилем, если смотреть с одного ее конца.
Фиг. 18Е представляет собой вид в перспективе, предназначенный для разъяснения выпуклой криволинейной части и вогнутой криволинейной части детали с криволинейным профилем.
Фиг. 19А представляет собой сечение, схематически показывающее машину для вытяжки, предназначенную для изготовления детали с криволинейным профилем по предшествующему уровню техники.
Фиг. 19В представляет собой сечение, показывающее этап, на котором лист металлического материала размещают и удерживают между матрицей и прижимом для заготовки и между матрицей и пуансоном.
Фиг. 19С представляет собой сечение, показывающее этап, на котором пуансон вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 19В.
Фиг. 19D представляет собой сечение, показывающее этап, на котором пуансон вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 19С, для обеспечения его полного вдавливания внутрь относительно матрицы.
Фиг. 20А представляет собой вид в перспективе, показывающий лист металлического материала.
Фиг. 20В представляет собой вид в перспективе, показывающий подвергнутую вытяжке панель, которая изготовлена в соответствии с предшествующим уровнем техники, как показано на Фиг. 19А-19D.
Фиг. 21 представляет собой вид в перспективе, показывающий зоны панели, подвергнутой вытяжке и показанной на Фиг. 20В, в которых существует вероятность возникновения трещин и складок.
Перечень ссылочных позиций
10 - Деталь с криволинейным профилем
11 - Верхний пластинчатый элемент
12а - Вертикальная стенка
12b - Вертикальная стенка
13а - Фланец
13b - Фланец
14а - Гребнеобразная линия
14b - Гребнеобразная линия
15а - Вогнутая линия
15b - Вогнутая линия
502 - Матрица
503 - Опорный элемент
504 - Пуансон
505 - Прижим для заготовки
506 - Устройство для приложения давления к опорному элементу
507 - Устройство для приложения давления к прижиму для заготовки
Описание вариантов осуществления изобретения
Настоящее изобретение будет описано со ссылкой на приложенные чертежи.
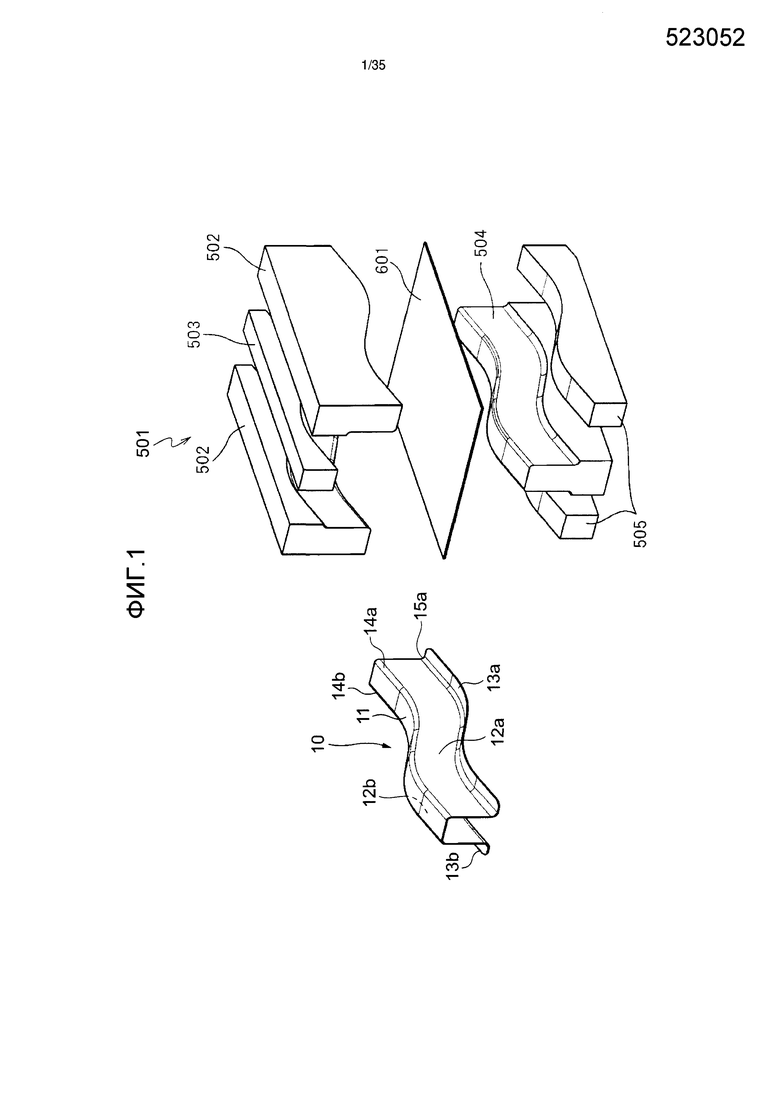
В соответствии с настоящим изобретением может быть изготовлена деталь 10 с криволинейным профилем, показанная на Фиг. 18А-18Е.
Как показано на Фиг. 18А-18Е, деталь 10 с криволинейным профилем имеет шляпообразную форму поперечного сечения, которая образована верхним пластинчатым элементом 11, вертикальными стенками 12а и 12b, которые соответственно соединены с обоими боковыми краями верхнего пластинчатого элемента 11, и направленными наружу фланцами 13а и 13b, которые соединены с боковыми краями вертикальных стенок 12а и 12b, противоположными по отношению к боковым краям, соединенным с верхним пластинчатым элементом, и проходят в направлении, противоположном по отношению к направлению прохождения верхнего пластинчатого элемента 11.
Гребнеобразные линии 14а и 14b образованы между верхним пластинчатым элементом 11 и вертикальными стенками 12а и 12b. Кроме того, вогнутые линии 15а и 15b образованы между вертикальной стенкой 12а, 12b и направленным наружу фланцем 13а, 13b. Гребнеобразные линии 14а и 14b и вогнутые линии 15а и 15b расположены по существу параллельно. Верхний пластинчатый элемент 11 имеет выпуклую криволинейную часть 11а, которая изогнута с дугообразной формой в направлении наружу (к наружной стороне верхнего пластинчатого элемента 11) по отношению к шляпообразной форме поперечного сечения, и вогнутую криволинейную часть 11b, которая изогнута с дугообразной формой в направлении внутрь (к внутренней стороне верхнего пластинчатого элемента 11) по отношению к шляпообразной форме поперечного сечения.
Гребнеобразная линия 14а, образованная верхним пластичным элементом 11 и вертикальной стенкой 12а изогнута с дугообразной формой в зонах 16а и 17а, соответствующих выпуклой криволинейной части 11а и вогнутой криволинейной части 11b, и гребнеобразная линия 14b, образованная верхним пластинчатым элементом 11 и вертикальной стенкой 12b, также изогнута с дугообразной формой в зонах 16b и 17b, соответствующих выпуклой криволинейной части 11а и вогнутой криволинейной части 11b. То есть, деталь 10 с криволинейным профилем принимает S-образную форму на виде сбоку, как показано на Фиг. 18С, и, другими словами, вертикальные стенки 12а и 12b образованы из S-образных плоских пластинчатых элементов.
В данном документе термин «дугообразная форма» не ограничен частью полной дуги окружности и может относиться, например, к части эллипса, гиперболы, синусоидальной кривой и других кривых.
Таким образом, деталь 10 с криволинейным профилем имеет основную часть 10а. Основная часть 10а имеет шляпообразную форму поперечного сечения, которая образована: удлиненным верхним пластинчатым элементом 11, двумя вертикальными стенками 12а и 12b, которые соединены с обоими боковыми краями верхнего пластинчатого элемента 11 и проходят в направлении, по существу перпендикулярном к верхнему пластинчатому элементу 11, и двумя направленными наружу фланцами 13а и 13b, которые соединены соответственно с двумя вертикальными стенками 12а и 12b. Кроме того, основная часть 10а имеет внешнюю форму, в которой каждый из элементов, представляющих собой верхний пластинчатый элемент 11, две вертикальные стенки 12а и 12b и два направленных наружу фланца 13а и 13b, изогнут с дугообразной формой в направлении высоты вертикальной стенки 12а, 12b в некоторой части в направлении длины верхнего пластинчатого элемента 11.
Фиг. 1 представляет собой вид в перспективе, показывающий упрощенно и с пространственным разделением элементов штамповочное устройство 501, предназначенное для реализации способа изготовления, относящегося к настоящему изобретению, для изготовления детали 10 с криволинейным профилем. Как показано на Фиг. 1, штамповочное устройство 501 имеет матрицу 502, опорный элемент 503, пуансон 504 и прижим 505 для заготовки.
Матрица 502 имеет внутреннюю форму, которая включает в себя соответствующие внешние формы вертикальной стенки 12а, 12b и фланца 13а, 13b детали 10 с криволинейным профилем. Опорный элемент 503 имеет внешнюю форму, включающую в себя внешнюю форму верхнего пластинчатого элемента 11 детали 10 с криволинейным профилем. Пуансон 504 расположен напротив матрицы 502 и опорного элемента 503 и имеет внешнюю форму, включающую в себя соответствующие внутренние формы верхнего пластинчатого элемента 11 и вертикальной стенки 12а, 12b детали 10 с криволинейным профилем. Кроме того, прижим 505 для заготовки имеет внешнюю форму, которая включает в себя внутреннюю форму фланца 13а, 13b детали 10 с криволинейным профилем.
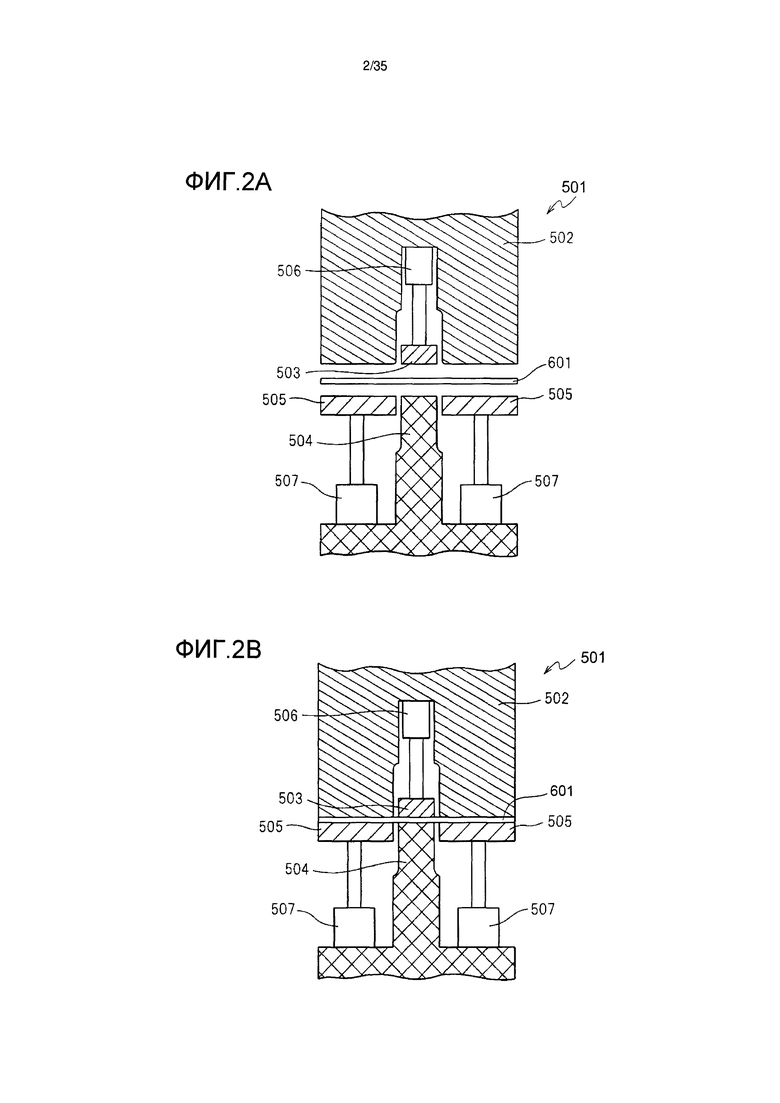
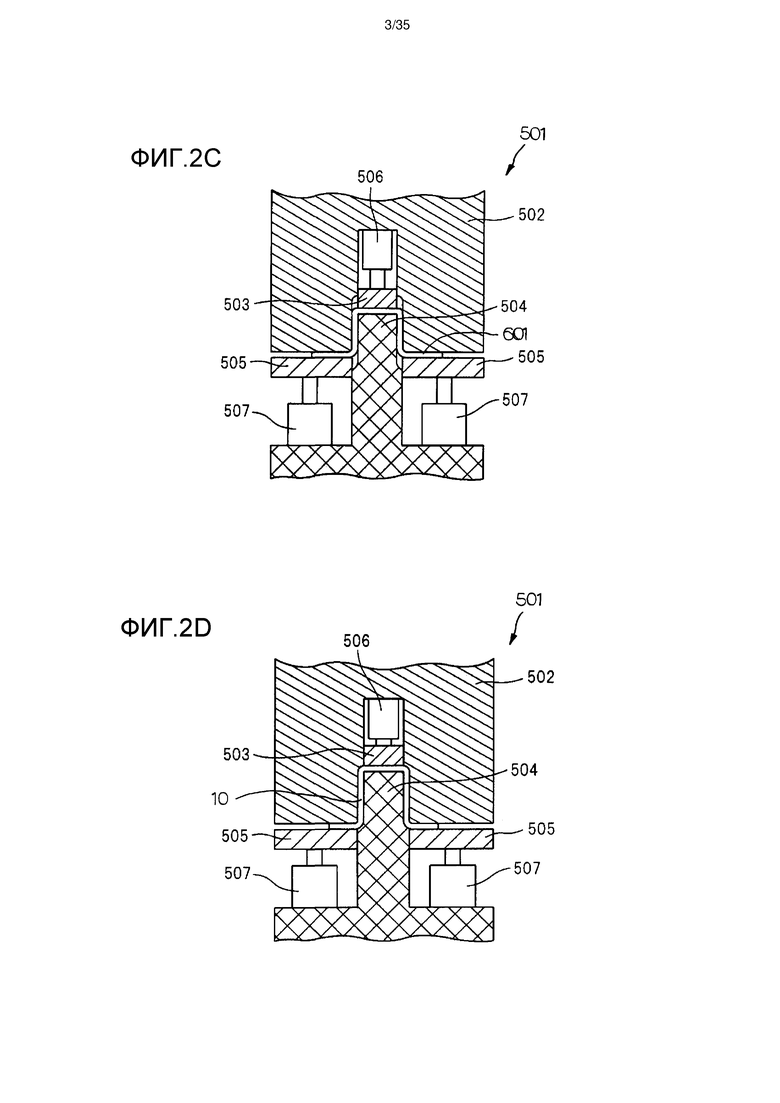
Фиг. 2А представляет собой упрощенное сечение, показывающее состояние в начале обработки посредством штамповочного устройства 501. Фиг. 2В представляет собой упрощенное сечение, показывающее состояние, в котором лист 601 металлического материала размещен и удерживается между матрицей 502 и прижимом 505 и между опорным элементом 503 и пуансоном 504 в штамповочном устройстве 501. Фиг. 2С представляет собой упрощенное сечение, показывающее состояние, в котором пуансон 504 вдавлен внутрь по отношению к этапу, показанному на Фиг. 2В. Фиг. 2D представляет собой упрощенное сечение, показывающее состояние, в котором пуансон 504 вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 2С, так что пуансон 504 полностью вдавлен внутрь относительно матрицы 502.
Как показано на Фиг. 2А-2D, опорный элемент 503 присоединен к устройству 506, предназначенному для приложения давления к опорному элементу, и опирается на устройство 506, предназначенное для приложения давления к опорному элементу и включающее в себя газовый амортизатор, гидравлическое устройство, пружину или электрическое приводное устройство, и выполнен с возможностью приложения давления к листу 601 металлического материала для поджима его к верхней части пуансона 504.
Кроме того, прижим 505 для заготовки присоединен к устройству 507, предназначенному для приложения давления к прижиму для заготовки, и опирается на устройство 507, предназначенное для приложения давления к прижиму для заготовки и включающее в себя газовый амортизатор, гидравлическое устройство, пружину или электрическое приводное устройство, и выполнен с возможностью приложения давления к листу 601 металлического материала для поджима его к матрице 502.
Сначала, как показано на Фиг. 2А, лист 601 металлического материала размещают между матрицей 502 и прижимом 505 для заготовки и между опорным элементом 503 и пуансоном 504.
Далее, как показано на Фиг. 2В, часть листа 601 металлического материала, которая должна быть преобразована в верхний пластинчатый элемент 11, поджимают к пуансону 504 посредством опорного элемента 503, в результате чего обеспечивается приложение давления к данной части и она размещается между пуансоном 504 и опорным элементом 503. Кроме того, части листа 601 металлического материала, которые должны быть преобразованы соответственно в вертикальные стенки 12а и 12b и направленные наружу фланцы 13а и 13b, прижимают к матрице 502 посредством прижима 505 для заготовки, в результате чего обеспечивается приложение давления к данным частям и они размещаются между матрицей 502 и прижимом 505 для заготовки.
В результате того, что часть листа 601 металлического материала, которая должна быть преобразована в верхний пластинчатый элемент 11, поджимается к пуансону 504 посредством опорного элемента 503, к которому приложено давление посредством устройства 506, предназначенного для приложения давления к опорному элементу, и, тем самым, сдавливается и размещается между пуансоном 504 и опорным элементом 503, лист 601 металлического материала удерживается в состоянии, в котором подавляется деформация не в плоскости. Кроме того, в результате того, что части листа 601 металлического материала, которые должны быть преобразованы соответственно в вертикальные стенки и направленные наружу фланцы, поджимаются к матрице 502 посредством прижима 505 для заготовки, к которому приложено давление посредством устройства 507, предназначенного для приложения давления к прижиму для заготовки, и сдавливаются и размещаются между матрицей 502 и прижимом 505 для заготовки, лист 601 металлического материала удерживается в состоянии, в котором подавляется деформация не в плоскости.
При относительном перемещении прижима 505 для заготовки и матрицы 502 в данном состоянии в сторону, где пуансон 504 и прижим 505 для заготовки будут расположены так, что лист 601 металлического материала будет являться границей, относительно опорного элемента 503 и пуансона 504, обеспечивается формоизменение листа 601 металлического материала.
Как показано на Фиг. 2С, при перемещении пуансона 504 и прижима 505 для заготовки 505 лист 601 металлического материала, расположенный между пуансоном 504 и прижимом 505 для заготовки, входит внутрь матрицы 502 за счет пластического деформирования данного листа, и за счет этого образуются вертикальные стенки 12а и 12b.
Затем, как показано на Фиг. 2D, формообразование завершается на этапе, на котором пуансон 504 и прижим 505 для заготовки переместились на заданное расстояние для обеспечения необходимой высоты вертикальных стенок 12а и 12b.
В данном случае в примере, показанном на Фиг. 2А-2D, матрицу 502 толкают внутрь в состоянии, в котором пуансон 504 зафиксирован, и опорный элемент 503 прижимает лист 601 металлического материала к пуансону 504, который, тем самым, будет неподвижным во время процесса формообразования. Однако настоящее изобретение не ограничено данным вариантом осуществления.
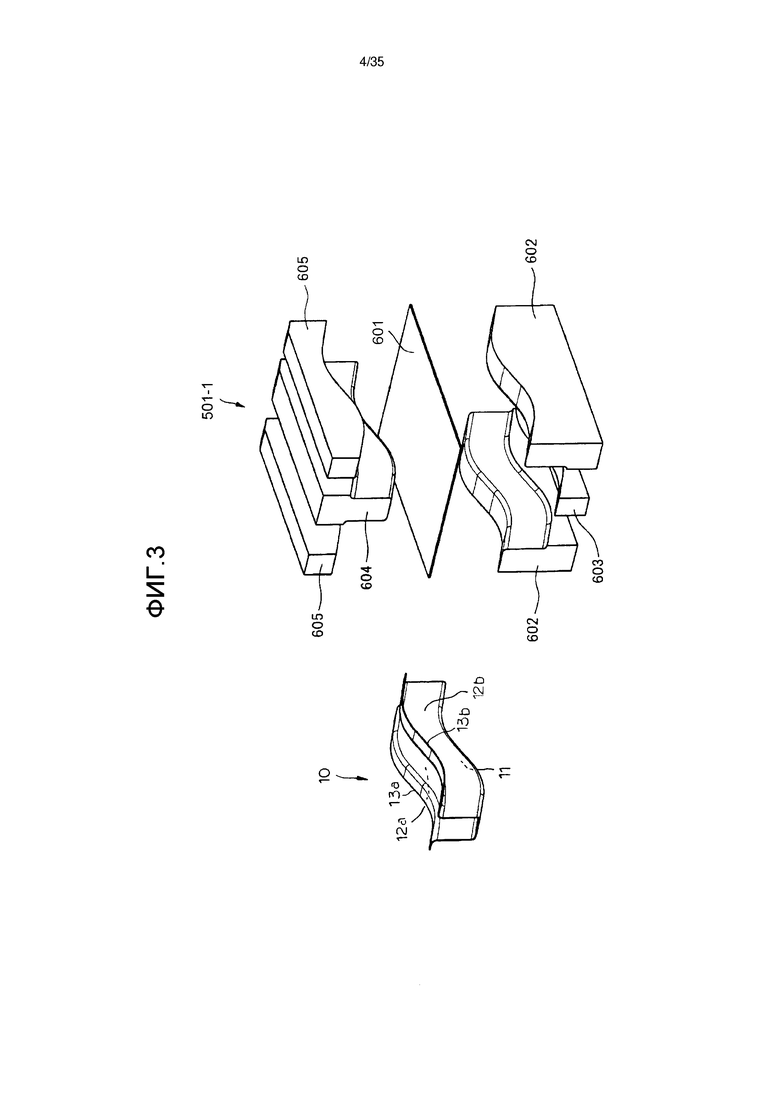
Фиг. 3 представляет собой вид в перспективе, показывающий упрощенно и с пространственным разделением элементов другое штамповочное устройство 501-1, предназначенное для реализации способа изготовления, относящегося к настоящему изобретению, для изготовления детали 10 с криволинейным профилем. Кроме того, Фиг. 4А представляет собой упрощенное сечение, показывающее состояние в начале обработки посредством штамповочного устройства 501-1, показанного на Фиг. 3. Фиг. 4В представляет собой упрощенное сечение, показывающее состояние, в котором лист 601 металлического материала размещен и удерживается между матрицей 602 и прижимом 605 и между опорным элементом 603 и пуансоном 604 штамповочного устройства 501-1, показанного на Фиг. 3. Фиг. 4С представляет собой упрощенное сечение, показывающее состояние, в котором пуансон 604 вдавлен внутрь по отношению к этапу, показанному на Фиг. 4В, и Фиг. 4D представляет собой упрощенное сечение, показывающее состояние, в котором пуансон 604 вдавлен дальше внутрь по отношению к этапу, показанному на Фиг. 4С, и, таким образом, пуансон 604 полностью вдавлен внутрь относительно матрицы 602.
В отличие от примера, показанного на Фиг. 1 и Фиг. 2А-2D, также можно осуществить относительное перемещение прижима 605 для заготовки и матрицы 602 относительно опорного элемента 603 и пуансона 604 в сторону, где пуансон 604 и прижим 605 для заготовки будут расположены так, что лист 601 металлического материала будет являться границей, за счет вдавливания пуансона 604 внутрь, в результате чего обеспечивается перемещение опорного элемента 603 вместе с пуансоном 604 в состоянии, в котором матрица 602 зафиксирована, и прижим 605 для заготовки поджимает лист 601 металлического материала к матрице 602, которая, тем самым, будет неподвижной, как показано на Фиг. 3 и Фиг. 4А-4D. То есть, пример, показанный на Фиг. 3 и Фиг. 4А-4D, такой же, как пример, показанный на Фиг. 1 и Фиг. 2А-2D, в отношении относительного перемещения металлического формообразующего элемента и может обеспечить преобразование листа 601 металлического материала в деталь 10 с криволинейным профилем аналогичным образом.
Поскольку часть листа 601 металлического материала, которая должна быть преобразована в верхний пластинчатый элемент 11, сдавливается посредством опорного элемента 503 и пуансона 504 и размещается между опорным элементом 503 и пуансоном 504 во время образования вертикальных стенок 12а и 12b, деформация не в плоскости не будет возникать в листе 601 металлического материала, если сила сдавливания будет достаточной, и существует возможность полного предотвращения возникновения складок. Кроме того, части листа 601 металлического материала, которые должны быть преобразованы во фланцы 13а и 13b, также сдавливаются посредством прижима 505 для заготовки и матрицы 502 и размещаются между прижимом 505 для заготовки и матрицей 502, и деформация не в плоскости не будет возникать в листе 601 металлического материала, если сила сдавливания будет достаточной, и существует возможность полного предотвращения возникновения складок.
Когда вышеупомянутая сила сдавливания является недостаточной, невозможно предотвратить деформацию не в плоскости листа 601 металлического материала, и складки будут возникать. В том случае, когда лист 601 металлического материала представляет собой стальной лист, имеющий толщину листа, составляющую не менее 0,8 мм и не более 3,2 мм, и предел прочности при растяжении, составляющий не менее 200 МПа и не более 1600 МПа, который обычно используется в качестве каркасного конструктивного элемента корпуса кузова автомобиля, такого как лонжерон (передний лонжерон и задний лонжерон) и т.д., желательно, чтобы вышеупомянутая сила сдавливания составляла не менее 0,1 МПа.
Фиг. 5А представляет собой разъясняющее схематическое изображение, показывающее принцип настоящего изобретения, Фиг. 5В представляет собой вид в перспективе, показывающий складки, обусловленные сдвигом, которые могут возникать при осуществлении настоящего изобретения, и Фиг. 5С представляет собой вид сбоку, показывающий складки, обусловленные сдвигом, которые могут возникать при осуществлении настоящего изобретения.
В настоящем изобретении части листа 601 металлического материала, которые должны быть преобразованы в вертикальные стенки 12а и 12b, сдавливают посредством матрицы 502 и прижима 505 для заготовки и размещают между матрицей 502 и прижимом 505 для заготовки, часть, которая должна быть преобразована в верхний пластинчатый элемент 11, сдавливают посредством опорного элемента 503 и пуансона 504 и размещают между опорным элементом 503 и пуансоном 504. Кроме того, части, которые должны быть преобразованы во фланцы 13а и 13b, также сдавливают посредством прижима 505 для заготовки и матрицы 502 и размещают между прижимом 505 для заготовки и матрицей 502. Кроме того, любую из части, которая должна быть преобразована в верхний пластинчатый элемент 11, частей, которые должны быть преобразованы в вертикальные стенки 12а и 12b, и частей, которые должны быть преобразованы в направленные наружу фланцы 13а и 13b, подвергают формоизменению/обработке давлением так, чтобы она была изогнута с дугообразной формой в направлении высоты вертикальной стенки 12а, 12b. В результате этого части, которые должны быть преобразованы в вертикальные стенки 12а и 12b, подвергаются деформации сдвига, как показано на Фиг. 5А. Следовательно, в соответствии с настоящим изобретением лист 601 металлического материала может быть преобразован в деталь 10 с криволинейным профилем посредством пластической деформации, при которой сдвиговая деформация частей, которые должны быть преобразованы в вертикальные стенки 12а и 12b, является преобладающей. Поскольку деформация сдвига представляет собой деформацию, которая характеризуется очень малой степенью изменения площади и, следовательно, очень малым изменением толщины между состояниями до и после деформации, подавляется уменьшение толщины листа в зоне вертикальных стенок 12а и 12b детали 10 с криволинейным профилем.
Кроме того, поскольку, несмотря на то, что части, которые должны быть преобразованы в верхний пластинчатый элемент 11 и направленные наружу фланцы 13а и 13b, изгибаются из плоскости, данные части не подвергаются значительной деформации растяжения и деформации сжатия, также подавляется уменьшение толщины листа для частей, представляющих собой верхний пластинчатый элемент 11 и направленные наружу фланцы 13а и 13b, что приводит к подавлению уменьшения толщины листа для всей детали 10 с криволинейным профилем.
Кроме того, поскольку части листа 601 металлического материала, которые должны быть преобразованы в вертикальные стенки 12а и 12b, подвергаются деформации сдвига, они будут подвергаться деформации сжатия в направлении минимальной главной деформации при деформации сдвига во время образования вертикальных стенок 12а и 12b. Следовательно, если зазор между участками матрицы 502, представляющими собой вертикальные стенки, и пуансоном 504 будет избыточным, возникают складки 18, обусловленные сдвигом, как показано на Фиг. 5В и 5С. Для подавления возникновения подобных складок 18, обусловленных сдвигом, целесообразно задать такой зазор между матрицей 502 и пуансоном 504, представляющий собой зазор в зоне участков, предназначенных для формообразования вертикальных стенок 12а и 12b, который будет малым и близким к толщине листа 601 металлического материала во время образования вертикальных стенок 12а и 12b.
Фиг. 6А представляет собой разъясняющее схематическое изображение, показывающее условия для предотвращения возникновения складок 18, обусловленных сдвигом, за счет того, что показан внутренний угол θ, образованный вертикальной стенкой 12а, 12b и верхним пластинчатым элементом 11, и зазор b на участке, где происходит образование вертикальной стенки 12а, 12b, который представляет собой зазор между матрицей 502 и пуансоном 504. Фиг. 6В представляет собой разъясняющее схематическое изображение, показывающее условия для предотвращения возникновения складок, обусловленных сдвигом, за счет того, что показан внутренний угол θ, образованный вертикальной стенкой 12а, 12b и верхним пластинчатым элементом 11, и зазор b на участке, где происходит образование вертикальной стенки 12а, 12b, который представляет собой зазор между матрицей 502 и пуансоном 504.
Как показано на Фиг. 6А и 6В, внутренний угол θ, образованный вертикальной стенкой 12а, 12b и верхним пластинчатым элементом 11, должен составлять не менее 90° с тем, чтобы внутренний угол θ не образовывал отрицательного угла металлического формообразующего элемента во время формоизменения. Однако, если внутренний угол θ будет значительно больше 90°, зазор на ранней стадии формообразования становится большим. По этой причине предпочтительно, чтобы внутренний угол θ составлял не менее 90° и не более величины угла, которая как можно более близка к 90°. Например, если в качестве примера рассмотреть случай, в котором стальной лист, имеющий толщину листа, составляющую не менее 0,8 мм и не более 3,2 мм, и предел прочности при растяжении, составляющий не менее 200 МПа и не более 1600 МПа, который обычно используется в качестве каркасного конструктивного элемента корпуса кузова автомобиля, такого как лонжерон (передний лонжерон и задний лонжерон) и т.д., используется в качестве листа 601 металлического материала для образования детали 10 с криволинейным профилем, у которой высота вертикальной стенки 12а, 12b составляет не более 200 мм, при внутреннем угле θ, превышающем 92°, складки могут возникать на вертикальных стенках 12а и 12b, как показано на Фиг. 6В, и, следовательно, желательно, чтобы внутренний угол θ, образованный верхним пластинчатым элементом 11 и вертикальной стенкой 12а, 12b, составлял не менее 90° и не более 92° и чтобы зазор b на участке, предназначенном для образования вертикальной стенки 12а, 12b, который представляет собой зазор между матрицей 502 и пуансоном 504 в тот момент, когда образование вертикальной стенки 12а, 12b завершено, составлял не менее 100% и не более 120% от толщины листа, представляющего собой лист 601 металлического материала.
Фиг. 7А представляет собой разъясняющее схематическое изображение, показывающее дефекты, которые могут возникать при извлечении детали 10 с криволинейным профилем из металлического формообразующего элемента после того, как пуансон 504 будет полностью вдавлен внутрь матрицы 502, в результате чего лист 601 металлического материала преобразуется в деталь 10 с криволинейным профилем; Фиг. 7В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон 502 отводят назад относительно матрицы 502 из состояния, показанного на Фиг. 7А; и, кроме того, Фиг. 7С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон 504 полностью отведен назад относительно матрицы 502 из состояния, показанного на Фиг. 7В.
Как показано на Фиг. 7А-7С, если матрицу 502 отводят от пуансона 504 для образования зазора между металлическими формообразующими элементами с целью извлечения детали 10 с криволинейным профилем из металлических формообразующих элементов после преобразования листа 601 металлического материала в деталь 10 с криволинейным профилем, деталь 10 с криволинейным профилем подвергается воздействию сил сдавливания, действующих в противоположных направлениях соответственно со стороны опорного элемента 503 и прижима 505 для заготовки, и, следовательно, деформируется и сминается, поскольку к опорному элементу 503 и прижиму 505 для заготовки приложено давление соответственно посредством устройства 506, предназначенного для приложения давления к опорному элементу 503, и устройства 507, предназначенного для приложения давления к прижиму для заготовки, так что деталь 10 с криволинейным профилем заданной формы не будет получена.
Фиг. 8А представляет собой разъясняющее схематическое изображение, показывающее способ решения проблемы дефектов, показанных посредством Фиг. 7А-7С; Фиг. 8В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон 504 отводят назад относительно матрицы 502 из состояния, показанного на Фиг. 8А, и, кроме того, Фиг. 8С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон 504 полностью отведен назад относительно матрицы 502 из состояния, показанного на Фиг. 8В.
Если после преобразования листа 601 металлического материала в деталь 10 с криволинейным профилем матрицу 502 и устройство 506, предназначенное для приложения давления к опорному элементу, отводят от прижима 505 для заготовки в состоянии, в котором прижим 505 для заготовки зафиксирован так, чтобы он не перемещался относительно пуансона 504, и прижим 505 для заготовки не поджимает деталь 10 с криволинейным профилем, которая была образована, к матрице 502, как показано на Фиг. 8А-8С, несмотря на то, что опорный элемент 503 будет поджимать деталь 10 с криволинейным профилем до тех пор, пока устройство 506, предназначенное для приложения давления к опорному элементу, не достигнет конца хода, когда устройство 506, предназначенное для приложения давления к опорному элементу, переместится на расстояние, не меньшее, чем фиксированное расстояние, и устройство 506, предназначенное для приложения давления к опорному элементу, достигнет конца хода, опорный элемент 503 после этого переместится от пуансона 504, так что матрица 502 и опорный элемент 503 могут быть отведены от прижима 505 для заготовки и пуансона 504 без подвергания детали 10 с криволинейным профилем одновременному сдавливанию со стороны опорного элемента 503 и прижима 505 для заготовки, и, таким образом, деталь 10 с криволинейным профилем может быть извлечена из металлических формообразующих элементов.
Фиг. 9А представляет собой разъясняющее схематическое изображение, показывающее другой способ решения проблемы дефектов, показанных посредством Фиг. 7А-7С; Фиг. 9В представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон отводят назад относительно матрицы из состояния, показанного на Фиг. 9А, и, кроме того, Фиг. 9С представляет собой разъясняющее схематическое изображение, показывающее этап, на котором пуансон полностью отведен назад относительно матрицы из состояния, показанного на Фиг. 9В.
Если после преобразования листа 601 металлического материала в деталь 10 с криволинейным профилем опорный элемент 503 и матрицу 502 отводят от прижима 505 для заготовки и пуансона 504 в состоянии, в котором опорный элемент 503 зафиксирован так, чтобы он не совершал относительного перемещения относительно матрицы 502, и расположен так, что он не поджимает деталь 10 с криволинейным профилем к пуансону 504, как показано на Фиг. 9А-9С, прижим 505 для заготовки будет поджимать деталь 10 с криволинейным профилем до тех пор, пока устройство 507, предназначенное для приложения давления к прижиму для заготовки, не достигнет конца хода; однако, когда матрица 502 переместится на расстояние, не меньшее, чем заданное расстояние, и устройство 507, предназначенное для приложения давления к прижиму для заготовки, достигнет конца хода, прижим 505 для заготовки после этого сместится от матрицы 502, и при этом деталь 10 с криволинейным профилем не будет подвергаться одновременному сдавливанию со стороны опорного элемента 503 и прижима 505 для заготовки, так что матрица 502 и опорный элемент 503 могут быть «отделены» от прижима 505 для заготовки и пуансона 504, и, следовательно, деталь 10 с криволинейным профилем может быть извлечена из металлических формообразующих элементов.
Фиг. 10А представляет собой вид в перспективе, показывающий пример детали 100 с криволинейным профилем, которая изготовлена посредством применения настоящего изобретения; Фиг. 10В представляет собой вид в плане сверху детали 100 с криволинейным профилем; Фиг. 10С представляет собой вид сбоку детали 100 с криволинейным профилем, и Фиг. 10D представляет собой поперечное сечение, выполненное по линии А-А на Фиг. 10С. Кроме того, Фиг. 11 представляет собой разъясняющее схематическое изображение, показывающее зазор b в таблице 1, описанной ниже.
На Фиг. 10А-10D ссылочная позиция 100а обозначает основную часть, ссылочная позиция 111 обозначает верхний пластинчатый элемент, ссылочные позиции 112а и 112b обозначают вертикальные стенки, и ссылочные позиции 113а и 113b обозначают направленные наружу фланцы. В таблице 1 показана совокупность различных примеров, в соответствии с которыми изготавливалась деталь 100 с криволинейным профилем, показанная на Фиг. 10А-10D.
В таблице 1 угол θ представляет собой внутренний угол θ, образованный вертикальной стенкой 112а, 112b и верхним пластинчатым элементом 111, как показано на Фиг. 10D, и зазор b представляет собой зазор между опорным элементом 503 и пуансоном 504, между матрицей 502 и пуансоном 504 или между матрицей 502 и прижимом 505 для заготовки.
Любой из примеров 1-19 в таблице 1 представляет собой пример по изобретению, соответствующий настоящему изобретению, и «возникновение складок» в таблице 1 указывает на то, что складки возникли в пределах допустимого уровня, при этом (1) Примеры 1-5 представляют собой примеры, в которых угол θ наклона вертикальной стенки 112а, 112b изменяется; (2) Примеры 6-9 представляют собой примеры, в которых толщина t листа изменяется по отношению к зазору между металлическими формообразующими элементами, более точно — к постоянному зазору b; (3) Примеры 10-13 представляют собой примеры, в которых давление (давление, приложенное к опорному элементу), которое должно быть приложено к опорному элементу 503, изменяется; (4) Примеры 14-16 представляют собой примеры, в которых давление, которое должно быть приложено к прижиму 505 для заготовки, изменяется, и (5) Примеры 17-19 представляют собой примеры, в которых предел прочности материала при растяжении изменяется. Проверялось возникновение складок в детали 100 с криволинейным профилем, изготавливаемой в каждом Примере.
Фиг. 12А представляет собой вид в перспективе, показывающий другой пример детали 110 с криволинейным профилем, которая изготовлена посредством применения настоящего изобретения; Фиг. 12В представляет собой вид в плане сверху детали 110 с криволинейным профилем; Фиг. 12С представляет собой вид сбоку детали 110 с криволинейным профилем, и, кроме того, Фиг. 12D представляет собой вид спереди, если смотреть с одного конца детали с криволинейным профилем, показанной на Фиг. 12А.
Как показано на Фиг. 12А-12D, деталь 110 с криволинейным профилем включает в себя: верхний пластинчатый элемент 112, вертикальные стенки 114 и 116, проходящие параллельно друг другу вдоль гребнеобразных линий 112а и 112b верхнего пластинчатого элемента 112, и направленные наружу фланцы 118а и 118b, которые соединены соответственно с передними краями вертикальных стенок 114 и 116, и имеет по существу шляпообразное поперечное сечение.
Кроме того, верхний пластинчатый элемент 112 образует криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Направленные наружу фланцы 118а и 118b проходят по существу параллельно верхнему пластинчатому элементу 112 и, как и верхний пластинчатый элемент 112, образуют криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Вертикальные стенки 114 и 116 образуют криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой.
Фиг. 13А представляет собой вид в перспективе, показывающий еще один пример 120 детали с криволинейным профилем, которая изготовлена посредством применения настоящего изобретения; Фиг. 13В представляет собой вид в плане сверху детали 120 с криволинейным профилем; Фиг. 13С представляет собой вид сбоку детали 120 с криволинейным профилем, и, кроме того, Фиг. 13D представляет собой вид спереди, если смотреть с одного конца детали 120 с криволинейным профилем.
Как показано на Фиг. 13А-13D, деталь 120 с криволинейным профилем включает в себя: верхний пластинчатый элемент 122, вертикальные стенки 124 и 126, проходящие параллельно друг другу вдоль гребнеобразных линий 122а и 122b верхнего пластинчатого элемента 122, и направленные наружу фланцы 128а и 128b, которые соединены соответственно с передними краями вертикальных стенок 124 и 126, и имеет форму, изогнутую к верхней стороне на виде сбоку, как показано на Фиг. 13С, то есть форму с выпуклостью наружу. Верхний пластинчатый элемент 122 образует криволинейную поверхность, которая не расположена в одной плоскости и изогнута наружу, и направленные наружу фланцы 128а и 128b проходят по существу параллельно верхнему пластинчатому элементу 122. Вертикальные стенки 124 и 126 образованы из плоских пластинчатых элементов, которые параллельны поверхности страницы с Фиг. 13С.
Фиг. 14А представляет собой вид в перспективе, показывающий дополнительный пример 130 детали с криволинейным профилем, которая изготовлена посредством применения настоящего изобретения; Фиг. 14В представляет собой вид в плане сверху детали 130 с криволинейным профилем; Фиг. 14С представляет собой вид сбоку детали 130 с криволинейным профилем, и Фиг. 14D представляет собой вид спереди, если смотреть с одного конца детали 130 с криволинейным профилем.
Как показано на Фиг. 14А-14D, деталь 130 с криволинейным профилем в отличие от детали 120 с криволинейным профилем, показанной на Фиг. 13А-13D, имеет форму, которая изогнута к нижней стороне на виде сбоку, то есть вогнутую внутрь форму. Деталь 130 с криволинейным профилем включает в себя: верхний пластинчатый элемент 132, вертикальные стенки 134 и 136, проходящие параллельно друг другу вдоль гребнеобразных линий 132а и 132b верхнего пластинчатого элемента 132, и направленные наружу фланцы 138а и 138b, которые соединены соответственно с передними краями вертикальных стенок 134 и 136, и имеет форму, изогнутую вниз на виде сбоку, как показано на Фиг. 14С, то есть вогнутую внутрь форму. Верхний пластинчатый элемент 132 образует криволинейную поверхность, которая не расположена в одной плоскости и изогнута внутрь. Направленные наружу фланцы 138а и 138b проходят по существу параллельно верхнему пластинчатому элементу 132. Вертикальные стенки 134 и 136 образованы из плоских пластинчатых элементов, которые параллельны поверхности страницы с Фиг. 14С.
Фиг. 15А представляет собой вид в перспективе, показывающий дополнительный пример детали 140 с криволинейным профилем, которая изготовлена посредством применения настоящего изобретения и в которой направленные наружу фланцы 148а и 148b проходят на части всей длины детали с криволинейным профилем; Фиг. 15В представляет собой вид в плане сверху детали 140 с криволинейным профилем; Фиг. 15С представляет собой вид сбоку детали 140 с криволинейным профилем, и, кроме того, Фиг. 15D представляет собой вид спереди, если смотреть с одного конца детали 140 с криволинейным профилем.
Как показано на Фиг. 15А-15D, деталь 140 с криволинейным профилем включает в себя: верхний пластинчатый элемент 142, вертикальные стенки 144 и 146, проходящие параллельно друг другу вдоль гребнеобразных линий 142а и 142b верхнего пластинчатого элемента 142, и направленные наружу фланцы 148а и 148b, которые соединены соответственно с передними краями вертикальных стенок 144 и 146, и имеет по существу шляпообразное поперечное сечение. Кроме того, верхний пластинчатый элемент 142 образует криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Направленные наружу фланцы 148а и 148b проходят по существу параллельно верхнему пластинчатому элементу 142 и, как и верхний пластинчатый элемент 142, образуют криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Вертикальные стенки 144 и 146 также образуют криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой.
Деталь 140 с криволинейным профилем отличается от детали 110 с криволинейным профилем, показанной на Фиг. 12А-12D, тем, что направленные наружу фланцы 148а и 148b не проходят на всей длине вертикальных стенок 144 и 146. То есть, вертикальные стенки 144, 146 включают в себя часть, которая не имеет направленного наружу фланца 148а, 148b. На Фиг. 15А-15D направленный наружу фланец 148а, 148b имеет длину, которая меньше длины вертикальных стенок 144, 146 и определяется от одного конца детали 140 с криволинейным профилем и вдоль нижней краевой части вертикальных стенок 144, 146. Кроме того, несмотря на то, что направленные наружу фланцы 148а и 148b могут быть выполнены с конфигурацией, при которой они имеют одинаковую длину, они также могут иметь разную длину, как показано на Фиг. 15В и 15D.
Деталь 140 с криволинейным профилем соответствующим образом используется в качестве заднего лонжерона, который представляет собой пример каркасных конструктивных элементов, образующих корпус кузова автомобиля. Деталь 140 с криволинейным профилем включает в себя основную часть 140а.
Основная часть 140а имеет шляпообразную форму поперечного сечения, которая образована удлиненным верхним пластинчатым элементом 142, двумя вертикальными стенками 144 и 146, которые соединены с обоими боковыми краями верхнего пластинчатого элемента 142 и проходят в направлении, по существу перпендикулярном к верхнему пластинчатому элементу 142, и двумя направленными наружу фланцами 148а и 148b, которые соединены соответственно с частью каждой из двух вертикальных стенок 144 и 146.
Кроме того, основная часть 140а имеет внешнюю форму, включающую в себя криволинейную часть 149а, в которой каждый из элементов, представляющих собой верхний пластинчатый элемент 142, две вертикальные стенки 144 и 146 и два направленных наружу фланца 148а и 148b, изогнут с дугообразной формой в направлении высоты вертикальных стенок 144, 146 в некоторой части в направлении длины верхнего пластинчатого элемента 142.
Основная часть 140а представляет собой элемент, полученный холодной или горячей штамповкой, в котором в качестве материала используется стальной лист, имеющий предел прочности при растяжении, составляющий не менее 440 МПа, и толщину листа, составляющую от 1,0 до 2,3 мм.
Степень уменьшения толщины листа в криволинейной части 149а относительно толщины листа в оставшейся части 149b за исключением криволинейной части 149а составляет не более 15%.
Для изготовления элемента 140 с криволинейным профилем способом штамповки на основе обычной вытяжки, который был описан со ссылкой на Фиг. 18-21, в качестве материала должен использоваться стальной лист с низкой прочностью, имеющий предел прочности при растяжении, составляющий не более 400 МПа, и степень уменьшения толщины листа в зоне криволинейной части 149А относительно толщины листа в зоне остальной части 149b за исключением криволинейной части 149а составляет от приблизительно 20 до 35%, что представляет собой очень большое значение. В то время как по этой причине требовалось усиление криволинейной части 149а, такое как добавление упрочняющего элемента, элемент 140 с криволинейным профилем, получаемый посредством настоящего изобретения, имеет прочность, достаточную для устранения необходимости в упрочнении криволинейной части 149а, поскольку в данном элементе в качестве материала может использоваться стальной лист, имеющий предел прочности при растяжении, составляющий не менее 440 МПа, и толщину листа, составляющую от 1,0 до 2,3 мм, и вышеописанная степень уменьшения толщины листа значительно снижается и составляет не более 15%.
Фиг. 16А представляет собой вид в перспективе детали 150 с криволинейным профилем, которая представляет собой дополнительный пример детали с криволинейным профилем, изготовленной посредством применения настоящего изобретения, и в которой верхний пластинчатый элемент 152 расширяется от одного конца до другого конца; Фиг. 16В представляет собой вид в плане сверху детали 150 с криволинейным профилем; Фиг. 16С представляет собой вид сбоку детали 150 с криволинейным профилем, и Фиг. 16D представляет собой вид спереди, если смотреть с одного конца детали 150 с криволинейным профилем.
Как показано на Фиг. 16А-16D, деталь 150 с криволинейным профилем включает в себя: верхний пластинчатый элемент 152, вертикальные стенки 154 и 156, проходящие параллельно друг другу вдоль гребнеобразных линий 152а и 152b верхнего пластинчатого элемента 152, и направленные наружу фланцы 158а и 158b, которые соединены соответственно с передними краями вертикальных стенок 154 и 156, и имеет по существу S-образную форму на виде сбоку. Верхний пластинчатый элемент 152 образует криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Направленные наружу фланцы 158а и 158b проходят по существу параллельно верхнему пластинчатому элементу 152 и, как и верхний пластинчатый элемент 152, образуют криволинейную поверхность, которая не расположена в одной плоскости и изогнута с по существу S-образной формой. Каждая из вертикальных стенок 154 и 156 изогнута с по существу S-образной формой в плоскости, параллельной поверхности страницы с Фиг. 21С. В то время как ширина верхнего пластинчатого элемента 12 является постоянной в направлении длины детали 10 с криволинейным профилем по Фиг. 18А-18Е, ширина верхнего пластинчатого элемента 152 увеличивается от одного конца по направлению к другому концу детали 150 с криволинейным профилем в детали 150 с криволинейным профилем по Фиг. 16А-16D.
Фиг. 17А представляет собой схематическое изображение для разъяснения способа по настоящему изобретению, предназначенного для изготовления детали 70 с криволинейным профилем посредством использования предварительно обработанной заготовки, которое показывает вид в перспективе листа 72 металлического материала, подлежащего использованию в данном способе; Фиг. 17В представляет собой вид в перспективе, показывающий состояние, в котором лист 72 металлического материала подвергнут предварительной обработке; Фиг. 17С представляет собой вид в перспективе детали с криволинейным профилем, которая образована из подвергнутого предварительной обработке листа металлического материала, и, кроме того, Фиг. 17D представляет собой вид в перспективе, показывающий деталь с криволинейным профилем, показанную на Фиг. 17С, в виде детали, подвергнутой дополнительной обрезке.
Кроме того, в настоящем изобретении лист металлического материала может быть подвергнут предварительной обработке, и после этого подвергнутый предварительной обработке лист металлического материала может быть подвергнут штамповке вышеописанным способом.
Например, лист 72 металлического материала, который вырезан с заданной формой, показанной на Фиг. 17А, подвергнут предварительной обработке для образования множества посадочных поверхностей 74, показанных на Фиг. 17В, и после этого лист 72 металлического материала, имеющий множество посадочных поверхностей 74, подвергнут штамповке до образования штампованного элемента 76 вышеописанным способом, как показано на Фиг. 17С.
Поскольку в вышеописанном способе верхнюю пластинчатую часть поджимают к пуансону посредством опорного элемента, для предотвращения деформирования посадочных поверхностей 74, образованных в результате предварительной обработки, предпочтительно предусмотреть формы/профили, соответствующие посадочным поверхностям 74, на каждом из элементов, представляющих собой опорный элемент и пуансон, с тем, чтобы можно было обеспечить размещение и сдавливание листа металлического материала между ними, не вызывая деформирования посадочных поверхностей 74. Кроме того, после штамповки последующая обработка, такая как обрезка, может быть выполнена для получения готового изделия 70, показанного на Фиг. 17D.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С КОРЫТООБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2014 |
|
RU2644490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ДЕТАЛЕЙ | 2015 |
|
RU2674059C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С ПОПЕРЕЧНЫМ СЕЧЕНИЕМ В ФОРМЕ ШЛЯПЫ | 2015 |
|
RU2669956C1 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2689827C1 |
| АВТОМОБИЛЬНЫЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2615648C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВКИ | 2008 |
|
RU2479424C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕССОВАНИЕМ | 2014 |
|
RU2628595C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ПРОИЗВОДСТВА УСИЛИТЕЛЯ ЦЕНТРАЛЬНОЙ СТОЙКИ | 2013 |
|
RU2628268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2693402C1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении детали с криволинейным профилем шляпообразного поперечного сечения штамповкой. При штамповке лист металлического материала размещают между матрицей и прижимом для заготовки, а также между опорным элементом и пуансоном и удерживаемого посредством указанных матрицей и прижимом и опорном элементом и пуансоном. Исключается образование трещин и складок. 9 з.п. ф-лы, 21 ил., 1 табл.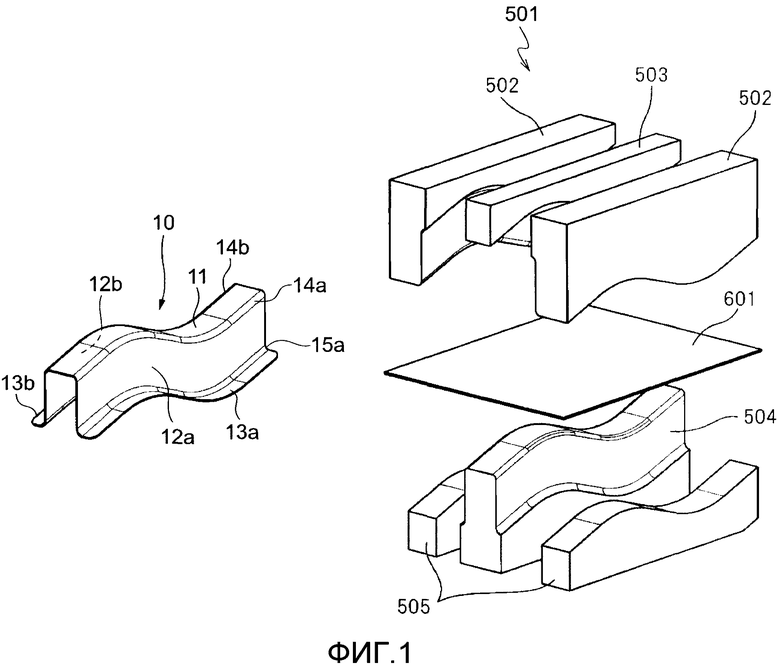
1. Способ изготовления детали с криволинейным профилем и шляпообразным поперечным сечением посредством холодной или горячей штамповки листа металлического материала путем использования штамповочного устройства, включающего в себя матрицу и опорный элемент, а также пуансон и прижим для заготовки, которые расположены напротив матрицы и опорного элемента, при этом деталь с криволинейным профилем содержит основную часть, имеющую шляпообразное поперечное сечение, которое образовано удлиненным верхним пластинчатым элементом, двумя вертикальными стенками, соединенными с обоими боковыми краями верхнего пластинчатого элемента и проходящими в направлении, по существу перпендикулярном верхнему пластинчатому элементу, и двумя направленными наружу фланцами, которые соединены соответственно с двумя вертикальными стенками, и внешнюю форму, в которой каждый из элементов, представляющих собой верхний пластинчатый элемент, две вертикальные стенки и два направленных наружу фланца, изогнут с дугообразной формой в направлении высоты вертикальных стенок в некоторой части в направлении длины верхнего пластинчатого элемента, при этом деталь с криволинейным профилем, имеющую шляпообразное поперечное сечение, образуют посредством относительного перемещения прижима для заготовки и матрицы относительно опорного элемента и пуансона в направлении, при котором пуансон и прижим для заготовки будут расположены так, что лист металлического материала будет являться границей, при одновременном сохранении состояния, в котором часть листа металлического материала, которая должна быть преобразована в верхний пластинчатый элемент и которая расположена между матрицей и опорным элементом и между пуансоном и прижимом для заготовки, удерживается в состоянии, в котором деформация подавляется не в плоскости, с прижатием к пуансону опорным элементом для приложения давления к ней и размещения ее между ними, и части листа металлического материала, которые должны быть преобразованы в вертикальные стенки и направленные наружу фланцы, удерживаются в состоянии, в котором деформация подавляется не в плоскости, с прижатием к матрице прижимом для заготовки для приложения давления к этим частям и размещения этих частей между ними.
2. Способ по п. 1, в котором опорный элемент соединяют с устройством, предназначенным для приложения давления к опорному элементу и имеющим фиксированный ход, а прижим для заготовки соединяют с устройством, предназначенным для приложения давления к прижиму для заготовки, при этом, после завершения образования детали с криволинейным профилем, матрицу и опорный элемент отводят от прижима для заготовки и пуансона для извлечения детали с криволинейным профилем из штамповочного устройства после фиксации прижима для заготовки так, чтобы он не совершал относительного перемещения относительно пуансона, и размещения его так, чтобы он не поджимал деталь с криволинейным профилем к матрице, посредством использования устройства, предназначенного для приложения давления к опорному элементу, и устройства, предназначенного для приложения давления к прижиму для заготовки.
3. Способ по п. 1, в котором опорный элемент соединяют с устройством, предназначенным для приложения давления к опорному элементу, а прижим для заготовки соединяют с устройством, предназначенным для приложения давления к прижиму для заготовки и имеющим фиксированный ход, при этом, после завершения образования детали с криволинейным профилем, матрицу и опорный элемент отводят от прижима для заготовки и пуансона для извлечения детали с криволинейным профилем из штамповочного устройства после фиксации опорного элемента так, чтобы он не совершал относительного перемещения относительно матрицы, и размещения его так, чтобы он не поджимал деталь с криволинейным профилем к пуансону, посредством использования устройства, предназначенного для приложения давления к опорному элементу, и устройства, предназначенного для приложения давления к прижиму для заготовки.
4. Способ по любому из пп. 1-3, в котором матрица имеет внутреннюю форму, включающую в себя формы наружных поверхностей каждой из вертикальных стенок и каждого из фланцев в детали с криволинейным профилем, опорный элемент имеет внешнюю форму, включающую в себя форму наружной поверхности верхнего пластинчатого элемента в детали с криволинейным профилем, пуансон имеет внешнюю форму, включающую в себя формы внутренних поверхностей верхнего пластинчатого элемента и каждой из вертикальных стенок в детали с криволинейным профилем, и прижим для заготовки имеет внешнюю форму, включающую в себя формы внутренних поверхностей фланцев в детали с криволинейным профилем.
5. Способ по любому из пп. 1-3, в котором внутренний угол, образованный верхним пластинчатым элементом и вертикальной стенкой в поперечном сечении, составляет от 90 до 92°.
6. Способ по любому из пп. 1-3, в котором зазор между участком в матрице, который обеспечивает формообразование вертикальной стенки, и участком в пуансоне, который обеспечивает формообразование вертикальной стенки, составляет от 100 до 120% от толщины листа, которую имеет лист металлического материала во время завершения образования детали с криволинейным профилем.
7. Способ по любому из пп. 1-3, в котором лист металлического материала представляет собой стальной лист, имеющий толщину листа от 0,8 до 3,2 мм и предел прочности при растяжении от 200 до 1600 МПа.
8. Способ по любому из пп. 1-3, в котором часть листа металлического материала, которая должна быть преобразована в верхний пластинчатый элемент, сдавливают за счет ее поджима к пуансону при давлении поджима, составляющем не менее 0,1 МПа, посредством опорного элемента, и часть листа металлического материала, которая должна быть преобразована в вертикальную стенку и направленный наружу фланец, сдавливают за счет ее поджима к матрице при давлении поджима, составляющем не менее 0,1 МПа, посредством прижима для заготовки.
9. Способ по любому из пп. 1-3, в котором лист металлического материала представляет собой предварительно обработанный металлический лист, который получен посредством предварительной обработки листа металлического материала.
10. Способ по п. 2 или 3, в котором деталь с криволинейным профилем, извлеченную из штамповочного устройства, подвергают последующей обработке.
| JP 20092411 A, 22.10.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
| JP 2009255116 A, 05.11.2009 | |||
| В.П.РОМАНОВСКИЙ | |||
| СПРАВОЧНИК ПО ХОЛОДНОЙ ШТАМПОВКЕ | |||
| МАШИНОСТРОЕНИЕ, Л., 1973, с.617-619. | |||

