Настоящее изобретение относится к способу производства усилителя центральной стойки. Более конкретно, оно относится к способу производства усилителя центральной стойки, который представляет собой усиливающий элемент для центральной стойки, являющейся конструктивной частью каркаса кузова автомобиля, получаемой путем холодной или горячей штамповки заготовки, которая представляет собой листовой металл, такой как стальной лист.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Каркас кузова автомобиля имеет несущую конструкцию, которую производят путем соединения многих формованных панелей и элементов конструкции, производимых путем штамповки листового металла друг с другом. Центральная стойка (стойка В) известна как один из этих конструктивных элементов. Центральная стойка является важным конструктивным элементом, который расположен между брусом боковины (нижним обвязочным брусом), образующим боковину кузова, и продольным брусом крыши кузова. Центральная стойка (а) поддерживает механизм запирания входной двери и поддерживает заднюю дверь свободно открываемым/закрываемым образом, (b) обеспечивает жесткость при изгибе и жесткость при кручении каркаса кузова во время движения автомобиля и (с) обеспечивает пространство выживания пассажиров при боковом столкновении. Как правило, центральную стойку формуют путем соединения наружной панели центральной стойки, внутренней панели центральной стойки, и усилителя центральной стойки, который является усиливающим элементом, расположенным между этими панелями (например, с помощью точечной сварки трех листов внахлест).
Усилитель центральной стойки включает в себя корпус, который является вытянутым и изогнутым, и две части, по существу, Т-образной формы, образованные на обоих концевых участках в продольном направлении (направлении сверху вниз) корпуса, и, таким образом, усилитель центральной стойки является формованной панелью, принимающей, по существу, двутавровую наружную форму на виде в плане.
Корпус имеет форму поперечного сечения, например, по существу, в виде шляпы, образованную искривленным и вытянутым верхним листом, двумя вертикальными стенками, выполненными таким образом, чтобы соединяться с обоими краевыми участками в направлении ширины верхнего листа, и наружными фланцами, выполненными так, чтобы соединяться с соответствующими двумя вертикальными стенками.
Из двух частей, по существу, Т-образной формы, часть, по существу, Т-образной формы, расположенная на верхнем участке усилителя центральной стойки, присоединена к любому другому элементу рамы, например усилителю продольного бруса крыши кузова, а часть, по существу, Т-образной формы, расположенная на нижнем участке усилителя центральной стойки, присоединена к любому другому элементу рамы, например наружному усилителю бруса боковины. Для обеспечения прочности стыка и жесткости этих частей, по существу, Т-образной формы, каждая из этих частей, по существу, Т-образной формы имеет верхний лист, две изогнутые вертикальные стенки, соединяющиеся с верхним листом, и наружные фланцы, выполненные таким образом, чтобы соединяться с каждой из двух вертикальных стенок.
Усилитель центральной стойки должен иметь описанную выше сложную форму, чтобы иметь высокую прочность, например, по меньшей мере, 400 МПа в качестве усиливающего элемента, и, кроме того, чтобы быть приспособленным для производства по низкой цене.
При попытке произвести усилитель центральной стойки путем штамповки листовой заготовки из металла возникает проблема, что на верхнем листе и фланцах на верхнем концевом участке и нижнем концевом участке частей, по существу, Т-образной формы, могут образовываться складки и трещины. Чем выше прочность заготовки, тем более примечательна эта проблема.
Чтобы предотвратить возникновение этой проблемы, усилитель центральной стойки, как правило, производят путем штамповки вытяжкой. Чтобы выполнить штамповку вытяжкой, металл заготовки для усилителя центральной стойки должен иметь очень большую расширяемость. Таким образом, в качестве металлической заготовки для усилителя центральной стойки может быть использован только материал, имеющий относительно низкую прочность (например, стальной лист, имеющий прочность на разрыв около 340 МПа). Для того чтобы обеспечить необходимую высокую прочность, необходимо использовать толстые и тяжелые заготовки. Таким образом, вес каркаса кузова автомобиля увеличивается, а стоимость производства повышается.
Кроме того, чтобы произвести усилитель центральной стойки с помощью штамповки вытяжкой, заготовка должна иметь большую краевую толщину (отрезной участок), потому что наружные периферийные участки заготовки с усилием удерживаются держателем заготовки. Таким образом, себестоимость усилителя центральной стойки дополнительно возрастает.
Кроме того, некоторые усилители центральной стойки не могут быть монолитно отлиты из-за их формы и прочности. Эти усилители центральной стойки должны быть сформованы путем объединения множества компонентов, которые штампуют по отдельности. Также и по этой причине себестоимость усилителя центральной стойки увеличивается.
Патентные документы 1-4 раскрывают изобретения производства штампованных изделий, каждое из которых имеет простую форму поперечного сечения, например простую шляпообразную форму или Z-образную форму, выполненные с помощью различных типов формования изгибом. Тем не менее, в патентных документах 1-4 не раскрыт способ производства усилителя центральной стойки, имеющего высокую прочность и сложную форму, как описано выше, при низкой стоимости.
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
Патентный документ 1: выложенный патент Японии №2003-103306
Патентный документ 2: выложенный патент Японии №2004-154859
Патентный документ 3: выложенный патент Японии №2006-015404
Патентный документ 4: выложенный патент Японии №2008-307557
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ЗАДАЧИ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Целью настоящего изобретения является создание способа штамповки заготовки, например, не только заготовки, состоящей из стального листа, имеющего превосходную пластичность и относительно низкую прочность, но также и заготовки, состоящей из высокопрочной листовой стали (прочность на разрыв: 400 МПа или выше), имеющей низкую пластичность, в результате чего описанный выше усилитель центральной стойки может быть произведен при низкой стоимости без создания складок и трещин на верхнем листе и фланцев в верхнем концевом участке и нижнем концевом участке частей, по существу, Т-образной формы.
РЕШЕНИЕ ЗАДАЧИ
Настоящее изобретение относится к способу изготовления усилителя центральной стойки каркаса кузова автомобиля в виде формованной панели двутавровой формы в плане, содержащей вытянутый и частично изогнутый в форме дуги корпус и две части Т-образной формы, образованные на обоих концевых участках в продольном направлении корпуса, причем корпус имеет шляпообразное поперечное сечение, образованное изогнутым и вытянутым верхним листом, двумя вертикальными стенками, соединяющимися с обоими краевыми участками в направлении ширины верхнего листа, и двумя наружными фланцами, соединяющимися с соответствующими двумя вертикальными стенками, при этом каждая из двух частей Т-образной формы имеет верхний лист и две изогнутые вертикальные стенки, соединяющиеся с верхним листом, при этом две изогнутые вертикальные стенки, по меньшей мере, одной из двух частей Т-образной формы, каждая из которых имеет высоту, которая постепенно уменьшается в направлении, ориентированном от корпуса к частям Т-образной формы, при этом указанный способ включает штамповку металлической заготовки и отличается тем, что
усилитель центральной стойки производят путем выполнения первого этапа и второго этапа штамповки,
причем на первом этапе штамповки используют первое штамповочное устройство для вытяжки, содержащее матрицу, держатель заготовки для зажима заготовки совместно с матрицей, и пуансон для запрессовки заготовки в матрицу, и получают первый промежуточный формованный продукт, имеющий первый корпус и две первые части Т-образной формы,
при этом первый корпус образован частями верхнего листа и каждой из двух вертикальных стенок в корпусе усилителя центральной стойки, и частями верхнего листа и каждой из двух вертикальных стенок в одной Т-образной части из двух указанных Т-образных частей,
при этом указанные первые части образованы двумя Т-образными частями за исключением частей верхнего листа и каждой из двух вертикальных стенок в одной части Т-образной формы,
причем, когда положение одного конца в области в продольном направлении, где образован первый корпус, определено как положение 0% в продольном направлении, а положение другого конца в области в продольном направлении определено как положение 100% в продольном направлении, высота вертикальных стенок в первом корпусе составляет не более 20% от высоты вертикальных стенок усилителя центральной стойки в положении 0% в продольном направлении, высота вертикальных стенок в первом корпусе составляет по меньшей мере 60% от высоты вертикальных стенок усилителя центральной стойки в положении 20-60% в продольном направлении и высота вертикальных стенок в первом корпусе составляет не более 20% от высоты вертикальных стенок усилителя центральной стойки в положении 100% в продольном направлении,
и на втором этапе выполняют штамповку первого промежуточного формованного продукта с использованием второго штамповочного устройства для формования изгибом, при этом второе устройство содержит пуансон, подушку, имеющую стыковую поверхность, обращенную к выступу пуансона, и штамп для напрессовки на пуансон первого промежуточного формованного продукта в состоянии, в котором, по меньшей мере, часть каждой из указанных первых частей промежуточного формованного продукта зажата подушкой и пуансоном.
Предпочтительно, в настоящем изобретении используют первое штамповочное устройство, в котором матрица выполнена с утопленной выемкой дуговой формы, соответствующей формам частей верхнего листа и каждой из двух вертикальных стенок первого промежуточного формованного продукта, а лицевые поверхности матрицы соответствуют формам верхнего листа и каждой из двух вертикальных стенок в одной части Т-образной формы первого промежуточного формованного продукта, держатель заготовки выполнен с зажимными поверхностями для зажима заготовки вместе с матричными лицевыми поверхностями матрицы и пуансон выполнен с возможностью проталкивания заготовки в выемку матрицы.
Предпочтительно, в настоящем изобретении используют второе штамповочное устройство, в котором пуансон выполнен с выступом, имеющим форму, соответствующую форме корпуса усилителя центральной стойки, подушка имеет стыковую поверхность, обращенную к выступу пуансона, и зажимы выполнены с возможностью зажима, по меньшей мере, одного из участков, образованных на верхних листах двух частей Т-образной формы первого промежуточного формованного продукта.
В настоящем изобретении является предпочтительным, первый промежуточный формованный продукт имеет два наружных фланца, соединенных с соответствующими вертикальными стенками первого корпуса, при этом первый корпус имеет выпуклую наружу изогнутую часть, при этом, когда длина в продольном направлении вдоль верхнего листа изогнутой части в первом корпусе определена как L1, а длина в продольном направлении наружных фланцев в изогнутой части определена как L2, значение, определяемое формулой {(L1-L2)/L1}×100, составляет не более 0.8.
Предпочтительно, подушка и пуансон второго штамповочного устройства выполнены с возможностью зажима плечевых секций, выступающих в поперечном направлении в каждом из участков, образованных в двух частях Т-образной формы первого промежуточного формованного продукта.
Предпочтительно, подушка и пуансон второго штамповочного устройства выполнены с возможностью зажима целиком первого формованного промежуточного продукта.
Предпочтительно, используют заготовку, состоящую из высокопрочного стального листа, имеющего предел прочности на разрыв 400-1600 МПа.
Предпочтительно, используют заготовку с заданными свойствами, получаемую путем сварки множества материалов, имеющих различные пределы прочности на разрыв.
В настоящем изобретении, термин «холодный» означает атмосферу комнатной температуры, а термин «горячий» означает атмосферу большей температуры, чем холод, и ниже точки Ac3, предпочтительно не выше, чем точка Ac1.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В настоящем изобретении усилитель центральной стойки производят путем выполнения первого этапа производства первого промежуточного формованного продукта, образованного путем подвергания заготовки неглубокой вытяжке с помощью первого штамповочного устройства, а также второго этапа изгиба первого промежуточного формованного продукта с помощью второго штамповочного устройства. Таким образом, в соответствии с настоящим изобретением, даже при формовании заготовки, например, не только заготовки, состоящей из стального листа, имеющего превосходную пластичность и относительно низкую прочность, но также и заготовки, состоящей из высокопрочной листовой стали (прочность на разрыв: 400 МПа или выше), имеющей низкую пластичность, усилитель центральной стойки может быть произведен при низкой стоимости без создания складок и трещин на верхнем листе, и фланцев в верхнем концевом участке и нижнем концевом участке частей, по существу, Т-образной формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
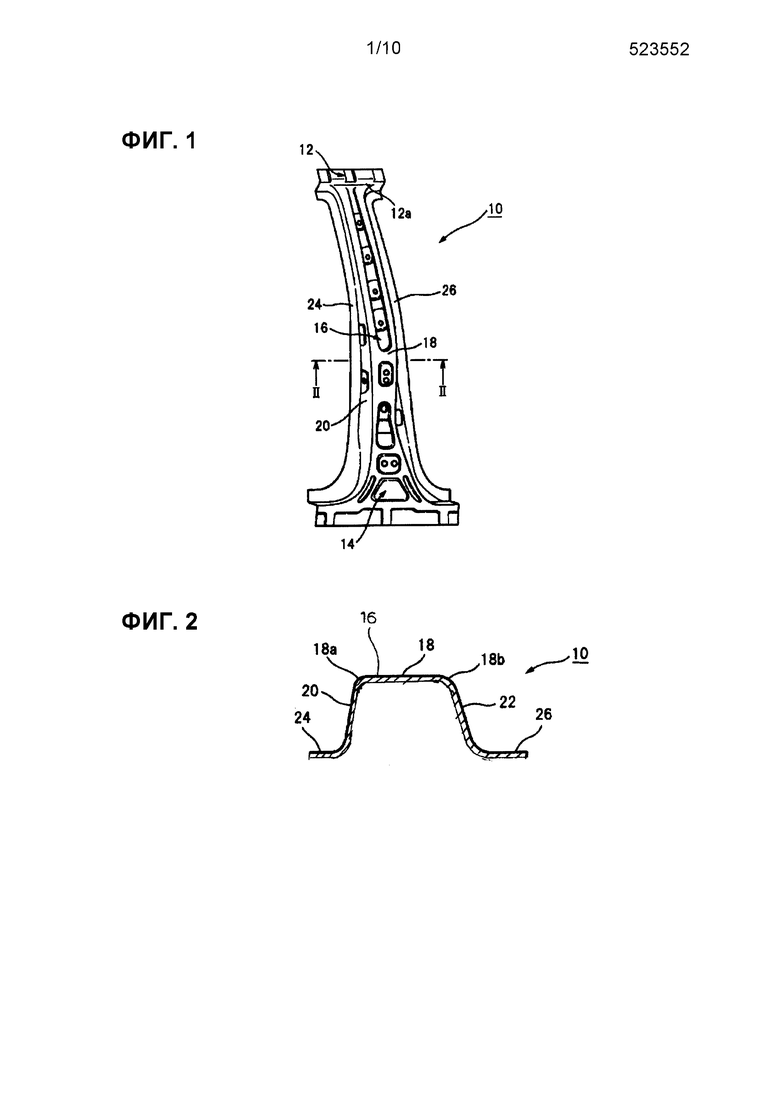
Фиг. 1 - вид в перспективе, показывающий один пример усилителя центральной стойки, полученного способом согласно настоящему изобретению.
Фиг. 2 - вид в разрезе усилителя центральной стойки по линии II-II с фиг. 1.
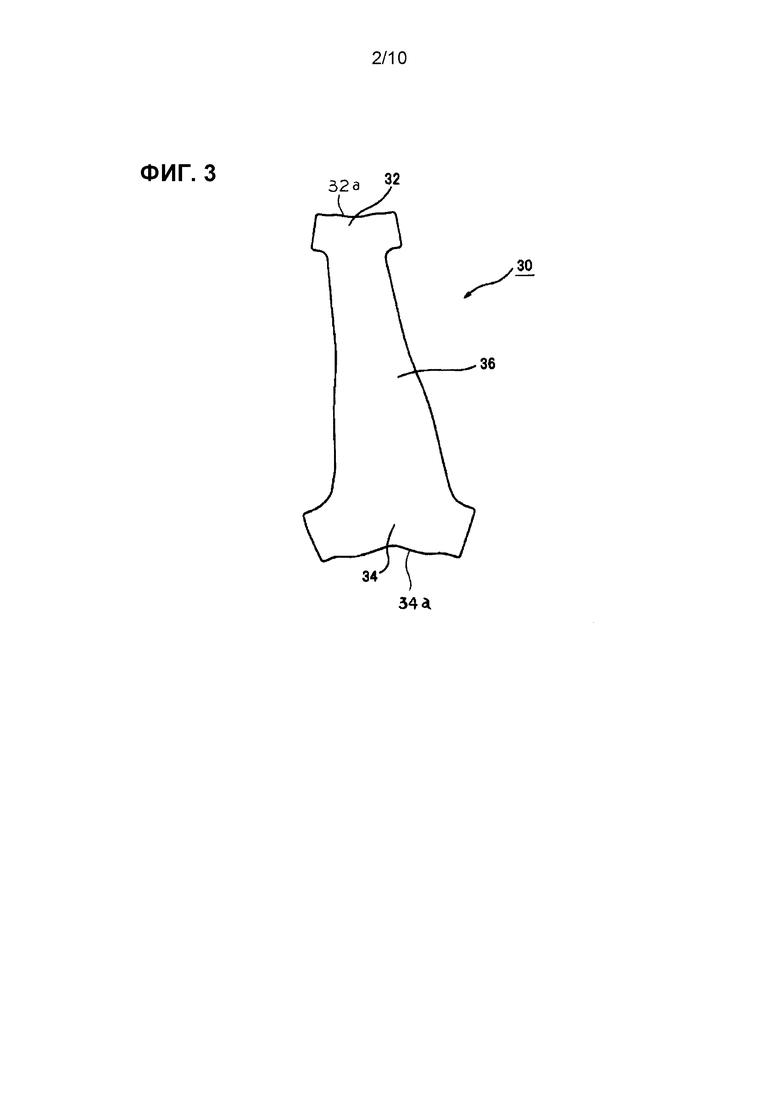
Фиг. 3 - вид в перспективе, показывающий один пример заготовки.
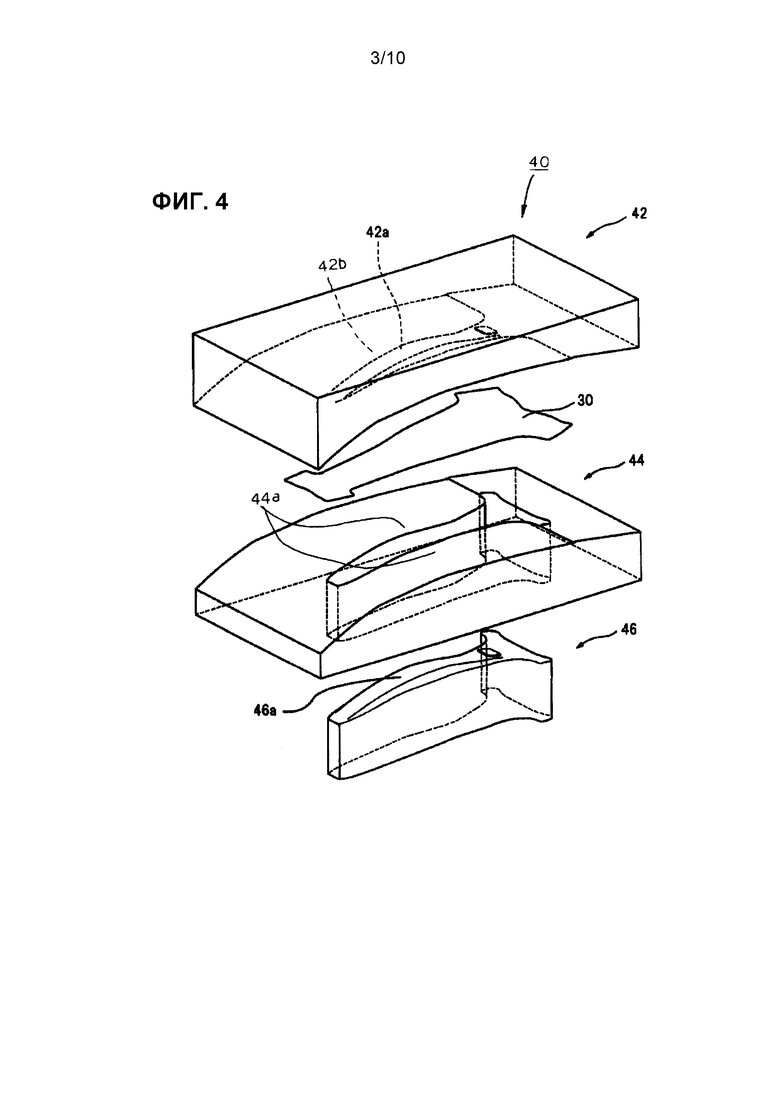
Фиг. 4 - вид в перспективе, показывающий первое штамповочное устройство для выполнения неглубокой вытяжки, в частности показывающий выемку матрицы, зажимные поверхности держателя заготовки и выступ пуансона вместе с заготовкой.
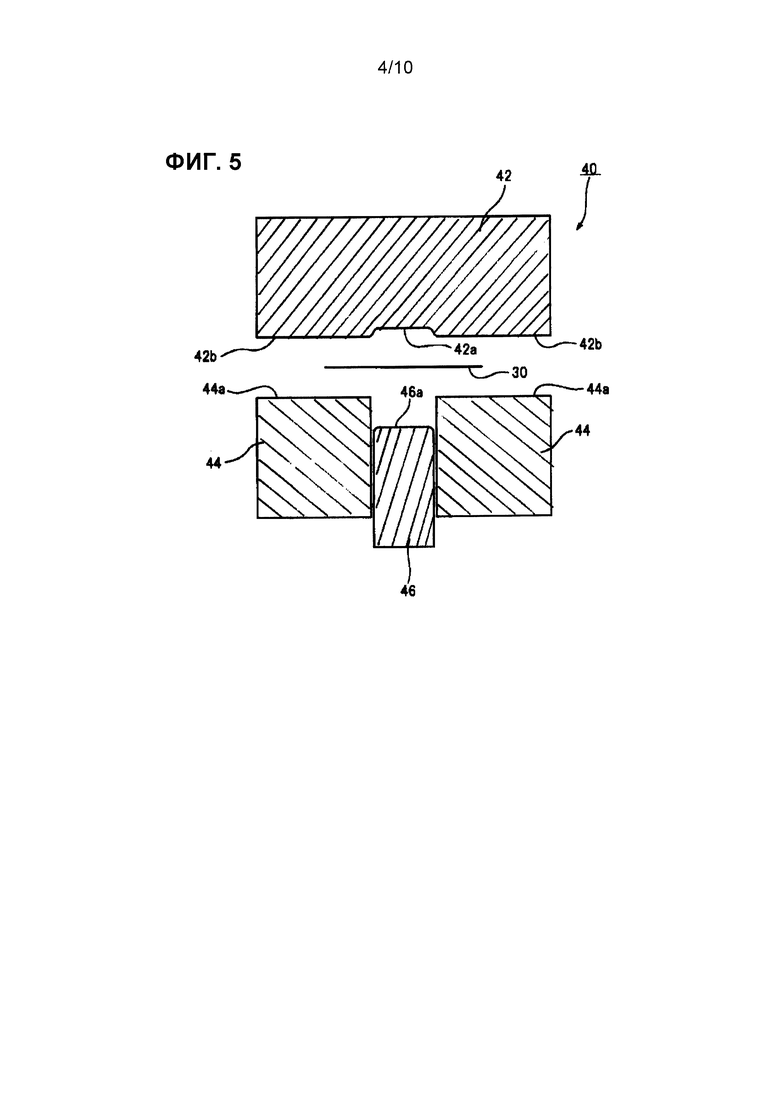
Фиг. 5 - вид в разрезе, показывающий первое штамповочное устройство в момент начала неглубокой вытяжки.
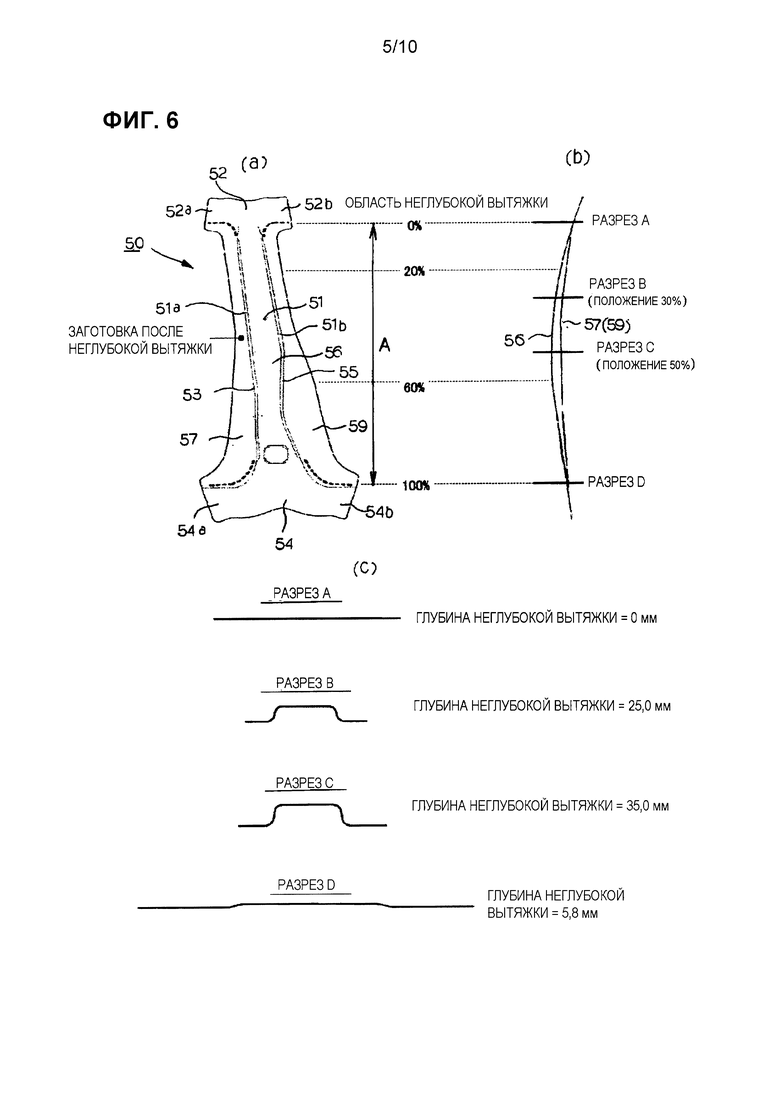
Фиг. 6 - вид в перспективе, показывающий один пример первого промежуточного формованного продукта, который производят путем неглубокой вытяжки заготовки с помощью первого штамповочного устройства, фиг. 6(а) - вид спереди, фиг. 6(b) - вид сбоку и фиг. 6(с) - вид разрезов A-D с фиг. 6(b).
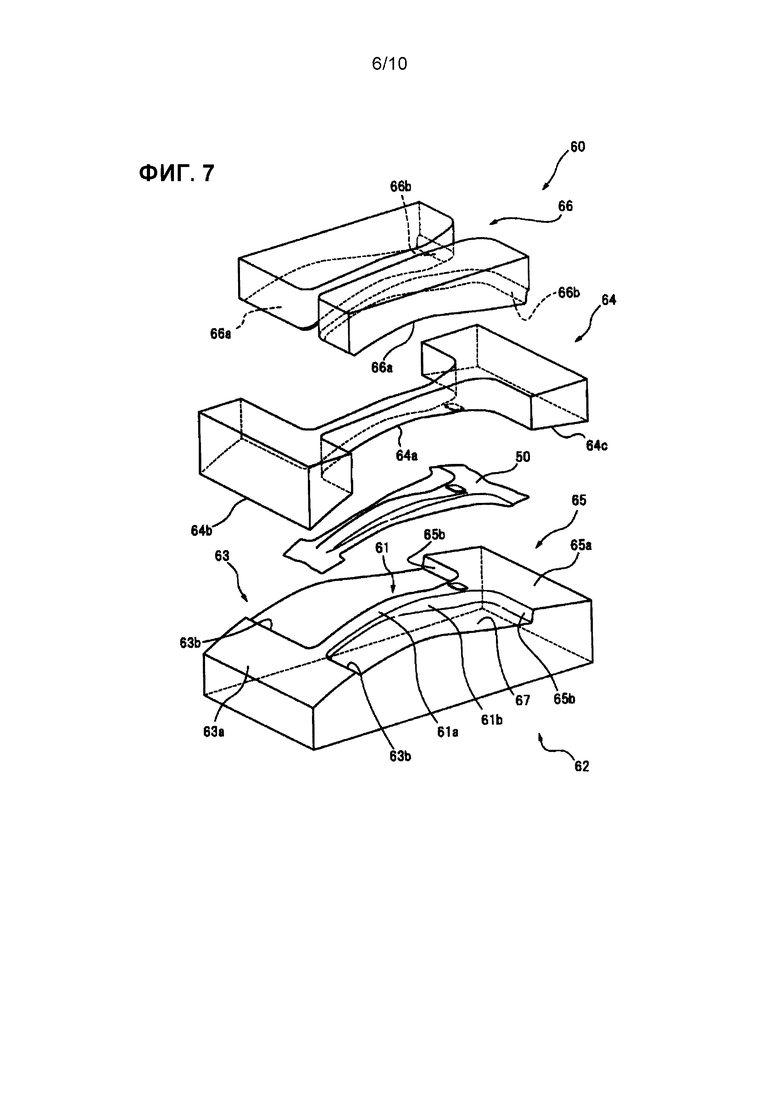
Фиг. 7 - вид в перспективе, показывающий второе штамповочное устройство, в частности показывающий верхнюю поверхность и выступ пуансона (формообразующей поверхности пуансона), формообразующих поверхностей матрицы, стыковую поверхность подушки, вместе с первым промежуточным формованным продуктом.
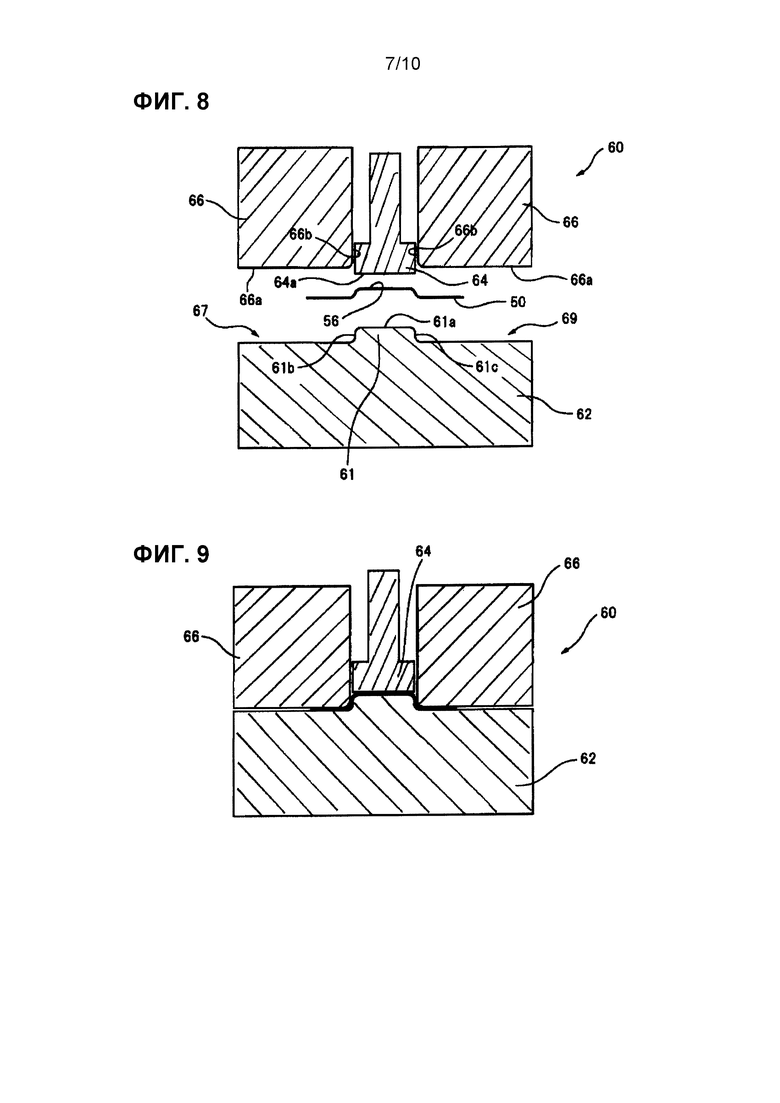
Фиг. 8 - вид в разрезе второго штамповочного устройства в момент начала изгиба.
Фиг. 9 - вид в разрезе второго штамповочного устройства при изгибе.
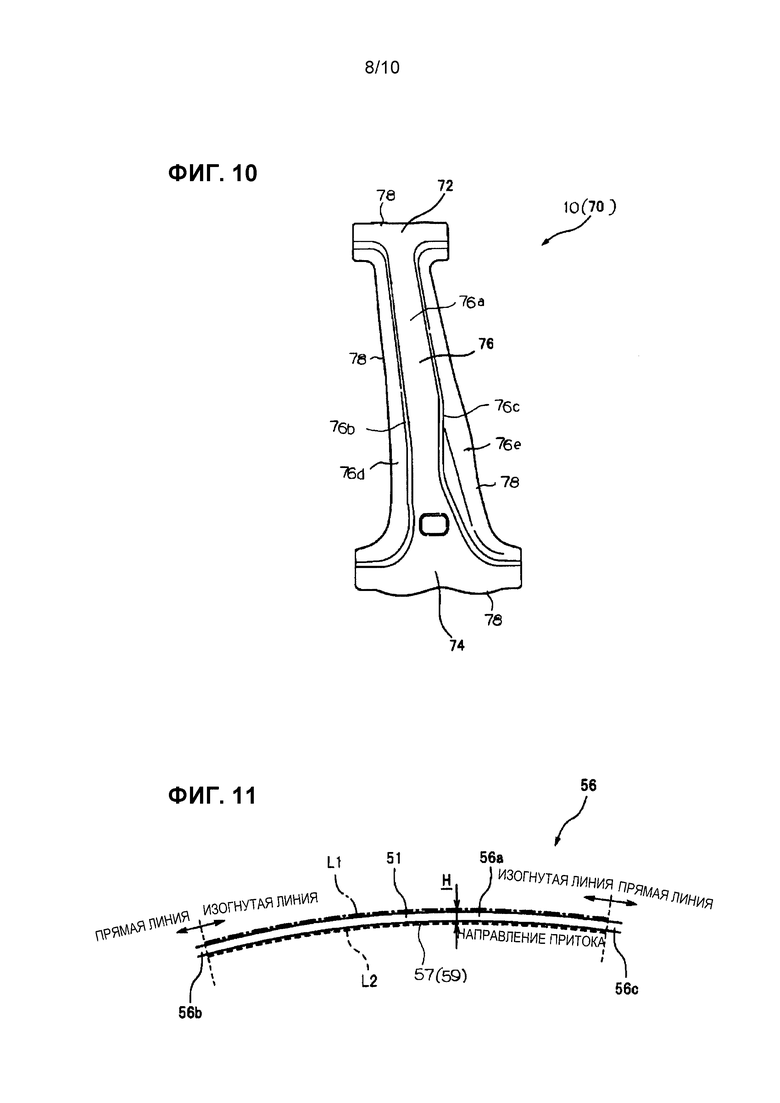
Фиг. 10 - вид в перспективе, показывающий один пример усилителя центральной стойки или второй промежуточный формованный продукт, который производят путем изгиба первого промежуточного формованного продукта, образованного с помощью второго штамповочного устройства.
Фиг. 11 - вид сбоку участка, образованного в корпусной части первого промежуточного формованного продукта.
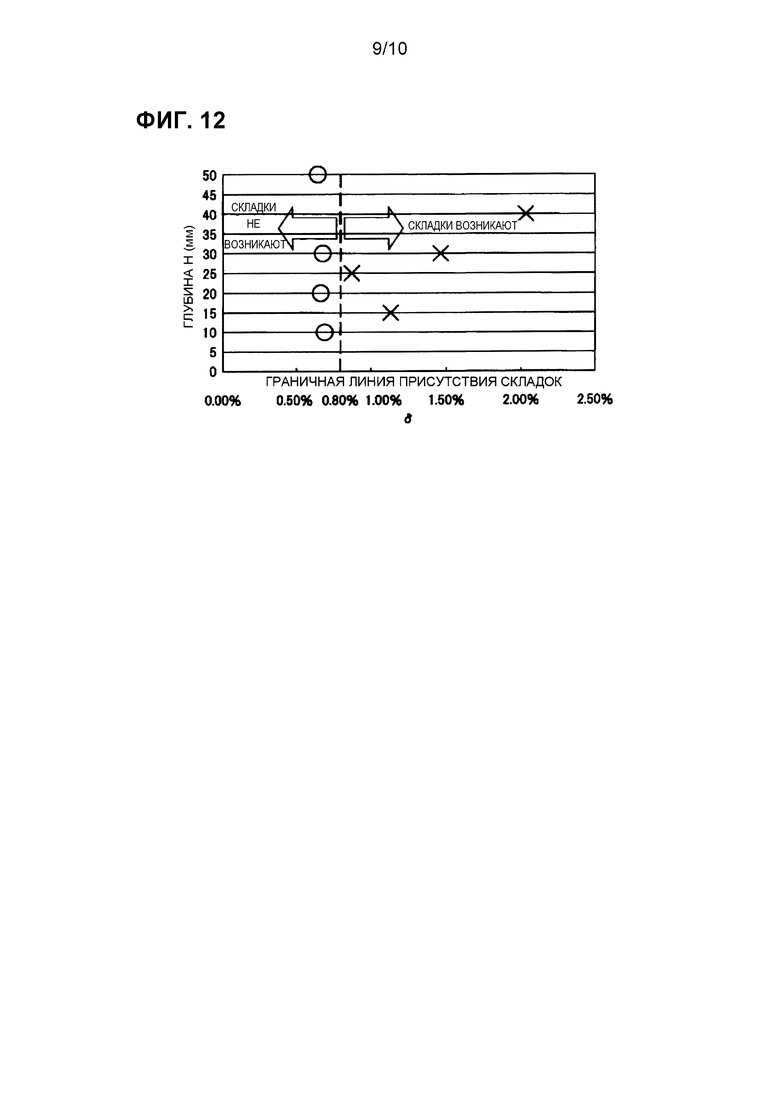
Фиг. 12 - диаграмма, иллюстрирующая результат моделирования, показывающий влияние степени δ обжатия (%) и глубины Н (мм), воздействующих на наличие складок на участке, образующем наружный фланец усилителя центральной стойки в первом промежуточном формованном продукте.
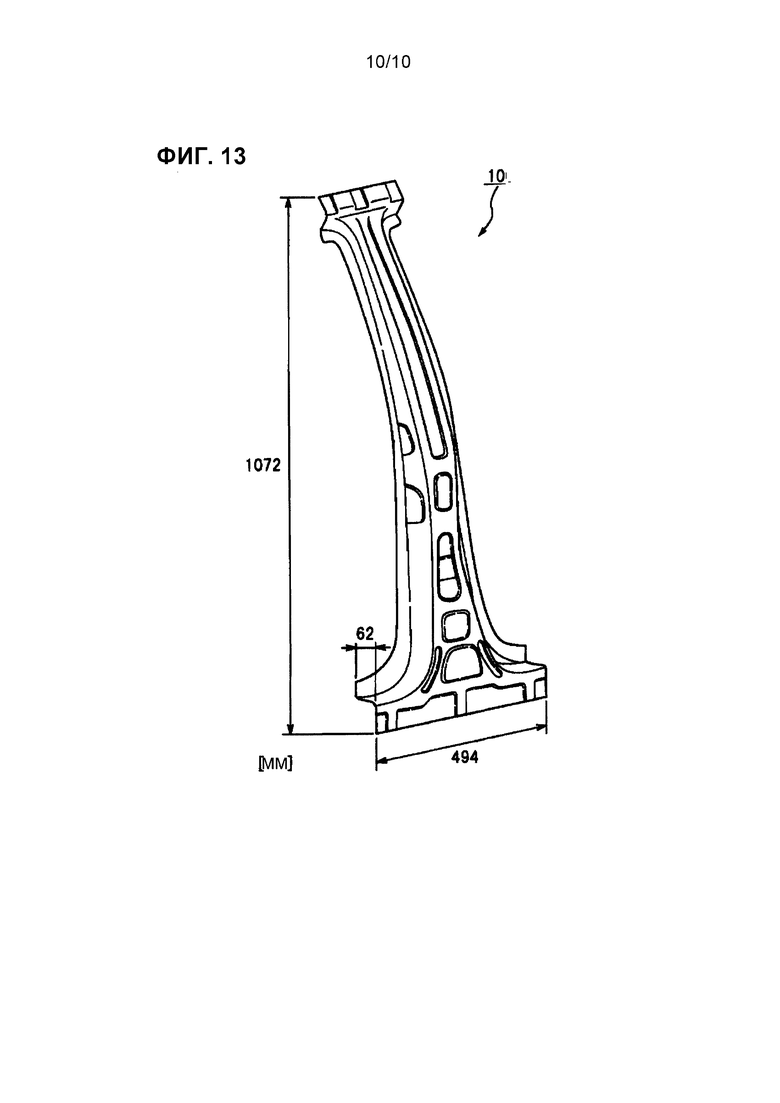
Фиг. 13 - вид в перспективе, показывающий один пример усилителя центральной стойки, произведенный согласно способу в соответствии с настоящим изобретением.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение теперь будет описано со ссылкой на сопровождающие чертежи.
Фиг. 1 представляет собой вид в перспективе, показывающий
один пример усилителя 10 центральной стойки, произведенного способом согласно настоящему изобретению, а фиг. 2 представляет собой разрез усилителя 10 центральной стойки по линии II-II с фиг. 1.
Как показано на фиг. 1 и фиг. 2, усилитель 10 центральной стойки представляет собой формованную панель, имеющую корпус 16 и две части 12 и 14, по существу, Т-образной формы. В приведенном ниже объяснении, часть 12, по существу, Т-образной формы, именуется верхней частью 12, по существу, Т-образной формы, а часть 14, по существу, Т-образной формы, именуется нижней частью 14, по существу, Т-образной формы.
Корпус 16 имеет наружную форму, которая является вытянутой и частично изогнутой, по существу, в форме дуги. Кроме того, и верхняя часть 12, по существу, Т-образной формы, и нижняя часть 14, по существу, Т-образной формы образованы на обоих концевых участках в продольном направлении корпуса 16 таким образом, что его ширина пролегает в направлении от корпуса 16. Поскольку усилитель 10 центральной стойки содержит верхнюю часть 12, по существу, Т-образной формы, корпус 16 и нижнюю часть 14, по существу, Т-образной формы, сверху вниз, усилитель 10 центральной стойки имеет, по существу двутавровую наружную форму на виде в плане.
В частности, как показано на фиг. 2, корпус 16 имеет, по существу, шляпообразное поперечное сечение, образованное верхним листом 18, двумя вертикальными стенками 20 и 22, соединяющимися с обоими краевыми участками 18а и 18b в направлении ширины (поперечным направлением на фиг. 2) верхнего листа 18, и двумя наружными фланцами 24 и 26, соединяющимися с соответствующими двумя вертикальными стенками 20 и 22.
В корпус 16 встроены различные компоненты (например, запирающий механизм передней двери, задний шарнир двери или механизм вытягивания ремня безопасности). Кроме того, две вертикальные стенки 20 и 22 функционируют как уплотнительные поверхности для уплотнителей, установленных на передней двери и задней двери.
С другой стороны, и верхняя часть 12, по существу, Т-образной формы и нижняя часть 14, по существу, Т-образной формы имеют верхний лист 18 и две изогнутые вертикальные стенки 20 и 22, соединяющиеся с верхним листом 18. В верхней части 12, по существу, Т-образной формы, и нижней части 14, по существу, Т-образной формы, ширина верхнего листа 18 постепенно увеличивается и две вертикальные стенки 20 и 22 изогнуты. Высота каждой из двух вертикальных стенок 20 и 22 в верхней части 12, по существу, Т-образной формы постепенно уменьшается в направлении от корпуса 16 к верхнему концевому участку верхней части 12, по существу, Т-образной формы.
Усилитель 10 центральной стойки является одним из компонентов, образующих центральную стойку, расположенную между брусом боковины (нижним обвязочным брусом), образующим боковину кузова в каркасе кузова автомобиля, и продольным брусом крыши кузова, и расположен в качестве усиливающего элемента между наружной панелью центральной стойки и внутренней панелью центральной стойки. На фиг. 1 показан только усилитель 10 центральной стойки, а другие компоненты опущены.
Верхняя часть 12, по существу, Т-образной формы усилителя 10 центральной стойки прочно соединена, например, с помощью точечной сварки с усилителем продольного бруса крыши кузова (не показан), образующим боковину кузова, а нижняя часть 14, по существу, Т-образной формы прочно соединена, например, с помощью точечной сварки с усилителем бруса боковины (не показан), образующим боковину кузова.
В настоящем изобретении, усилитель 10 центральной стойки производят путем выполнения первого и второго этапов для последовательной штамповки металлической заготовки. Таким образом, первый и второй этапы описаны последовательно.
ПЕРВЫЙ ЭТАП
Фиг. 3 представляет собой вид в перспективе, показывающий один пример заготовки 30.
Как показано на фиг. 3, заготовка 30 усилителя 10 центральной стойки имеет верхнюю концевую часть 32, образующую, по существу, верхнюю часть 12, по существу, Т-образной формы усилителя 10 центральной стойки, нижнюю концевую часть 34,
образующую нижнюю часть 14, по существу, Т-образной формы и корпусную часть 36, которая расположена между верхней концевой частью 32 и нижней концевой частью 34, и, по существу, образует корпус 16 усилителя 10 центральной стойки.
Кроме того, чтобы избежать образования краевых трещин после формования, каждый из участков 32а и 34а, которые представляют собой концевые края верхней концевой части 32 и нижней концевой части 34, соответственно, предпочтительно имеют форму в виде изогнутого выступа.
Заготовку 30 предпочтительно обрабатывают заранее для придания ей соответствующей наружной формы с учетом окончательного вида. Кроме того, заготовка 30 может представлять собой один металлический лист из одного материала, либо заготовку с заданными свойствами, полученную путем сварки множества материалов, имеющих различные пределы прочности на разрыв. Кроме того, заготовка 30 предпочтительно состоит из высокопрочного стального листа, имеющего предел прочности на разрыв 400-1600 МПа. Таким образом, можно увеличить прочность и уменьшить вес усилителя 10 центральной стойки.
Фиг. 4 представляет собой вид в перспективе, показывающий первое штамповочное устройство 40 для выполнения неглубокой вытяжки, в частности иллюстрирующий выемку 42а матрицы 42, зажимные поверхности 44а держателя 44 заготовки и выступ 46а пуансона 46 вместе с заготовкой 30. Фиг. 5 представляет собой вид в разрезе, показывающий первое штамповочное устройство 40 в момент начала неглубокой вытяжки.
Как показано на фиг. 4 и фиг. 5, согласно настоящему изобретению для производства усилителя 10 центральной стойки используют первое штамповочное устройство 40 для выполнения штамповки с помощью (неглубокой) вытяжки.
Первое штамповочное устройство 40 включает в себя матрицу 42, держатель 44 заготовки, расположенный так, чтобы быть обращенным к матрице 42, и пуансон 46.
Как показано на фиг. 4 и фиг. 5, матрица 42 имеет форму, которая может обеспечить формования корпусной части 56 первого промежуточного формованного продукта 50, описанного ниже, то есть имеет выемку 42а, имеющую нижнюю поверхность, утопленную, по существу, в дуговой форме, а также концевые поверхности 42b матрицы, каждая из которых состоит из изогнутой поверхности, пролегающей вдоль периферийного краевого участка выемки 42а.
Каждая из концевых поверхностей 42b матрицы имеет такую форму, что либо высота вертикальной стенки верхней части 52, по существу, Т-образной формы, пролегающей к наружной стороне корпусной части 56 первого промежуточного формованного продукта 50, либо высота вертикальной стенки нижней части 54, по существу, Т-образной формы, пролегающей к наружной стороне корпусной части 56 первого промежуточного формованного продукта 50, постепенно уменьшается в направлении от корпусной части 56 к верхней части 52, по существу, Т-образной формы, и нижней части 54, по существу, Т-образной формы, соответственно.
Держатель 44 заготовки имеет зажимные поверхности 44а, обращенные к матричным лицевым поверхностям 42b матрицы 42. Каждая из зажимных поверхностей 44а выполнена в виде изогнутой поверхности, слегка выпуклой к матричной лицевой поверхности 42b.
Кроме того, пуансон 46 имеет выступ 46а, который изогнут в форме дуги, соответствующей выемке 42а матрицы 42.
Как показано на фиг. 5, заготовка 30, которая представляет собой плоский листовой металл, расположена между матрицей 42 и держателем 44 заготовки. Далее заготовку 30 зажимают вдоль периферийного краевого участка выемки 42а матрицы 42 с помощью матричных лицевых поверхностей 42b матрицы 42 и зажимных поверхностей 44а держателя 44 заготовки. Затем первый промежуточный формованный продукт 50 производят путем нажатия выступом 46а пуансона 46 на углубление 42а матрицы 42.
Фиг. 6 представляет собой вид в перспективе, показывающий один пример первого промежуточного формованного продукта 50, который производят путем неглубокой вытяжки заготовки 30 с помощью первого штамповочного устройства 40, при этом фиг. 6(а) является видом спереди, фиг. 6(b) - видом сбоку, а фиг. 6(с) показывает сечения A-D с фиг. 6(b).
Как показано на фиг. 6, первый промежуточный формованный
продукт 50 имеет корпусную часть 56, выпуклую в форме дуги, верхнюю часть 52, по существу, Т-образной формы, которая соединяется с верхним участком корпусной части 56 и пролегает наружу от корпусной части 56, а также нижнюю часть 54, по существу, Т-образной формы, которая соединяется с нижним участком корпусной части 56 и пролегает наружу от корпусной части 56.
Верхняя часть 52, по существу, Т-образной формы имеет плечевые секции 52а и 52b, которые сформованы так, чтобы выступать в направлениях, противоположных друг другу в поперечном направлении от первого промежуточного формованного продукта 50 (в направлении, по существу, пересекающемся под прямыми углами с направлением, в котором пролегает корпусная часть 56). Кроме того, нижняя часть 54, по существу, Т-образной формы, имеет плечевые секции 54а и 54b, которые сформованы так, чтобы выступать в направлениях, противоположных друг другу в поперечном направлении от первого промежуточного формованного продукта 50 (в направлении, по существу, пересекающемся под прямыми углами с направлением, в котором пролегает корпусная часть 56).
Корпусная часть 56 имеет верхний лист 51 и вертикальные стенки 53 и 55, пролегающие вдоль краевых участков 51а и 51b, соответственно, верхнего листа 51. Вертикальные стенки 53 и 55 выполнены пролегающими, по существу, параллельно с верхним листом 51 и соединяющимися с наружными фланцами 57 и 59, соответственно, которые образуют наружные фланцы 24 и 26, соответственно, усилителя 10 центральной стойки.
Корпусная часть 56 первого промежуточного формованного продукта 50 образует часть корпуса 16 готового усилителя 10 центральной стойки. Сравнение с верхней частью 12, по существу, Т-образной формы и нижней частью 14, по существу, Т-образной формы готового усилителя 10 центральной стойки показывает, что и верхняя часть 52, по существу, Т-образной формы и нижняя часть 54, по существу, Т-образной формы первого промежуточного формованного продукта 50 имеют такие формы, что форма является ровной и неопределенной, и, кроме того, высоты вертикальных стенок 53 и 55 меньше, чем высоты вертикальных стенок 20 и 22. Таким образом, заготовка 30 подвергается формовке неглубокой вытяжкой, выполняемой с помощью первого штамповочного устройства 40.
Первый промежуточный формованный продукт 50 имеет (i) некоторые части верхнего листа 18 и каждую из двух вертикальных стенок 20 и 22 корпуса 16 усилителя 10 центральной стойки, (ii) корпусную часть 56, образующую некоторые части верхнего листа 18 и каждую из двух вертикальных стенок 20 и 22 нижней части 14, по существу, Т-образной формы, верхней части 12, по существу, Т-образной формы, и нижней части 14, по существу, Т-образной формы и (iii) части, которые образуют верхнюю часть 12, по существу, Т-образной формы, и нижнюю часть 14, по существу, Т-образной формы, без учета некоторых частей верхнего листа 18 и каждой из двух вертикальных стенок 20 и 22 нижней части 14, по существу, Т-образной формы.
Как показано на фиг. 6(а), самое верхнее положение в области А, в котором образована корпусная часть 56 первого промежуточного формованного продукта 50, определено в продольном направлении как положение 0%, значение продольного направления % определено таким образом, чтобы увеличиваться с уменьшением в продольном направлении, а самое нижнее положение в корпусной части в продольном направлении определено в продольном направлении как положение 100%. В этом случае высота вертикальных стенок 53 и 55 корпусной части 56 составляет (i) не более 20% от высоты вертикальных стенок 20 и 22 усилителя 10 центральной стойки в положении 0% продольного направления, (ii) по меньшей мере, 60% от высоты вертикальных стенок 20 и 22 усилителя 10 центральной стойки в положении 20-60% позиций продольного направления, и (iii) не более 20% от высоты вертикальных стенок 20 и 22 усилителя 10 центральной стойки в положении 100% продольного направления.
Например, высоты вертикальных стенок 53 и 55 на вертикальных разрезах A-D корпусной части 56, показанные на фиг. 6(b) и 6(c), составляют 0 мм, 25,0 мм, 35,0 мм, и 5,8 мм, соответственно, а высоты вертикальных стенок 20 и 22 на вертикальных разрезах A-D усилителя 10 центральной стойки составляют 26,6 мм, 25,0 мм, 41,5 мм, 62,4 мм и, соответственно. Таким образом, соотношения высот вертикальных стенок 53 и 55 на вертикальных разрезах A-D корпусной части 56 к высотам вертикальных стенок 20 и 22 усилителя 10 центральной стойки составляют 0%, 100,0%, 84,3%, и 9,3%, соответственно.
ВТОРОЙ ЭТАП
Фиг. 7 представляет собой вид в перспективе, показывающий второе штамповочное устройство 60, в частности показывающий верхнюю поверхность 61а и выступ 61 пуансона 62 (формообразующую поверхность пуансона 62), формообразующие поверхности 66а штампов 66 и стыковую поверхность 64а подушки 64, вместе с первым формованным промежуточным продуктом 50. Фиг. 8 представляет собой вид в разрезе второго штамповочного устройства 60 во время начала изгиба и фиг. 9 представляет собой вид в разрезе второго штамповочного устройства 60 при изгибе.
Согласно настоящему изобретению, для дальнейшего подвергания первого промежуточного формованного продукта 50 штамповочной обработке на изгиб, используют второе штамповочное устройство 60.
Как показано на фиг. 7-9, второе штамповочное устройство 60 имеет пуансон 62, имеющий наружную форму, способную образовывать форму вышеописанного усилителя центральной стойки, подушку 64 для зажима промежуточного формованного продукта 50 вместе с пуансоном 62, а также гибочные штампы 66 для напрессования промежуточного формованного продукта 50 на пуансон 62 вместе с подушкой 64.
Как показано на фиг. 7-9, пуансон 62 имеет формообразующую часть 61 корпуса, имеющую форму, которая может обеспечить образование формы 16 корпуса усилителя 10 центральной стойки, верхнюю концевую формообразующую часть 63 и нижнюю концевую формообразующую часть 65, расположенные на обоих концевых участках формообразующей части 61 корпуса и способные образовывать формы верхней части 12, по существу Т-образной формы, и нижней части 14, по существу, Т-образной формы, соответственно, усилителя 10 центральной стойки, а также фланцевые формообразующие части 67 и 69, которые образуют формообразующие поверхности, которые могут обеспечить образование форм наружных фланцев 24 и 26, соответственно, усилителя 10 центральной стойки.
Формообразующая часть 61 корпуса имеет верхнюю поверхность 61а, имеющую форму, которая может обеспечить образование формы верхнего листа 12 усилителя 10 центральной стойки, и боковые поверхности 61b и 61с, имеющие формы, которые могут обеспечить образование форм вертикальных стенок 20 и 22, соответственно, усилителя 10 центральной стойки.
Верхняя концевая формообразующая часть 63 и нижняя концевая формообразующая часть 65 также имеют верхние поверхности 63а и 65а и боковые поверхности 63b и 65b, соответственно, соответствующие формам верхней части 12, по существу, Т-образной формы, и нижней части 14, по существу, Т-образной формы, соответственно, усилителя 10 центральной стойки.
Подушка 64 является компонентом для штамповки и зажима первого промежуточного формованного продукта 50 на пуансоне 62 при изгибе первого промежуточного формованного продукта 50. Подушка 64 имеет центральную стыковую поверхность 64а, обращенную к верхней поверхности 61а формообразующей части 61 корпуса пуансона 62 и способную формовать верхний лист 16 усилителя 10 центральной стойки, а также верхнюю стыковую поверхность 64b и нижнюю стыковую поверхность 64с, имеющие формы, которые обращены к верхним поверхностям 63а и 65а верхней концевой формообразующей части 63 и нижней концевой формообразующей части 65, соответственно, пуансона 62 и способные формовать верхнюю часть 12, по существу, Т-образной формы и нижнюю часть 14, по существу, Т-образной формы, соответственно, усилителя 10 центральной стойки.
Каждый из штампов 66 имеет фланцевую формообразующую поверхность 66а, обращенную к каждой из формообразующих поверхностей фланцевых формообразующих частей 67 и 69 пуансона 62, и может образовывать каждую из фланцевых частей 24 и 26 усилителя 10 центральной стойки, а также боковую поверхность 66b, имеющую форму, которая может обеспечить формование каждой из боковых поверхностей 20 и 22 корпусной части 16 усилителя 10 центральной стойки и каждой из вертикальных стенок верхней части 12, по существу, Т-образной формы и нижней части 14, по существу, Т-образной формы.
Как показано на фиг. 8, первый промежуточный формованный продукт 50 расположен между подушкой 64 и штампами 66 и пуансоном 62, так что корпусная часть 56 первого промежуточного формованного продукта 50 расположена между формообразующей частью 61 корпуса пуансона 62 и подушкой 64.
Затем, как показано на фиг. 9, подушку 64 приводят в движение по направлению к пуансону 62, а первый промежуточный формованный продукт 50 зажимают между подушкой 64 и пуансоном 62. Посредством приведения в движение штампов 66 к пуансону 62, первый промежуточный формованный продукт 50 прижимают к пуансону 62 с помощью штампов 66 и изгибают в состоянии зажима между подушкой 64 и пуансоном 62. Таким образом, производят усилитель 10 центральной стойки.
Нужно только зажать первый промежуточный формованный продукт 50 между подушкой 64 и пуансоном 62 в начале работы по изгибу с использованием штампов 66, и, таким образом, подушка 64 и штампы 66 могут одновременно приводиться в движение к пуансону 62.
ПОСЛЕОПЕРАЦИОННАЯ ОБРАБОТКА
Фиг. 10 представляет собой вид в перспективе, показывающий один пример усилителя 10 центральной стойки или второго промежуточного формованного продукта 70, который производят путем изгиба первого промежуточного продукта 50, образованного с помощью второго штамповочного устройства 60.
В зависимости от условий, необходимых для усилителя 10 центральной стойки, готовый усилитель 10 центральной стойки производят путем формования изгибом с помощью второго штамповочного устройства 60. Тем не менее, в случае, когда усилитель 10 центральной стойки, полученный таким образом, нуждается в дальнейшей послеоперационной обработке, формованный продукт, полученный путем формования изгибом с помощью второго штамповочного устройства 60, именуется вторым промежуточным формованным продуктом 70, как показано на фиг. 10, и второй промежуточный формованный продукт 70 подвергают послеоперационной обработке.
Например, дополнительно подвергают второй промежуточный формованный продукт 70 способу правки, при этом разность уровней (например, разность 12а уровней на усилителе 10 центральной стойки, показанном на фиг. 1) может быть сформована в частности, в верхней концевой части 72 второго промежуточного формованного продукта 70.
Согласно этому способу правки может быть устранена упругость, неизбежно слегка остающаяся на втором промежуточном формованном продукте 70, либо нанесение рельефа заданной формы, например, выпукло-вогнутого, может быть выполнено на верхнем листе 76а или вертикальных стенках 76b и 76с корпусной части 76 второго промежуточного формованного продукта 70.
Например, способ правки выполняют с помощью штамповочного устройства для формования изгибом (не показано), снабженного штампом, подушкой и пуансоном. Кроме того, согласно способу правки периферийные краевые участки 78 второго промежуточного формованного продукта 70 могут быть вырезаны или обрезаны с помощью машины лазерной обработки или ножниц.
Второй промежуточный формованный продукт 70 имеет корпусную часть 76, которая изогнута в форме дуги целиком в продольном направлении, и имеет поперечное сечение шляпообразной формы, верхнюю концевую часть 72, по существу, Т-образной формы, которая соединяется с верхним участком корпусной части 76 и выполненной так, чтобы проходить в наружном направлении от корпусной части 76, и нижнюю концевую часть 74, по существу, Т-образной формы, которая соединяется с нижним участком корпусной части 76 и выполнена так, чтобы проходить в наружном направлении корпусной части 76. Формы корпусной части 76, верхней концевой части 72, и нижней концевой части 74 второго промежуточного формованного продукта 70 являются более определенными по сравнению с таковыми первого промежуточного формованного продукта 50.
Как правило, длина в продольном направлении верхнего листа
76а корпусной части 76, изогнутой в форме дуги, по меньшей мере, на 0,8% больше, чем длина в продольном направлении наружных фланцев 76d и 76е корпусной части 76.
Фиг. 11 представляет собой вид сбоку участка, образованного в корпусной части 56 первого промежуточного формованного продукта 50.
Далее объясняется соответствующее условие не образовывать складки на участках первого промежуточного формованного продукта 50, которые возникают на наружных фланцах 24 и 26 усилителя 10 центральной стойки при вытяжке промежуточного формованного продукта 50 с помощью первого штамповочного устройства 40.
Как показано на фиг. 11, корпусная часть 56 первого промежуточного формованного продукта 50 имеет изогнутый участок 56а, выпуклый наружу, и прямые участки 56b и 56с, составляющие единое целое с обоими концевыми участками в продольном направлении изогнутого участка 56а. С учетом длины в продольном направлении вдоль верхнего листа 51 изогнутого участка 56а в корпусной части 56 первого промежуточного формованного продукта 50 (длина поверхности верхнего листа), составляющей L1, длина наружных фланцев 57 и 59 в продольном направлении изогнутой части 56а (длина в продольном направлении наружной фланцевой поверхности) составляет L2, а максимальное значение высоты вертикальных стенок 53 и 55, которые представляют собой расстояния между верхним листом 51 и наружными фланцевыми частями 57 и 59, представляет собой Н (высоту изогнутого участка 56а), значение, полученное делением разницы между длинами L1 и L2 на L1, {(L1-L2)/L1}×100, определяется как δ (%) (степень обжатия). Поскольку изогнутый участок 56а имеет форму, выпуклую наружу, L1, как правило, больше L2.
Фиг. 12 представляет собой диаграмму, показывающую результат моделирования, показывающую влияние степени δ обжатия (%), и глубину Н (мм), воздействующую на наличие складок на участке, образующем наружные фланцы 24 и 26 усилителя 10 центральной стойки в первом промежуточном формованном продукте 50.
В этом моделировании заготовка первого промежуточного формованного продукта 50 имела прочность 1180 МПа и толщину листа 1,6 мм.
Как понятно из диаграммы, показанной на фиг. 12, в случае, когда степень δ обжатия составляет не более 0,8%, независимо от высоты Н изогнутого участка 56а, складки не возникают в наружных фланцевых частях 57 и 59. В отличие от этого, если степень δ обжатия выше 0,8%, в наружных фланцевых частях 57 и 59 возникают складки.
В настоящем изобретении, первый промежуточный формованный продукт 50 производят путем неглубокой вытяжки с помощью первого штамповочного устройства 40 таким образом, что степень δ обжатия составляет не более 0,8%, а затем усилитель 10 центральной стойки или второй промежуточный формованный продукт 70 изготавливают путем изгиба первого промежуточного формованного продукта 50, который зажимают или прессуют подушкой 64 с помощью второго штамповочного устройства 60. Таким образом, по сравнению с традиционным способом производства, в котором усилитель 10 центральной стойки производят только путем вытяжки заготовки 30, в соответствии с настоящим изобретением, можно избежать или уменьшить приток материала из концевых областей заготовки 30 в основном к верхней части 52, по существу Т-образной формы, и нижней части 54, по существу, Т-образной формы, первого промежуточного формованного продукта 50, то есть к участкам, которые образуют верхние листы 18 верхней части 12, по существу, Т-образной формы, и нижней части 14, по существу, Т-образной формы усилителя 10 центральной стойки и, таким образом, избежать образования складок в тех областях.
Кроме того, в соответствии с настоящим изобретением, с помощью неглубокой вытяжки заготовки 30 таким образом, что степень δ обжатия составляет не более 0,8% на первом этапе, материал заставляют течь из областей заготовки 30, которые образуют наружные фланцы 24 и 26 усилителя 10 центральной стойки. Таким образом, по сравнению со способом производства, в котором усилитель 10 центральной стойки производят только посредством изгиба заготовки 30, можно избежать возникновения складок и трещин во фланцевых частях 24 и 26 усилителя 10 центральной стойки.
Фиг. 13 представляет собой вид в перспективе, показывающий один пример усилителя 10 центральной стойки, произведенного согласно способу в соответствии с настоящим изобретением, а также показывающий размер каждого участка.
Согласно способу производства в соответствии с настоящим изобретением каждый из усилителей 10 центральной стойки, имеющий размеры, показанные на фиг. 11, был произведен экспериментально с использованием заготовок 30, состоящих из высокопрочных стальных листов, имеющих прочность на разрыв 590 МПа, 980 МПа и 1180 МПа.
Кроме того, усилитель 10 центральной стойки был произведен экспериментальным путем в соответствии со способом настоящего изобретения. В этом случае заранее была использована заготовка 30, которая была получена с помощью сварки первого высокопрочного стального листа, имеющего предел прочности на разрыв 1180 МПа, и второго высокопрочного стального листа, имеющего предел прочности на разрыв 590 МПа, при этом участки, образующие верхнюю концевую часть 12 и корпусную часть 16 усилителя 10 центральной стойки, были сформованы из первого высокопрочного стального листа, а участок, образующий нижнюю концевую часть 14, был сформован из второго высокопрочного стального листа.
В результате было подтверждено, что все экспериментально полученные продукты могут удовлетворительно обрабатываться без создания складок и трещин.
В приведенном выше объяснении, предпочтительный вариант осуществления настоящего изобретения был объяснен в качестве примера. Тем не менее, настоящее изобретение не ограничено этим вариантом осуществления и различные изменения, модификации и улучшения могут быть выполнены в соответствии с техническим объемом изобретения.
Например, в вышеописанном варианте осуществления, в качестве примера, первый промежуточный формованный продукт 50 целиком зажимают между подушкой 64 и пуансоном 62. Тем не менее, настоящее изобретение не ограничивается этим вариантом осуществления. В соответствии с обычной технологией, согласно которой усилитель 10 центральной стойки производят только путем вытяжки, образуются складки за счет притока материала из концевых областей заготовки 30 (первого промежуточного формованного продукта 50), главным образом, в верхних слоях верхней части 12, по существу, Т-образной формы и нижней части 14, по существу, Т-образной формы усилителя 10 центральной стойки. В настоящем изобретении, таким образом, усилитель 10 центральной стойки может быть сформован удовлетворительным образом даже путем изгиба первого промежуточного формованного продукта 50, даже если только некоторые части верхнего концевого участка 52 и нижнего концевого участка 54 первого промежуточного формованного продукта 50, более подробно, только плечевые секции 52а и 52b верхней концевой части 52 и плечевые секции 54а и 54b только нижней концевой части 54 запрессованы подушкой 64.
СПИСОК ссылочных позиций
10 усилитель центральной стойки
12 верхняя часть, по существу, Т-образной формы
14 нижняя часть, по существу, Т-образной формы
16 корпус
30 заготовка
32 верхняя концевая часть
34 нижняя концевая часть
36 корпусная часть
40 первое штамповочное устройство для вытяжки
44 держатель заготовки
46 пуансон
50 первый промежуточный формованный продукт
52 верхняя часть, по существу, Т-образной формы
54 нижняя часть, по существу, Т-образной формы
56 корпусная часть
60 второе штамповочное устройство для изгиба
62 пуансон
64 подушка
66 штамп
70 второй промежуточный формованный продукт
72 верхняя концевая часть
74 нижняя концевая часть
76 корпусная часть
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления штамповкой усилителя центральной стойки. Осуществляют штамповку в два этапа. При этом на первом изготавливают первый промежуточный формованный продукт с использованием первого штамповочного устройства для вытяжки. Первое штамповочное устройство содержит матрицу, держатель заготовки и пуансон. На втором этапе штамповки формовкой изгибом получают из промежуточного формованного продукта окончательное изделие. При этом используют второе штамповочное устройство, содержащее пуансон, подушку и штамп для напрессовки первого промежуточного продукта на пуансон. Уменьшается образование складок и трещин на фланцах заготовки. 7 з.п. ф-лы, 13 ил.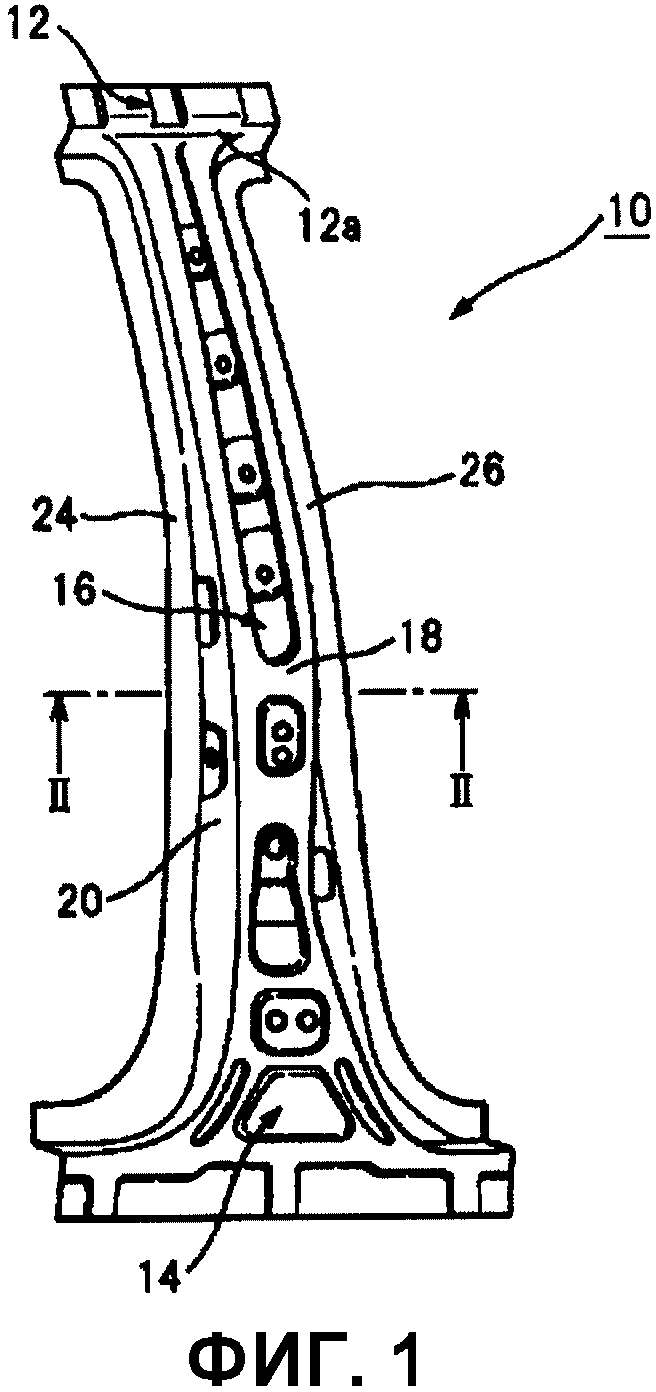
1. Способ изготовления усилителя центральной стойки каркаса кузова автомобиля в виде формованной панели двутавровой формы в плане, содержащей вытянутый и частично изогнутый в форме дуги корпус и две части Т-образной формы, образованные на обоих концевых участках в продольном направлении корпуса, причем корпус имеет шляпообразное поперечное сечение, образованное изогнутым и вытянутым верхним листом, двумя вертикальными стенками, соединяющимися с обоими краевыми участками в направлении ширины верхнего листа, и двумя наружными фланцами, соединяющимися с соответствующими двумя вертикальными стенками, при этом каждая из двух частей Т-образной формы имеет верхний лист и две изогнутые вертикальные стенки, соединяющиеся с верхним листом, при этом две изогнутые вертикальные стенки, по меньшей мере одной из двух частей Т-образной формы, каждая из которых имеет высоту, которая постепенно уменьшается в направлении, ориентированном от корпуса к частям Т-образной формы, включающий штамповку металлической заготовки, отличающийся тем, что
штамповку осуществляют в два этапа, причем
на первом этапе используют первое штамповочное устройство для вытяжки, содержащее матрицу, держатель заготовки для зажима заготовки совместно с матрицей и пуансон для запрессовки заготовки в матрицу, и получают первый промежуточный формованный продукт, имеющий первый корпус и две первые части Т-образной формы,
при этом первый корпус образован частями верхнего листа и каждой из двух вертикальных стенок в корпусе усилителя центральной стойки и частями верхнего листа и каждой из двух вертикальных стенок в одной Т-образной части из двух указанных Т-образных частей,
при этом указанные первые части образованы двумя Т-образными частями за исключением частей верхнего листа и каждой из двух вертикальных стенок в одной части Т-образной формы,
причем, когда положение одного конца в области в продольном направлении, где образован первый корпус, определено как положение 0% в продольном направлении, а положение другого конца в области в продольном направлении определено как положение 100% в продольном направлении, высота вертикальных стенок в первом корпусе составляет не более 20% от высоты вертикальных стенок усилителя центральной стойки в положении 0% в продольном направлении, высота вертикальных стенок в первом корпусе составляет по меньшей мере 60% от высоты вертикальных стенок усилителя центральной стойки в положении 20-60% в продольном направлении и высота вертикальных стенок в первом корпусе составляет не более 20% от высоты вертикальных стенок усилителя центральной стойки в положении 100% в продольном направлении,
и на втором этапе выполняют штамповку первого промежуточного формованного продукта с использованием второго штамповочного устройства для формования изгибом, содержащего пуансон, подушку, имеющую стыковую поверхность, обращенную к выступу пуансона, и штамп для напрессовки на пуансон первого промежуточного формованного продукта в состоянии, в котором, по меньшей мере, часть каждой из указанных первых частей промежуточного формованного продукта зажата подушкой и пуансоном.
2. Способ по п. 1, в котором используют первое штамповочное устройство, в котором матрица выполнена с утопленной выемкой дуговой формы, соответствующей формам частей верхнего листа и каждой из двух вертикальных стенок первого промежуточного формованного продукта, а лицевые поверхности матрицы соответствуют формам верхнего листа и каждой из двух вертикальных стенок в одной части Т-образной формы первого промежуточного формованного продукта, держатель заготовки выполнен с зажимными поверхностями для зажима заготовки вместе с матричными лицевыми поверхностями матрицы, и пуансон выполнен с возможностью проталкивания заготовки в выемку матрицы.
3. Способ по п. 1, в котором используют второе штамповочное устройство, в котором пуансон выполнен с выступом, имеющим форму, соответствующую форме корпуса усилителя центральной стойки,
подушка имеет стыковую поверхность, обращенную к выступу пуансона, и зажимы выполнены с возможностью зажима, по меньшей мере одного из участков, образованных на верхних листах двух частей Т-образной формы первого промежуточного формованного продукта.
4. Способ по п. 1, в котором получают первый промежуточный формованный продукт, имеющий два наружных фланца, соединенных с соответствующими вертикальными стенками первого корпуса,
при этом первый корпус имеет выпуклую наружу изогнутую часть,
причем, когда длина в продольном направлении вдоль верхнего листа изогнутой части в первом корпусе определена как L1, а длина в продольном направлении наружных фланцев в изогнутой части определена как L2,
значение, определяемое формулой {(L1-L2)/L1}×100, составляет не более 0,8%.
5. Способ по п. 1, в котором подушка и пуансон второго штамповочного устройства выполнены с возможностью зажима плечевых секций, выступающих в поперечном направлении в каждом из участков, образованных в двух частях Т-образной формы первого промежуточного формованного продукта.
6. Способ по п. 1, в котором подушка и пуансон второго штамповочного устройства выполнены с возможностью зажима целиком первого формованного промежуточного продукта.
7. Способ по п. 1, к котором используют заготовку, состоящую из высокопрочного стального листа, имеющего предел прочности на разрыв 400-1600 МПа.
8. Способ по п. 1, в котором используют заготовку с заданными свойствами, получаемую путем сварки множества материалов, имеющих различные пределы прочности на разрыв.
| WO 2011071434 A1, 16.06.2011 | |||
| WO 2012070623 A1, 31.05.2012 | |||
| Гибочный штамп для изготовления скоб с отогнутыми полками | 1978 |
|
SU759177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

