Изобретение относится к области плазменной химико-термической обработки поверхности деталей и может быть использовано в авиадвигателестроении для повышения эксплуатационных свойств деталей, работающих при циклических нагрузках, а также позволяет интенсифицировать процесс азотирования.
Известен способ (патент РФ №2365671, С23С 8/80, 06.12.2007) упрочнения титановых сплавов в газовой среде, в частности, при изготовлении деталей, работающих при циклических нагрузках, включающий высокотемпературное азотирование при 700-750°C с последующим восстановительным отжигом в аргоне при температуре, превышающей температуру азотирования на 100-150°C, время отжига вычисляют по формуле
τотж=0,75⋅(Kазот/Kр)⋅exp(Eр/RTотж-Eазот/RTазот)⋅τазот,
где Kазот, Kр - эмперические коэффициенты, учитывающие соответственно скорость образования и скорость растворения нитридного газонасыщенного слоя, мкм2/сек;
Eазот - энергия активации процесса, контролирующего повышение концентрации азота в охрупченном азотированном слое, Дж/моль;
Eр - энергия активации процесса, контролирующего понижение концентрации азота в охрупченном азотированном слое, Дж/моль;
R - газовая постоянная, Дж/K⋅моль;
Tазот - температура азотирования, K;
Tотж - температура восстановительного отжига, K;
τазот - время азотирования, сек.
Недостатком аналога является отсутствие возможности азотирования титановых сплавов в наноструктурном и субмикрокристаллическом состоянии.
Известен способ (патент РФ №2409700, С23С 8/36, 30.6.2009) ионно-имплантационной обработки деталей из титановых сплавов, включающий ионную очистку ионами аргона и ионно-имплантационную обработку поверхности детали ионами азота.
Недостатком известного способа является сложность оборудования и его высокая стоимость. Также отсутствует возможность создания слоя нитрида титана для повышения эрозионной и коррозионной стойкости.
Известен способ (патент РФ №2430992, С23С 14/48, 29.10.2009) нанесения износостойких покрытий на лопатки компрессора, включающий осаждение чередующихся слоев металлов и их нитридов с очисткой поверхности лопаток ионами аргона и ионной имплантацией в процессе осаждения.
Недостатками аналога являются сложность технологии и используемого оборудования, повышение времени протекания процесса, высокая стоимость готового изделия, возможность отслаивания износостойкого покрытия.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ (патент РФ №2418095, С23С 8/36, 10.05.2011) обработки стальных изделий, включающий азотирование в тлеющем разряде, для осуществления которого проводят вакуумный нагрев изделий в плазме азота повышенной плотности.
Недостатком прототипа является невыполнимость азотирования титановых сплавов.
Задачей, на решение которой направлено предлагаемое изобретение, является интенсификация процесса азотирования, повышение стойкости к износу, эрозии, коррозии при сохранении механических свойств и циклической усталости титановых сплавов.
Техническим результатом является интенсификация процесса азотирования, формирование развитого нитридного и диффузионного слоя.
Задача решается, а технический результат достигается за счет использования способа азотирования изделий из титанового сплава в тлеющем разряде, включающий вакуумный нагрев изделий из титанового сплава в плазме азота повышенной плотности тлеющего разряда, отличающийся тем, что плазму азота повышенной плотности создают скрещенными электрическим и магнитным полями, а азотирование упомянутых изделий выполняют в рабочей смеси N2 15% + Ar 85% при давлении, равном 80 Па, температуре 500÷550°С в течение 1,5÷2 часов с последующей сменой смеси на N2 60% + Ar 40% при давлении, равном 40 Па, с выдержкой в течение 1 часа, затем детали охлаждают в вакууме.
Величина процентного содержания азота (15%) не обеспечивает необходимую концентрацию азота для формирования нитридного слоя. Давление, равное 80 Па, создает концентрацию смеси, необходимую для понижения эффекта локализации разряда вследствие уменьшении пути, проходимого электроном до анода. Это приводит к уменьшению степени ионизации у поверхности катода, уменьшению плотности тока и, как следствие, необходимости повышения напряжения горения дуги для поддержания необходимой температуры процесса. Комплексное воздействие приведенных выше параметров обеспечивает распыление нитридного слоя вплоть до практически полного его отсутствия, что обеспечивает эффективную диффузию.
Содержание азота в смеси, равное 60%, и снижение рабочего давления приводят к формированию развитого нитридного слоя.
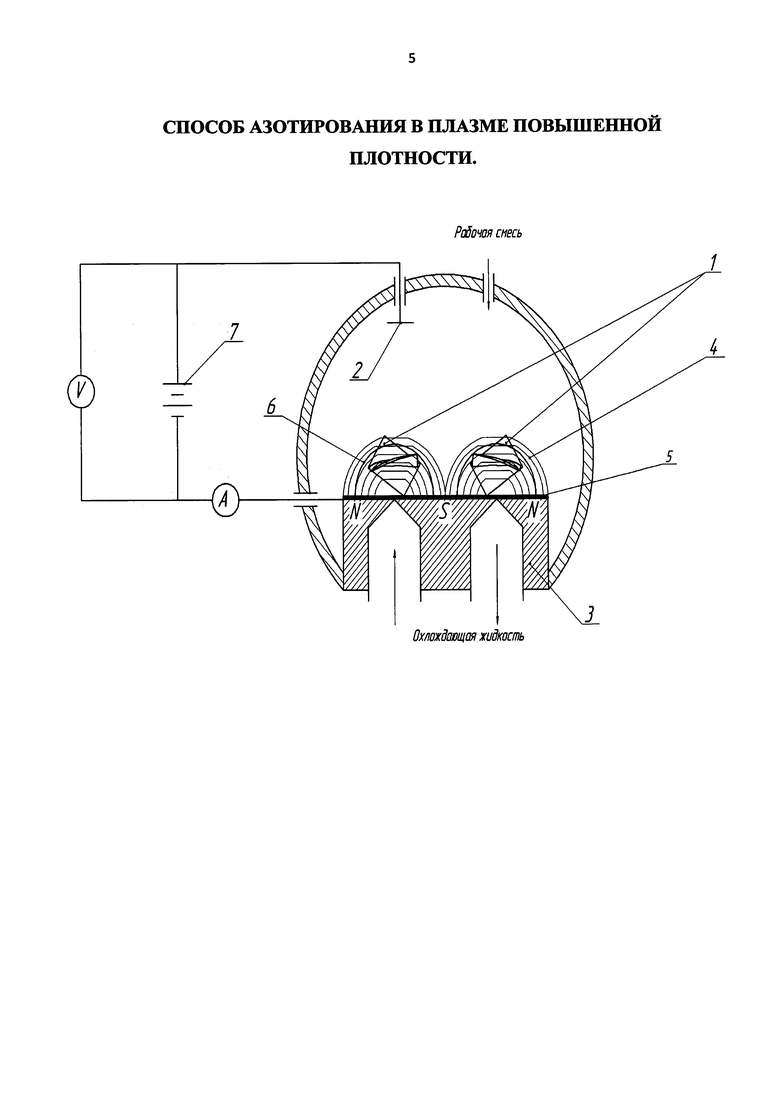
Существо изобретения поясняется чертежом, на котором изображена схема реализации способа вакуумного ионно-плазменного азотирования изделий из титанового сплава. Схема содержит катод-деталь 1, анод 2, магнит 3, силовые линии магнитного поля 4, катод 5, электронное облако 6, источник питания 7.
Пример конкретной реализации способа
В вакуумной камере устанавливают обрабатываемые детали в область локализации разряда, например лопатки компрессора из сплава ВТ6. После откачивания воздуха камеру продувают Ar до давления 1000 Па, затем в камере создают давление, равное 10÷15 Па. На электроды подают напряжение 900÷1100 В, при этом происходит катодное распыление. После 5÷10 мин в камеру подают смесь газов (N2 15%+Ar 85%) до первого рабочего давления, равного 80 Па, обеспечивающего горение разряда при более высоких энергетических параметрах (Uраз=500÷600 В), для эффективной диффузии (образование развитой диффузионной зоны) до температуры 500÷550°C. При этом происходит азотирование в течение 1,5÷2 часов, после чего производят смену смеси на (N2 60%+Ar 40%) и создают давление, равное 40 Па, для формирования нитридной пленки (слоя). Затем осуществляют выдержку в течение 1 часа. Далее детали медленно охлаждают в вакууме.
Так как температура Кюри для материала магнитов составляет порядка 300-350°C, а температура процесса 500÷550°C, необходимо охлаждение.
Необходимо отметить следующие преимущества заявленного способа: высокая технологичность процесса, экологическая чистота процесса за счет отсутствия вредных производственных выбросов в атмосферу, простота схемы обработки, не требующая проектирования специальных приспособлений, и сравнительно невысокая стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611607C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2633867C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ С ПОСТОЯННОЙ ПРОКАЧКОЙ ГАЗОВОЙ СМЕСИ | 2018 |
|
RU2687616C1 |
| СПОСОБ АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2015 |
|
RU2625518C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2014 |
|
RU2562187C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2558320C1 |
| СПОСОБ СОЗДАНИЯ МАКРОНЕОДНОРОДНОЙ СТРУКТУРЫ МАТЕРИАЛА ПРИ АЗОТИРОВАНИИ | 2009 |
|
RU2418096C2 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611003C1 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
Изобретение относится к области плазменной химико-термической обработки поверхности деталей и может быть использовано в авиадвигателестроении для повышения эксплуатационных свойств деталей, работающих при циклических нагрузках, а также позволяет интенсифицировать процесс азотирования. Способ азотирования изделий из титанового сплава в тлеющем разряде включает вакуумный нагрев изделий из титанового сплава в плазме азота повышенной плотности тлеющего разряда, при этом плазму азота повышенной плотности создают скрещенными электрическим и магнитным полями, а азотирование упомянутых изделий выполняют в рабочей смеси N2 15% + Ar 85% при давлении, равном 80 Па, температуре 500÷550°С в течение 1,5÷2 часов с последующей сменой смеси на N2 60% + Ar 40% при давлении, равном 40 Па, с выдержкой в течение 1 часа. Затем изделия охлаждают в вакууме. Обеспечивается интенсификация процесса азотирования, формирование развитого нитридного диффузионного слоя, повышение стойкости к износу, эрозии и коррозии при сохранении механических свойств и циклической усталости титановых сплавов. 1 ил., 1 пр.
Способ азотирования изделий из титанового сплава в тлеющем разряде, включающий вакуумный нагрев изделий из титанового сплава в плазме азота повышенной плотности тлеющего разряда, отличающийся тем, что плазму азота повышенной плотности создают скрещенными электрическим и магнитным полями, а азотирование упомянутых изделий выполняют в рабочей смеси N2 15% + Ar 85% при давлении, равном 80 Па, температуре 500÷550°С в течение 1,5÷2 часов с последующей сменой смеси на N2 60% + Ar 40% при давлении, равном 40 Па, с выдержкой в течение 1 часа, затем изделия охлаждают в вакууме.
| СПОСОБ СОЗДАНИЯ МАКРОНЕОДНОРОДНОЙ СТРУКТУРЫ МАТЕРИАЛА ПРИ АЗОТИРОВАНИИ | 2009 |
|
RU2418096C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ В ГАЗОВОЙ СРЕДЕ | 2007 |
|
RU2365671C1 |
| US 5443663 A, 22.08.1995 | |||
| US 5334264 A1, 02.08.1994 | |||
| US 4762756 A1, 09.08.1988. | |||

