Изобретение относится к области изготовления рабочих колес из композиционного материала для вентиляторов, а также для компрессоров газотурбинных двигателей.
Известно изобретение по патенту №2374072 «Способ производства лопастей».
Способ производства лопастей включает взаимосвязанные между собой технологические операции: подготовку матриц верхней и нижней оболочек с нанесением разделительных, декоративных или защитных слоев, выкладку верхней и нижней оболочек из пропитанной связующим стеклоткани с размещением закладных элементов.
Соединение верхней и нижней оболочек с выдержкой и разборкой матриц. Выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов по периметру и вдоль продольной оси оболочки. Пустотелые элементы по периметру выполняют с криволинейным поперечным сечением. Пустотелые элементы вдоль продольной оси выполняют с прямоугольным поперечным сечением. Соединение выложенных неотвержденных верхней и нижней оболочек производят с вертикальным смятием пустотелых элементов. Зазоры между пустотелыми элементами, нижней и верхней оболочками вдоль задней кромки выполняют с полимерным заполнителем. Изобретение направлено на повышение прочности соединения оболочек.
Очевидно, что применительно к изготовлению рабочих колес вентилятора или компрессора данное изобретение направлено на изготовление только элемента рабочего колеса. Анализ изобретения позволяет сделать следующие выводы.
Получаемое в перспективе рабочее колесо, содержащее лопасти по приведенному патенту, будет иметь ограничение по прочности в местах стыковки лопастей в центральной втулке (диску).
Касательно технологии производства: процесс изготовления рабочего колеса будет длительным (состоящим из множества этапов) и сложным, в перспективе потребуется длительная и сложная процедура проверки сборки колеса в целом.
Изготавливаемые лопасти, а вместе с ними и рабочее колесо будут иметь погрешности в изготовлениях (появятся расхождения по весу, центровке и другим параметрам).
Ближайшим аналогом предлагаемого заявленного изобретения является способ получения рабочего колеса компрессора по патенту России №2502601.
Суть данного изобретения заключается в том, что раскрой слоев заготовки из композиционного материала (корректней будет сказать, наполнителя, так как композиционный материал является сочетанием наполнителя и связующего - примечание заявителя) для лопаток осуществляется с выходом за пределы контура лопаток со стороны их корневого сечения на длину, превышающую длину дуги опорного кольца между соседними лопатками. При этом прессование лопаток производится отдельно с сохранением части заготовки из наполнителя за пределами контура лопатки, после чего формируется опорное кольцо с передними и задними фланцами, располагаются лопатки с укладкой слоев материала выходящими за контур лопаток и после установки элементов пресс-формы формируется рабочее колесо.
Основным недостатком ближайшего аналога является то, что рабочее колесо является «условно монолитным». А именно будучи собранным из отдельных элементов (в том числе лопаток), после окончательной пропитки связующим и последующей полимеризацией содержит внутри себя границы полимеризации связующего. Это негативно влияет на прочность рабочего колеса с увеличением вероятности разрыва колеса по границам полимеризации связующего.
Кроме этого, отдельное изготовление лопаток увеличивает технологический цикл (общее время) изготовления рабочего колеса, что, соответственно, увеличивает трудозатраты и, как следствие, итоговую стоимость колеса. Также следует учитывать, что отдельное формование лопаток требует отдельной подготовки связующего. С учетом неизбежной погрешности в технологическом процессе подготовки связующего из отдельных компонентов, а также процесса полимеризации связующего можно сделать утверждение о наличии внутри рабочего колеса отдельных фрагментов с индивидуальными свойствами.
Есть и другие недостатки, связанные с человеческим фактором, например, в установке угла поворота лопасти, вследствие чего рабочее колесо будет работать существенно хуже и с уменьшенным ресурсом.
Задачей заявляемого изобретения является разработка такого способа получения рабочего колеса, который бы исключил перечисленные выше недостатки, а также позволил изготавливать рабочее колесо с более высокими техническими характеристиками, включая модуль упругости, предел прочности и аэродинамические свойства, пониженной себестоимостью, уменьшенными временными затратами, а также обеспечить стабильный вес изделия.
Указанная задача достигается тем, что в способе изготовления рабочего колеса, включающем раскрой армирующего наполнителя, например, на основе ткани из стекловолокна или углеродного волокна, для получения заготовок с размерами, превышающими размеры лопаток со стороны их корневого сечения, укладку заготовки в пресс-форму, пропитывание связующим составом, например эпоксидной или полиэфирной смолой, и прессование, дополнительно введено следующее: укладку заготовки в пресс-форму и пропитывание связующим наполнителя всего рабочего колеса, включая лопатки и центральный диск, выполняют в течение одного технологического цикла до момента полимеризации связующего, при этом лопасти колеса состоят из не менее чем двух слоев наполнителя, формирование лопаток и элементов центрального диска выполняют одновременно посредством укладки заготовок на рабочую поверхность пресс-формы, осуществляют соединение элементов пресс-формы, выполняют окончательное формирование центрального диска укладкой отдельных заготовок наполнителя на цилиндрическую и торцевую части пресс-формы в области диска, и после полного пропитывания наполнителя связующим выполняют равномерную полимеризацию всего колеса без границ полимеризации внутри рабочего колеса с образованием монолитного рабочего колеса.
Дополнительно также могут быть применены следующие технологические операции.
1. Одновременно с укладкой наполнителя на рабочую поверхность пресс-формы поочередно с формированием лопаток и элементов центрального диска выполняют частичное пропитывание элементов заготовок из наполнителя связующим.
2. Верхнюю часть пресс-формы выполняют разборной из соотношения, что количество элементов верхней части пресс-формы равно количеству лопастей рабочего колеса.
3. Окончательное формирование формы лопаток производят укладкой нескольких слоев наполнителя различных размеров с формированием профиля лопаток.
4. После завершения полимеризации связующего целесообразно выполнить термостабилизацию монолитного рабочего колеса, заключающуюся в том, что монолитное рабочее колесо выдерживают в нагревательной камере в интервале от 100 до 140 минут при температуре в диапазоне от 70 до 90 градусов Цельсия либо в интервале от 50 до 70 минут при температуре в диапазоне от 110 до 130 градусов Цельсия.
В заявке представлены следующие графические материалы, на которых приведены внешний вид рабочего колеса, элементов пресс-формы и поэтапное проведение операций по изготовлению монолитного рабочего колеса вентилятора.
Фигура 1 - монолитное рабочее колесо.
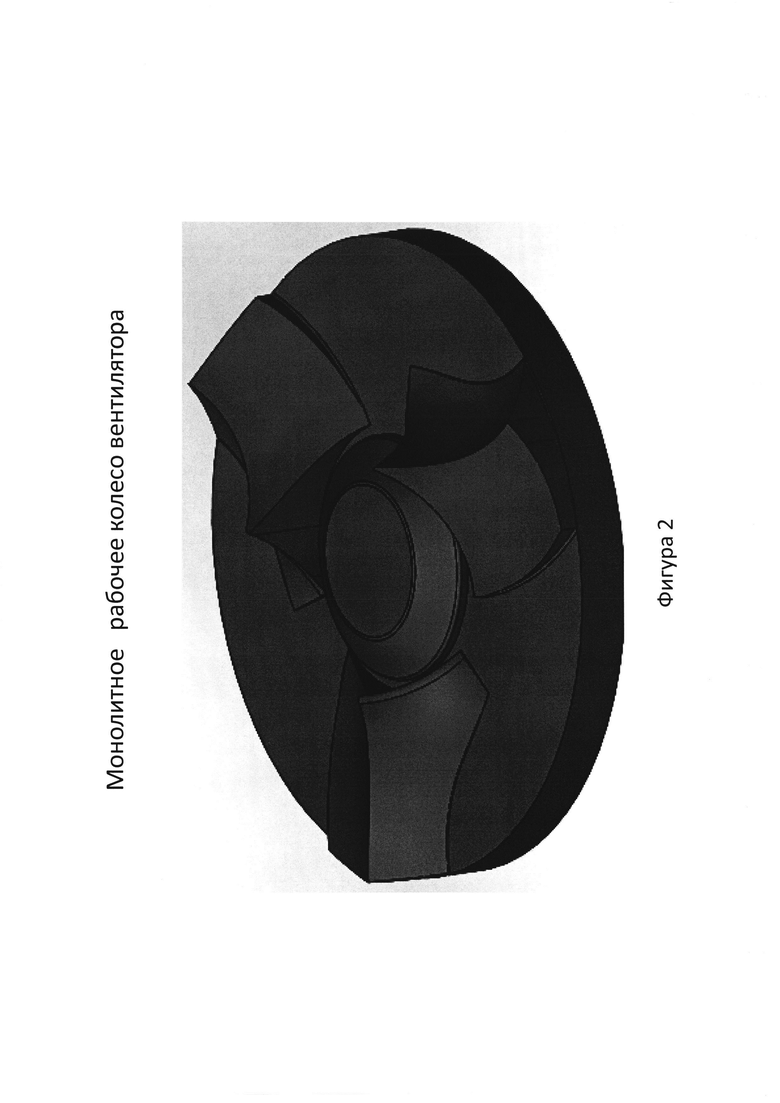
Фигура 2 - нижняя часть пресс-формы.
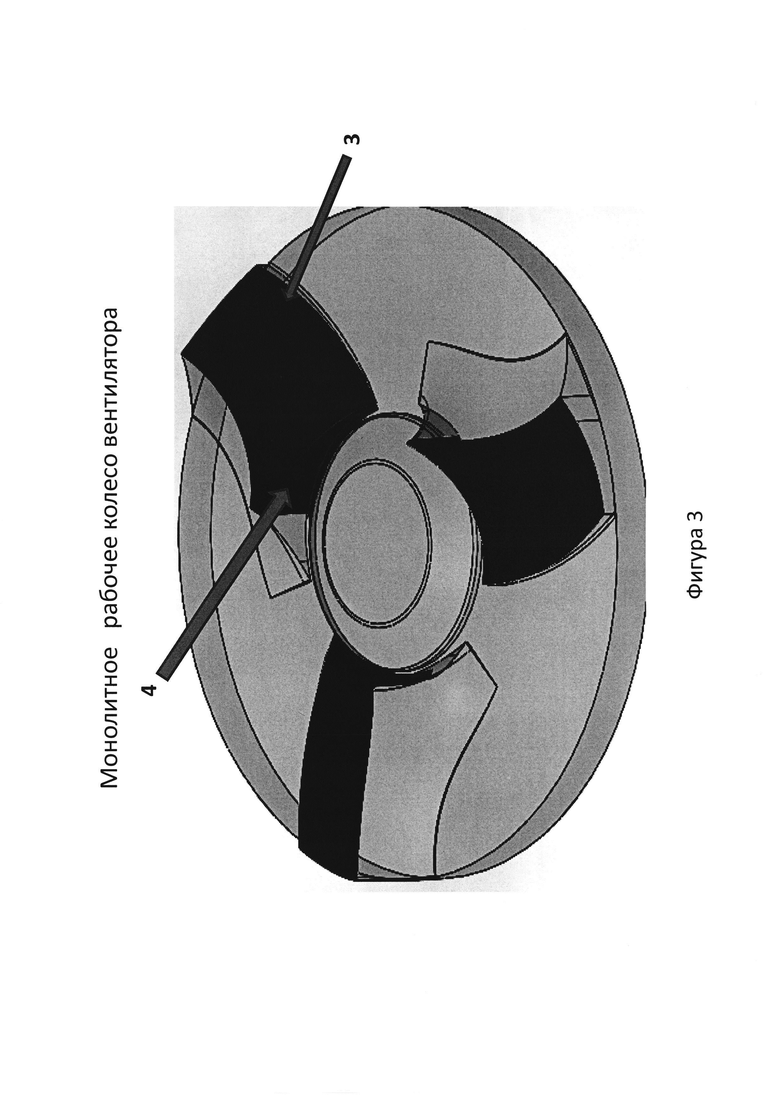
Фигура 3 - нанесение первого слоя наполнителя (например, стеклоткани).
Фигура 4 - верхняя часть пресс-формы в сборе.
Фигура 5 - нанесение второго слоя наполнителя.
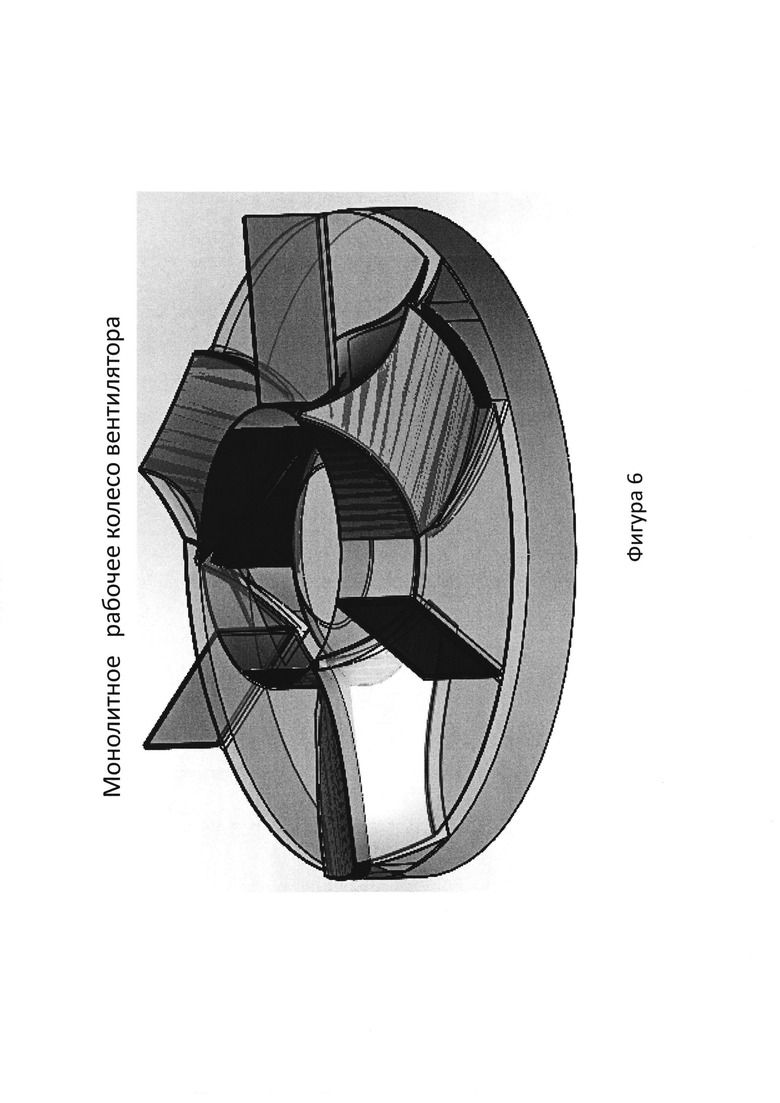
Фигура 6 - пресс-форма в сборе.
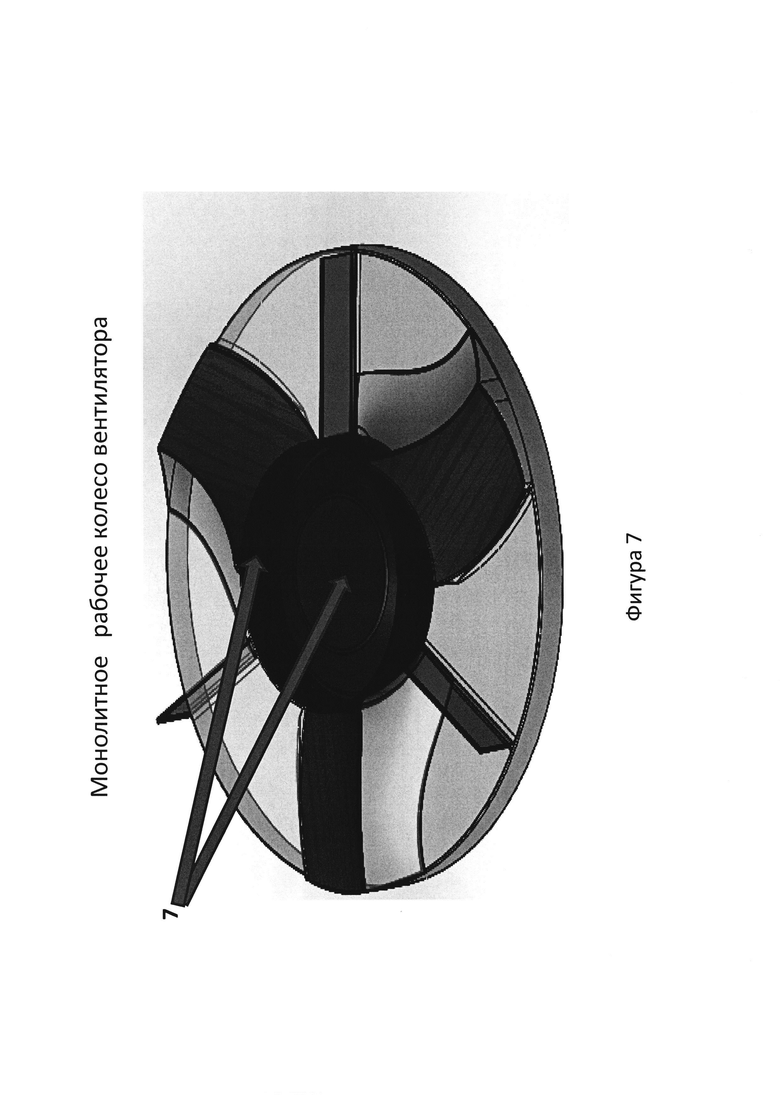
Фигура 7 - нанесение слоя наполнителя для формовки центрального диска (центральной втулки) рабочего колеса.
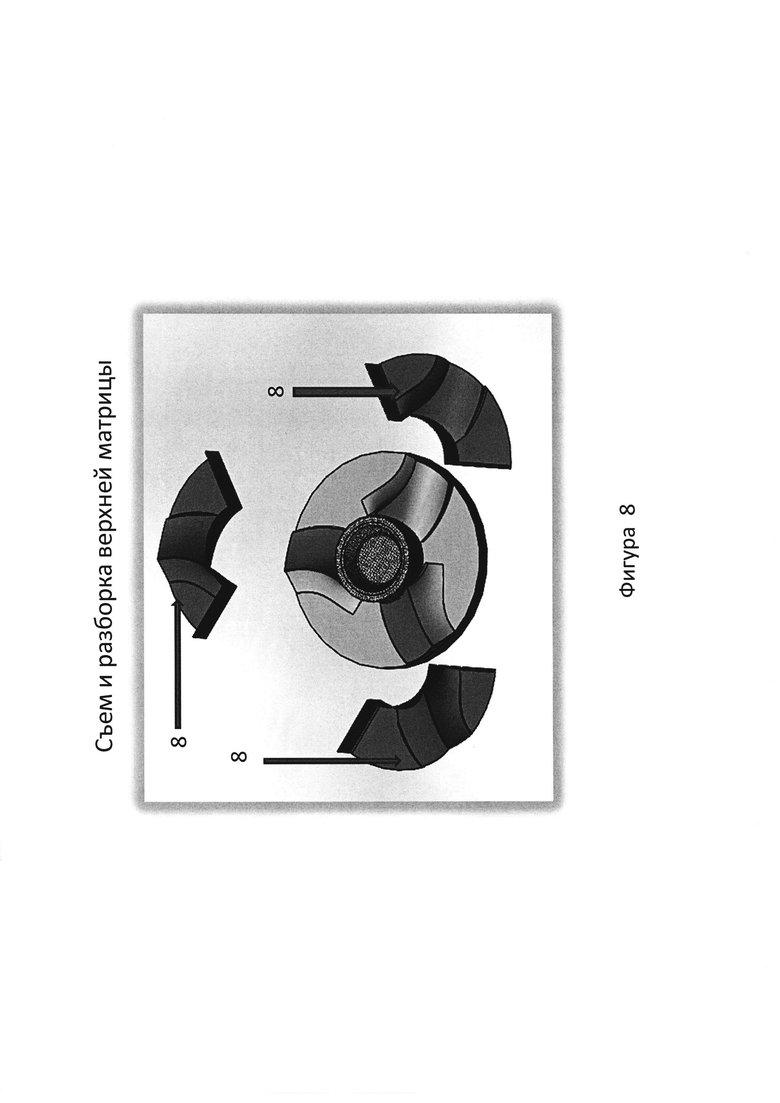
Фигура 8 - съем и разборка верхней части пресс-формы.
На чертежах позициями обозначены следующие элементы.
1 - лопасть;
2 - центральный диск (втулка);
3 - формирование лопасти;
4 - формирование части центрального диска;
5 - формирование лопасти;
6 - формирование части центрального диска;
7 - формирование центрального диска (центральной втулки) нанесением наполнителя на стенки пресс-формы;
8 - элементы верхней части пресс-формы.
Изготовление монолитного рабочего колеса вентилятора (фигура 1) заявляемого решения происходит следующим образом.
После проведения подготовительных работ, связанных с подготовкой оснастки, раскроя наполнителя (изготовление заготовок из наполнителя с размерами, превышающими размеры лопаток со стороны корневого сечения на величину не меньше чем высота центрального диска, а также заготовок из наполнителя для формирования центрального диска) и связующего, приступают к укладке первого слоя наполнителя на нижнюю часть пресс-формы (фигура 2).
Укладка (нанесение) заготовки (фигура 3) может происходить как с одновременным пропитыванием наполнителя связующим, так и без него (т.е. пропитывание происходит после укладки заготовок в собранной пресс-форме).
Одновременно с укладкой первого слоя (или незамедлительно после укладки первого слоя) наполнителя производят укладку второго слоя (фигура 5) наполнителя на верхнюю часть пресс-формы (фигура 4) аналогично укладке первого слоя.
Затем пресс-формы соединяют между собой таким образом, чтобы первый и второй слои наполнителя были состыкованы (фигура 6).
Форма лопаток может быть выполнена «объемной», т.е. может быть выполнен необходимый (зависит от конкретных заданных характеристик) профиль. Для этого выполняют укладку нескольких слоев наполнителя различных размеров (раскрой наполнителя, соответственно, выполняется заранее) между нижним и верхним слоями, уложенными предварительно на рабочие поверхности пресс-формы. При этом внутри пресс-формы могут быть сформированы необходимые выемки, размер и глубина которых зависит от заданного конечного профиля лопаток.
В собранной пресс-форме производят укладку наполнителя (из заготовок, предназначенных для формирования центрального диска) для формирования центрального диска наложением заготовок на стенки во внутренней части пресс-формы (фигура 7). Заготовки укладываются внахлест с образованием единой детали без оформления границ.
Производят пропитывание связующим (при необходимости под давлением) и оставляют пресс-форму для полимеризации связующего.
При необходимости производят термостабилизацию рабочего колеса, заключающуюся в том, что монолитное рабочее колесо выдерживают в нагревательной камере в интервале от 100 до 140 минут при температуре в диапазоне от 70 до 90 градусов Цельсия либо в интервале от 50 до 70 минут при температуре в диапазоне от 110 до 130 градусов Цельсия.
После полимеризации пресс-форму снимают и разбирают (фигура 8), после чего монолитное рабочее колесо (фигура 1) снимают, механически устраняют возможные отливы связующего и готовят к эксплуатации.
В итоге технический эффект от внедрения заявляемого решения состоит в следующем.
Полное и равномерное армирование элементов рабочего колеса наполнителем одновременно с равномерной полимеризацией связующего увеличивает модуль упругости и предел прочности (в том числе на разрыв) рабочего колеса как в целом, так и его отдельных элементов.
Наиболее явно эффект увеличения прочности проявляется в сравнении с аналогичными устройствами в местах крепления лопастей к центральному диску (ступице), так как заявляемая технология изготовления рабочего колеса фактически исключает сборочные операции отдельных сборочных единиц колеса (например, присоединение лопастей к ступице).
Равномерное распределение наполнителя с одновременной полимеризацией связующего во всех точках рабочего колеса позволяет получить единую деталь с одинаковыми прочностными характеристиками, обеспечивающую особенную прочность связи лопастей и ступицы. Как следствие, возрастает не только долговечность и запас прочности, но также появляется возможность конструирования (с последующим изготовлением) принципиально новых устройств (с применением вентиляторов или компрессоров) с повышенными характеристиками.
Например, получаемое рабочее колесо с повышенными прочностными свойствами и обладающее минимальным разбросом параметров в серийном изготовлении, минимальном отклонении геометрического центра от центра массы позволяет создавать вентиляторы повышенных размеров (не менее 0.6 м в диаметре), работающих на повышенных оборотах по сравнению с аналогами (не менее оборотов в минуту) в течение длительного времени без потери механических свойств.
Заявляемый способ формирования рабочего колеса исключает возможность влияния человеческого фактора на появление ошибки в установке угла поворота лопасти. В итоге уменьшается погрешность в геометрической форме изготавливаемых изделий, уменьшается разброс изделий по характеристикам, например обеспечивается стабильный (постоянно фиксированный) вес изделия, а исключение крепежных элементов из металла уменьшает вес готового изделия.
Применение двусторонней формовки обеспечивает гладкую поверхность рабочего колеса, что повышает его аэродинамические свойства.
Выполнение термостабилизации целого изделия дополнительно повышает прочность рабочего колеса, увеличивает температуру допустимой деформации (HDT) как лопастей, так и всего рабочего колеса.
Заявляемый способ изготовления рабочего колеса предполагает исключение из процедуры изготовления таких операций, как установка, приформовка и вклейка лопастей, что в итоге сокращает временные затраты на изготовление изделия, снижает трудозатраты, а следовательно, и конечную стоимость рабочего колеса.
Заявляемая технология (способ) изготовления рабочего колеса испытана в производстве. Получаемые экземпляры рабочих колес выдержали программу испытаний с повышенными требованиями, что позволяет с уверенностью утверждать о превосходстве производимых изделий (монолитных рабочих колес для вентиляторов охлаждения) над существующими аналогами по заявленным характеристикам.
Соответственно, заявитель обоснованно утверждает о превосходстве технологических решений, изложенных в заявке, над существующими аналогами.



Изобретение относится к турбомашиностроению и может быть использовано при изготовлении рабочих колес вентилятора. Осуществляют раскрой армирующего наполнителя для получения заготовок с размерами, превышающими размеры лопаток со стороны их корневого сечения. Укладку заготовки в пресс-форму и пропитывание связующим наполнителя всего рабочего колеса выполняют в течение одного технологического цикла до момента полимеризации связующего. Лопасти колеса состоят из по меньшей мере двух слоев наполнителя. Формирование лопаток и элементов центрального диска выполняют одновременно посредством укладки заготовок на рабочую поверхность пресс-формы. Осуществляют соединение элементов пресс-формы. Выполняют окончательное формирование центрального диска путем укладки отдельных заготовок наполнителя на цилиндрическую и торцевую части пресс-формы в области диска. После полного пропитывания наполнителя связующим выполняют равномерную полимеризацию всего колеса без границ полимеризации с образованием монолитного рабочего колеса. Обеспечивается сокращение и упрощение технологического цикла, получение рабочего колеса с увеличенными модулем упругости и пределом прочности. 4 з.п. ф-лы, 8 ил.
1. Способ изготовления рабочего колеса вентилятора, включающий раскрой армирующего наполнителя для получения заготовок с размерами, превышающими размеры лопаток со стороны их корневого сечения, укладку заготовки в пресс-форму, пропитывание связующим составом и прессование, отличающийся тем, что укладку заготовки в пресс-форму и пропитывание связующим наполнителя всего рабочего колеса, включая лопатки и центральный диск, выполняют в течение одного технологического цикла до момента полимеризации связующего, при этом лопасти колеса состоят из не менее чем двух слоев наполнителя, формирование лопаток и элементов центрального диска выполняют одновременно посредством укладки заготовок на рабочую поверхность пресс-формы, осуществляют соединение элементов пресс-формы, выполняют окончательное формирование центрального диска укладкой отдельных заготовок наполнителя на цилиндрическую и торцевую части пресс-формы в области диска и после полного пропитывания наполнителя связующим выполняют равномерную полимеризацию всего колеса без границ полимеризации внутри рабочего колеса с образованием монолитного рабочего колеса.
2. Способ изготовления рабочего колеса вентилятора по п. 1, отличающийся тем, что одновременно с укладкой наполнителя на рабочую поверхность пресс-формы поочередно с формированием лопаток и элементов центрального диска выполняют частичное пропитывание элементов заготовок из наполнителя связующим.
3. Способ изготовления рабочего колеса вентилятора по п. 1, отличающийся тем, что окончательное формирование формы лопаток производят укладкой нескольких слоев наполнителя различных размеров с формированием профиля лопаток.
4. Способ изготовления рабочего колеса вентилятора по п. 1, отличающийся тем, что верхнюю часть пресс-формы выполняют разборной из соотношения, что количество элементов верхней части пресс-формы равно количеству лопастей рабочего колеса.
5. Способ изготовления рабочего колеса вентилятора по п. 1, отличающийся тем, что после завершения полимеризации связующего выполняют термостабилизацию монолитного рабочего колеса, заключающуюся в том, что монолитное рабочее колесо выдерживают в нагревательной камере в интервале от 100 до 140 минут при температуре в диапазоне от 70 до 90 °C либо в интервале от 50 до 70 минут при температуре в диапазоне от 110 до 130 °C.
| РАБОЧЕЕ КОЛЕСО ВЕНТИЛЯТОРА | 2009 |
|
RU2395725C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАБОЧЕГО КОЛЕСА КОМПРЕССОРА | 2012 |
|
RU2502601C1 |
| WO 2013092289 A1, 27.06.2013 | |||
| CN 103147991 A, 12.06.2013 | |||
| CN 1880052 A, 20.12.2006. | |||

