Предлагаемое изобретение относится преимущественно к машиностроению и может быть применено при сварке и наплавке металлических деталей в среде защитного газа.
Известна проволока для сварки в среде защитных газов (Ульянов В.И., Гречанюк Н.И., Кривасов А.К. и др. Авторское свидетельство СССР № 1061962, В23К 35/02 от 17.05.82 г. Бюл. № 47 от 23.12.83 г.), содержащая антикоррозионное металлическое покрытие толщиной 1-100 мкм из титана, ферротитана или сплава титана с алюминием. Указанная проволока позволяет уменьшить разбрызгивание электродного металла при сварке в среде углекислого газа, уменьшить образование газовых пор и обеспечить струйный перенос электродного металла при высоких значениях сварочного тока 380-400 А. Однако покрытие указанной проволоки не имеет активирующего флюса и не способно увеличить глубину проплавления металла. Кроме того, указанная проволока не может обеспечить струйный перенос электродного металла при низких значениях сварочного тока.
Известна сварочная электродная проволока (Патон Б.Е., Воропай Н.М., Никифоров Б.А. и др. Сварочная электродная проволока. В23К 35/06, 35/10. Авторское свидетельство СССР № 1696231 от 09.02.1987 г. Бюл. № 45 от 07.12.1991 г.). Проволока состоит из металлического стержня с внутренним каналом, полость которого заполнена шлакообразующими и легирующими компонентами, а на внешнюю и внутреннюю поверхности стержня нанесено металлическое покрытие. Указанная проволока улучшает капельный перенос электродного металла, однако она также не имеет в составе активирующего флюса и не способна увеличить глубину проплавления металла. Кроме того, изготовление проволоки отличается повышенной трудоемкостью, что увеличивает стоимость проволоки.
Известна сварочная активированная проволока для сварки и наплавки (Паршин С.Г., Паршин С.С. Сварочная активированная проволока. МПК7 В23К 35/365, В23К 35/04. Патент РФ № 2294272 от 01.11.2005 г. Бюл. № 6 от 27.02.2007 г.), которая принята за прототип. Указанная проволока состоит из металлического стержня и нанесенного на стержень композиционного покрытия с активирующим флюсом. Покрытие выполнено в виде электролитически полученного микрокомпозита, включающего металлическую матрицу с равномерно распределенной в ней дисперсной фазой из порошка активирующего флюса. Активированная проволока позволяет увеличить глубину проплавления металла и улучшить капельный перенос электродного металла в сварочную ванну. Однако проволока по прототипу выполнена из мелкодисперсного порошка флюса с размером частиц 10-100 мкм, что увеличивает пористость композиционного покрытия и приводит к абсорбции влаги при использовании гигроскопичных компонентов флюса.
Техническим результатом предлагаемого изобретения является увеличение глубины проплавления металла и улучшение капельного перехода электродного металла за счет нанесения на поверхность проволоки композиционного покрытия.
Сущность предлагаемого изобретения заключается в том, что на сварочной проволоке размещают композиционное покрытие, полученное электролитическим и газофазным осаждением. В отличие от прототипа, дисперсной фазой являются заполненные активирующим флюсом наноразмерные трубки, которые распределяются равномерно по объему металлической матрицы. Активирующий флюс, состоящий из солей, вводят внутрь полости наноразмерных трубок с помощью химического газофазного осаждения. В качестве металлической матрицы используют металл, например медь Cu, молибден Мо, титан Ti, алюминий Al, никель Ni, хром Cr. В качестве наноразмерных трубок применяют металлические нанотрубки или углеродные нанотрубки, которые осаждаются на поверхность проволоки электролитическим способом [см. Юровская М.А., Сидоров Л.Н. Фуллерены. - М.: Экзамен, 2005,_ 688 с. и Викарчук А.А., Довженко О.А., Костин В.И. и др. Пентагональные нанотрубки, формирующиеся при электрокристаллизации металлов // Материаловедение - 2005, № 3, с.42-47].
Такое сочетание известных и новых признаков позволяет увеличить глубину проплавления металла, улучшить капельный переход и уменьшить способность гигроскопичных компонентов флюса к влагопоглощению. Это становится возможным, поскольку композиционное покрытие содержит наноразмерные частицы активирующего флюса, которые контрагируют сварочную дугу и снижают межфазное натяжение металла. Наноразмерные трубки с флюсом распределены равномерно в объеме металлической матрицы, поэтому композиционное покрытие обладает высокой электропроводностью и теплопроводностью [см. Сайфуллин Р.С. Физикохимия неорганических полимерных и композиционных материалов. М.: Химия, 1990 г., 239 с.]. Это позволяет обеспечить надежный электрический контакт с токоподводящим мундштуком горелки при длительном протекании сварочного тока большой величины.
При этом гигроскопичные компоненты активирующего флюса изолируются от контакта с атмосферой металлической матрицей и стенками наноразмерных трубок.
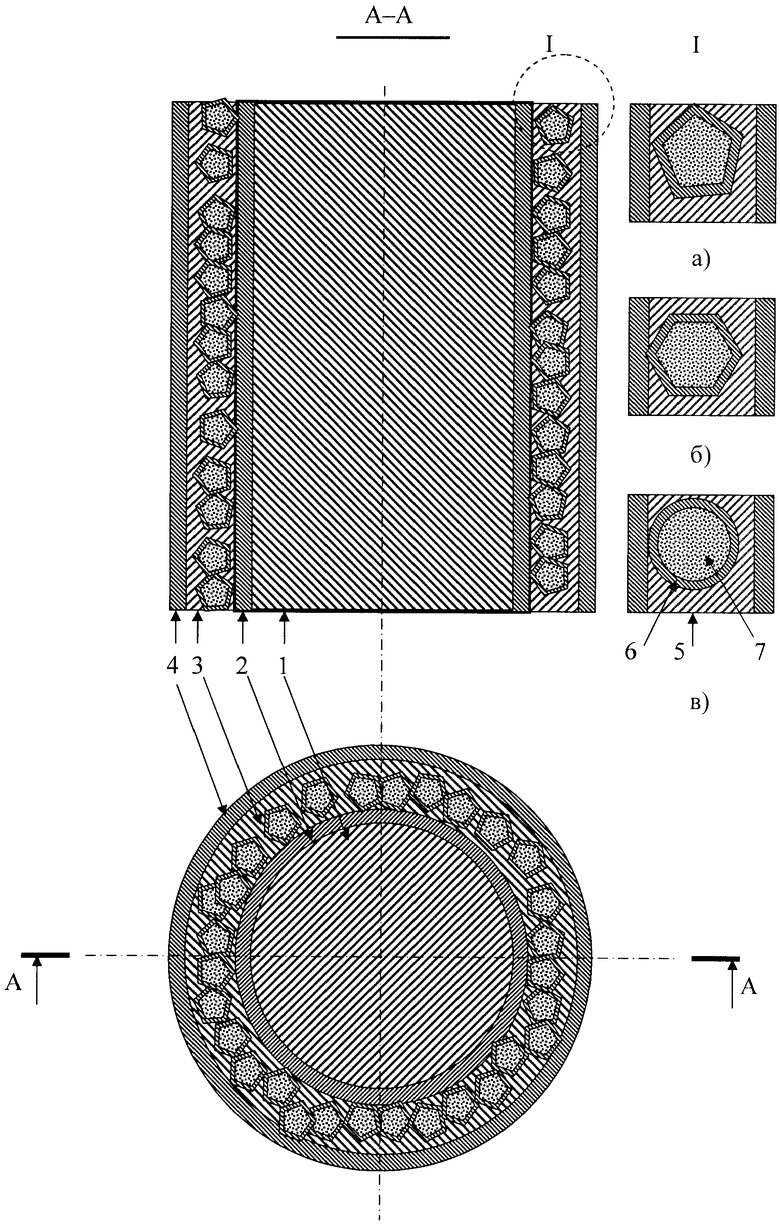
Предлагаемое изобретение иллюстрируется чертежом, где показан вид проволоки с металлическим и композиционным покрытием. Предлагаемая проволока состоит из металлического стержня 1, на котором располагается внутреннее металлическое покрытие 2, композиционное покрытие 3 и внешнее металлическое покрытие 4. Композиционное покрытие 3 состоит из металлической матрицы 5 с равномерно распределенными по объему матрицы наноразмерными трубками 6, в полости которых содержится активирующий флюс 7. Наноразмерные трубки могут иметь пентагональную - а), гексагональную - б) или овальную форму - в). Перед нанесением композиционного покрытия на поверхность сварочной проволоки может наноситься внутреннее металлическое покрытие 2. После нанесения композиционного покрытия на его поверхность может наноситься внешнее металлическое покрытие 4.
Цель изобретения достигается тем, что на поверхность сварочной проволоки электролитическим и химическим газофазным способом наносят композиционное покрытие, состоящее из смеси металла (металлической матрицы) и наноразмерных трубок (дисперсной фазы), в полости которых размещают активирующий флюс. Указанные покрытия обеспечивают хороший электрический контакт проволоки с токоподводящим мундштуком горелки и эффективное воздействие на дугу активирующих компонентов покрытия, которые контрагируют дугу и увеличивают ее проплавляющую способность (Симоник А.Г., Петиашвили В.И., Иванов А.А. Эффект контракции дугового разряда при введении электроотрицательных элементов // Сварочное производство, 1976, № 3, с.49). При плавлении покрытия образуется шлаковая пленка, которая снижает межфазное натяжение металла. Это увеличивает частоту образования капель и уменьшает диаметр капель электродного металла, что улучшает стабильность горения дуги и формирования сварного шва.
Технология изготовления предлагаемой проволоки может быть выполнена известными в промышленности способами [см. Сайфуллин Р.С. Композиционные электрохимические покрытия и материалы. М.: Химия, 1972 г., 168 с. и Аварбэ Р.Г., Нешнор В.С., Шарупин Б.Н. Химическое газофазное осаждение тугоплавких неорганических материалов. Л.: Химия, 1976, с.3-101]. Очищенную сварочную проволоку погружают в электролитическую ванну, которая содержит водный раствор электролита в нужной концентрации. Сварочную проволоку подключают к отрицательному полюсу источника питания. При высокой плотности тока на поверхности сварочной проволоки формируются наноразмерные трубки. После образования наноразмерных трубок сварочную проволоку промывают, сушат и помещают в газовую камеру, через которую пропускают газовый поток, образующийся в результате нагрева и испарения фторидов и хлоридов активирующего флюса. Газовый поток проходит через полости наноразмерных трубок и конденсируется на внутренних стенках трубок, заполняя полость трубок наноразмерными кристаллами активирующего флюса. После химической обработки проволоку с заполненными наноразмерными трубками погружают повторно в электролитическую ванну для осаждения металлической матрицы, которая заполняет свободное пространство между наноразмерных трубок. В результате на проволоке образуется микрокомпозиционное покрытие толщиной 0,25-100 мкм с равномерно распределенными по объему матрицы наноразмерными трубками с активирующим флюсом. После нанесения покрытий проволока сушится и сматывается в бухты для применения при механизированной или автоматической сварке.
В качестве примера применения предлагаемой проволоки можно привести наплавку наноструктурированной композиционной проволокой на трубу диаметром 273 мм толщиной 10 мм из углеродистой стали. Сварочную проволоку Св-08Г2С диаметром 1,6 мм помещали в электролитическую ванну, содержащую раствор медьсодержащего электролита при температуре 50°С. При выдержке проволоки в течение 1 часа при плотности тока j=0,05 А/дм2 на поверхности проволоки образовывались медные наноразмерные трубки пентагональной формы диаметром до 100 нм и длиной до 500-1000 нм. Полученную проволоку с осажденными наноразмерными трубками промывали, сушили и подвергали химической обработке в газовой камере, через которую пропускали газообразный активирующий флюс, образующийся при испарении кристаллов CaF2, BaF2, SrF2, AlF3, NaF при давлении 2,5×105 Па. После химической газофазной обработки проволоку погружали в электролитическую ванну и наносили медную матрицу, образуя композиционное покрытие толщиной 10 мкм.
Наноструктурированную композиционную проволоку испытывали при автоматической наплавке пластин из низкоуглеродистой стали в среде аргона и углекислого газа. Среднюю глубину проплавления Нпр определяли по поперечным макрошлифам после травления в азотной кислоте. При сварке в среде углекислого газа при скорости подачи проволоки 5 м/мин и установочном напряжении источника питания 45 В глубина проплавления стали увеличилась на 26,9-33,3%. В среде аргона при скорости подачи проволоки 5 м/мин и установочном напряжении источника питания 45 В глубина проплавления стали увеличилась на 36,8-53,8%, см. табл.1.
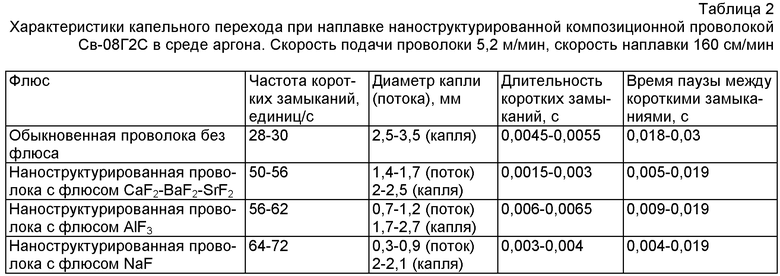
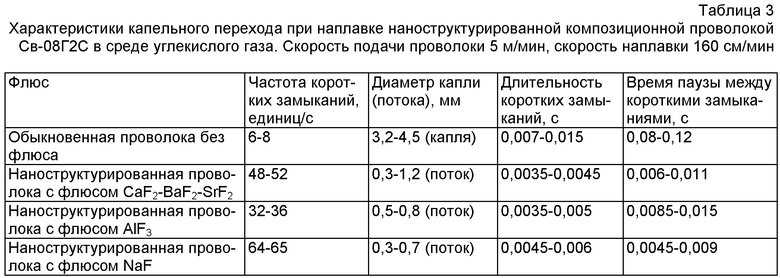
Исследования капельного перехода производили с помощью видеокамеры «PCI 8000S Motion Scope» с частотой съемки 2000 кадров в секунду при наплавке на трубу диаметром 273 мм с толщиной стенки 10 мм. При сварке в среде аргона и углекислого газа применение наноструктурированной композиционной проволоки обеспечило устойчивый струйный перенос электродного металла при значении сварочного тока 75-115 А. Также уменьшилась длительность коротких замыканий и время паузы между короткими замыканиями, см. табл.2, 3.
Таким образом, предлагаемая наноструктурированная композиционная проволока обеспечивает технический эффект, который выражается в увеличении глубины проплавления металла и улучшении переноса электродного металла, может быть изготовлена и применена с использованием известных в технике средств, следовательно, она обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2009 |
|
RU2416504C2 |
| КОМПОЗИЦИОННАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА | 2007 |
|
RU2355543C2 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| НАНОСТРУКТУРИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538228C1 |
| НАНОСТРУКТУРИРОВАННАЯ НАПЛАВОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538227C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
Предлагаемое изобретение может быть использовано при дуговой сварке и наплавке металлических деталей. Нанесенное на металлический стержень композиционное покрытие содержит наноразмерные трубки с активирующим флюсом в их полости, которые распределены равномерно в объеме металлической матрицы. Гигроскопичные компоненты активирующего флюса изолированы от контакта с атмосферой металлической матрицей и стенками наноразмерных трубок. Композиционная проволока может содержать металлическое покрытие, нанесенное на поверхность металлического стержня и/или на поверхность композиционного покрытия. Активирующие компоненты покрытия контрагируют сварочную дугу, увеличивают ее проплавляющую способность, что приводит к увеличению глубины проплавления металла и производительности процесса сварки. Композиционное покрытие обладает высокой электропроводностью и теплопроводностью, что позволяет обеспечить надежный электрический контакт с токоподводящим мундштуком сварочной горелки при длительном протекании сварочного тока большой величины. 2 з.п. ф-лы, 1 ил., 3 табл.
1. Композиционная проволока для сварки или наплавки, содержащая металлический стержень с композиционным покрытием, отличающаяся тем, что покрытие состоит из металлической матрицы и равномерно распределенных по ее объему наноразмерных трубок, в полости которых размещен активирующий флюс.
2. Композиционная проволока по п.1, отличающаяся тем, что наноразмерные трубки имеют пентагональную, гексагональную или овальную форму.
3. Композиционная проволока по п.1 или 2, отличающаяся тем, она содержит металлическое покрытие, нанесенное на поверхность металлического стержня и/или на поверхность композиционного покрытия.
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| КОМПОЗИЦИОННАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА | 2007 |
|
RU2355543C2 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2244615C1 |
| Электродная проволока | 1977 |
|
SU671960A1 |
| US 6428596 B1, 06.08.2002 | |||
| Грохот | 1988 |
|
SU1586790A1 |

