Изобретение относится к авиастроению, а именно к конструктивным элементам крыльев, и, в частности, касается способов сборки конструкции крыла беспилотного летательного аппарата (БПЛА) из полимерного композиционного материала (ПКМ).
Известен «Способ сборки крыла самолета», в котором отдельно собирается средняя часть крыла, носовая и хвостовая части крыла, затем сборку носовой и хвостовой частей со средней производят с помощью болтов и гаечных профилей, которые крепят к полкам лонжеронов средней части крыла при помощи клепаного соединения, изд. «Самолет Ил-62М. Иллюстрированный каталог деталей и узлов, раздел 57».
Недостатком данного способа сборки является то, что при стыковке носовой и хвостовой частей крыла со средней частью крыла требуется произвести дополнительную операцию постановки гаечных пластин, при этом их крепление осуществляют при помощи крепежных деталей, как правило, заклепок, количество которых пропорционально количеству гаек в пластине и при этом крепление профиля служит только для его удержания на полке лонжерона, что приводит к наличию большого количества крепежных деталей, входящих в конструкцию, но не несущих никакой нагрузки, в итоге это приводит к увеличению массы летательного аппарата, к увеличению технологических операций, тем самым увеличивая трудоемкость и удлиняя цикл сборки крыла.
Известен «Способ сборки крыла самолета», где носовую и хвостовую части крыла, в частности центроплана, состоящего из кессона, носовой и хвостовой частей, собранные отдельно, стыкуют с кессоном при помощи болтов и плавающих самоконтрящихся анкерных гаек гаечного профиля, прикрепленного к внешним частям полок переднего и заднего лонжеронов кессона соответственно, изд. «Самолет Ан-24: Конструкция и эксплуатация» авторов: Черненко Ж.С., Лагосюк Г.С., Горовой Б.И. - М.: Транспорт, 1978, 311 с., ил., табл. (стр. 36, рис. 29).
Недостатком данного способа сборки является то, что при стыковке носовой и хвостовой частей крыла со средней частью крыла требуется произвести дополнительную операцию постановки гаечных профилей, при этом крепление профиля осуществляют при помощи крепежных деталей, как правило заклепок, количество которых зависит от количества гаек в профиле. Так как крепление профиля осуществляется к специальной полке лонжерона и не участвует в передаче нагрузок от носовой и хвостовой частей к кессону, то очевидно, после того как носовая и хвостовая части установлены при помощи гаечного профиля, заклепки становятся балластом в конструкции крыла, увеличивая тем самым его массу;
- наличие большого количества дополнительных крепежных деталей, входящих в конструкцию, приводит к увеличению технологических операций, тем самым усложняя производство и увеличивая трудоемкость и цикл сборки крыла;
- наличие дополнительных отверстий, которые являются концентратами напряжений, снижают ресурс конструкции при прочих равных условиях.
Решаемой технической задачей изобретения является упрощение процесса сборки крыла летательного аппарата (ЛА) путем уменьшения технологических операций, снижающих трудоемкость изготовления и сокращающих цикл сборки, а в целом повышение технологичности способа сборки крыла из композиционного материала.
Технический результат достигается тем, что в способе сборки крыла из полимерного композиционного материала, заключающемся в соединении носовой, хвостовой частей со средней частью крыла, ее верхней и нижней панелями с полками лонжеронов и креплении их при помощи гаечных профилей из алюминиевых сплавов с плавающими самоконтрящимися гайками и болтами, согласно которому, вначале производят болтовое или клееболтовое крепление лонжеронов и панелей средней части крыла между собой при помощи болтов и размещенных на полках лонжеронов профилей из алюминиевых сплавов с плавающими самоконтрящимися гайками, расположенными внутри профиля с заданным шагом L, соответствующему стандартному ряду профилей из алюминиевых сплавов, при этом установку болтов выполняют с шагом 2L, т.е. через одну плавающую самоконтрящуюся гайку, причем осуществляют одновременно постановку гаечных профилей и крепление полок лонжеронов с панелями, производя и завершая тем самым сборку средней части крыла, а затем так же при помощи болтов и оставшейся части плавающих самоконтрящихся гаек тех же профилей выполняют установку болтов с шагом 2L, производя соединение носовой и хвостовой частей крыла со средней частью крыла, а болты устанавливают в оставшуюся часть гаечных профилей в промежутках между установленными в этих профилях болтами с гайками крепления лонжеронов и панелей средней части крыла.
Новым является:
Предлагаемое решение позволяет повысить технологичность процесса сборки и уменьшить трудоемкость изготовления путем исключения отдельной операции постановки гаечного профиля к скрепляемым деталям при помощи дополнительного крепежа, как это предусмотрено стандартом на гаечный профиль, при этом в случае клееболтового соединения лонжерона и панели обеспечивается более равномерная нагрузка на отдир клеевого шва, что благоприятно сказывается на ресурсе конструкции, также как и исключение отверстий, необходимых для установки дополнительного крепежа.
Для пояснения технической сущности рассмотрим фигуры, на которых представлено:
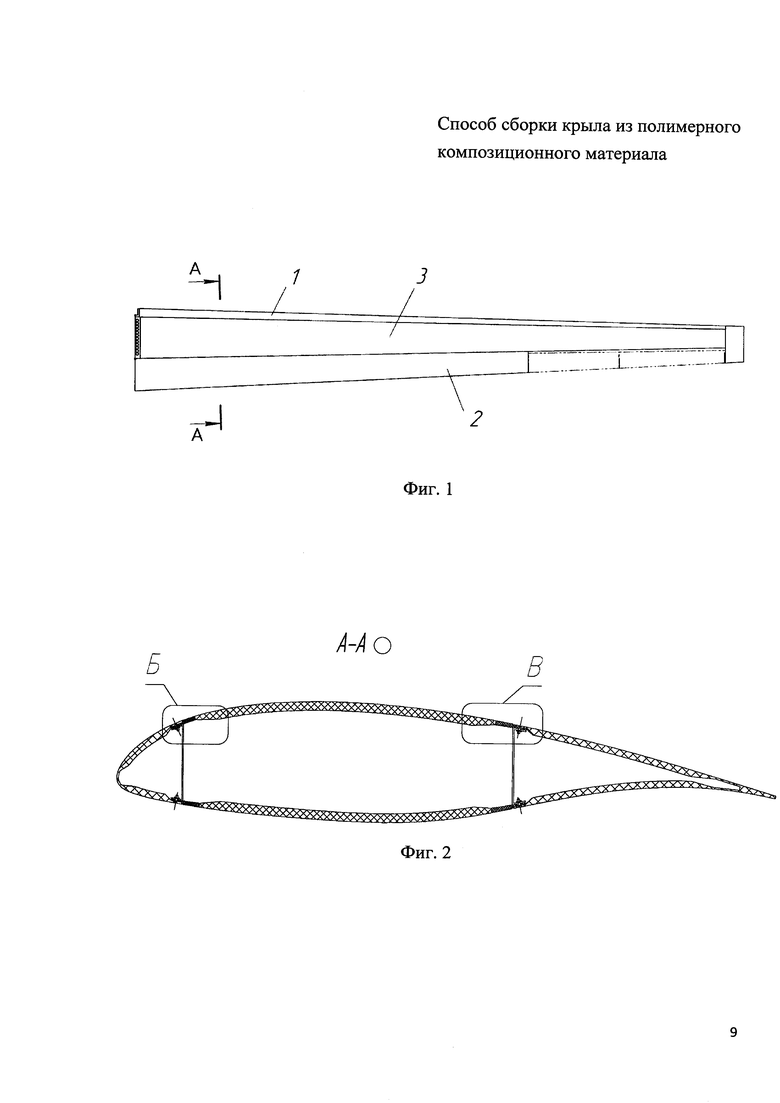
Фиг. 1 - общий вид крыла летательного аппарата;
фиг. 2 - поперечный разрез крыла;
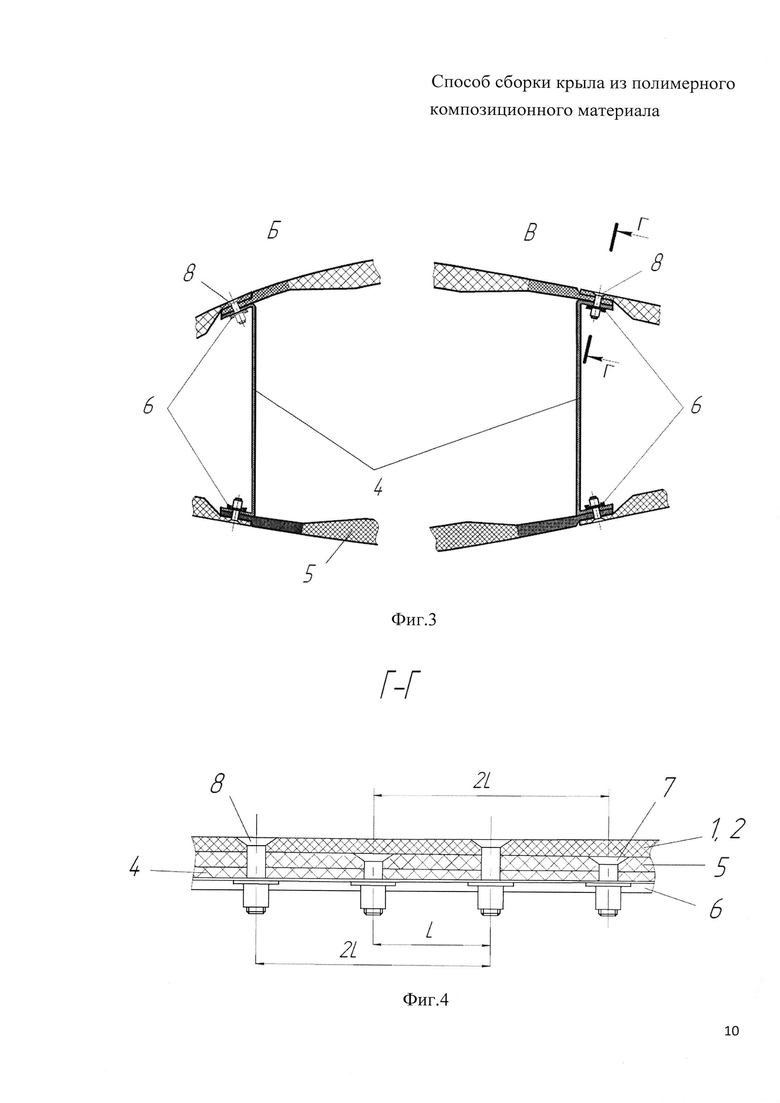
фиг. 3 - соединение составных частей крыла;
фиг. 4 - разрез пояса соединения составных частей крыла,
где:
1 - носовая часть крыла;
2 - хвостовая часть крыла;
3 - средняя часть крыла;
4 - лонжероны;
5 - панели;
6 - стандартные профили с плавающими самоконтрящимися гайками из алюминиевых сплавов;
7 - болты крепления лонжеронов и панелей;
8 - болты крепления носовой и хвостовой частей со средней частью.
Осуществление процесса сборки крыла летательного аппарата из композиционного материала:
состоящего из носовой части крыла 1, хвостовой части 2, средней части 3, включающей лонжероны 4, панели 5, стандартные профили по типу ОСТ1 37008-80 из алюминиевых сплавов с плавающими самоконтрящимися гайками 6, и болтов 7 и 8. Носовая 1, хвостовая 2 и средняя 3 части крыла представляют собой многослойные конструкции, изготовленные из углепластика методом вакуумного формования.
Вначале осуществляется сборка средней части крыла 3 путем крепления лонжеронов 4 с панелями 5 к средней части крыла 3 при помощи болтов 7 и стандартных профилей с плавающими самоконтрящимися гайками 6, расположенными внутри профиля с заданным шагом L, соответствующему стандартному ряду профиля из алюминиевых сплавов, при этом установку болтов 7 выполняют с шагом 2L, т.е. через одну плавающую самоконтрящуюся гайку, причем осуществляют одновременно постановку гаечных профилей 6 и крепление полок лонжеронов 4 с панелями 5, производя и завершая тем самым сборку средней части крыла 3, затем так же при помощи болтов 8 и оставшейся части плавающих самоконтрящихся гаек тех же профилей 6 выполняют установку болтов 8 с шагом 2L, производя соединение носовой части 1 и хвостовой части крыла 2 со средней частью крыла 3, а болты 8 устанавливают в оставшуюся часть гаечных профилей 6, в промежутках между установленными в этих профилях гайками с болтами 7 крепления лонжеронов 4 и панелями 5 средней части крыла 3.
По своим технико-экономическим преимуществам по сравнению с известными аналогами заявляемое техническое решение способа сборки крыла из композиционного материала позволяет упростить процесс сборки крыла путем уменьшения технологических операций, снижающих трудоемкость изготовления, а в целом повысить технологичность способа изготовления крыла с меньшим весом, меньшей трудоемкостью. Этот способ может быть использован при креплении съемных панелей и лючков, что позволяет также расширить область применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления адаптивного крыла с гибкой бесщелевой механизацией | 2022 |
|
RU2784223C1 |
| Кессон отъемной части крыла | 2017 |
|
RU2690300C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| АНКЕРНАЯ ПЛАВАЮЩАЯ ГАЙКА С КОЛПАЧКОМ ДЛЯ СБОРКИ ГЕРМЕТИЧНЫХ ЕМКОСТЕЙ | 2019 |
|
RU2709632C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
Изобретение относится к авиастроению. Способ сборки крыла из полимерного композиционного материала заключается в соединении носовой, хвостовой средней частей (1,2,3) крыла полками лонжеронов (4) с верхней и нижней панелями болтами (7) и гаечных профилей (6) с плавающими самоконтрящимися гайками из алюминиевых сплавов. Вначале производят болтовое или клееболтовое крепление лонжеронов (4) и панелей (5) средней части (3) крыла болтами (7). Осуществляют одновременно постановку гаечных профилей (6) и крепление полок лонжеронов (4) с панелями (5), производя и завершая тем самым сборку средней части крыла 3, а затем так же при помощи болтов 8. На оставшейся части плавающих самоконтрящихся гаек профилей (6) выполняют установку болтов (8), производя соединение носовой и хвостовой частей (1,2) крыла со средней частью крыла (3). Болты (8) устанавливают в оставшуюся часть гаечных профилей (6) в промежутках между болтами (7) с гайками крепления лонжеронов (4) и панелей (5) средней части крыла. Изобретение направлено на упрощение процесса сборки путем уменьшения технологических операций. 4 ил.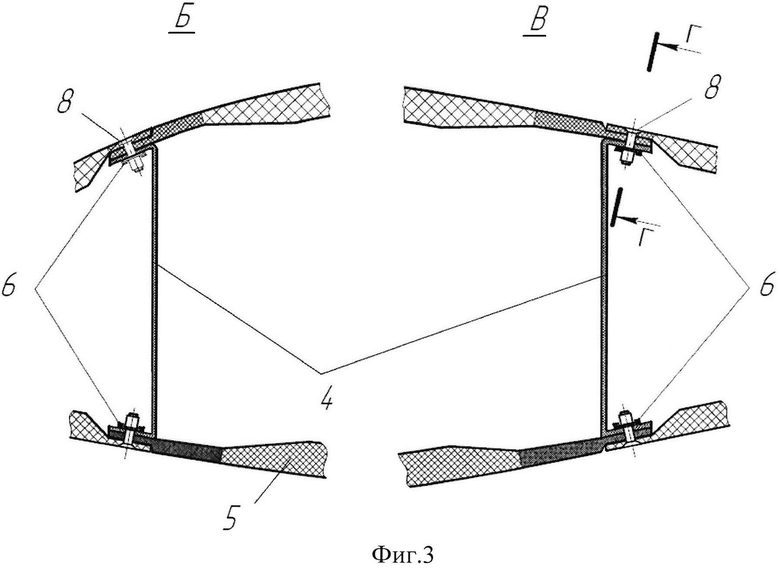
Способ сборки крыла из полимерного композиционного материала, заключающийся в соединении носовой, хвостовой частей со средней частью крыла, ее верхней и нижней панелями с полками лонжеронов и креплении их при помощи гаечных профилей из алюминиевых сплавов с плавающими самоконтрящимися гайками и болтами, отличающийся тем, что вначале производят болтовое или клееболтовое крепление лонжеронов и панелей средней части крыла между собой при помощи болтов и размещенных на полках лонжеронов профилей из алюминиевых сплавов с плавающими самоконтрящимися гайками, расположенными внутри профиля с заданным шагом L, соответствующему стандартному ряду профилей из алюминиевых сплавов, при этом установку болтов выполняют с шагом 2L, т.е. через одну плавающую самоконтрящуюся гайку, причем осуществляют одновременно постановку гаечных профилей и крепление полок лонжеронов с панелями, производя и завершая тем самым сборку средней части крыла, а затем так же при помощи болтов и оставшейся части плавающих самоконтрящихся гаек тех же профилей выполняют установку болтов с шагом 2L, производя соединение носовой и хвостовой частей крыла со средней частью крыла, а болты устанавливают в оставшуюся часть гаечных профилей в промежутках между установленными в этих профилях болтами с гайками крепления лонжеронов и панелей средней части крыла.
| Черненко Ж.С | |||
| и др | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Солесос | 1922 |
|
SU29A1 |
| RU 2013150275 A, 20.05.2015 | |||
| SU 1744893 A1, 10.04.1996 | |||
| US 4749155 A1, 07.06.1988. | |||

