Уровень техники
Настоящее изобретение относится к изготовлению изделий из композитного материала, в частности к изготовлению армирующих волокнистых структур для таких изделий.
Конкретная область применения настоящего изобретения представляет собой изготовление изделий из конструкционных композитных материалов, т.е. изделий, имеющих волокнистую армирующую структуру, которая уплотнена матрицей. Композитные материалы обеспечивают изготовление изделий, у которых суммарная масса оказывается меньше, чем масса таких же изделий, которые изготовлены из металла.
В контексте изготовления волокнистых структур посредством многослойного переплетения, в результате которого получается волокнистое армирование для изделия из композитного материала, такого как лопасть авиационного двигателя, оказывается необходимым в процессе переплетения структуры одновременное удаление нитей в основном направлении и в уточном направлении в целях соответствия уменьшению толщины изделия, например, на месте крепления или на задней кромки лопасти, таким образом, чтобы получать волокнистую заготовку, которая имеет почти конечную форму и размеры лопасти (т.е. представляет собой ее «форму, близкую к окончательной»). Удаление нитей таким способом в процессе переплетения приводит к тому, что на поверхности волокнистых структур локально присутствуют непереплетенные нити (т.е. недоработанные нити), причем данные нити затем отрезают в процессе второй операции.
Отрезание этих волокон на поверхности структуры приводит к локальным смещениям волокон, и соответственно после помещения матрицы в зоны изделия, которые обогащены матричным материалом, эти зоны превращаются в потенциальные источники микротрещин материала изделия.
Кроме того, вследствие присутствующего на поверхности полотна переплетения, например атласного переплетения, все недоработанные нити, присутствующие после заключительной точки переплетения нити, которые были извлечены из волокна, требуется отрезать, в результате чего образуется значительная локальная изменчивость плотности волокон.
Задача и сущность изобретения
Таким образом, оказывается желательной возможность изготовления волокнистой структуры, имеющей формы и размеры, приближенные к конечному изделию, подлежащему изготовлению из композитного материала, в частности в областях, которые имеют уменьшенную толщину, а также для этой цели оказывается желательной возможность обеспечения состояния поверхности, которая является однородной, и плотность волокна имеет минимальную изменчивость в таких областях. С этой целью настоящее изобретение предусматривает волокнистую армирующую структуру для изделия из композитного материала, вытканную как цельное изделие посредством многослойного переплетения между первым множеством слоев нитей и вторым множеством слоев нитей и включающую, по меньшей мере, одну область уменьшенной толщины, причем структура характеризуется тем, что на участке уменьшенной толщины на поверхности волокнистой структуры находятся:
- одна или несколько областей удаления нитей на непрерывной поверхности, в каждой из которых прерываются нити, которые принадлежат слою нитей первого множества слоев нитей, лежащих под слоем нитей первого множества слоев нитей, расположенных на поверхности структуры; и
- одна или несколько областей удаления нитей на прерывистой поверхности, в каждой из которых прерываются нити в слое нитей первого множества слоев нитей, расположенных на поверхности структуры, причем каждая прерванная нить заменяется на поверхности структуры нитью из слоя нитей, лежащих под первым множеством слоев нитей;
при этом нити из слоев второго множества слоев нитей, расположенных на поверхности волокнистой структуры, являются непрерывными, по меньшей мере, по всему участку уменьшенной толщины.
Одновременное присутствие областей удаления нитей на непрерывной поверхности и на прерывистой поверхности в волокнистой структуре обеспечивает оптимизацию зоны непрерывности нитей на поверхности и, следовательно, ограничение смещений и изменчивости плотности поверхностных волокон в структуре, а также одновременное упрощение переплетений в такой структуре. Если нити, например основные нити, которые расположены на поверхности на участке уменьшенной толщины, сохраняют непрерывность на протяжении всей длины данной области, то нити должны пересекать большое число уточных слоев в результате последовательных удалений слоев уточных нитей на протяжении всего участка уменьшенной толщины. Эти пересечения приводят к высоким уровням трения, которое может вызывать износ непрерывных основных нитей на поверхности и делать более затруднительным переплетение структуры. Посредством чередования областей удаления нитей на прерывистой поверхности между областями удаления на непрерывной поверхности такие недостатки предотвращаются, поскольку непрерывная поверхность создается с использованием новых нитей, таких как из области удаления на прерывистой поверхности.
Согласно конкретному аспекту настоящего изобретения в каждой области на прерывистой поверхности каждая прерванная нить слоя из первого множества слоев нитей переплетается, по меньшей мере, с одной нитью слоя из второго множества слоев нитей непосредственно перед выходом из структуры.
Посредством переплетения таким способом нити, извлекаемой из волокнистой структуры, устраняются непереплетенные нити, обусловленные извлечением нитей и последующая необходимость отрезания у конца переплетения. Это сокращает изменчивость объемной плотности волокон в областях удаления волокон на прерывистой поверхности.
Согласно следующему аспекту настоящего изобретения волокнистая структура имеет первую и вторую внешние поверхности, проходящие в продольном направлении, причем области удаления нитей, присутствующие на первой поверхности, сдвинуты в продольном направлении по отношению к областям удаления нитей, присутствующим на второй поверхности.
Согласно следующему аспекту настоящего изобретения участок уменьшенной толщины содержит в направлении нитей первого множества слоев нитей уменьшенное число слоев нитей из второго множества слоев нитей, причем волокнистая структура включает области удаления нитей на прерывистой поверхности, которые распределяются в зависимости от определенного уменьшения числа слоев нитей из второго множества слоев нитей.
Настоящее изобретение также предусматривает изделие из композитного материала, включающее волокнистую структуру согласно настоящему изобретению, уплотненную матрицей. В частности, изделие может представлять собой лопасть авиационного двигателя.
Настоящее изобретение также предусматривает турбовинтовой двигатель, оборудованный множеством лопастей согласно настоящему изобретению.
Настоящее изобретение также предусматривает воздушное судно, оборудованное, по меньшей мере, одним турбовинтовым двигателем согласно настоящему изобретению.
Настоящее изобретение также предусматривает способ изготовления волокнистой структуры для армирования изделия из композитного материала, включающий изготовление волокнистой структуры как цельного изделия посредством многослойного переплетения между первым множеством слоев нитей и вторым множеством слоев нитей, где волокнистая структура включает, по меньшей мере, один участок уменьшенной толщины; при этом способ характеризуется тем, что в процессе изготовления тканого участка уменьшенной толщины образуют:
- области удаления нитей на непрерывной поверхности, в каждой из которых нити из слоя нитей первого множества слоев нитей, лежащих под слоем нитей первого множества слоев нитей, расположенных на поверхности структуры, больше не переплетаются с нитями из слоев второго множества слоев нитей; и
- области удаления нитей на прерывистой поверхности, в каждой из которых нити из слоя нитей первого множества слоев нитей, расположенных на поверхности структуры, больше не переплетаются с нитями из слоев второго множества слоев нитей, причем нити из слоя нитей, лежащих под первым множеством слоев нитей, используются для замены на поверхности структуры нитей, которые больше не переплетаются, как из области прерывистой поверхности;
при этом нити из слоев второго множества слоев нитей, расположенных на поверхности волокнистой структуры, являются непрерывными, по меньшей мере, по всему участку уменьшенной толщины.
Согласно конкретному аспекту настоящего изобретения нити из слоя первого множества слоев нитей, которые больше не переплетаются, из области прерывистой поверхности переплетаются, по меньшей мере, с одной нитью слоя из второго множества слоев нитей непосредственно перед выходом из структуры.
Согласно следующему аспекту настоящего изобретения волокнистая структура содержит первую и вторую внешние поверхности, проходящие в продольном направлении, причем области удаления нитей, присутствующие на первой поверхности, сдвинуты в продольном направлении по отношению к областям удаления нитей, присутствующим на второй поверхности.
Согласно следующему аспекту настоящего изобретения участок уменьшенной толщины содержит в направлении нитей первого множества слоев нитей уменьшенное число слоев нитей из второго множества слоев нитей, и волокнистая структура содержит области удаления нитей на прерывистой поверхности, которые распределяются в зависимости от определенного уменьшения числа слоев нитей из второго множества слоев нитей.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения будут очевидны после прочтения последующего описания конкретных вариантов осуществления настоящего изобретения, которые представлены в качестве неограничительных примеров со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - схематический вид, иллюстрирующий многослойное переплетение волокнистой структуры для изготовления лопасти авиационного двигателя согласно варианту осуществления настоящего изобретения;
фиг. 2 - вид уточного сечения в увеличенном масштабе на участке уменьшенной толщины волокнистой структуры с фиг. 1;
фиг. 3 - вид основного сечения в увеличенном масштабе на участке уменьшенной толщины волокнистой структуры с фиг. 1;
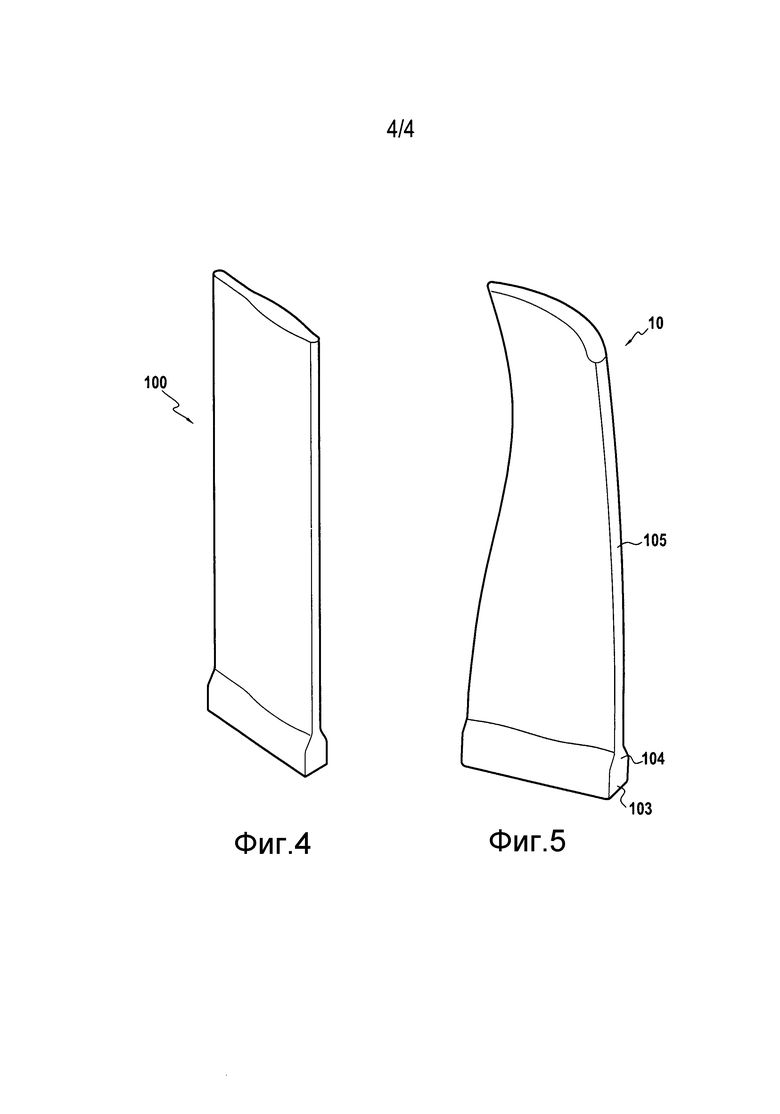
фиг. 4 - схематичный вид в перспективе волокнистой заготовки лопасти, изготовленной из волокнистой структуры с фиг. 1; и
фиг. 5 - схематичный вид в перспективе лопасти из композитного материала, изготовленной уплотнением матрицей заготовки с фиг. 4.
Подробное описание вариантов осуществления изобретения
Настоящее изобретение применяется, в целом, к изготовлению волокнистой структуры, подходящей, чтобы составлять волокнистое армирование, и далее называемой термином «заготовка», для использования в изготовлении изделий из композитных материалов, в частности лопастей авиационных двигателей, причем данные изделия получаются посредством уплотнения волокнистых структур матрицей. Как правило, матрица изготовлена из полимера для композитных материалов, которые используются вплоть до температур, которые являются относительно низкими и не превышают, как правило, 300°C, или из огнеупорного материала, такого как углеродный или керамический материал, для термоконструкционных композитных материалов.
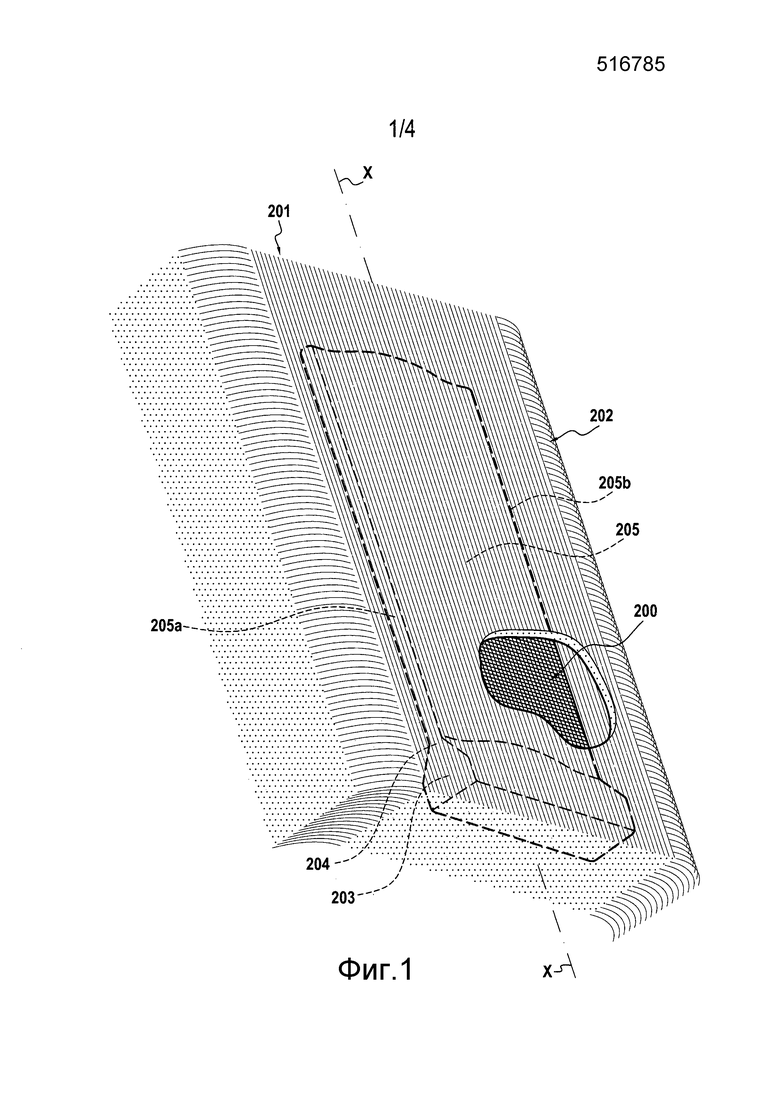
Фиг. 1 представляет очень схематичное изображение волокнистой структуры 200 для изготовления волокнистого армирования лопасти авиационного двигателя.
Волокнистая структура 200 образуется посредством многослойного переплетения, осуществляемого известным способом с использованием ткацкого станка типа Жаккарда (Jacquard), в котором имеется пучок основных нитей или прядей 201 в форме множества слоев, причем основные нити переплетаются уточными нитями 202, присутствующими аналогичным образом в форме множества слоев. Пример изготовления волокнистой заготовки, которая обеспечивает волокнистое армирование лопасти авиационного двигателя, подробно описан, в частности, в патентах США №7101154 и 7241112 и в публикации WO 2010/061140, содержание которых включено сюда посредством ссылки.
Волокнистая структура 200 выткана в форме полосы, проходящей, как правило, в направлении X соответствующей продольному направлению лопасти (или лопатки), которая должна быть изготовлена. Волокнистая структура имеет толщину, которая изменяется таким образом, который определяется в зависимости от продольной толщины пера лопасти, которая должна быть изготовлена. На своем участке, из которого образуется заготовка хвостовика, волокнистая структура 200 имеет дополнительную толщину 203, которая определяется в зависимости от толщины хвостовика лопасти, подлежащей изготовлению, и которая может быть реализована, например, посредством использования нитей большей плотности или посредством использования вставки. Через волокнистую структуру 200 проходит участок уменьшенной толщины 204, из которого должен быть изготовлен хвостовик лопасти, а за ним следует участок 205, из которого должно быть изготовлено перо лопасти. В направлении, перпендикулярном направлению X, участок 205 имеет профиль толщины, который изменяется между ее кромкой 205a, из которой должна быть изготовлена передняя кромка лопасти, и ее кромкой 205b, из которой должна быть изготовлена задняя кромка лопасти.
Волокнистая структура 200 выткана как цельное изделие, и после отрезания непереплетенных нитей она должна иметь почти конечную форму и размеры лопасти (т.е. представляет собой ее «форму, близкую к окончательной»). Для этой цели в областях изменения толщины волокнистой структуры и на участке уменьшенной толщины 204 толщина заготовки уменьшается посредством постепенного удаления слоев основных нитей и уточных нитей в процессе переплетения.
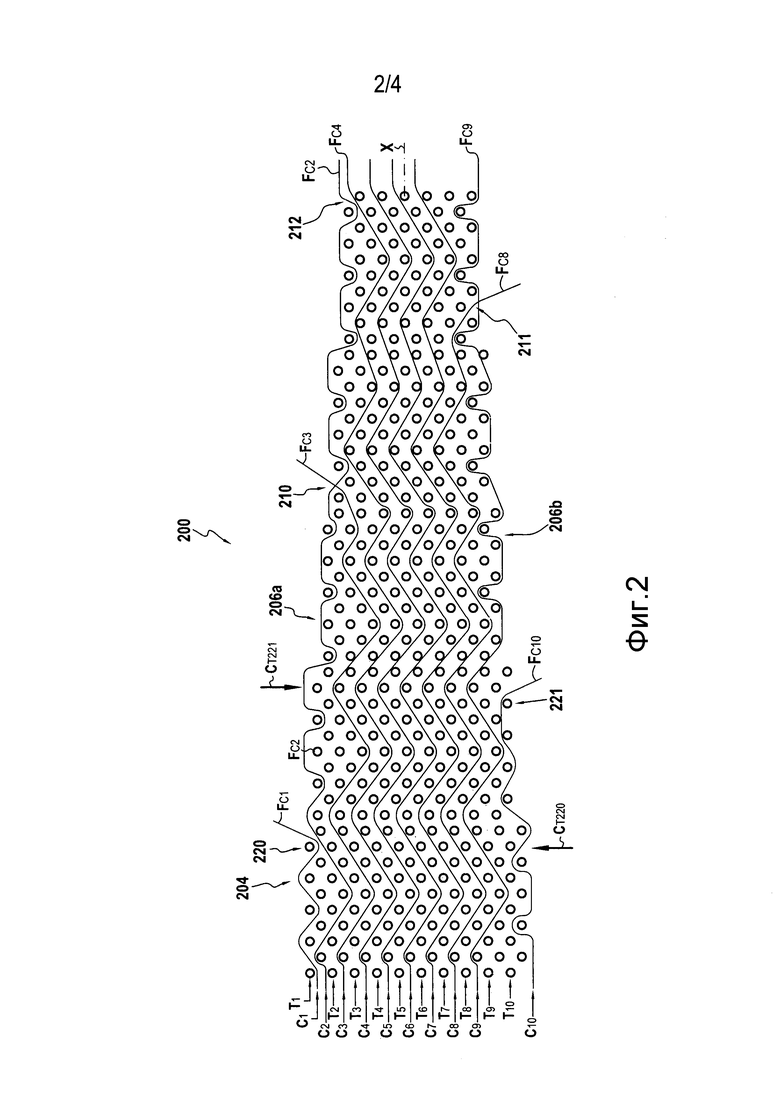
Фиг. 2 представляет изображение уточного сечения, иллюстрирующее переплетение части участка уменьшенной толщины 204 волокнистой структуры 200, причем структура 200 включает в начале этой части участка уменьшенной толщины 204 десять слоев C1-C10 основных нитей (здесь они представлены как занимающие один столбик), проходящих в направлении X, и десять слоев T1-T10 уточных нитей. В примере, описанном здесь, внешние поверхности или оболочки 206a и 206b волокнистой структуры 200 изготовлены с использованием переплетения атласного типа, причем здесь присутствует переплетение типа атлас-4 (три недоработанные уточные нити перед точкой переплетения), причем внутренняя часть структуры 200 изготовлена с использованием переплетения типа «интерлок». Термин «интерлок» используется в настоящем документе, чтобы обозначать переплетение, в котором каждый слой основных нитей взаимно сцепляется с множеством слоев уточных нитей, причем все из нитей в данном основном столбике имеют одинаковое движение в плоскости переплетения.
Можно использовать и другие известные типы многослойного переплетения, в частности такие типы, которые описаны в публикации WO 2006/136755, содержание которой включено сюда посредством ссылки.
Волокнистая структура согласно настоящему изобретению может представлять собой, в частности, но не исключительно, тканую структуру с использованием волокон, изготовленных из углеродного или керамического материала, такого как карбид кремния. По мере того, как переплетение перемещается в направлении X участка 204 уменьшенной толщины, нити из слоев основных нитей, а также слоев уточных нитей удаляются из структуры 200. В примере, описанном здесь, удаляется один слой уточных нитей на каждые десять столбиков основных нитей.
Что касается основных нитей, они извлекаются или удаляются из структуры в определенном месте, называемом термином «область удаления основных нитей», и они больше не переплетаются с уточными нитями, расположенными после основной области удаления нитей. Согласно настоящему изобретению следует различать два типа областей удаления основных нитей, а именно области удаления, называемые термином «области удаления на непрерывной поверхности», и области удаления, называемые термином «области удаления на прерывистой поверхности».
В областях удаления на непрерывной поверхности происходит удаление из структуры основных нитей, которые принадлежат слою основных нитей, лежащих под слоем основных нитей, расположенных на поверхности структуры, что применяется, например, к областям 210, 211 и 212 удаления на непрерывной поверхности, которые представлены на фиг.2. Точнее, в области 210 удаляется из структуры основная нить FC3, которая составляет часть слоя C3 основных нитей, расположенных в данном месте волокнистой структуры под слоем C2 основных нитей, которые расположены на поверхности структуры. То же самое применяется к областям 211 и 212, в которых удаляются из структуры соответственно основные нити FC8 и FC4, принадлежащие слоям C8 и C4 основных нитей, расположенных соответственно под поверхностными слоями C9 и C2 основных нитей.
Посредством удаления из слоя основных нитей, лежащих под слоем основных нитей, расположенных на поверхности волокнистой структуры, обеспечивается непрерывная поверхность для слоев основных нитей на поверхности заготовки, в результате чего можно возможно предотвращение неправильной ориентации нитей, которое всегда происходит, когда отрезают нити на поверхности, и в результате этого после уплотнения образуются зоны, которые являются обогащенными полимером и которые представляют собой источники микротрещин в композитном материале. Кроме того, области удаления основных нитей, которые находятся на непрерывной поверхности, обеспечивают сокращение изменчивости содержания волокон в данном месте структуры.
Тем не менее, если нити одного слоя основных нитей сохраняются на поверхности волокнистой структуры на протяжении всей длины участка уменьшенной толщины, то нити в этом слое должны пересекать все большее число слоев уточных нитей вследствие способа их удаления по мере того, как продолжается переплетение. Эти пересечения могут приводить к высоким уровням трения, которое может вызывать износ непрерывных основных нитей на поверхности и делать более затруднительным переплетение структуры.
С этой целью и в соответствии с настоящим изобретением волокнистая структура также включает области удаления основных нитей на прерывистой поверхности, в которых основные нити удаляются из волокнистой структуры, основные нити которой принадлежат слою основных нитей, расположенных на поверхности волокнистой структуры, что применяется, например, к областям 220 и 221, представленным на фиг. 2. Точнее в области 220 удаляется нить FC1, составляющая часть слоя C1 основных нитей, расположенных на поверхности в данном месте волокнистой структуры непосредственно после столбика CT220 уточных нитей. После извлечения из волокнистой структуры нить FC1 заменяется на поверхности нитью FC2 нижележащего слоя C2 основных нитей, которые переплетаются вне области 220 таким же атласным переплетением, которое используется для нити FC1 перед областью 220. Аналогичным образом, из области 221 удаляется нить FC10, которая образует область слоя C10 основных нитей, расположенных на поверхности в данном месте волокнистой структуры непосредственно после столбика CT221 уточных нитей. После извлечения из волокнистой структуры нить FC10 заменяется на поверхности нитью FC9 нижележащего слоя C9 основных нитей, которые переплетаются за пределами области 221 таким же атласным переплетением, которое используется для нити FC9 перед областью 221.
Расположение областей удаления основных нитей на прерывистой поверхности может быть определено в зависимости от числа уточных слоев, которые удаляются, чтобы ограничивать трение и улучшать способность переплетения. В качестве примера, волокнистая структура может включать на каждой из своих поверхностей область удаления основных нитей на прерывистой поверхности, когда удаляются пять уточных слоев, а затем еще одну область после удаления следующих пяти уточных слоев, и так далее. Волокнистая структура согласно настоящему изобретению предпочтительно имеет большинство областей удаления нитей, которые находятся на непрерывной поверхности, по сравнению с областями удаления нитей, которые находятся на прерывистой поверхности. Области удаления нитей, в том числе на непрерывной поверхности или на прерывистой поверхности, которые присутствуют на поверхности волокнистой структуры, предпочтительно являются смещенными в продольном направлении структуры по отношению к областям удаления, присутствующим на другой поверхности упомянутой структуры, как представлено на фиг. 2, чтобы сбалансировать волокнистую структуру.
Области удаления нитей, в том числе на непрерывной поверхности или на прерывистой поверхности, могут также присутствовать только на одной из поверхностей волокнистой структуры, чтобы оптимизировать поверхностное состояние одной из поверхностей по отношению к другой.
Кроме того, согласно аспекту настоящего изобретения, когда основная нить должна быть извлечена из волокнистой структуры, упомянутая нить всегда переплетается, по меньшей мере, с одной нитью из столбика уточных нитей, которые расположены непосредственно перед областью удаления, из которой извлекается основная нить, причем это не зависит от рисунка переплетения в данном месте волокнистой структуры. Например, на фиг. 2 основная нить FC1, которая извлекается из волокнистой структуры в области удаления 221, переплетается с двумя последовательными уточными нитями из слоя T9 уточных нитей, даже несмотря на то, что в переплетении с рисунком типа атлас-4, реализуемом вплоть до данной точки на поверхности структуры, основная нить FC10 должна выходить из структуры у столбика, предшествующего области 221, без переплетения уточной нити столбика CT220 уточных нитей, расположенных на поверхности структуры. Согласно данному примеру в области 220 отсутствует необходимость осуществления какого-либо переплетения основной нити FC1, поскольку она извлекается из волокнистой структуры 200 непосредственно после той точки, в которой она переплетается с уточной нитью, расположенной на поверхности столбика CT220 уточных нитей.
Посредством обеспечения того, что основная нить всегда переплетается, по меньшей мере, с последней уточной нитью, расположенной непосредственно перед ее выходом из волокнистой структуры, таким образом, уменьшается число уточных нитей, которые остаются непереплетенными в результате извлечения основной нити и которые необходимо затем отрезать после переплетения. Это сокращает изменчивость плотности волокон в расчете на единицу объема в области удаления основных нитей, которые находятся на прерывистой поверхности.
В примере, описанном здесь, именно основные нити, расположенные на поверхности волокнистой структуры, извлекаются из области удаления на прерывистой поверхности. При таких обстоятельствах сохраняется непрерывность уточных нитей, расположенных на поверхности волокнистой структуры, как представлено на фиг. 3, которая иллюстрирует переплетение на изображении основного сечения в части профиля изменения толщины участка 205 структуры, который образует перо лопасти и на котором уточные нити FTS1 и FTS2, расположенные на поверхности обеих сторон волокнистой структуры 200, являются непрерывными во всей структуре, в то время как уточные нити FT1-FT10, принадлежащие слоям уточных нитей, лежащих под поверхностными слоями уточных нитей, которым принадлежат нити FT51 и FT52, соответственно постепенно извлекаются из структуры. Следует отметить, что переплетение, представленное на фиг. 3, отличается от переплетения, представленного на фиг. 2.
Согласно варианту осуществления настоящего изобретения волокнистая структура включает области удаления нитей на прерывистой поверхности и/или на непрерывной поверхности в слоях уточных нитей, которые расположены на поверхности структуры. При таких обстоятельствах сохраняется непрерывность основных нитей, расположенных на поверхности волокнистой структуры. Когда переплетение волокнистой структуры 200 оказывается завершенным, отрезаются непереплетенные нити, в частности нити, которые извлекаются из структуры в областях удаления, в том числе на непрерывной поверхности или на прерывистой поверхности. Так образуется волокнистая заготовка 100, которая представлена на фиг. 4, причем данная заготовка выткана как цельное изделие.
После того, как волокнистая заготовка 100 уплотняется, чтобы изготовить лопасть из композитного материала, как представлено на фиг.4. Волокнистая заготовка, которая должна обеспечивать волокнистое армирование изготавливаемого изделия, уплотняется посредством заполнения пор заготовки во всем объеме или в части объема изделия материалом, который составляет матрицу. Данное уплотнение может осуществляться известным способом, в котором используется жидкостная технология или газовая технология (химическая инфильтрация из паровой фазы (CVI)) или, по существу, используются обе эти технологии одна за другой.
Жидкостная технология представляет собой пропитывание заготовки жидкой композицией, в которой содержится предшественник материала матрицы. Предшественник присутствует, как правило, в форме полимера, такой как высокоэффективный эпоксидный полимер, возможно разбавленный растворителем. Заготовку помещают в форму, которая является подходящей для закрытия герметичным образом и которая имеет полость в форме конечной изготавливаемой лопасти. После этого форму закрывают, и жидкий предшественник матрицы (например, полимер) вводят, заполняя всю данную полость, таким образом, чтобы пропитывать всю волокнистую структуру заготовки.
Предшественник преобразуется в матрицу, т.е. он полимеризуется посредством применения термической обработки, как правило, посредством нагревания формы после удаления любого растворителя и отверждения полимера, в то время как заготовка остается в форме, которая соответствует форме изделия, которое должно быть изготовлено.
При изготовлении матрицы из углеродного или керамического материала термическая обработка представляет собой пиролиз, которому подвергается предшественник, чтобы преобразовать матрицу в углеродную или керамическую матрицу, в зависимости от используемых предшественников и условий пиролиза. В качестве примера, жидкие предшественники керамических материалов, в частности SiC, могут представлять собой полимеры таких типов, как поликарбосилан (PCS), полититанокарбосилан (PTCS) или полисилазан (PSZ), в то время как жидкие предшественники углерода могут представлять собой полимеры, имеющие относительно высокое содержание кокса, такие как фенольные полимеры. Можно осуществлять множество последовательных циклов, каждый из которых продолжается от пропитывания до термической обработки, чтобы обеспечивать желательную степень уплотнения.
Согласно аспекту настоящего изобретения, в частности, когда изготавливается органическая матрица, волокнистую заготовку можно уплотнять, используя хорошо известный способ формования преобразующегося полимера (RTM). Согласно способу RTM волокнистая заготовка помещается в форму, представляющую собой внешнюю форму изделия, которое должно быть изготовлено. Термореактивный полимер вводят во внутреннее пространство формы, в которой содержится волокнистая заготовка. Как правило, устанавливают градиент давления в упомянутом внутреннем пространстве между местом, в котором помещается полимер, и отверстиями для выпуска полимера, чтобы регулировать и оптимизировать процесс пропитывания заготовки полимером.
Волокнистую заготовку можно также уплотнять известным способом, используя газовую технологию химической инфильтрации из паровой фазы (CVI) для обработки матрицы. Волокнистая заготовка, используемая в качестве волокнистого армирования лопасти, которая должна быть изготовлена, помещается в печь, в которую поступает газообразный реагент. Давление и температура, которые существуют внутри печи, а также состав газа выбираются таким образом, чтобы позволить газу диффундировать в объеме пор заготовки, чтобы в результате этого в них образовывалась матрица посредством введения твердого материала в центральной части материала в контакт с волокнами, причем данный твердый материал образуется в процессе разложения газообразного компонента или в процессе реакции между множеством компонентов, в отличие от условий давления и температуры, которые являются специфическими для способов химического осаждения из паровой фазы (CVD), которые приводят к тому, что осаждение происходит исключительно на поверхности материала.
Матрицу SiC можно изготавливать, используя метилтрихлорсилан (MTS), и в таком случае SiC образуется посредством разложения MTS, в то время как углеродную матрицу можно изготавливать, используя газообразные углеводороды, такие как метан и/или пропан, из которых углерод образуется в процессе крекинга.
Кроме того, оказывается возможным осуществление уплотнения посредством сочетания жидкостной технологии и газовой технологии, таким образом, чтобы упрощать реализацию, снижать стоимость и ограничивать число производственных циклов, получая при этом характеристики, которые являются удовлетворительными для целевого применения.
После уплотнения, как представлено на фиг. 5, из композитного материала получается лопасть 10, которая включает хвостовик 103 в своей нижней части, имеющей увеличенную толщину 203 волокнистой структуры 200, который заканчивается переходным участком 104, изготовленным из участка уменьшенной толщины 204 структуры 200, и перо 105, изготовленное из участка 205 волокнистой структуры 200.

Предложена волокнистая структура (200) для армирования изделия из композитного материала, вытканного как цельное изделие посредством многослойного переплетения между первым множеством слоев (C1-C10) нитей и вторым множеством слоев (T1-T10) нитей. Волокнистая структура включает участок (204) уменьшенной толщины, на котором имеются: множество областей (210, 211, 212) удаления нитей на непрерывной поверхности, в каждой из которых прерываются нити (FC3; FC8; FC4) из слоя (C3, C8; C4) нитей первого множества слоев нитей, лежащих под слоем нитей из первого множества слоев нитей, которые расположены на поверхности структуры; и множество областей (220, 221) удаления нитей на прерывистой поверхности, в каждой из которых прерываются нити (FC1; FC10) из слоя (C1; C10) нитей первого множества слоев нитей, расположенных на поверхности структуры, причем каждая прерванная нить (FC1; FC10) заменяется на поверхности структуры нитью (FC2; FC9) из слоя (C2; C9) нитей, лежащих под первым множеством слоев нитей. Нити слоев из второго множества слоев нитей (T1-T10), расположенных на поверхности волокнистой структуры, являются непрерывными, по меньшей мере, по всему участку (204) уменьшенной толщины. 5 н. и 7 з.п. ф-лы, 5 ил.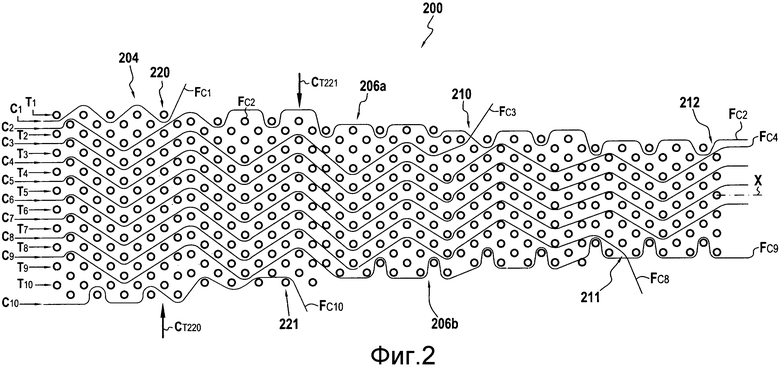
1. Волокнистая структура для армирования изделия из композитного материала, вытканная как цельное изделие посредством многослойного переплетения между первым множеством слоев нитей и вторым множеством слоев нитей и имеющая, по меньшей мере, один участок уменьшенной толщины, причем внешние поверхности волокнистой структуры изготовлены с использованием переплетения первого типа, в то время как внутренняя часть волокнистой структуры изготовлена с использованием переплетения второго типа, отличающегося от переплетения первого типа,
при этом на участке уменьшенной толщины на поверхности волокнистой структуры имеются:
- одна или более областей удаления нитей на непрерывной поверхности, в каждой из которых прерываются нити, которые принадлежат слою нитей первого множества слоев нитей, лежащих под слоем нитей первого множества слоев нитей, расположенных на поверхности структуры; и
- одна или более областей удаления нитей на прерывистой поверхности, в каждой из которых прерываются нити в слое нитей первого множества слоев нитей, расположенных на поверхности структуры, причем каждая прерванная нить заменяется на поверхности структуры нитью из слоя нитей, лежащих под первым множеством слоев нитей, при этом нить слоя нитей, лежащего под первым множеством слоев нитей, переплетается вне области удаления нити с переплетением первого типа; и
нити слоев из второго множества слоев нитей, расположенных на поверхности волокнистой структуры, являются непрерывными, по меньшей мере, по всему участку уменьшенной толщины.
2. Структура по п. 1, в которой в каждой области на прерывистой поверхности каждая прерванная нить слоя из первого множества слоев нитей переплетается, по меньшей мере, с одной нитью слоя из второго множества слоев нитей непосредственно перед выходом из структуры.
3. Структура по п. 1, в которой волокнистая структура имеет первую и вторую внешние поверхности, проходящие в продольном направлении, и области удаления нитей, присутствующие на первой поверхности, сдвинуты в продольном направлении по отношению к областям удаления нитей, присутствующим на второй поверхности.
4. Структура по п. 1, в которой участок уменьшенной толщины содержит в направлении нитей первого множества слоев нитей уменьшенное число слоев нитей из второго множества слоев нитей, и волокнистая структура включает области удаления нитей на прерывистой поверхности, которые распределяются в зависимости от определенного уменьшения числа слоев нитей из второго множества слоев нитей.
5. Изделие из композитного материала, содержащее волокнистое армирование, уплотненное матрицей, причем волокнистое армирование образовано волокнистой структурой по п. 1.
6. Изделие по п. 5, представляющее собой лопасть авиационного двигателя.
7. Турбовинтовой двигатель, содержащий множество лопастей по п. 6.
8. Воздушное судно, оборудованное, по меньшей мере, одним турбовинтовым двигателем по п. 7.
9. Способ изготовления волокнистой структуры для армирования изделия из композитного материала, включающий изготовление цельного тканого изделия посредством многослойного переплетения между первым множеством слоев нитей и вторым множеством слоев нитей, причем волокнистая структура имеет, по меньшей мере, один участок уменьшенной толщины, причем внешние поверхности волокнистой структуры изготавливают с использованием переплетения первого типа, в то время как внутреннюю часть волокнистой структуры изготавливают с использованием переплетения второго типа, отличающегося от переплетения первого типа;
при этом в процессе изготовления тканого участка уменьшенной толщины образуют:
- области удаления нитей на непрерывной поверхности, в каждой из которых нити из слоя нитей первого множества слоев нитей, лежащих под слоем нитей первого множества слоев нитей, расположенных на поверхности структуры, больше не переплетаются с нитями из слоев второго множества слоев нитей; и
- области удаления нитей на прерывистой поверхности, в каждой из которых нити из слоя нитей первого множества слоев нитей, расположенных на поверхности структуры, больше не переплетаются с нитями из слоев второго множества слоев нитей, причем нити из слоя нитей, лежащих под первым множеством слоев нитей, используют для замены на поверхности структуры нитей, которые больше не переплетаются, как из области прерывистой поверхности, при этом нить слоя нитей, лежащего под первым множеством слоев нитей, переплетают вне области удаления нити с переплетением первого типа; и
нити из слоев второго множества слоев нитей, расположенных на поверхности волокнистой структуры, являются непрерывными, по меньшей мере, по всему участку уменьшенной толщины.
10. Способ по п. 9, при котором нити из слоя первого множества слоев нитей, которые больше не переплетаются, из области прерывистой поверхности, переплетают, по меньшей мере, с одной нитью слоя из второго множества слоев нитей непосредственно перед выходом из структуры.
11. Способ по п. 9, при котором волокнистая структура имеет первую и вторую внешние поверхности, проходящие в продольном направлении, и области удаления нитей, присутствующие на первой поверхности, сдвинуты в продольном направлении по отношению к областям удаления нитей, присутствующим на второй поверхности.
12. Способ по п. 9, при котором участок уменьшенной толщины содержит в направлении нитей первого множества слоев нитей уменьшенное число слоев нитей из второго множества слоев нитей, и волокнистая структура включает области удаления нитей на прерывистой поверхности, которые распределяются в зависимости от определенного уменьшения числа слоев нитей из второго множества слоев нитей.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ТУРБОВИНТОВОЙ ДВИГАТЕЛЬ, ИМЕЮЩИЙ ВОЗДУШНЫЙ ВИНТ, СОСТОЯЩИЙ ИЗ ЛОПАСТЕЙ С ИЗМЕНЯЕМЫМ ШАГОМ | 2008 |
|
RU2452658C2 |

