Изобретение относится к устройству и способу резания при помощи лазера с автоматическим регулированием импульсов газа по частоте или по давлению.
Резание материалов, в частности, металлов при помощи силовых лазеров, таких как лазеры на CO2 или на Nd-YAG, является технологией, широко применяемой в промышленности вот уже несколько десятилетий.
Классический способ предусматривает работу при помощи лазера с импульсным пучком. При каждом импульсе, как правило, в 100 Дж продолжительностью около 5 мс разрезаемый материал локально нагревается до температуры, превышающей температуру плавления, при этом практически мгновенно получают объем очень жидкого металла, то есть с низкой вязкостью. Устройство укомплектовано вспомогательным устройством нагнетания газа, сопровождающего лазерный пучок, направляемый в сторону резания, и эффективно выталкивающего расплавленный металл в виде мелкого шлака, но при этом этот шлак не пристает к стенкам среза. Этот процесс является почти моментальным, и следующий импульс лазера атакует следующий участок металла, при этом предыдущий шлак уже покинул место среза. Таким образом, этот способ обеспечивает эффективное резание. Удаление жидкого шлака происходит настолько быстро, что он не успевает затвердеть при нагнетании газа, пока находится в месте разреза, и удалению не мешают никакие препятствия.
Однако недостатком этого способа является ограничение мощности производимых в настоящее время импульсных лазеров. Разрезание толстых деталей толщиной порядка нескольких сантиметров требует применения лазеров мощностью в несколько киловатт. В настоящее время такую мощность развивают только лазеры с непрерывным пучком. Их применение для вышеуказанного способа не дает нужных результатов по причине непрерывного образования ванны расплавленного материала. Этот сплошной расплав с трудом поддается удалению продувочным газом и стремится к скапливанию, подвергаясь при этом охлаждению газом, которое повышает ее вязкость вплоть до затвердевания. Расплавленный металл может оставаться в разрезе и даже локально его заполнять, поэтому увеличение мощности лазера не дает существенного улучшения.
Изобретение может найти свое применение прежде всего для лазеров непрерывного действия с мощностью более 1 кВт, то есть превышающей мощность, обычно развиваемую импульсными лазерами.
Известно (см. ЕР-А-0 533 387 или US-A-2008/15862), что поток продувочного газа предпочтительно может быть импульсным, чтобы удалять одно за другим небольшие количества расплавленного материала и восстанавливать эффективное удаление шлака за пределы разреза.
Этот способ дает лучшие результаты, но вместе с тем в некоторых обстоятельствах такое усовершенствование оказывается недостаточным, и после него все же могут оставаться дефекты резания.
Областью, в которой изобретение может найти применение, является, в частности, резание в сверхагрессивных средах (ядерная промышленности, биология, химия), когда режущую головку перемещает роботизированная рука или другое устройство, движения которого являются не очень точными, при этом параметры резания, такие как расстояние от режущей головки до разрезаемой детали и ее скорость являются приблизительными; кроме того, часто наблюдаются вибрации; характеристики деталей могут быть известны приблизительно или могут быть самыми разными, в частности, их толщина. Все это объясняет тот факт, что идеальные значения параметров резания могут быть неизвестными или могут непрерывно меняться, поэтому эти изменения невозможно применять в рамках способа, и могут наблюдаться неудовлетворительные результаты, в том числе неполное разрезание.
Как выяснилось, условия резания во многом зависят от частоты и от давления импульсов газа, поэтому в рамках изобретения корректируют по меньшей мере один из этих параметров посредством автоматического регулирования для обеспечения нормальных условий резания.
В связи с этим объектом изобретения является способ автоматического резания при помощи лазера, включающий в себя нагнетание потока газа в место резания, чтобы удалять шлаки и газы, производимые в ходе резания, при этом нагнетание осуществляют импульсами, при этом согласно изобретению непрерывно измеряют интенсивность обратного рассеяния света лазера и изменяют частоту импульсов таким образом, чтобы поддерживать эту интенсивность на минимуме.
Предпочтительно частоту меняют пошагово, при этом значение шага может составлять от 1 Гц до 3 Гц.
Частоты нагнетания могут оставаться в пределах, вне которых считают, что для обеспечения удовлетворительного резания следует предпринимать другие меры, отличные от регулирования нагнетания. Эти пределы могут представлять собой, например, 2 Гц и 20 Гц. При достижении этих пределов необходимо увеличение мощности лазера, и предпочтительно это увеличение является временным.
Согласно некоторым факультативным или предпочтительным конструктивным признакам, лазерный пучок может проходить через нагнетательную насадку, при этом лазерный пучок и продувочный газ имеют параллельные направления.
Вместе с тем, предпочтительно, чтобы насадка имела вытянутое сечение отверстия, через один конец которого проходит лазерный пучок. Это расположение позволяет нагнетать газ сзади пучка в место, где появился расплавленный материал.
Вытянутое сечение отверстия может быть прямоугольным, эллиптическим и т.д. Однако наиболее предпочтительную форму получают, когда насадка разделена на два неравных участка посредством сжатия, при этом через меньший участок проходит лазерный пучок, а через другой, больший участок проходит продувочный газ.
Вспомогательное нагнетательное устройство может тоже содержать несколько насадок, направленных на место резания, при этом одна из насадок направлена параллельно лазерному пучку, а другая из насадок - наклонно к этому пучку. Таким образом, их потоки направлены в разных и сходящихся направлениях, что способствует удалению шлаков. Предпочтительно можно также использовать множество наклонных насадок таким образом, чтобы получать соответствующие продувочные потоки, параллельные между собой и перекрещивающиеся с лазерным пучком в разных участках этого пучка и чтобы осуществлять эффективное удаление на большей глубине разрезаемой детали.
Можно также предусмотреть, чтобы импульсы нагнетания производились со смещением фаз между насадками, если имеется в наличии несколько насадок, тоже чтобы улучшить удаление шлаков.
Предпочтительно импульсы газа создают, если вспомогательное устройство содержит распределитель с вращающимся элементом в канале питания, при этом элемент содержит по меньшей мере одно отверстие для открывания канала питания, периодически продолжающее канал питания для обеспечения импульсов нагнетания. Предпочтительно отверстие и канал питания имеют прямоугольные сечения со сторонами, параллельными и перпендикулярными по отношению к направлению перемещения элемента перед каналом питания. Это расположение позволяет получать более четкие импульсы.
Для насадок, если используют несколько насадок, можно выбирать одинаковые или не одинаковые частоты нагнетания, хотя при этом невозможно однозначно отмечать лучшие характеристики.
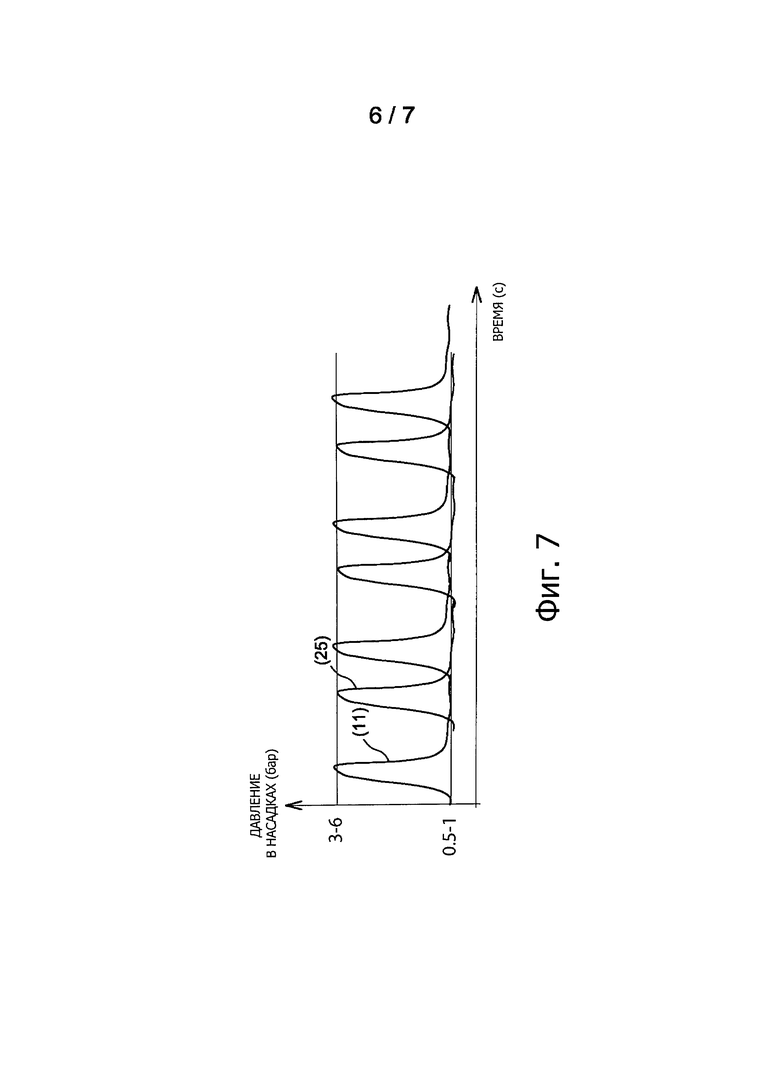
Пиковые значения давления импульсов могут находиться в пределах от 3 до 15 бар. При этом не следует осуществлять полную остановку нагнетания между импульсами, и между импульсами рекомендуется сохранять промежуточное давление от 0,5 до 1 бар. Все эти значения давления присутствуют на выходе насадки или каждой из насадок в зависимости от случая.
В варианте, такого же улучшения резания можно достичь посредством автоматического регулирования давления импульсов газа, а не их частоты, или посредством автоматического регулирования этих двух параметров одновременно. Давление можно регулировать от 1 до 15 бар с шагом в 0,5 бар или в целом менее чем в один бар. Способ автоматического регулирования является идентичным.
Далее следует подробное описание изобретения со ссылками на чертежи.
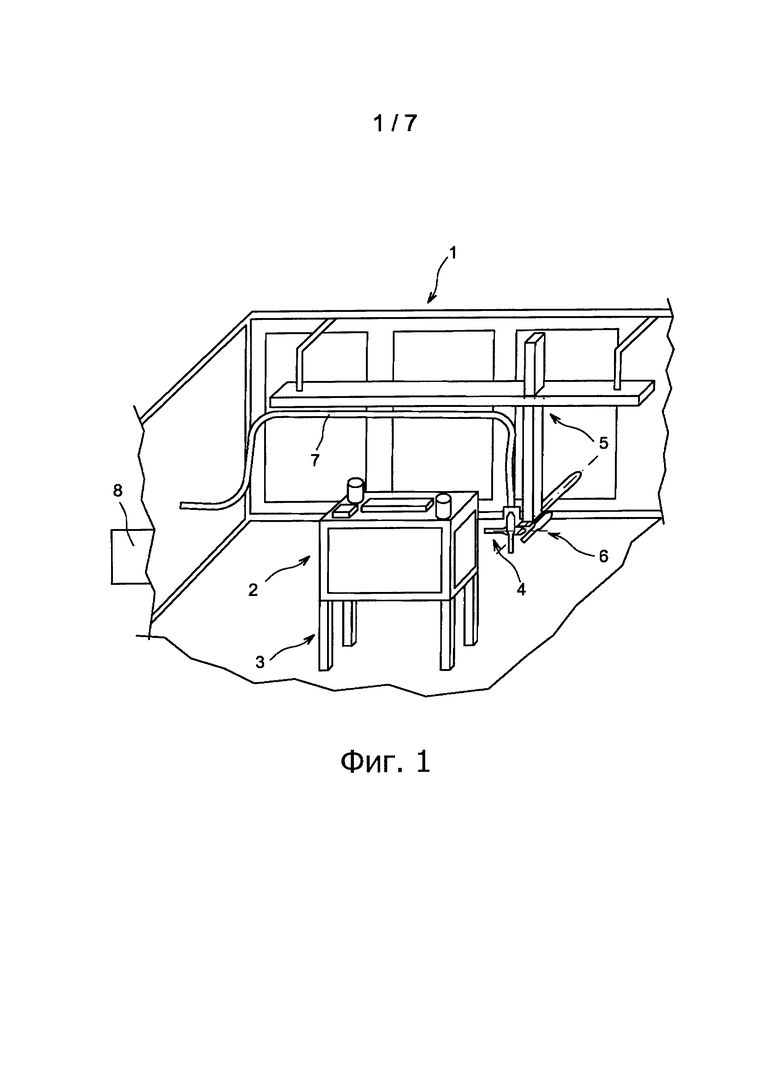
На фиг. 1 показано устройство резания при помощи лазера;
на фиг. 2 показана режущая головка;
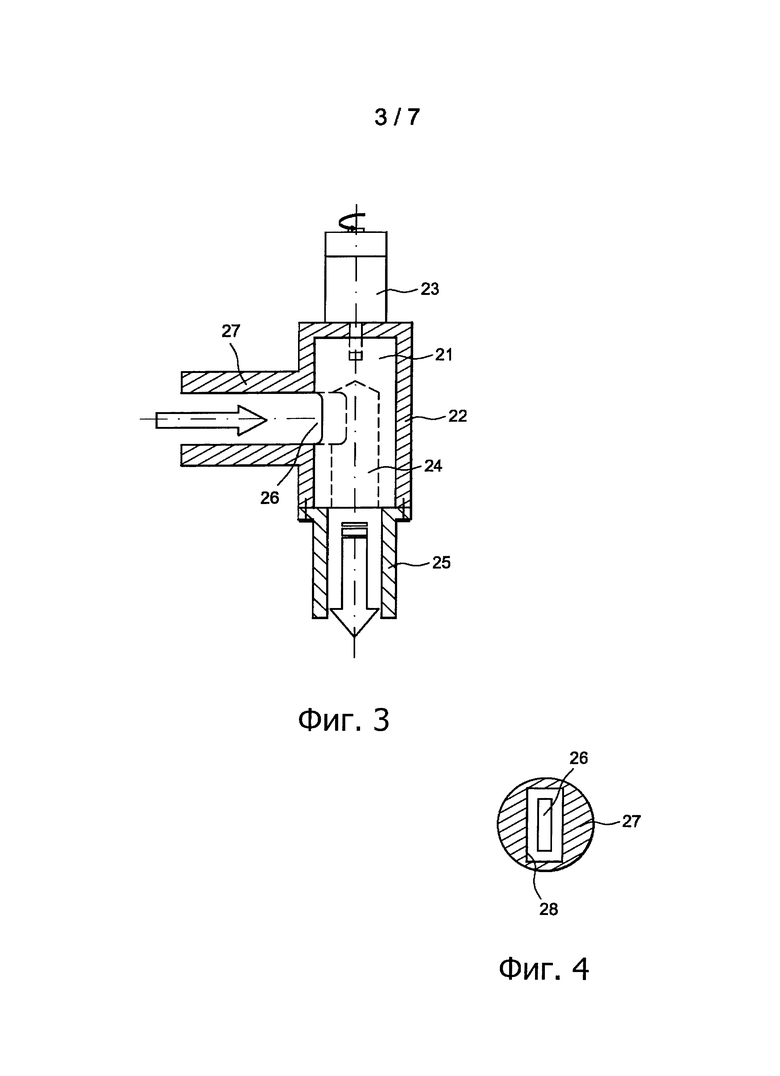
на фиг. 3 показан ротативный распределитель газа;
на фиг. 4 показан вид в разрезе по линии А-А на фиг. 3;
на фиг. 7 показан вариант выполнения конца головки режущей головки;
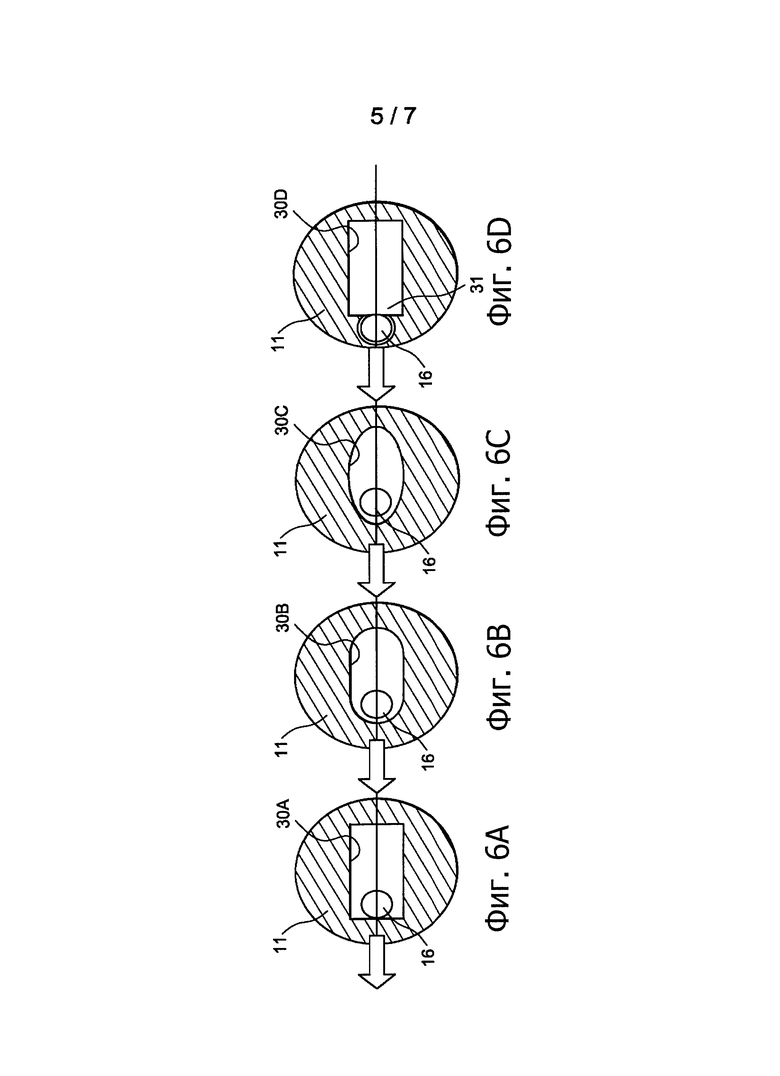
на фиг. 6А, 6В, 6С и 6D представлены нагнетательные насадки, виды в сечении.
на фиг. 7 представлена временная диаграмма нагнетания;
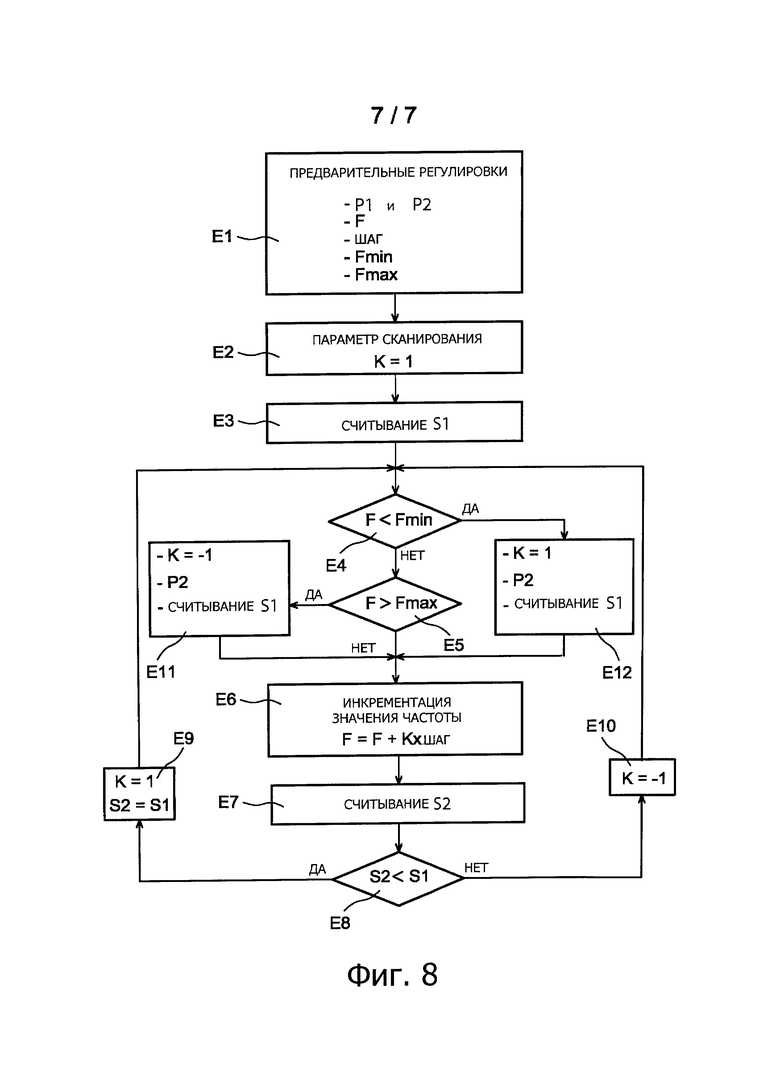
на фиг. 8 представлена блок-схема способа в соответствии с изобретением.
На фиг. 1 схематично представлено устройство резания при помощи лазера и его окружающая среда. Устройство находится в камере 1 резания. Разрезаемый предмет, такой как перчаточный отсек, используемый в некоторых промышленных областях, располагают на опоре 3 в камере 1. Устройство 4 подвешено на стенке камеры 1 при помощи пятиосного стола 5. Стол 5 состоит из набора деталей, перемещающихся скольжением внутри друг друга, обеспечивая перемещения устройства вдоль трех основных осей поступательного движения X, Y и Z, и из рукоятки 6, шарнирно соединенной со столом 5, для сообщения устройству 4 вращений θ и ϕ вокруг двух перпендикулярных между собой осей. Гибкий кабель 7, подвешенный к столу 5 на части своей длины, связывает устройство 4 с блоком 8 управления; он содержит оптическое волокно и канал, доставляющий соответственно свет лазера и продувочный газ в устройство 4 от не показанных генераторов в блоке 8 управления. Блок 8 используют также для перемещения устройства 4 путем воздействия на стол 5 и на рукоятку 6 таким образом, чтобы располагать его и ориентировать перед всеми сторонами отсека 2, который можно вырезать полностью посредством взаимно пересекающихся проходов. Поскольку все эти элементы известны, их описание опускается, и можно перейти к рассмотрению фиг. 2. Устройство 4 содержит цилиндрическую головку 9 с конусными концами, которая удерживается рукояткой 6. Верхний конец головки 9 имеет проход для конца оптического волокна 10, а на нижнем конце находится нагнетательная насадка 11. На головке 9 установлены первый распределитель 12 газа, в который выходит первый конец 13 газового канала, и второй распределитель 14 питания, в который выходит второй конец 15 газового канала. Первый распределитель 12 имеет выходной конец, проходящий через стенку головки 9, а второй распределитель 14 остается внешним по отношению к головке 9, и его выходной конец образует с ней угол, который получают, закрепив его вдоль касательной к конусной наружной стенке насадки 11. Лазерный пучок 16 проходит через головку 9 вниз и выходит через насадку 11; он фокусируется линзами 17, установленными в вершине головки 9 таким образом, чтобы принимать суженное сечение немного ниже насадки 11, располагаемое либо на поверхности плиты, либо на половине глубины разрезаемой плиты 19. Он проходит также через стекло 20, которое делит внутренний объем головки 9 и служит барьером для газа, выходящего через первый распределитель 12.
Устройство содержит также полуотражательную пластину 35 на пути лазерного пучка 16, которая пропускает свет в направлении плиты 19, но отражает свет, отражаемый этой пластиной 19. Поскольку полуотражательная пластина 35 является наклонной, свет отражается в сторону первого детектора 36, установленного на боковой стороне головки 9, а перед детектором 36 расположены фокусирующая линза 37, а также интерференционный фильтр 38 для фокусирования света, направляемого на детектор, и для пропускания только длины волны лазерного пучка 16. Детектор 36 связан с не показанным детально устройством 39 автоматического регулирования, которое управляет лазером, а также нагнетанием газа, что будет описано ниже.
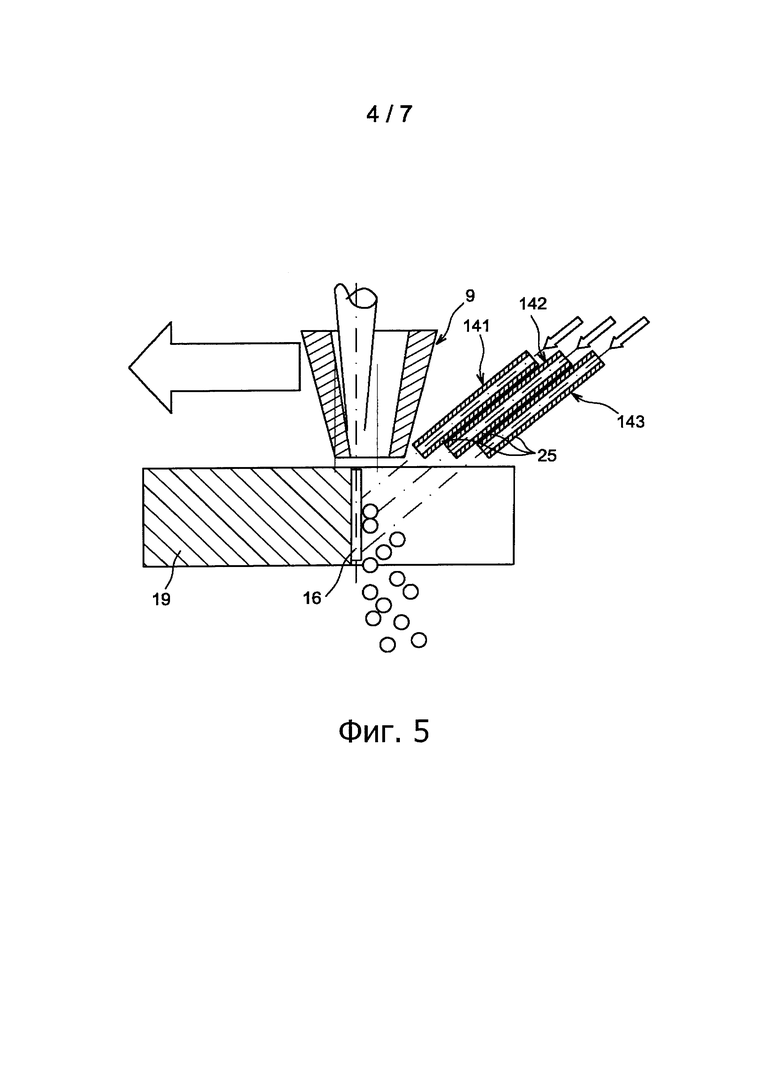
Как показано на фиг. 3, каждый из распределителей 12 и 14 содержит барабан 21, установленный в цилиндрическом гнезде 22 с возможностью вращения под действием двигателя 23. Барабан 21 содержит коаксиальную полость 24, открывающуюся в сторону выходной насадки 25, и одну или несколько щелей 26, распределенных вокруг его периферии и сообщающихся с полостью 24; вращение барабана 21 регулярно заставляет их проходить перед входным концом 27 распределителя, к которому подходит конец 13 или 15 газового канала; на фиг. 4 показано, что щели имеют прямоугольное сечение с большими сторонами в осевом направлении барабана 21 и что внутреннее сечение 28 входного отверстия 27 тоже является прямоугольным и тоже с большими сторонами, направленными вдоль оси барабана 21. Распределитель 14 похож на распределитель 12 (кроме, возможно, размеров или пропорций), но может факультативно содержать канал 29 для подачи порошка. Порошок может способствовать удалению шлаков, сообщая им свою кинетическую энергию (часто он имеет такую же природу, что и материал плиты), или протеканию экзотермической реакции при контакте с расплавом, которая повышает его температуру. На фиг. 5 схематично показана конструкция, которая является производной от конструкции, показанной на фиг. 2, и в которой наклонный распределитель 14 присутствует в нескольких экземплярах 141, 142, 143 и т.д., при этом все их выходные отверстия расположены параллельно друг другу и образуют угол с главным направлением головки таким образом, что оказываются установленными друг над другом, пересекая лазерный пучок на разных глубинах плиты 19.
Лазерный пучок 16 излучается в направлении плиты 19 и режет ее. Основной поток газа через первый распределитель 12 и головку 9 выбрасывает шлаки расплава вниз. Распределитель 14 или распределители 141, 142, 143 осуществляют дополнительную продувку в направлении передней границы разреза и дополняют действие основной продувки. Вращающиеся барабаны 21 периодически перекрывают распределители и отсекают потоки продувочного газа, придавая им импульсный характер. Как было указано выше, этот признак обеспечивает хорошее удаление шлаков за пределы плиты 19. Существует много способов обеспечения необходимой продувки при условии соблюдения этого принципа пульсирующего потока, например, с изменением числа и направлений распределителей и их выходных отверстий. Вместе с тем, необходимо подчеркнуть, что предпочтительно насадка 11 имеет вытянутое отверстие, направленное в сторону места резания таким образом, чтобы лазерный пучок 16 находился спереди этого отверстия и чтобы нагнетание газа из первого распределителя 12 происходило слегка сзади лазерного пучка там, где образуются жидкие шлаки. На фиг. 6A, 6B, 6C и 6D соответственно показаны прямоугольное отверстие 30A, вытянутое отверстие 30B с закругленными концами, эллиптическое отверстие 30C и отверстие 30D, имеющее сложную форму замочной скважины, содержащее главный прямоугольный участок, предназначенный для нагнетания газа, и передний круглый участок, соответствующий диаметру лазерного пучка 16 и предназначенный для его прохождения, при этом указанные части соединены между собой сужением 31.
Мощность лазера с непрерывным пучком может составлять несколько киловатт в зависимости от толщины резания, как правило, в несколько сантиметров.
Предпочтительно для разных распределителей выбирают разные фазы нагнетания, что проиллюстрировано графиком на фиг. 7, где показано давление потока, выходящего из насадки 11 и из выходной насадки 25 второго распределителя 14. Как видно из графика, смещение фазы составляет 4 π/3, при этом частоты являются постоянными. Давления тоже являются одинаковыми и находятся в пределах между верхним уровнем со значением, например, от 3 до 15 бар и нижним уровнем со значением, например, от 0,5 до 1 бар. Действительно, не следует полностью останавливать продувку, так как это чревато подъемами дымов или даже жидких шлаков, опасными для головки 9 или для ее нормальной работы. Остаточное давление можно получать при достаточной частоте импульсов или при помощи дополнительных отверстий в барабане 21. Импульсы газа могут длиться от 1 мс до 100 мс каждый. Регулировать длительность импульсов можно посредством изменения скорости вращения барабана 21, когда отверстия 26 барабана 21 проходят перед концом 13 или 15 газового канала. Для этого можно легко предусмотреть автоматическое регулирование, оборудовав барабан 21 кодером углового положения. Регулирование средней скорости вращения барабана 21 позволяет регулировать частоту импульсов нагнетания и, следовательно, улучшить удаление отходов резания. В частности, средняя скорость вращения барабана 21 является двойной и включает в себя первую, неизменную скорость, используемую для прохождения отверстий 26 перед концом 13 или 15 газового канала при постоянной продолжительности импульса, и вторую, переменную скорость, используемую для других угловых положений барабана 21, чтобы изменять интервал между каждым из импульсов нагнетания газа в зависимости от характеристики изобретения.
Далее следует описание наиболее важных аспектов изобретения. Выше уже было упомянуто, что погрешности и нарушения, неизбежные во многих ситуациях, обрекали на неудачу попытки заранее регулировать параметры резания, и что эта невозможность регулирования вполне может быть связана с недостаточным удалением шлаков и расплавленного материала.
Большая часть света лазерного пучка 16 рассеивается обратно, когда резание оказывается недостаточным, и часть света поступает в детектор 36 после прохождения в режущую головку 9 и после отражения полуотражательной пластиной 35. Устройство автоматического регулирования 39 непрерывно измеряет интенсивность обратно рассеиваемого света, поступающего в детектор 36.
С другой стороны, было установлено, что существует значение расхода продувочного газа, при котором качество резания является оптимальным: если нагнетание газа является недостаточным, удаление шлаков и расплава затруднено, так как общая кинетическая энергия газового потока оказывается недостаточной; вместе с тем, если это значение расхода является слишком большим, расплавленный металл охлаждается быстрее, что повышает его вязкость и может привести к его преждевременному затвердеванию, в результате чего он может задержаться и закупорить разрез.
Таким образом, регулирование основано на постоянном изменении расхода продувочного газа и, в частности, частоты импульсов при одновременном поддержании сигнала детектора 36 на самом низком уровне. Если все же получаемый таким образом минимум имеет слишком большое значение, увеличивают мощность лазерного пучка 11, чтобы резание происходило более энергично. Это регулирование касается всех потоков газа, если их существует несколько.
Рассмотрим далее фиг. 8. На первом этапе Е1, осуществляемом перед тем, как начать резание, производят предварительное регулирование параметров, среди которых можно указать мощность лазера 4 например, Р1=6 кВт при нормальных обстоятельствах и Р2=7-8 кВт в исключительных обстоятельствах, частоту импульсов газа F=10 Гц, инкремент изменения этой частоты (ШАГ=2 Гц), минимальную частоту 5 Гц, максимальную частоту 15 Гц; все эти значения представлены в качестве примера, и можно также предложить пределы 2 Гц и 20 Гц. На следующем этапе Е2 временно регулируют параметр изменения частоты К, например, К=1, а на следующем этапе Е3 регистрируют значение S1, измеренное детектором 36.
Далее программа протекает в виде цикла. Сначала на этапах Е4 и Е5 проверяют, чтобы частота F импульсов газа находилась между минимумом и максимумом Fmin и Fmax. При соблюдении этого условия частоту импульсов изменяют, и она становится равной F+К×ШАГ Е6. На следующем этапе Е7 отмечают новое измерение S2 детектора 36. Если оно меньше предыдущего значения S1, параметр сканирования К сохраняют в значении 1, значение S1 заменяют значением S2 Е9 и, начиная с Е4, осуществляют новый цикл. В противном случае Е10 К становится равным - 1, и в данном случае тоже осуществляют новый цикл, начиная с Е4. Эффектом этого цикла является то, что частоту импульсов сканирования непрерывно изменяют при одновременном измерении света, обратно рассеиваемого в направлении детектора 36. Если это значение уменьшается, это значит, что резание улучшается, направление сканирования является благоприятным, и оно происходит в одинаковых условиях; если же, наоборот, это значение увеличивается, сканирование производят в противоположном направлении для достижения минимума детектируемого значения.
Если на этапе Е4 оказывается, что частота стала ниже минимума, параметр К устанавливают в значении 1, лазер переводят на более значительную мощность Р2 и производят считывание сигнала S1 Е11; если на этапе Е5 оказывается, что частота стала выше максимальной частоты, К фиксируют на -1, устанавливают мощность Р2 и опять считывают сигнал S1 Е12. В обоих случаях затем возвращаются на этап Е6. Таким образом, возвращаются в искомую зону сканирования для достижения минимума измерения детектора 36, считая, что увеличение мощности лазера даст удовлетворительное резание даже при увеличении толщины или в случае нарушения процесса. Это увеличение мощности является временным и автоматически прекращается с возвратом к Р1 после определенного интервала времени без какого-либо ухудшения процесса.
В другом варианте осуществления изобретения, который имеет такое же влияние на качество резания, частота импульсов является постоянной, и регулируют давление газа в насадках, например, меняя степень открывания регулируемых вентилей. Например, при номинальном давлении в 5 бар пределы давления могут составлять 1 бар и 15 бар, а шаг инкрементации давления равен 0,5 бар. Способ протекает точно так же, как и в предыдущем случае, с той разницей, что вышеуказанные давления заменяют PI, Р2 и ШАГ и что скорость вращения барабана 21 остается постоянной.
Можно также предусмотреть двойное регулирование, меняя оба параметра частоты и давления импульсов, например, чередуя их сериями или работая на одном параметре, когда другой достигает порога или не позволяет производить такие же быстрые улучшения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДВУХКАМЕРНОГО F ЛАЗЕРА С ВЫБОРОМ ЛИНИИ | 2002 |
|
RU2298271C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ПРОХОДКИ СТВОЛА СКВАЖИНЫ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРА БОЛЬШОЙ МОЩНОСТИ | 2009 |
|
RU2522016C2 |
| МОЩНЫЕ ГАЗОРАЗРЯДНЫЕ ЛАЗЕРЫ С МОДУЛЕМ СУЖЕНИЯ ЛИНИИ ИЗЛУЧЕНИЯ С ГЕЛИЕВОЙ ПРОДУВКОЙ | 2000 |
|
RU2250544C2 |
| ЛАЗЕРНЫЙ ЛИТОГРАФИЧЕСКИЙ ИСТОЧНИК СВЕТА С ДОСТАВКОЙ ПУЧКА | 2002 |
|
RU2340057C2 |
| СИСТЕМА И СПОСОБ ЛАЗЕРНОГО ДЕТЕКТИРОВАНИЯ | 2017 |
|
RU2737362C2 |
| СИСТЕМА АДДИТИВНОГО ПРОИЗВОДСТВА МЕТАЛЛА НА ОСНОВЕ СИНЕГО ЛАЗЕРА | 2019 |
|
RU2801454C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С УПРАВЛЕНИЕМ ПОЛОЖЕНИЕМ ОПТИЧЕСКОЙ ОСИ ЛАЗЕРА ОТНОСИТЕЛЬНО ПОТОКА ЗАЩИТНОГО ГАЗА, ВКЛЮЧАЯ УСТАНОВКУ И КОМПЬЮТЕРНУЮ ПРОГРАММУ ДЛЯ РЕАЛИЗАЦИИ УПОМЯНУТОГО СПОСОБА | 2017 |
|
RU2750781C2 |
| РУЧНОЙ АНАЛИЗАТОР И СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ЭЛЕМЕНТОВ, ОСНОВАННЫЙ НА СПЕКТРОСКОПИИ ВОЗБУЖДЕНИЯ ЛАЗЕРНЫМ ПРОБОЕМ ВЫСОКОИОНИЗИРОВАННОЙ ПЛАЗМЫ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2017 |
|
RU2733082C2 |
| СПОСОБ РАССЕЧЕНИЯ БИОТКАНИ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2632803C1 |
| СПОСОБ И СИСТЕМЫ ДЛЯ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ В КОГЕРЕНТНОМ ИЗЛУЧЕНИИ И УПРАВЛЕНИЯ С ОБРАТНОЙ СВЯЗЬЮ ДЛЯ МОДИФИКАЦИИ МАТЕРИАЛОВ | 2018 |
|
RU2760694C2 |

Изобретение относится к области лазерного резания с нагнетанием потока продувочного газа в зону резания для удаления шлаков и газов, образующихся в процессе резания. Нагнетание продувочного газа в зону резания осуществляют с помощью импульсов газа, при этом непрерывно измеряют интенсивность отраженного из зоны резания излучения лазера и осуществляют регулирование расхода продувочного газа путем изменения частоты, давления, либо одновременно частоты и давления импульсов газа в зависимости от измеренной интенсивности, которую поддерживают на заданном минимуме. Использование изобретения позволяет повысить качество процесса резания. 2 н. и 7 з.п. ф-лы, 8 ил.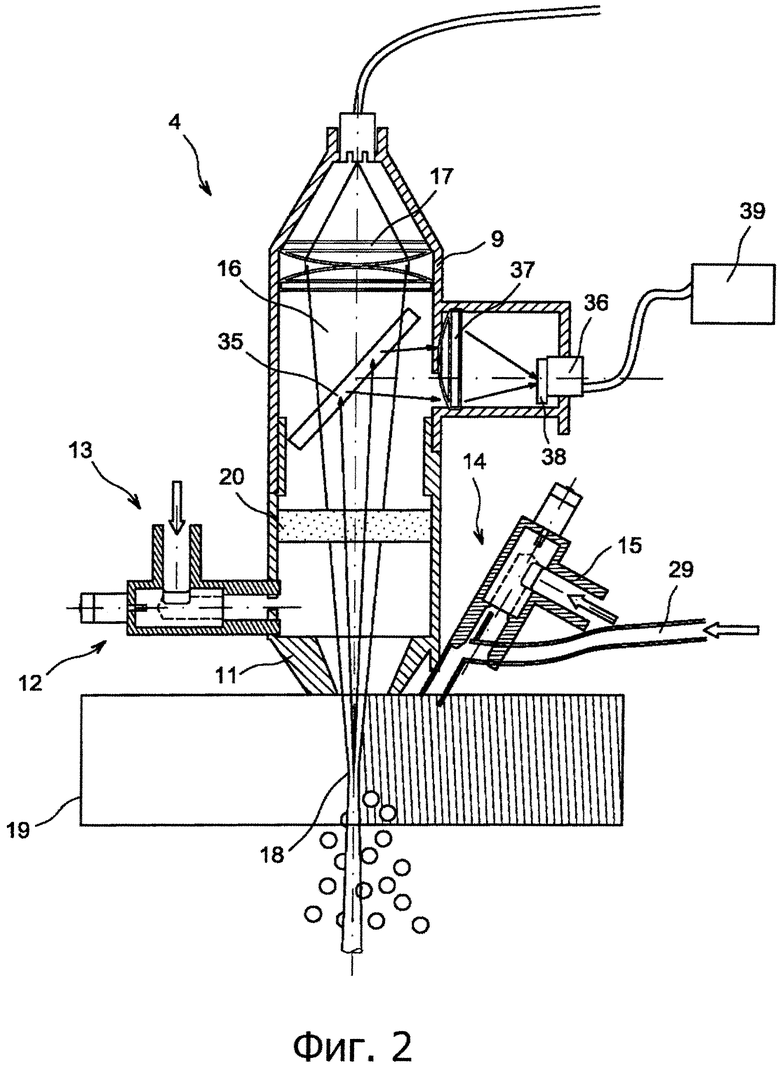
1. Способ лазерной резки, включающий нагнетание потока продувочного газа в зону резания для удаления шлаков и газов, образующихся в процессе резания, которое осуществляют с помощью импульсов газа, отличающийся тем, что непрерывно измеряют интенсивность отраженного из зоны резания излучения лазера и осуществляют регулирование расхода продувочного газа путем изменения частоты или давления, или одновременно частоты и давления импульсов газа в зависимости от измеренной интенсивности, которую поддерживают на заданном минимуме.
2. Способ по п. 1, отличающийся тем, что частоту или давление импульсов газа изменяют пошагово.
3. Способ по п. 2, отличающийся тем, что шаг изменения частоты импульсов газа задают в пределах от 1 Гц до 3 Гц.
4. Способ по п. 2, отличающийся тем, что шаг изменения давления импульсов газа задают менее 1 бар.
5. Способ по любому из пп. 1-4, отличающийся тем, что устанавливают пределы изменения частоты или давления импульсов газа, а при выходе значений частоты или давления импульсов газа за установленные пределы производят увеличение мощности излучения лазера.
6. Способ по п. 5, отличающийся тем, что значения предела изменения частоты импульсов газа устанавливают 2 Гц и 20 Гц.
7. Способ по п. 5, отличающийся тем, что значения предела изменения давления импульсов газа устанавливают 1 бар и 15 бар.
8. Способ по п. 5, отличающийся тем, что производят временное увеличение мощности излучения лазера.
9. Устройство для лазерной резки, содержащее лазерную головку (9) и вспомогательный блок для нагнетания газа с каналом (13, 15) питания газом, на выходе которого расположена насадка (11, 29) для нагнетания газа с возможностью направления в сторону зоны резания, при этом упомянутый вспомогательный блок имеет узел (12, 14; 141, 142, 143) для формирования импульсов газа, отличающееся тем, что лазер выполнен с возможностью непрерывного излучения мощностью, превышающей 1 кВт, при этом оно снабжено детектором (36) световой интенсивности отраженного из зоны резания излучения лазера и связанным с детектором (36) блоком (39) автоматического регулирования частоты или давления, или одновременно частоты и давления импульсов газа в соответствии с измерениями детектора (36).
| Горизонтальный аппарат для проведения непрерывных химических процессов | 1974 |
|
SU533387A2 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ЛАЗЕРНОЙ РЕЗКИ ИЛИ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375162C2 |
| Колонковое долото | 1949 |
|
SU86129A1 |
| US 2008000888 A1, 03.01.2008 | |||
| US 6791057 B1, 14.09.2004 | |||
| EP 1916053 A1, 30.04.2008. | |||

