Изобретение относится к обработке металлов давлением, а именно к трубному производству, и может быть использовано при изготовлении высокопрочных холоднодеформированных труб из хромоникелевого сплава, применяемых при добыче нефти и газа, например насосно-компрессорных и обсадных труб.
Известен способ обработки аустенитной нержавеющей стали (патент Японии №2000017396, B21J 5/00, C22C 38/00, C22C 38/58; C22C 38/60, опубл. 18.01.2000), заключающийся в том, что окончательную деформацию стали, закаленной на твердый раствор, осуществляют при температуре от комнатной до 350°C, что предотвращает образование трещин при деформации и обеспечивает высокую прочность.
Недостатком способа является невозможность определения степени деформации, необходимой для достижения заданных свойств, и отсутствие предварительной обработки перед окончательной деформацией, что не гарантирует требуемую исходную структуру и не обеспечивает необходимый комплекс свойств стали. Кроме того, относительно узкий диапазон температур деформации предполагает значительные напряжения при деформации и ограничивает возможность управления наклепом.
Наиболее близким техническим решением, принятым за прототип, является способ окончательной упрочняющей обработки изделий из высокопрочной аустенитной нержавеющей стали (патент РФ №2254394, B22C 38/38, B21D 8/00, опубл. 20.06.2005), предусматривающий окончательную упрочняющую обработку изделий из аустенитной нержавеющей стали с содержанием основных элементов, мас. %: C - не более 0,05; Cr 24-28; Ni 25-40; Mo 2-5; Cu 1-3; W - не более 3; Mn - не более 2,5; железо - остальное. Слиток из стали требуемого состава подвергают горячей деформации за одну или несколько стадий с промежуточными нагревами. Полученный полупродукт подвергают предварительной пластической деформации за один или несколько проходов со степенью не менее 40% при температуре, не превышающей температуру начала рекристаллизации, осуществляя после каждого прохода закалку на твердый раствор с температуры не ниже 1020°C. Затем проводят окончательную пластическую деформацию со степенью 30-70% при температуре ниже температуры начала рекристаллизации не менее чем на 150°C.
Данное техническое решение позволяет увеличить вязкость и пластичность стали, а также повысить технологические и антикоррозионные свойства стали при ее упрочняющей обработке. Однако при промышленной реализации данного способа изготовления труб из хромоникелевого сплава химического состава, близкого к указанному, был выявлен ряд недостатков, выражающихся в следующем:
- проведение упрочняющей обработки при повышенной температуре не позволяет осуществлять прокатку труб с использованием жидких смазок;
- предварительная деформация со степенью более 40% за проход сопряжена с существенным упрочнением металла труб и увеличением их кривизны, что затрудняет проведение промежуточных операций (термической, химической обработки и правки), выполняемых между проходами прокатки на станах холодной прокатки труб (ХПТ);
- окончательная пластическая деформация в широком диапазоне значений степени деформации от 30 до 70% не обеспечивает достижения требуемого комплекса механических свойств металла труб, например требуемого предела текучести.
Техническая задача, решаемая изобретением, заключается в обеспечении нормируемого комплекса механических свойств металла труб высоких групп прочности из хромоникелевого сплава и повышении качества поверхности труб.
Поставленная задача решается за счет того, что в способе изготовления бесшовных холоднодеформированных высокопрочных труб из хромоникелевого сплава с содержанием основных элементов, мас. %: C - не более 0,05; Cr 24-28; Ni 25-40; Mo 2-5; Cu 1-3; W - не более 3; Mn - не более 2,5; железо - остальное, включающем изготовление горячедеформированных труб и выполнение упрочняющей обработки, заключающейся в предварительной пластической деформации труб за один или несколько проходов, их закалке на твердый раствор при температуре не ниже 1020°C и окончательной пластической деформации, согласно изобретению предварительную пластическую деформацию осуществляют со степенью, не превышающей 35% за проход, а окончательную пластическую деформацию - со степенью ε, определяемой по следующей зависимости: 
где σт - нормируемый предел текучести металла готовой трубы, МПа, при этом упрочняющую обработку проводят при комнатной температуре.
Выполнение окончательной пластической деформации при комнатной температуре обеспечивает стабильное получение нормируемых механических свойств металла, поскольку фактор температуры существенно влияет на характер упрочнения металла, т.е. для каждой конкретной величины температуры необходимо определять интервал значений степени деформации, а величину температуры тщательно контролировать и поддерживать в процессе упрочняющей обработки. Кроме того, проведение упрочняющей обработки при комнатной температуре обеспечивает осуществление процесса холодной прокатки на жидких смазках, что существенно повышает чистоту поверхности труб и, как следствие, - их качество и эксплуатационные свойства, т.к. любые мелкие дефекты поверхности могут являться очагами коррозионного разрушения при эксплуатации труб в условиях воздействия агрессивных сред.
Проведение предварительной пластической деформации труб со степенью, не превышающей 35% за проход, обеспечивает получение холоднодеформированной трубы промежуточного размера с удовлетворительной величиной кривизны, которая возникает при холодной прокатке горячедеформированной трубы, как правило, имеющей достаточно существенную величину разнотолщинности стенки. Повышенная степень деформации приводит к увеличению кривизны труб, что усложняет выполнение промежуточных операций (термической, химической обработки и правки труб), а также повышает вероятность образования дефектов при проведении этих операций, что влияет на количество отбракованных труб, т.е. на величину коэффициента выхода годной продукции.
При проведении комплекса исследований на трубах из хромоникелевого сплава указанного состава для определения степени ε окончательной пластической деформации эмпирическим путем была получена следующая зависимость: ε(18,8-0.13ε)=σт-382; где σт - нормируемый предел текучести металла готовой трубы, МПа; которая обеспечивает выполнение требований к величине предела текучести металла труб заданной группы прочности.
Предлагаемый способ осуществляют следующим образом. Из заготовки хромоникелевого сплава заданного химического состава изготавливают горячедеформированную трубу, которую подвергают предварительной деформации путем холодной прокатки на стане ХПТ за один или несколько проходов со степенью деформации, не превышающей 35% за проход, после каждого прохода проводят термическую обработку на твердый раствор, последующую химическую обработку и правку трубы. Полученную холоднодеформированную трубу промежуточного сечения прокатывают на стане ХПТ со степенью окончательной пластической деформации, определяемой по зависимости (1), при этом все операции проводят при комнатной температуре. Затем трубы подвергают правке, резке с получением требуемой длины и обработке торцов.
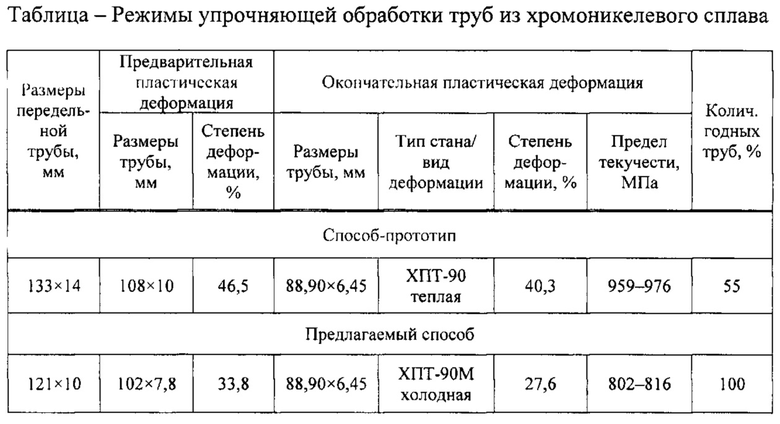
Предлагаемый способ был опробован при изготовлении труб группы прочности Р110 (по классификации API) наружным диаметром 88,9 мм и толщиной стенки 6,45 мм из хромоникелевого сплава со следующим содержанием элементов, мас. %: C - 0,02; Cr 24,0-27,0; Ni 29,5-36,5; Mo - 3,0; Cu - 1,5; Mn - 1,0; Si - 0,2; S - 0,01; P - 0,02; Nb - 0,06; Ti - 0,04; остальное железо. Из трубной заготовки указанного химического состава были изготовлены трубы размерами 133×14 мм и 121×10 мм, например, методом горячего прессования. После охлаждения, химической обработки и правки горячепрессованные трубы промежуточного размера (передельные трубы) подвергали упрочняющей обработке на станах ХПТ по режимам деформации, приведенным в таблице. По каждому варианту изготавливали двадцать труб.
Предварительную пластическую деформацию осуществляли прокаткой горячепрессованных труб за один проход на стане ХПТ-90М, после чего все трубы подвергали закалке на твердый раствор при температуре 1050°C, химической обработке, правке и подрезке торцов.
Окончательную деформацию с получением труб наружным диаметром 88,9 мм и толщиной стенки 6,45 мм осуществляли путем прокатки на станах ХПТ-90 (теплая прокатка, способ-прототип) и ХПТ-90М (холодная прокатка на жидкой смазке).
На трубах готового размера проводили правку, резку в размер, подрезку торцов, отбор образцов для проведения испытаний на растяжение. Особенностью предлагаемого способа являлось получение следующих нормируемых характеристик металла труб за счет его упрочнения на стадии окончательной деформации:
- предел прочности - не менее 793 МПа;
- предел текучести - от 758 до 965 МПа;
- относительное удлинение - не менее 12%;
- твердость поверхности - не более 32 HRC.
Важнейшим условием, характеризующим качество готовых труб, являлось стабильное получение нормируемой величины предела текучести, что, как показала практика, обеспечивало получение других механических характеристик (предела прочности, относительного удлинения и твердости поверхности).
Из таблицы видно, что изготовление труб по способу-прототипу со степенью окончательной деформации 40,3% обеспечило получение величины предела текучести металла готовой трубы от 959 до 976 МПа, т.е. вблизи «верхней» границы требуемого диапазона (758-965 МПа), при этом шесть труб были отбракованы по несоответствию требованиям к механическим свойствам. Кроме того, высокая степень упрочнения готовых труб усложнила операцию правки, которую проводили в несколько проходов, что привело к превышению значений предела текучести по отношению к нормируемым показателям у двух труб готового размера и их отбраковке. Еще одна труба была отбракована на этапе предварительной деформации из-за дефектов поверхности, полученных при правке трубы.
При изготовлении труб по предлагаемому способу первоначально по зависимости (1) определяли степень деформации, исходя из необходимости получения значений предела текучести вблизи нижней границы нормируемого диапазона, т.е. примерно 800 МПа. Такую величину предела текучести обеспечивает холодная деформация со степенью 27%. Выполнение предварительной деформации со степенью, не превышающей 35%, обеспечило меньший наклеп и кривизну труб, что предопределило отсутствие проблем при выполнении промежуточных технологических операций между проходами ХПТ. Механические свойства металла готовых труб полностью соответствовали нормативным требованиям. При этом шероховатость поверхности труб, прокатанных по предлагаемому способу на стане ХПТ-90М с жидкой технологической смазкой, составляла 0,6-0,7 Ra, а шероховатость поверхности труб, прокатанных по известному способу с подогревом до температуры 200°C на стане ХПТ-90М, составляла 1,1-1,2 Ra. Все изготовленные трубы по предлагаемому способу были сданы с первого предъявления.
Изготовление опытно-промышленной партии холоднодеформированных высокопрочных труб из хромоникелевого сплава по предлагаемому способу обеспечивает получение нормируемого комплекса механических свойств металла труб, соответствующих высоким группам прочности, и повышение качества поверхности труб, что увеличивает их конкурентоспособность на рынке трубной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесшовных холоднодеформированных высокопрочных труб из сплава UNS N06625 | 2020 |
|
RU2732818C1 |
| Способ изготовления бесшовных холоднодеформированных труб из титанового сплава типа Ti-3Al-2,5V | 2017 |
|
RU2661125C1 |
| Способ изготовления холоднодеформированных бесшовных труб из титановых сплавов | 2021 |
|
RU2778319C1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРУЕМЫХ ТРУБ ИЗ ДВУХФАЗНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2010 |
|
RU2463376C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 2011 |
|
RU2464325C1 |
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 132,1Х18 ММ ДЛЯ ИЗГОТОВЛЕНИЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2014 |
|
RU2577884C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб из хромоникелевого сплава, применяемых при добыче нефти и газа. Способ изготовления бесшовных холоднодеформированных высокопрочных труб включает изготовление горячедеформированных труб из хромоникелевого сплава с регламентированным содержанием входящих в него элементов и упрочняющую обработку труб. Стабильное получение нормируемого комплекса механических свойств металла труб высоких групп прочности и повышение качества поверхности труб обеспечивается за счет того, что упрочняющая обработка труб включает предварительную пластическую деформацию за один или несколько проходов со степенью не более 35% за проход, закалку на твердый раствор при температуре не ниже 1020°C и окончательную пластическую деформацию с регламентированной степенью деформации, при этом пластическую деформацию проводят при комнатной температуре. 1 табл.
Способ изготовления бесшовных холоднодеформированных высокопрочных труб из хромоникелевого сплава с содержанием основных элементов, мас. %: С - не более 0,05; Cr 24-28; Ni 25-40; Mo 2-5; Cu 1-3; W - не более 3; Mn - не более 2,5; железо - остальное, включающий изготовление горячедеформированных труб и их упрочняющую обработку в виде предварительной пластической деформации труб, закалки на твердый раствор при температуре не ниже 1020°С и окончательной пластической деформации, отличающийся тем, что предварительную пластическую деформацию осуществляют со степенью, не превышающей 35% за проход, а окончательную пластическую деформацию - со степенью ε, определяемой по следующей зависимости:
ε(18,8-0,13ε)=σт-382,
где σт - нормируемый предел текучести металла готовой трубы, МПа,
при этом пластическую деформацию при упрочняющей обработке проводят при комнатной температуре.
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| Способ производства труб из нержавеющих сталей аустенитного класса | 1990 |
|
SU1792758A1 |
| Способ изготовления холоднодеформированных труб | 1987 |
|
SU1438868A1 |
| JP 2000017396 A, 18.01.2000. | |||

