Изобретение относится к обработке металлов давлением и может быть использовано при производстве холоднодеформированных труб из стали марки 08Х14МФ (08Х14МФ-Ш) для теплообменных аппаратов ТЭС и АЭС.
Трубы бесшовные холоднодеформированные размером 14÷16×1,0÷2,0 мм из стали марки 08Х14МФ (08Х14МФ-Ш) по ТУ 1361-023-00212179-2005 поставляют в состоянии после термообработки и правки со шлифованной наружной поверхностью, при этом механические свойства металла труб должны соответствовать значениям:
временное сопротивление разрыву, σв - не менее 441 Н/мм2 (45 кгс/мм2); условный предел текучести, σ0,2 - в пределах 245-392 Н/мм2 (25-40 кгс/мм2); относительное удлинение, δ5 - не менее 25%.
При изготовлении теплообменного аппарата в отверстие трубной доски вставляют с зазором конец трубы, в который вводят вальцовку, и раздают его. При раздаче металл трубы переходит в пластическое состояние, заполняя зазор между трубой и доской, а металл доски - в упругое состояние. При снятии нагрузки от вальцовки металл доски стремится в первоначальное состояние, но ему препятствует пластически деформированная труба. В результате достигается плотное и прочное соединение доски с трубой.
Проблема заключается в том, что трубы теплообменного аппарата эксплуатируются под давлением и должны иметь высокую прочность: условный предел текучести, σ0,2 - не менее 245 Н/мм2 (25 кгс/мм2). При изготовлении теплообменного аппарата, наоборот, чтобы обеспечить плотное соединение доски с трубой, металл труб должен быть пластичным: условный предел текучести, σ0,2 - не более 372 Н/мм2 (38 кгс/мм2).
Известен способ термообработки труб из стали марки 08Х14МФ, включающий нагрев до 770°C, выдержку в течение 3 ч и охлаждение на воздухе [а.с. СССР №1235944, кл. С21D 9/08, 1984].
Данный способ не обеспечивает получения значений предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2).
Наиболее близким к заявляемому техническому решению является способ производства холоднодеформированных труб из стали 08Х14МФ, включающий прокатку и термообработку труб промежуточных размеров, безоправочное волочение труб на готовый размер (19×2 мм → 16×2 мм), окончательную термообработку, правку и шлифовку труб. При этом окончательная термообработка труб включает нагрев до 850-870°C, выдержку 3-7 мин, нагрев до 900-920°C, выдержку 10-15 мин, охлаждение с печью до 680-700°C, выдержку при этой температуре в течение 90-120 мин. и окончательное охлаждение на воздухе [а.с. СССР SU 1749256 A1 С21D 1/78, 9/08, опубл. 23.07.92. Бюл. №27 - прототип].
Признаком, сходным с отличительным признаком заявляемого способа, является деформация трубы на готовый размер с обжатием ее по диаметру, при этом обжатие по толщине стенки не производят. Существенным признаком в заявляемом способе является деформация трубы на готовый размер с обжатием ее по диаметру и толщине стенки, а именно степень деформации по толщине стенки
 составляет не менее 13%.
составляет не менее 13%.
Основным недостатком известного способа является невозможность обеспечения стабильности значений предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2), что приводит к снижению качества и выхода годного труб.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение качества и увеличение выхода годного труб путем обеспечения стабильности значений предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2).
Нижнее значение предела текучести σ0,2 не менее 245 Н/мм2 (25 кгс/мм2) установлено требованиями ТУ 1361-023-00212179-2005, верхнее значение предела текучести σ0,2 не более 372 H/мм2 (38 кгс/мм2) - требованиями Протокола ПР 888-2009 согласования технических требований к трубам по ТУ 1361-023-00212179-2005.
Указанная задача решается тем, что в способе производства холоднодеформированных труб из стали 08Х14МФ, включающем деформацию и термообработку труб промежуточных размеров, деформацию труб на готовый размер и окончательную термообработку, правку и шлифовку труб, согласно изобретению деформацию труб на готовый размер производят со степенью деформации по стенке трубы не менее 13%, а окончательную термообработку труб проводят при температуре 760-780°C не менее 120 мин с последующим охлаждением на воздухе.
Сущность изобретения заключается в том, что заявленное сочетание степени деформации по стенке трубы и режима последующей термообработки труб обеспечивает прохождение полной рекристаллизации в структуре металла. В результате металл труб имеет полностью рекристаллизованную структуру. Тем самым достигается стабильность значений условного предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2) в заявленном способе производства по сравнению с известным.
Выбор значения степени деформации по стенке трубы не менее 13% обоснован тем, что это значение, как установлено экспериментально, обеспечивает при последующей термообработке труб прохождение полной рекристаллизации в структуре металла.
При степени деформации по стенке трубы менее 13% последующая термообработка при температуре 760-780°C не менее 120 мин с охлаждением на воздухе не приводит к образованию рекристаллизованных зерен в металле труб. В этом случае происходит только подрастание зерна, образованного в результате термообработки труб предготового размера. Поэтому требуемая стабильность значений предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2) не может быть обеспечена.
Верхнее значение степени деформации по стенке трубы не оговаривается, так как ограничивать его нецелесообразно: чем больше степень деформации по стенке трубы, тем интенсивнее идет процесс рекристаллизации структуры металла.
Кроме того, верхнее значение степени деформации по стенке трубы определяется способом холодной деформации труб и, как известно из практики, может достигать, например, при волочении на короткой оправке 20÷25%, при прокатке на роликовом стане (ХПТР) 40÷45%, на валковом стане ХПТ 50÷55%.
Способ осуществляют следующим образом.
Проводилось изготовление холоднодеформированных труб размером 14÷16×1,0÷2,0 мм из стали марки 08Х14МФ (08Х14МФ-Ш) по ТУ 1361-023-00212179-2005. Для получения передельных горячекатаных труб размером 83×9 мм использовали трубную заготовку диаметром ⌀90 мм, поставляемую по ТУ 14-1-1529-2003. Перед холодной деформацией горячекатаные трубы подвергали расточке и обточке.
Пример 1.
По предлагаемому способу проводилось изготовление промышленной партии труб размером 16,0Х1,4 мм из стали марки 08Х14МФ с техническими требованиями по ТУ 1361-023-00212179-2005, Протокола ПР 888-2009.
Процесс изготовления труб включал следующие операции:
Контроль механических свойств металла труб в состоянии поставки проводили в соответствии с требованиями ТУ 1361-023-00212179-2005, Протокола ПР 888-2009. Результаты контроля представлены в таблице 1. В таблице 1 также приведены требования ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009.
Как видно из таблицы 1, предлагаемый способ обеспечивает условный предел текучести в интервале 245÷372 Н/мм2 при временном сопротивлении разрыву не менее 441 Н/мм2 и относительном удлинении не менее 25%.
Пример 2.
По предлагаемому способу проводилось изготовление промышленной партии труб размером 16,0×2,0 мм из стали марки 08Х14МФ с техническими требованиями по ТУ 1361-023-00212179-2005, Протокола ПР 888-2009.
Процесс изготовления труб включал следующие операции:
Контроль механических свойств металла труб в состоянии поставки проводили в соответствии с требованиями ТУ 1361-023-00212179-2005, Протокола ПР 888-2009. Результаты контроля представлены в таблице 1.
Как видно из таблицы 1, предлагаемый способ обеспечивает условный предел текучести в интервале 245÷372 Н/мм2 при временном сопротивлении разрыву не менее 441 Н/мм2 и относительном удлинении не менее 25%.
Пример 3.
По предлагаемому способу проводилось изготовление промышленной партии труб размером 14,0×1,2 мм из стали марки 08Х14МФ с техническими требованиями по ТУ 1361-023-00212179-2005, Протокола ПР 888-2009.
Процесс изготовления труб включал следующие операции:
Контроль механических свойств металла труб в состоянии поставки проводили в соответствии с требованиями ТУ 1361-023-00212179-2005, Протоколом ПР 888-2009. Результаты контроля представлены в таблице 1.
Как видно из таблицы 1, предлагаемый способ обеспечивает условный предел текучести в интервале 245÷372 Н/мм2 при временном сопротивлении разрыву не менее 441 Н/мм2 и относительном удлинении не менее 25%.
Пример 4.
По предлагаемому способу изготовлено 139 промышленных партий труб размером 16,0×2,0мм из стали марки 08Х14МФ с техническими требованиями по ТУ 1361-023-00212179-2005, Протокола ПР 888-2009. Изготовление труб производилось по маршруту, описанному в примере 2.
Контроль механических свойств металла труб в состоянии поставки проводили в соответствии с требованиями ТУ 1361-023-00212179-2005, Протокола ПР 888-2009.
Для оценки стабильности значений условного предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2) был определен объем выборки, необходимый для получения статистически достоверных выводов, который при доверительной вероятности 95% составил 39 партий труб. С помощью таблицы случайных чисел была сформирована выборка из 39 партий труб, изготовленных с использованием предлагаемого способа. При испытаниях фиксировали минимальное, максимальное и среднее значения показателей механических свойств: временного сопротивления разрыву, предела текучести и относительного удлинения. Для статистической обработки результатов использовали классические методы статистического анализа [ISO10017:2003 «Руководство по статистическим методам применительно к ИСО 9001:2000», Кобзарь А.И. Прикладная математическая статистика. Для инженеров и научных работников. - М.: ФИЗМАТЛИТ, 2006. - 816 с. - ISBN 5-9221-0707-0]. Для статистического анализа данных использовали открытый программный продукт R [R Development Core Team (2009). R: A language and environment for statistical computing. R Foundation for Statistical Computing, Vienna, Austria. ISBN 3-900051-07-0, URL http://www.R-project.org]. Обработанные результаты испытаний представлены в таблице 1 и иллюстрируются фиг.1.
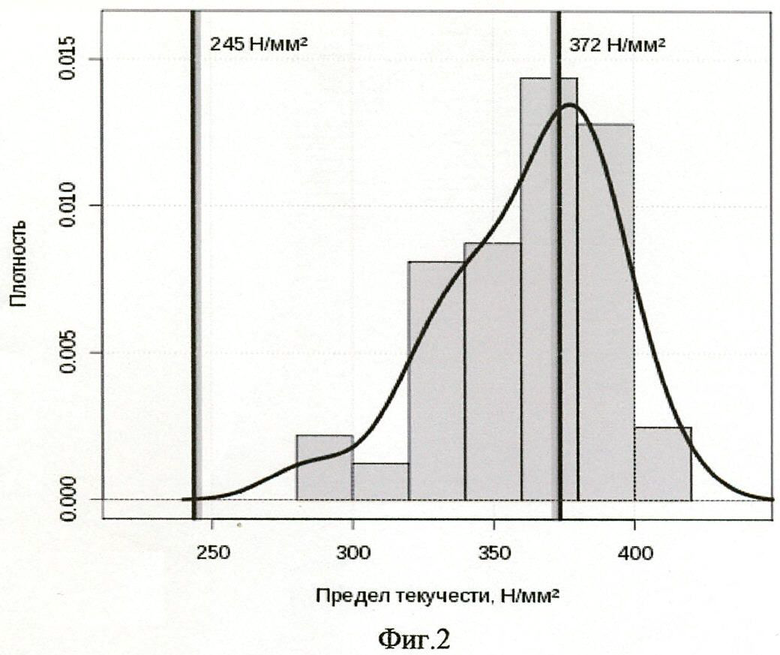
Для получения сравнительных данных произведена статистическая оценка стабильности значений предела текучести σ0,2 14 промышленных партий труб 16Х2 мм из стали 08Х14МФ, изготовленных известным способом (см. табл.4 описания изобретения SU 1749256 A1 - прототип). Из таблицы взято значение предела текучести готовых труб после операции правки. При статистическом анализе и построении гистограммы (фиг.2) учитывали веса значений предела текучести труб в соответствии с количеством труб в партии. Результаты представлены в таблице 1 и иллюстрируются фиг.2.
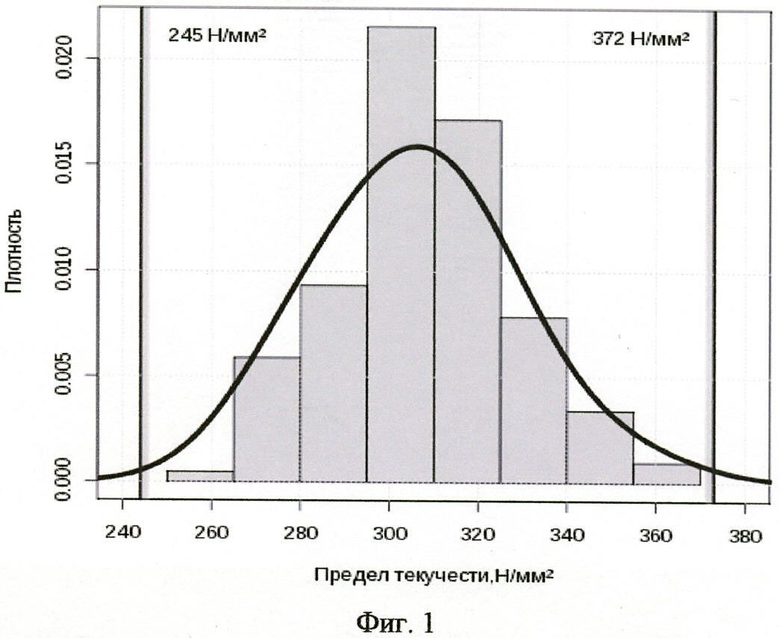
На фиг.1 приведены результаты статистической обработки измерений предела текучести труб, изготовленных предлагаемым способом. Представлены гистограмма и кривая плотности распределения. На фиг.1 показаны нижняя (245 Н/мм2) и верхняя (372 Н/мм2) границы значения σ0,2, установленные требованиями ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009.
Как видно из фиг.1, для труб изготовленных по предлагаемому способу, условный предел текучести находится в пределах значений нижней (245 Н/мм2) и верхней (372 Н/мм2) границ значения σ0,2, установленных требованиями ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009.
На фиг.2 представлена гистограмма и кривая плотности распределения измерений предела текучести труб, изготовленных по прототипу. Показаны нижняя (245 Н/мм2) и верхняя (372 Н/мм2) границы значения σ0,2, установленные требованиями ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009.
Как видно из фиг.2, для труб, изготовленных по прототипу, вероятность выхода за верхнюю границу предела текучести, установленную требованиями ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009, составляет более 43%.
При доверительной вероятности 99,99% подтверждена гипотеза о различии средних значений пределов текучести труб, изготовленных по предлагаемому способу и по прототипу (см. табл.1).
При изготовлении труб предлагаемым способом механические свойства полностью соответствуют требованиям ТУ 1361-023-00212179-2005 и Протокола ПР 888-2009 (см. табл.1).
Таким образом, предложенный способ обеспечивает повышение качества и увеличение выхода годного труб путем обеспечения стабильности значений предела текучести σ0,2 в интервале 245-372 Н/мм2 при временном сопротивлении разрыву не менее 441 Н/мм2 и относительном удлинении не менее 25%.













| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 2011 |
|
RU2464326C1 |
| Способ изготовления бесшовных холоднодеформированных высокопрочных труб из сплава UNS N06625 | 2020 |
|
RU2732818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| Способ термической обработки холоднодеформированных изделий | 1990 |
|
SU1749256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРУЕМЫХ ТРУБ ИЗ ДВУХФАЗНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2010 |
|
RU2463376C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛООБМЕННИКА ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2012 |
|
RU2503727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ИХ ОСНОВЕ | 2013 |
|
RU2529257C1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОЙ ТРУБЫ | 1993 |
|
RU2031964C1 |
Изобретение предназначено для повышения качества и увеличения выхода годного холоднодеформированных труб из стали 08Х14МФ (08Х14МФ-Ш) для теплообменных аппаратов ТЭС и АЭС. Способ включает деформацию и термообработку труб промежуточных размеров, деформацию труб на готовый размер и окончательную термообработку, правку и шлифовку труб. Стабильность значений условного предела текучести σ0,2 в интервале 245-372 Н/мм2 (25-38 кгс/мм2) достигается за счет того, что деформацию труб на готовый размер производят со степенью деформации по стенке трубы не менее 13%, а окончательную термообработку труб проводят при температуре 760-780°C не менее 120 мин с последующим охлаждением на воздухе. 2 ил., 1 табл., 4 пр.
Способ производства холоднодеформированных труб из стали 08Х14МФ, включающий деформацию и термообработку труб промежуточных размеров, деформацию труб на готовый размер с окончательной термообработкой, правку и шлифовку труб, отличающийся тем, что деформацию труб на готовый размер производят со степенью деформации по стенке трубы не менее 13%, а окончательную термообработку труб проводят при температуре 760-780°C не менее 120 мин с последующим охлаждением на воздухе.
| Способ термической обработки холоднодеформированных изделий | 1990 |
|
SU1749256A1 |
| Способ изготовления труб из низкоуглеродистой стали | 1981 |
|
SU990836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| RU 2052305 C1, 20.01.1996 | |||
| WO 2010070990 A1, 24.06.2010 | |||
| JP 53114766 A, 06.10.1978. | |||

