ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящая заявка относится в широком смысле к абразивным частицам, абразивным изделиям и способам изготовления и применения абразивных частиц.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
За последние годы в абразивной отрасли приобрели популярность абразивные изделия, изготовляемые путем литья золь-геля, сушки и агломерирования золь-геля для получения формованной абразивной частицы. Для изготовления соответствующих изложниц обычно используются технологии алмазной обточки, особенно для производства мелкозернистых абразивных изделий, однако номенклатура геометрических конфигураций таких изложниц ограничена.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Автор настоящей заявки обнаружил, что с уменьшением угла, создаваемого периферийными вершинами формованных абразивных частиц, может быть достигнуто улучшение свойств абразивных частиц.
В целом, формованные абразивные частицы могут обладать значительным преимуществом в производительности над абразивными частицами, полученными произвольным дроблением. Регулированием геометрической формы абразивной частицы возможно управлять ее результирующей производительностью. Автор настоящей заявки установил, что за счет продления вовнутрь как минимум одного ребра формованной абразивной частицы смежные вершины обычно заостряются, что приводит к неожиданному улучшению абразивной производительности.
Заявляется формованная керамическая абразивная частица, состоящая из:
первой поверхности, периметр которой состоит как минимум из первого и второго ребра, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренний острый угол, причем периметр содержит как минимум четыре вершины, образующие внутренние острые углы;
второй поверхности, расположенной напротив первой и не соприкасающейся с ней; и
периферийной поверхности, расположенной между первой и второй поверхностями, соединяя их, причем периферийная поверхность включает в себя первую стенку, соприкасающуюся с периметром на первом ребре,
причем периферийная поверхность включает в себя вторую стенку, причем периферийная поверхность имеет первую заданную форму.
Заявляется также множество абразивных частиц, где множество абразивных частиц включает в себя, в цифровом исчислении, как минимум 10, 20, 30, 40, 50, 60, 70, 80, 90, 95 или даже как минимум 99 процентов заявляемых формованных керамических абразивных частиц.
Заявляемые абразивные частицы могут применяться, например, при изготовлении и использовании абразивных изделий.
Заявляются также абразивные изделия, содержащие формованные керамические абразивные частицы по настоящей заявке, закрепленные в связующей среде.
Заявляются также способы изготовления формованных керамических частиц (включая мелкозернистые) по настоящей заявке.
Соответственно, заявляется способ изготовления формованных керамических частиц, способ заключается в следующем:
a) обеспечение изложницы, создающей литейную полость, причем в литейной полости имеется наружное отверстие, созданное периметром, где периметр содержит как минимум первое и второе ребро, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренний острый угол, и где периметр содержит как минимум четыре вершины, образующие внутренние острые углы, и где литейная полость охватывается сбоку периферийной литейной поверхностью, включающей в себя первую стенку изложницы, пересекающую периметр на первом ребре и вторую стенку литейной полости, пересекающую периметр на втором ребре;
b) помещение исходного керамического материала в литейную полость;
c) преобразование исходного керамического материала внутри литейной полости в формованную исходную керамическую частицу; и
d) преобразование формованной исходной формованной керамической частицы в формованную керамическую абразивную частицу.
В некоторых реализациях способ дополнительно включает в себя отделение исходной формованной керамической частицы от изложницы перед шагом d. В некоторых реализациях шаг d включает в себя агломерирование исходной керамической частицы В некоторых реализациях шаг d включает в себя кальцинирование формованной исходной керамической частицы для создания кальцинированной формованной исходной керамической частицы, и агломерирование кальцинированной формованной исходной керамической частицы.
В технических характеристиках и пунктах патентной формулы используются следующие определения.
Термин «угол» раскрыт ниже в настоящей заявке, например, в ссылке на ФИГ. 6A-6D.
Термин «кальцинирование» означает удаление испаряющегося вещества (например, воды) из керамического исходного материала путем нагревания при низких температурах, что обычно применяется для агломерирования.
Термин «керамическая абразивная частица» относится к абразивной частице, состоящей из керамического материала.
Термин «вершина» означает место, положение или угол, сформированный двумя сходящимися линиями или ребрами. Вершина может быть острой, как например, точка или ребро. Вершина может также представлять собой в целом закругленную зону, соединяющую смежные линии или плоскости.
Термин «угол конусности отливки» означает угол конуса, встроенного в стенку литейной полости так, что отверстие литейной полости шире его основания. На ФИГ. 1 показано сечение изложницы 100 и литейной полости 105, угол конусности отливки (представляет собой угол между основанием литейной формы 150 и стенкой изложницы 130. Угол конусности отливки может быть регулируемым для изменения относительных размеров первой и второй поверхностей и сторон периферийной поверхности. В различных реализациях настоящей заявки угол конусности отливки (может равняться 90 градусам или находиться в диапазоне от примерно 95 до 130 градусов, от примерно 95 до 125 градусов, от примерно 95 до 120 градусов, от примерно 95 до 115 градусов, от примерно 95 до 110 градусов, от примерно 95 до 105 градусов или от примерно 95 до 100 градусов. В настоящей заявке термин «угол конусности отливки» может также относиться к углу наклона стенок отливки, соответствующему углу конусности отливки используемой изложницы. Например, угол конусности отливки показательной формованной керамической абразивной частицы 300 на ФИГ. 3 будет представлять собой угол между второй поверхностью 370 и стенкой 384.
Термин «плоскость» означает существенно ровную поверхность, на которой могут присутствовать мелкие неоднородности, например, выпуклость, возникшая в процессе изготовления.
Термин «внутренний угол» относится к углу в пределах периметра, образованного двумя смежными ребрами периметра.
Термин «длина» означает максимальную протяженность объекта по наибольшему из размеров.
Термин «главная поверхность» относится к поверхности, которая больше как минимум половины поверхностей рассматриваемого объекта.
Термин «периметр» относится к замкнутому участку поверхности, который может представлять собой ровную или неровную поверхность.
Термин «заданная форма» означает геометрическую фигуру, воспроизводимую из литейной полости, используемой в процессе изготовления керамической абразивной частицы. Термин «заданная форма» исключает произвольные геометрические фигуры, получаемые в результате операции механического дробления.
Термин «агломерирование» относится к процессу, когда нагревание керамического исходного материала вызывает его существенное преобразование в соответствующий керамический материал.
Термин «толщина» относится к максимальной протяженности любой позиции вдоль габарита, перпендикулярного и длине, и ширине.
Термин «ширина» относится к максимальной протяженности любой позиции вдоль габарита, перпендикулярного длине
Свойства и преимущества настоящей заявки станут более понятными после ознакомления с подробным описанием, а также с пунктами прилагаемой патентной формулы.
КРАТКОЕ ОПИСАНИЕ ИЛЛЮСТРАЦИЙ
ФИГ. 1 - условное сечение кромки показательной изложницы для иллюстрации угла конусности отливки.
ФИГ. 2 - условный изометрический вид показательной формованной керамической абразивной частицы по настоящей заявке.
ФИГ. 3 - условный изометрический вид показательной формованной керамической абразивной частицы по настоящей заявке.
ФИГ. 4 - условный изометрический вид показательной формованной керамической абразивной частицы по настоящей заявке.
На ФИГ. 5A-5C - условные виды сверху других показательных формованных керамических абразивных частиц по настоящей заявке.
На ФИГ. 6A-6D - условные виды сверху различных углов, иллюстрирующие вычисление их геометрических углов.
ФИГ. 7 - условный изометрический вид сечения показательной изложницы, пригодной для изготовления формованных керамических абразивных частиц по настоящей заявке.
ФИГ. 8 - условное сечение кромки показательного покрытого абразивного изделия по настоящей заявке.
ФИГ. 9 - условный вид оформленного абразивного изделия по настоящей заявке.
ФИГ. 10 - условный вид абразивного изделия на нетканой основе по настоящей заявке.
ФИГ. 11 - микрофотография формованных керамических абразивных частиц SAP1.
ФИГ. 12 - микрофотография формованных глиноземных абразивных частиц SAPA, приготовленных по пункту [0128] заявки на США, публикация №2010/0146867 (Boden и соавторы) с углом конусности отливки 98 градусов.
На ФИГ. 13 и 14 - сравнительные графики показателей шлифования и совокупного снятого материала для абразивных дисков примера 1 и сопоставительных примеров А и В.
ФИГ. 15 - микрофотография формованных керамических абразивных частиц SAP2.
16 - микрофотография формованных керамических абразивных частиц SAP3.
ФИГ. 17 - сравнительный график производительности дисков, изготовленных с частицами из примера 1, примера 2, примера 3 и сопоставительного примера С при шлифовании углеродистой стали марки 1045.
ФИГ. 18 - сравнительный график производительности дисков из примера 4, примера 5, примера 6 и сопоставительного примера D при шлифовании нержавеющей стали марки 304.
ФИГ. 19 - сравнительный график производительности дисков из примера 4, примера 5, примера 6 и сопоставительного примера D.
ФИГ. 20A - микрофотография формованных глиноземных абразивных частиц SAPB, приготовленных по патенту США №8,142,531 (Adefris и соавторы).
ФИГ. 20B - микрофотография формованных керамических абразивных частиц SAP4.
ФИГ. 21 - сравнительный график производительности дисков из примера 7, примера 5, примера 6 и сопоставительного примера F.
На ФИГ. 22 и 23 - сравнительные графики производительности дисков из примера 8 и сопоставительного примера G при шлифовании углеродистой стали марки 1045 и нержавеющей стали марки 304 соответственно.
Тогда как упомянутые выше иллюстрации осуществлены в нескольких реализациях настоящей заявки, для примера рассмотрены другие реализации, что отмечено в обсуждении. В любом случае все материалы, представленные в настоящей заявке, не следует трактовать в ограничительном смысле. Следует отметить, что специалист в данной области способен разработать множество других модификаций и реализаций, подпадающих под область действия и принципы настоящей заявки.
Иллюстрации могут быть изображены без соблюдения масштаба. Аналогичные позиции на всех иллюстрациях обозначаются одинаковыми номерами.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На ФИГ. 2 показательная формованная керамическая абразивная частица 200 состоит из первой поверхности 210 с периметром 220. Вторая поверхность 270 расположена напротив и не соприкасается с первой поверхностью 210. Между первой поверхностью 210, и второй поверхностью 270 расположена периферийная поверхность 280, соединяющая эти две главные поверхности. Периметр 220 включает в себя первую 230 и вторую 232 кромку. Периферийная поверхность 280 включает в себя первую 282 и вторую 284 стенку. Первое 230 и второе 232 ребро образованы пересечением первой 282 и второй 284 стенки с периметром 220. Первая зона 290 периметра 220 включает в себя первое ребро 230 и распространяется вовнутрь, заканчиваясь на первой 250 и второй 252 вершине, формируя первый 260 и второй 262 острый внутренний угол.
В некоторых реализациях максимальная глубина распространяющейся вовнутрь зоны формованной керамической абразивной частицы по настоящей заявке может составлять как минимум 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55 или даже 60 процентов максимального размера формованной керамической абразивной частицы, параллельно максимальной глубине. Например, на ФИГ. 2 показан максимальный размер 218, параллельный максимальной глубине 215. Аналогично, на ФИГ. 3 максимальный размер 318 параллелен максимальной глубине 315.
В реализации, показанной на ФИГ. 2, первая поверхность 210 имеет первую заданную форму, совместимую с основанием изложницы, используемой для ее формирования. Однако, при наличии в используемой изложнице двух противоположных отверстий (например, при использовании перфорированной пластины), ни первая, ни вторая главная поверхность может не иметь заданной формы, тогда как периферийная поверхность буде иметь заданную форму.
В некоторых реализациях периферийная поверхность формованных керамических абразивных частиц по настоящей заявке включает в себя как минимум три стенки. На ФИГ. 3 показательная формованная керамическая абразивная частица 300 состоит из первой поверхности 310 с периметром 320. Периметр 320 включает в себя первое 330, второе 332 и третье 334 ребро. Первое ребро 330 имеет форму однородной вогнутой кривой, тогда как второе 332 и третье 334 ребро существенно прямые. Вторая поверхность 370 расположена напротив и не соприкасается с первой главной поверхностью 310. Между первой поверхностью 310, и второй поверхностью 370 расположена периферийная поверхность 380, соединяющая эти две главные поверхности. Периферийная поверхность 380 включает в себя первое 382, второе 384 и третье 386 ребро. Первое 332, второе 334 и третье 34 ребро образованы пересечением первой 382, второй 384 и третьей 386 стенки с периметром 320. Первая зона 390 периметра 320 включает в себя первое ребро 330, распространяющееся вовнутрь и заканчивающееся на первой 350 и второй 352 вершине, формируя первый 360 и второй 362 острый внутренний угол.
Как показано на ФИГ. 2 и 3, первая зона периметра может включать в себя единичное изогнутое вовнутрь ребро, однако следует иметь в виду, что первая зона периметра может включать в себя несколько ребер (например, 2, 3, 4, 5, 6, 7, 8, 9, 10 ребер или больше).
На ФИГ. 4 показательная формованная керамическая абразивная частица 400 состоит из первой поверхности 410 с периметром 420. Периметр 420 включает в себя первое 430, второе 432, третье 434 и четвертое 436 существенно прямое ребро. Вторая поверхность 470 расположена напротив и не соприкасается с первой поверхностью 410. Периферийная поверхность 480 включает в себя первую 482, вторую 484, третью 486 и четвертую 488 стенку. Между первой поверхностью 410, и второй поверхностью 470 расположена периферийная поверхность 480, соединяющая эти две главные поверхности. Первое 430, второе 432, третье 434 и четвертое 436 ребро образованы пересечением первой 482, второй 484, третьей 486 и четвертой 488 стенки с периметром 420. Первая зона 490 периметра 420 включает в себя первое 430 и четвертое 436 ребро, распространяющиеся вовнутрь. Первая зона 490 заканчивается на первой 450 и второй 452 вершине, формируя первый 460 и второй 462 острые внутренние углы.
На ФИГ. 3 и 4 представлены формованные керамические абразивные частицы со стреловидными периметрами. Аналогично, в некоторых реализациях формованные керамические абразивные частицы могут быть выполнены стреловидными.
В некоторых реализациях более чем одна зона и/или ребро периметра могут распространяться вовнутрь. Например, на ФИГ. 5A, показательная формованная керамическая абразивная частица 500а имеет периметр 520а первой поверхности 510а с двумя распространяющимися вовнутрь зонами 590а, 592а, сформированными ребрами 530а, 532а, и каждая заканчивается на двух из острых вершин 550а, 552а, 554а. На ФИГ. 5B показательная формованная керамическая абразивная частица 500b имеет периметр 520b первой поверхности 510b с тремя распространяющимися вовнутрь зонами 590b, 592b, 594b, сформированными ребрами 530b, 532b, 534b, и каждая заканчивается на двух из острых вершин 550b, 552b, 554b. Аналогично, на ФИГ. 5С, показательная формованная керамическая абразивная частица 500с имеет периметр 520с первой поверхности 510с с четырьмя распространяющимися вовнутрь зонами 590с, 592с, 594с, 596с, сформированными ребрами 530с, 532с, 534с, 536с, и каждая заканчивается на двух из вершин 550с, 552с, 554с, 556с, создавая острые внутренние углы (не показаны).
По определению, периметр первой главной поверхности, за исключением любых распространяющихся вовнутрь зон, распространяется наружу. Например, периметр может распространяться наружу, за исключением одной, двух, трех или четырех зон, распространяющихся вовнутрь. Распространяющаяся вовнутрь зона (зоны) периметра могут включать в себя, однократно изогнутое ребро (ребра), например, монотонно изогнутое ребро (ребра), многократно изогнутое ребро (ребра) или существенно прямое (то есть линейное) ребро (ребра), или сочетание изогнутых и существенно прямых ребер.
Как правило, толщина формованных керамических абразивных частиц по настоящей заявке существенно меньше их длины и/или ширины, хотя это не является требованием. Например, толщина формованной керамической абразивной частицы может быть меньше или равна одной третьей, одной пятой или одной десятой ее длины и/или ширины.
Обычно первая и вторая поверхности существенно параллельны, или почти параллельны, однако, это не является требованием. Например, случайные девиации, вызванные сушкой, могут нарушить плоскостность одной или обоих первой и второй главной поверхности. Аналогично, на первой или второй главной поверхности могут присутствовать сформированные параллельные канавки, см. США, публикация №2010/0146867 AI (Boden и соавторы).
Формованные керамические абразивные частицы по настоящей заявке содержат керамический материал. В некоторых реализациях они могут состоять в основном из керамического материала или даже содержать керамический материал, хотя они могут содержать и некерамические фазы (как, например, в стеклокерамике). К примерам подходящих керамических материалов относится альфа-глинозем, сплав глинозема с цирконием и плавленые оксинитриды. Дополнительные подробности касательно золь-гельных материалов, пригодных к использованию в формованных керамических абразивных частицах по настоящей заявке, приводятся, например, в патенте США №4,314,827 (Leitheiser и соавторы.); в патенте США №4,518,397 (Leitheiser и соавторы.); в патенте США №4,623,364 (Cottringer и соавторы.); в патенте США №4,744,802 (Schwabel); в патенте США №4,770,671 (Monroe и соавторы.); в патенте США №4,881,951 (Wood и соавторы.); в патенте США №4,960,441 (Pellow и соавторы.); в патенте США №5,139,978 (Wood); в патенте США №5,201,916 (Berg и соавторы.); в патенте США №5,366,523 (Rowenhorst и соавторы.); в патенте США №5,429,647 (Larmie); в патенте США №5,547,479 (Conwell и соавторы.); в патенте США №5,498,269 (Larmie); в патенте США №5,551,963 (Larmie); в патенте США №5,725,162 (Garg и соавторы.); в патенте США №6,054,093 (Torre и соавторы).
Чтобы облегчить извлечение из изложницы, используемой для изготовления формованных керамических абразивных частиц по настоящей заявке и улучшить их абразивные свойства, им можно придавать клиновидную форму в соответствии с углом конусности отливки как, например, в патенте США, публикация №. 2010/0151196 AI (Adefris и соавторы). В других реализациях периферийная поверхность не обязательно конусная (например, она может быть вертикальной), и/или размер и геометрическая конфигурация первой и второй поверхности могут совпадать.
В некоторых реализациях внутренние углы, сформированные между распространяющейся вовнутрь зоной и любым, или обеими смежными ребрами периметра меньше, чем, например, в случае замены распространяющейся вовнутрь зоны единичным прямолинейным сегментом или выпуклым ребром. Например, в равностороннем треугольнике, где все внутренние геометрические углы при вершинах равны 60 градусам, замена одного из ребер геометрической конструкцией с вогнутым ребром по одной из реализаций настоящей заявки, может существенно сократить внутренние углы двух вершин, смежных с распространяющейся вовнутрь зоной. Например, у существенно треугольных формованных керамических абразивных частиц величина внутренних углов может находиться в диапазоне 5, 10, 15, 20, 25 или 30 градусов, вплоть до 35, 40, 45, 50 или 55 градусов, или от 40 до 55 градусов. В некоторых реализациях внутренние углы могут находиться в диапазоне от 35 до 55 градусов, от 40 до 55 градусов, или даже от 45 до 55 градусов, хотя возможны также и другие значения. Аналогично, при замене двух (или трех) ребер треугольника изогнутыми ребрами, распространяющимися вовнутрь, величины внутренних углов при смежных вершинах могут попасть в тот же или даже более низкий диапазон. Та же самая тенденция наблюдается при наличии в периметре четырех или боле вершин, хотя величины внутренних углов могут и увеличиваться.
Для измерения внутреннего угла (9) при вершине периметра, берется угол между двумя касательными (Т1, Т2) соответствующих ребер, формирующих вершину, в точке, ближайшей к вершине, причем эта точка не попадает на точку перегиба относительно зоны, распространяющейся вовнутрь. При пересечении прямых ребер (например, показанных на ФИГ. 6А), наклон касательных Т1а и Т2а совпадает с уклоном самих ребер, и внутренний угол может быть легко определен. Кода одно или оба ребра представляют собой монотонные кривые, распространяющиеся вовнутрь (например, как на ФИГ. 6В и 6С), касательные (T1b и T2b или Т1с и Т2с), соответственно, можно подобным же образом без труда определить, продлив вершину вдоль изогнутого ребра (ребер).
Однако, в случае круглой или иным образом деформированной вершины (например, как на ФИГ. 6D), измерение внутреннего угла может оказаться гораздо сложнее. Соответственно, в таких случаях следует определять касательные T1d и T2d), измеряя касательную каждого смежного ребра на участке сближения с точками перегиба (пр наличии таковых) в непосредственной близости к вершине, точки перегиба обозначены как Р1 и Р2 на ФИГ. 60.
Формованные керамические абразивные частицы по настоящей заявке обычно применяются как множество частиц, которое может заключать в себе формованные керамические абразивные частицы настоящей заявки или другие формованные абразивные частицы и/или дробленые абразивные частицы. Например, множество абразивных частиц по настоящей заявке может включать в себя, в численном выражении, как минимум 10, 20, 30, 40, 50, 60, 70, 80, 90, 95 или даже 99 процентов, или больше формованных керамических абразивных частиц по настоящей заявке. Формованные керамические абразивные частицы могут быть одного номинального размера и формы, хотя в одной реализации может оказаться полезным сочетание частиц разных размеров и/или форм.
Как правило, размер зерен формованных керамических абразивных частиц по настоящей заявке относительно невелик; например, менее 1 сантиметра (см), 5 миллиметров (мм), 2 мм, 1 мм, 200 микрометров, 100 микрометров, 50 микрометров, 20 микрометров, 10 микрометров, или даже менее 5 микрометров, хотя могут использоваться зерна других размеров.
Любую из абразивных частиц настоящей заявки можно откалибровать по размеру принятого в абразивной промышленности номинального класса зернистости. К показательным стандартам зернистости, принятым в абразивной промышленности, относятся группы стандартов ANSI (American National Standards Institute, Американский национальный институт стандартов), FEPA (Federation of European Producers of Abrasives, Федерация европейских изготовителей абразивов), и JIS (Japanese Industrial Standard, японские промышленные стандарты). К таким стандартам зернистости, принятым в промышленности, относятся, например: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 30, ANSI 36, ANSI 40, ANSI 50, ANSI 60, ANSI 80, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400 и ANSI 600; FEPA P8, FEPA P12, FEPA P16, FEPA P24, FEPA P30, FEPA P36, FEPA P40, FEPA P50, FEPA P60, FEPA P80, FEPA P100, FEPA PI20, FEPA PI50, FEPA PI80, FEPA P220, FEPA P320, FEPA P400, FEPA P500, FEPA P600, FEPA P800, FEPA P1000 и FEPA P1200; и JIS 8, JIS 12, JIS 16, JIS 24, JIS 36, JIS 46, JIS 54, JIS 60, JIS 80, JIS 100, JIS 150, JIS 180, JIS 220, JIS 240, JIS 280, JIS 320, JIS 360, JIS 400, JIS 400, JIS 600, JIS 800, JIS 1000, JIS 1500, JIS 2500, JIS 4000, JIS 6000, JIS 8000 и JIS 10,000. Наиболее характерна независимая калибровка формованных керамических абразивных частиц по стандартам ANSI 60 и 80 и FEPA Р60 и Р80.
Термин «номинальный класс зернистости, принятый в абразивной промышленности» охватывает также номинальные классы просеивания принятые в промышленности абразивных материалов. Например, указанные номинальные классы просеивания могут использовать стандартные испытательные грохоты США, соответствующие требованиям ASTM Е-11-09 «Стандартные технические условия на металлическую сетку и грохоты для испытательных целей». Документ ASTM Е-11-09 задает технические условия на конструирование и изготовление испытательных грохотов с использованием тканой проволочной сетки, смонтированной на раме, для классификации материалов по назначенному размеру частицы. Типовое значение может быть представлено величиной -18+20, означающей, что керамические формованные абразивные частицы проходят сквозь испытательный грохот по техническим условиям ASTM Е-11-09 на грохот номер 18 и задерживаются на испытательном грохоте по техническим условиям ASTM Е-11-09 на грохот номер 20.
В одной реализации формованные керамические абразивные частицы имеют такой размер, что как минимум 90 процентов частиц проходят сквозь испытательную сетку 18 и могут задерживаться испытательным грохотом 20, 25, 30, 35, 40, 45 или 50. В различных реализациях формованные керамические абразивные частицы могут иметь номинальный просеянный класс, включающий: -18+20, -20/+25, -25+30, -30+35, -35+40, 5 -40+45, -45+50, -50+60, -60+70, -70/+80, -80+100, -100+120, -120+140, -140+170, -170+200, -200+230, -230+270, -270+325, -325+400, -400+450, -450+500 или -500+635.
В некоторых реализациях формованные керамические абразивные частицы могут изготовляться в многоэтапном технологическом процессе. Технологический процесс осуществляется с использованием исходного керамического дисперсного материала (например, золь-геля, содержащего исходный керамический материал).
Вкратце, способ включает в себя этапы изготовления просеянной или непросеянной исходной керамической дисперсной массы, из которой может быть изготовлена соответствующая керамика (например, из золь-геля бемита может быть изготовлен глинозем); наполнение исходной керамической дисперсной массой одной или нескольких полостей изложницы, чья наружная форма соответствует желаемой формованной абразивной частице, высушивание исходной керамической дисперсной массы для создания предварительных керамических формованных абразивных частиц; извлечение предварительных формованных керамических абразивных частиц из полостей изложницы; кальцинирование предварительных формованных керамических абразивных частиц для создания формованных керамических абразивных частиц; и последующее агломерирование кальцинированных предварительных формованных керамических абразивных частиц для создания формованных керамических абразивных частиц.
В некоторых реализациях этап кальцинирования исключается, и предварительные формованные керамические частицы агломерируются непосредственно после извлечения из изложницы. В некоторых реализациях изложница может быть изготовлена из расходного материала (например, из полиолефиновой массы), выгорающего в процессе кальцинирования или агломерирования, за счет чего исключается отделение частиц заготовки керамики от изложницы в процессе обработки.
Теперь процесс будет описан более подробно на примере глиноземных формованных керамических абразивных частиц.
На первом этапе процесса происходит получение просеянной или непросеянной исходной керамической дисперсной массы (например, дисперсии заготовки керамики) для изготовления керамики. Исходная керамическая дисперсная масса зачастую содержит жидкость, служащую испаряемым компонентом. В одной реализации испаряемым компонентом является вода. В дисперсной керамической массе необходимо присутствие достаточного количества жидкости, чтобы обеспечить достаточно низкую вязкость массы, позволяющую заполнить полости изложницы и повторить ее форму; одновременно, жидкости не должно быть настолько много, чтобы чрезмерно затруднить последующее удаление жидкости из полости изложницы. В одной реализации состав исходной керамической дисперсной массы таков: от 2 до 90 весовых процентов частиц, превращаемых в керамику, например, частиц моногидрата оксида алюминия (бемит), и, как минимум, от 10 до 90 весовых процентов, или от 50 до 70 весовых процентов, или от 50 до 60 весовых процентов испаряемого компонента, такого, как вода. И наоборот, исходная керамическая дисперсная масса в некоторых реализациях содержит от 30 до 50 весовых процентов, или от 40 до 50 весовых процентов твердых веществ.
Примеры практичной исходной керамической дисперсной массы, включая золи оксида циркония, золи оксида ванадия, золи церия, золи оксида алюминия и их сочетания. В состав используемых на практике исходных дисперсных масс оксида алюминия входят, например, массы бемита и других гидратов оксида алюминия. Бемит может быть изготовлен по известным технологиям или приобретен на рыночной основе. Примеры предлагаемого на продажу бемита включают в себя продукцию с торговыми марками «DISPERAL» и «DISPAL», торговлей этими материалами занимается компания Sasol North America, Inc.; материал под торговой маркой «HIQ-40» продается компанией BASF Corporation. Эти моногидраты оксида алюминия являются относительно чистыми, в них содержится относительно мало гидратных фаз, отличающихся от моногидратов, при большой поверхностной площади.
Физические свойства готовых формованных керамических абразивных частиц будут в основном зависеть от типа материала, использованного для исходной керамической дисперсной массы. В настоящей заявке термином «гель» обозначается трехмерный полимерный каркас твердых веществ, диспергированный в жидкости.
Исходная керамическая дисперсная масса может содержать модифицирующую присадку или исходный продукт для модифицирующей присадки. Модифицирующая присадка может служить для улучшения некоторого желаемого свойства абразивных частиц или повышения эффективности последующего этапа агломерирования. Модифицирующие присадки или исходные продукты модифицирующих присадок могут быть в форме растворимых солей, обычно водорастворимых солей. Как правило, они содержат металлсодержащий компаунд и могут служить исходным продуктом оксида марганца, цинка, железа, кремния, кобальта, никеля, циркония, гафния, хрома, иттрия, празеодима, самария, иттербия, неодима, лантана, гадолиния, церия, диспрозия, эрбия, титана и их смесей. Конкретные концентрации этих присадок в дисперсной массе исходного материала керамики могут изменяться в зависимости от навыков производителя работ.
Обычно введение модифицирующей присадки или ее исходного материала вызовет дисперсию в гель исходного материала керамики. Дисперсный исходный материал керамики может быть также включен в гель посредством нагревания в течение определенного времени для снижения концентрации жидкости в дисперсной массе за счет выпаривания. В дисперсной массе сходного материала керамики может также содержаться нуклеационный агент. Нуклеационные агенты, пригодные для настоящей заявки, могут включать тонкодисперсные частицы глинозема, оксид железа (III) или его исходный материал, оксиды титана и титанаты, или любой другой материал, который будет способствовать нуклеации преобразования. Объем нуклеационного агента, при условии использования, должен быть достаточен для преобразования глинозема. Дисперсионные составы нуклеационного исходного материала глинозема заявлены в патенте США №4,744,802 (Schwabel).
К дисперсной массе сходного материала керамики может быть добавлен химический пластификатор для создания более стабильной гидрозольной или коллоидной дисперсии исходного материала керамики. Подходящими химическими пластификаторами являются одноосновные кислоты или кислотные компаунды, такие, как уксусная кислота, соляная кислота, муравьиная кислота и азотная кислота. Допускается также использование многоосновных кислот, однако они могут быстро превратить в гель дисперсную массу исходного материала керамики, затруднив его обработку или ввод в него дополнительных компонентов. В некоторых коммерческих источниках бемита имеется кислотный титр (такой, как абсорбированная муравьиная или азотная кислота), который поможет в образовании стабильной дисперсной массы исходного материала керамики.
Дисперсная масса исходного материала керамики может быть изготовлена любыми подходящими способами, например, для золь-гельного исходного материала глинозема путем простого смешивания моногидрата оксида алюминия с водой, содержащей химический пластификатор, или созданием суспензии моногидрата оксида алюминия, в который добавляется химический пластификатор.
Допускается также добавка ингибиторов пенообразования и других химикатов, пригодных для снижения тенденции образования пузырей или попадания воздуха в процессе смешивания. При желании допускается ввод дополнительных химикатов, таких, как смачивающие агенты, спирты или связующие агенты.
Второй этап процесса включает в себя обеспечение изложницы, имеющей, по крайней мере одну полость, предпочтительнее - несколько полостей, образованных по крайней мере на одной основной плоскости изложницы.
На ФИГ. 7 показательная изложница 700 определяет литейную полость 795. Литейная полость 795 охвачена сбоку периферийной литейной поверхностью 780, содержащей первую 782, вторую 784 и третью 786 стенку изложницы. В литейной полости 795 имеется наружное отверстие 797, определяемое периметром 720. Первая литейная стенка 782 пересекает периметр 720 на первом ребре 730. Вторая литейная стенка 784 пересекает периметр 720 на втором ребре 732. Первая зона 790 периметра 720 включает в себя первое ребро 730, распространяющееся вовнутрь и заканчивающееся на первой 750 и второй 752 вершине, формируя первый 760 и второй 762 острый внутренний угол.
В некоторых реализациях изложница оформляется как часть орудия производства, в качестве которого может, например, использоваться ремень, лист, непрерывная лента, валик для нанесения покрытий, такой, как ролик глубокой печати, муфта, надетая на валик для нанесения покрытий или пуансон. В одной реализации орудие производства включает в себя полимерный материал. Примеры подходящих полимерных материалов включают термопластики, такие, как полиэфиры, поликарбонаты, поли - (эфирные сульфоны), поли - (метил метакрилат), полиуретаны, поливинилхлорид, полиолефин, полистирен, полипропилен, полиэтилен или их сочетания, или термоусаживающиеся материалы. В одной реализации орудие производства целиком изготовлено из термопластичного материала. В другой реализации поверхности орудия производства, соприкасающиеся с дисперсионной массой исходного материала керамики в процессе сушки, выполнены со множеством полостей из полимерных или термопластичных материалов, а другие части орудия производства могут быть выполнены из других материалов. Например, на металлические орудия производства можно нанести подходящее полимерное покрытие для изменения их свойств поверхностного натяжения.
Полимерные или термопластичные орудия производства можно копировать с металлического эталонного инструмента. Металлический эталон будет иметь обратный узор по отношению к требуемому для орудия производства. Металлический эталон допускается изготовлять тем же способом, что и орудие производства. В одной реализации эталонный инструмент изготовляется из металла, например, никеля, и подвергается алмазной обработке. В одной реализации эталонный инструмент, как минимум, частично изготовлен способом стереолитографии. Может быть произведено нагревание листового полимерного материала эталонным инструментом таким образом, что полимерный материал окажется тисненым узором эталонного инструмента в результате взаимного прижима. Можно также произвести экструзию термопластичного материала или залить им эталонный инструмент с последующим прессованием. Термопластичный материал охлаждается до затвердевания, формируя таким образом орудие производства. Пользуясь орудием производства из термопластичного материала, необходимо соблюдать осторожность и не допускать чрезмерного нагрева, способного повредить такое орудие, сокращая срок его службы. Более развернутые сведения о конструкции и изготовлении орудий производства или эталонных инструментов можно найти в патентах США №№5,152,917 (Pieper и соавторы); 5,435,816 (Spurgeon и соавторы); 5,672,097 (Hoopman и соавторы); 5,946,991 (Hoopman и соавторы); 5,975,987 (Hoopman и соавторы); и 6,129,540 (Hoopman и соавторы).
Доступ в полости может открываться через отверстия в верхней или нижней поверхности изложницы. В некоторых реализациях полости могут занимать всю толщину изложницы В качестве альтернативы, полости могут занимать только часть толщины изложницы. B одной реализации верхняя плоскость в основном параллельна нижней плоскости изложницы, а полости имеют в основном равную глубину. По крайней мере одно ребро изложницы, а именно то, на котором имеются полости, может сообщаться с окружающей атмосферой на этапе удаления летучих компонентов.
Полостям придана специальная трехмерная форма для создания керамических формованных абразивных частиц. Глубина полости равна поперечному расстоянию от верхней плоскости до самой нижней точки нижней плоскости. Глубина конкретной полости может быть постоянной или изменяться по длине и/или ширине. Полости конкретной изложницы могут быть одной формы или разных форм.
Третий этап технологического процесса включает в себя наполнение полостей изложницы дисперсионной массой исходного материала керамики (например, посредством общепринятой технологии). В некоторых реализациях может быть использована машина для нанесения покрытий с ножевым валиком или машина для нанесения покрытий с вакуумной щелевой экструзионной головкой. Выпуск изложницы может быть использован, при желании, для облегчения удаления частиц из изложницы. В число типовых агентов выпуска изложницы входят масла, такие, как арахисовое масло, минеральное масло, рыбий жир, кремнийорганические пластики, политетрафтороэтилен, стеарат цинка и графит. В основном, такой агент выпуска изложницы, как арахисовое масло, в жидкости, такой, как вода или спирт, наносится на поверхности орудия производства, соприкасающиеся
с дисперсионной массой исходного материала керамики, в количествах от примерно 0,1 мг/дюйм2 (0,02 мг/см2) до примерно 3,0 мг/дюйм2 (0,5 мг/см2),
или от примерно 0,1 мг/дюйм2 (0,02 мг/см2) до примерно 5,0 мг/дюйм2 (0,8 мг/см2) при желательности выпуска изложницы. В некоторых реализациях верхняя плоскость изложницы покрывается дисперсионной массой исходного материала керамики. Дисперсионная масса исходного материала керамики может быть закачана на верхнюю плоскость.
Затем можно воспользоваться скребком или разравнивателем для принудительного заполнения полостей изложницы дисперсионной массой исходного материала керамики. Остаток дисперсионной массой исходного материала керамики, не предназначенный для попадания в полости изложницы, может быть удален с верхней плоскости изложницы и использован повторно. В некоторых реализациях небольшая часть дисперсионной массой исходного материала керамики может оставаться на верхней плоскости, а в других реализациях верхняя плоскость полностью свободна от дисперсионной массы. Давление, прикладываемое к скребку или шине разравнивателя, обычно меньше 100 фунтов на кв. дюйм (0,7 МПа), меньше 50 фунтов на кв. дюйм (0,3 МПа), или даже меньше 10 фунтов на кв. дюйм (69 кПа). В некоторых реализациях за пределами верхней плоскости изложницы отсутствует существенная поверхность дисперсионной массы исходного материала керамики.
В тех реализациях, где желательны открытые поверхности полостей, образующие плоские поверхности формованных керамических абразивных частиц, может потребоваться переполнение полостей (например, при помощи матрицы микрофорсунок) и медленная сушка дисперсионной массы исходного материала керамики.
Четвертый этап технологического процесса включает в себя удаление летучего компонента посредством сушки дисперсионной массы. Летучий компонент предпочтительно удалять быстрым испарением. В некоторых реализациях удаление летучего компонента испарением происходит при температурах выше точки кипения летучего компонента.
Верхний предел температуры сушки часто зависит от материала, из которого изготовлена изложница. Для полипропиленовых орудий производства температура должна быть ниже точки плавления пластика. В одной реализации с водной дисперсией твердых веществ от 40 до 50 процентов и полипропиленовой изложницы, температуры сушки могут находиться в диапазоне от примерно 90°C до примерно 165°C, или от примерно 105°C до примерно 150°C, или от примерно 105°C до примерно 120°C. Повышенные температуры могут привести к увеличенной скорости производства, но могут также привести к разрушению полипропиленового средства производства, сокращая его срок службы в качестве изложницы.
Пятый этап технологического процесса включает в себя извлечение готовых исходных формованных керамических абразивных частиц из полостей изложницы. Исходные формованные керамические абразивные частицы можно удалять из полостей только посредством перечисленных далее процессов или в сочетании их с изложницей: естественная сила тяжести, вибрация, ультразвуковая вибрация, вакуум или сжатый воздух для извлечения частиц из полостей изложницы.
Исходные формованные керамические абразивные частицы можно затем дополнительно просушить вне изложницы. При сушке дисперсионной массы исходного материала керамики до желаемой степени внутри изложницы не требуется этап дополнительной сушки. Однако, в некоторых случаях может оказаться экономически целесообразным воспользоваться этим этапом дополнительной сушки для сокращения времени пребывания исходного материала керамики внутри изложницы. Как правило, исходные керамические формованные абразивные частицы будут сушиться от 10 до 480 минут, или от 120 до 400 минут при температуре от 50°C до 160°C, или от 120°C до 150°C.
Шестой этап технологического процесса включает в себя кальцинирование исходных керамических формованных абразивных частиц. В процессе кальцинирования удаляется в основном весь летучий материал, и различные компоненты, имевшиеся в дисперсионной массе исходного материала керамики, преобразуются в металлические оксиды. Обычно исходные керамические формованные абразивные частицы нагреваются до температуры от 400°C до 800°C и выдерживаются в этом температурном диапазоне вплоть до удаления несвязанной воды и 90 весовых процентов любого связующего летучего материала. В качестве дополнительного этапа может оказаться желательным ввести модифицирующие присадки посредством пропитки. В процессе пропитки в поры кальцинированных исходных керамических формованных абразивных частиц может быть введен водный раствор соли. Затем исходные керамические формованные абразивные частицы подвергаются повторному обжигу. Этот вариант подробно описан в патенте США No. 5,164,348 (Wood).
Седьмой этап технологического процесса включает в себя агломерирование кальцинированных исходных керамических формованных абразивных частиц для формирования керамических частиц. Кальцинированные исходные формованные керамические абразивные частицы не полностью уплотнились до агломерирования, и это отсутствие желаемой твердости не позволяет использовать их в качестве формованных керамических абразивных частиц. Агломерирование происходит при нагревании кальцинированных исходных керамических формованных абразивных частиц до температуры от 1000°C до 1650°C. Продолжительность воздействия температуры агломерирования на кальцинированные исходные керамические формованные абразивные частицы для достижения заданного уровня преобразования зависит от различных факторов, как правило, от пяти секунд до 48 часов.
В другой реализации продолжительность этапа агломерирования составляет от одной до 90 минут. После агломерирования значение твердости по Виккерсу керамических формованных абразивных частиц может достигать 10 ГПа (гигапаскаль), 16 ГПа, 18 ГПа, 20 ГПа или выше.
Для модификации желаемого процесса могут использоваться другие этапы, например, быстрое нагревание материала от температуры кальцинирования до температуры агломерирования, обработка дисперсионной массы исходного материала керамики на центрифуге для удаления отстоя и (или) отходов. Кроме того, при желании, процесс можно модифицировать путем сочетания двух или более технологических этапов. Общепринятые технологические этапы модификации заявляемого технологического процесса более подробно изложены в патенте США No. 4,314,827 (Leitheiser).
Керамические формованные абразивные частицы, состоящие из зерен глинозема, шпинеля и редкоземельного гексагонального алюмината могут быть изготовлены из золь-гельных исходных глиноземных частиц способами, заявленными, например, в патенте США No. 5,213,591 (Celikkaya и соавторы) и и заявкам на патент США №2009/0165394 Al (Culler и соавторы) и 2009/0169816 AI (Erickson и соавторы). Абразивные зерна глинозема могут содержать цирконий, согласно патенту США №5,551,963 (Larmie). В качестве альтернативы, абразивные зерна глинозема могут содержать микроструктуры или присадки согласно патенту США №6,277,161 (Castro). Дополнительные сведения по способам изготовления керамических формованных абразивных частиц изложены в находящейся на рассмотрении заявке на патент США №2009/0165394 Al (Culler и соавторы).
Поверхностные покрытия могут наноситься на формованные керамические абразивные частицы для улучшения адгезии керамических формованных абразивных частиц со связующим материалом абразивных изделий, или для облегчения электростатического разряда формованных керамических абразивных частиц. В одной реализации может использоваться поверхностное покрытие согласно патенту США №5,352,254 (Celikkaya) в объеме от 0,1 до 2 процентов массы формованных абразивных частиц. Такие поверхностные покрытия раскрываются в патентах США №№5,213,591 (Celikkaya и соавторы); 5,011,508 (Wald и соавторы); 1,910,444 (Nicholson); 3,041,156 25 (Rowse и соавторы); 5,009,675 (Kunz и соавторы); 5,085,671 (Martin и соавторы); 4,997,461 (Markhoff- Matheny и соавторы); и 5,042,991 (Kunz и соавторы). Кроме того, поверхностное покрытие может предотвратить перекрытие формованной абразивной частицы. Термин «перекрытие» используется для описания явления, когда металлические частицы, сошлифованные с поверхности обрабатываемой детали, привариваются к верхушкам керамических формованных абразивных частиц. Поверхностные покрытия с такими функциями известны специалистам.
Керамические формованные абразивные частицы, используемые в настоящей заявке, могут быть изготовлены обычно с помощью инструментов (например, изложниц) с последующей резкой алмазным инструментом, чем обеспечивается повышенная четкость рельефа по сравнению с другими способами производства, например, штамповкой или перфорированием. Как правило, полости на поверхности орудия производства имеют плоские лицевые стороны, обеспечивающие острые кромки, формирующие плоскости правильного тетраэдра. Готовые формованные керамические абразивные частицы имеют относительно номинальную среднюю форму, соответствующую форме полостей в поверхности орудия производства; однако, в процессе изготовления могут возникнуть отклонения (т.е. случайные отклонения) от номинальной средней формы, и формованные керамические абразивные частицы с такими отклонениями включаются в определение формованных керамических абразивных частиц настоящей заявки.
Формованные керамические абразивные частицы используются, например, в конструкции абразивных изделий, таких, как агломерированные абразивные зерна, покрытые абразивные изделия (например, покрытые абразивные изделия стандартной конструкции и размеров, суспензированные абразивные изделия и структурированные абразивные изделия), абразивные щетки, абразивные изделия на нетканой основе и оформленные абразивные изделия, такие, как шлифовальные круги, шлифовальные бруски и точильные камни. В общем, абразивные изделия включают в себя абразивные частицы, удерживаемые в связующей среде.
В состав покрытых абразивных изделий обычно входит подложка, абразивные частицы и, как минимум, один связующий элемент для закрепление абразивных частиц на подложке. Подложкой может служить любой подходящий материал, включая ткань, полимерную пленку, волокно, нетканые материалы, бумага, их сочетания или их обработанные варианты. К подходящим связующим средам относятся неорганические и органические связующие элементы (включая термически вулканизируемые смолы и радиационно-вулканизируемые смолы). Абразивные частицы могут располагаться в одном или в двух слоях покрытого абразивного изделия.
Показательное покрытое абразивное изделие представлено на ФИГ. 8. На ФИГ. Показательное абразивное изделие 800 на ФИГ. 8 состоит из подложки (основы) 802 и абразивного слоя 803. Абразивный слой 803 содержит формованные абразивные частицы 804, прикрепленные к главной поверхности подложки 802 образующим слом 805 и калибровочным слоем 806. В некоторых случаях применяется сверхкалибровочный слой (не показан).
Оформленные абразивные изделия обычно включают в себя сформованную массу абразивных частиц, удерживаемых органической, металлической или стекловидной средой. Такие такие сформованные массы могут быть представлены в виде круга, например, шлифовального или отрезного круга. Диаметр шлифовальных кругов находится обычно в диапазоне от 1 см до более чем 1 метра; диаметр отрезных кругов находится обычно в диапазоне от 1 см до более чем 80 см (как правило, от 3 см до 50 см). Толщина отрезных кругов находиться обычно в диапазоне от 0,5 мм до примерно 5 см, как правило, от 0,5 мм до примерно 2 см. Сформованной массе может быть придана, например, форма шлифовального бруска, сегмента, шлифовальной головки, диска (например, двойного дискового точила) или другого стандартного шлифовального изделия. Оформленные абразивные изделия состоят обычно на 3-50 объемных процентов из связующего материала, на 30-90 объемных процентов из абразивных частиц (или смесей абразивных частиц), до 50 объемных процентов присадок (включая шлифовальные средства) и до 70 объемных процентов пустот, относительно общего объема оформленного абразивного изделия.
Показательный шлифовальный круг показан на ФИГ. 9. На ФИГ. 9 изображен показательный шлифовальный круг 900, включающей в себя формованные керамические абразивные частицы 911 по настоящей заявке, отлитые в форме круга, посаженного на ступицу 912.
Абразивные изделия на нетканой основе обычно состоят из высокополимерного открыто-пористого волокна с формованными керамическими абразивными частицами по настоящей заявке, распределенными по структуре и приклеенными к ней органическим связующим элементом. В качестве волокон могут использоваться, например, полиэфирные волокна, полиамидные волокна и полиарамидные волокна.. Показательное абразивное изделие на нетканой основе показано на ФИГ. 10. На ФИГ. 10 представлено сильно увеличенное условное изображение типового абразивного изделия 1000 на нетканой основе, включающего себя в качестве подложки высокополимерный открыто-пористый волоконный коврик 1050, на который связующим элементом 1054 наклеены формованные керамические абразивные частицы 1052 по настоящей заявке.
Полезные абразивные щетки, включая такие, где множество щетинок представляет собой единое целое с подложкой, представлены в различных патентных публикациях (см. например, патент США №5,427,595 (Pihl и соавторы), патент США №5,443,906 (Pihl и соавторы), патент США №5,679,067 (Johnson и соавторы) и патент США №5,903,951 (lonta и соавторы). Предпочтительно изготовлять такие щетки инжекционным литьем смеси полимера с абразивными частицами.
Подходящими органическими связующими средами для изготовления абразивных изделий являются термоусаживающиеся органические полимеры. К термоусаживающимся органическим полимерам относятся фенольные смолы, мочевиноформальдегидные смолы, меламиноформальдегидные смолы, уретановые смолы, акрилатные смолы, полиэфирные смолы, аминопластовые смолы с зависимой а, р-ненасыщенными карбонильными группами, эпоксидные смолы, акриловый уретан, акриловые эпоксидные смолы и их сочетания. В состав связующего вещества и/или абразивного изделия могут также входить присадки, такие, как волокна, увлажнители, смачивающие агенты, тиксотропные материалы, поверхностно-активные вещества (ПАВ), пигменты, красители, антистатические агенты (например, высокочистый углерод, окись ванадия или графит), связующие компоненты (например, силаны, титанаты или циркоалюминаты, пластификаторы, взвешивающие агенты. Количество этих дополнительных присадок выбирается для получения желаемых свойств. Связующие компоненты способствуют улучшению адгезии к абразивным частицам или наполнителю. Вулканизация связующей среды может быть осуществлена термически, радиационным излучением, или сочетанием этих физических процессов. Дополнительные сведения по химическому составу связующей среды приводятся в патенте США №4,588,419 (Caul и соавторы), в патенте США №4,751,138 (Tumey и соавторы), и в патенте США №5,436,063 (Follett и соавторы).
Что касается остеклованных оформленных абразивов, то стекловидные связующие материалы с аморфной структурой, но обычно твердые, достаточно известны специалистам. В некоторых случаях в состав стекловидного материала входит кристаллическая фаза. Оформленные остеклованные абразивные изделия по настоящей заявке могут изготовляться в форме круга (включая отрезные круги), шлифовальных брусков, шлифовальных головок или других стандартных оформленных абразивных изделий. В некоторых реализациях остеклованное оформленное абразивное изделие по настоящей заявке может быть изготовлено в виде шлифовального круга.
К оксидам металлов, используемым для изготовления стекловидных связующих материалов, относятся: оксид кремния, силикаты, глинозем, карбонат натрия, кальция, гидроксид калия, оксид железа, оксид цинка, оксид лития, оксид магния, карбид бора, силикат алюминия, боросиликатное стекло, литиево-алюминиевый силикат, а также их сочетания. Как правило, стекловидные связующие материалы могут быть изготовлены из сырья, содержащего от 10 до 100 процентов стеклоцемента, хотя более распространенным составом считается от 20 до 80 процентов стеклоцемента, или от 30 до 70 процентов стеклоцемента. Оставшаяся часть стекловидного связующего материала не обязательно является стеклоцементом. Как альтернативный вариант, стекловидный связующий материал может быть получен из сырья, не содержащего стеклоцемент. Стекловидный связующий материал (материалы) созревает в широком диапазоне температур от примерно 700°C до 1500°C, обычно в диапазоне от 800°C до 1300°C, иногда в диапазоне от 900°C до 1200°C, или даже в диапазоне от 950°C до 1100°C. Фактическая температура созревания связующей среды зависит, например, от химического состава конкретного связующего материала.
В некоторых реализациях стекловидные связующие материалы включают в себя оксид кремния, глинозем (желательно, как минимум 10 весовых процентов глинозема), и карбид бора ((желательно, как минимум 10 весовых процентов карбида бора). Во многих случаях стекловидный связующий материал дополнительно содержит оксид щелочного металла (металлов) (например, Na2O и К2О) (в некоторых случаях как минимум 10 весовых процентов оксида щелочного металла).
В связующий материал могут также входить материалы наполнителя или шлифовальные средства, как правило, в измельченном виде. Обычно измельченные материалы относятся к неорганическим. К примерам полезных наполнителей по настоящей заявке относятся: металлические карбонаты, такие, как карбонат кальция (в форме мела, кальцита, мергеля, белого известняка, мрамора или известняка), карбонат кальциевого марганца, карбонат натрия и марганца; оксиды кремния, такие, как кварц, стеклянная дробь, стеклянные пузырьки и стеклянные волокна; силикаты, такие как тальк, глины, полевой шпат, слюда, силикат кальция, метасиликат кальция, алюминосиликат натрия, натриево-калиевый алюмосиликат и силикат натрия; сульфаты металлов, такие, как сульфат кальция, сульфат бария, сульфат натрия, алюмонатриевый сульфат и сульфат алюминия; гипс; вермикулит; древесная мука; тригидрат оксида алюминия; чистый углерод; оксиды металлов, такие, как оксид кальция (известь), оксид алюминия, диоксид титана, гидрат оксида алюминия, моногидрат оксида алюминия; и сульфиты металлов, такие, как сульфит кальция.
Вообще, добавка шлифовальных средств продлевает срок службы абразивного изделия. Шлифовальное средство представляет собой материал, существенно влияющий на химический и физический процесс шлифования, что выражается в повышенной производительности. Не прибегая к теоретическим доказательствам, считается, что шлифовальное средство (средства) будет (а) снижать трение между абразивными частицами и шлифуемой деталью, (b) предотвращать «забивание» абразивных частиц (т.е. предотвращать приваривание сошлифованных металлических частиц к верхушкам абразивных частиц), или, по крайней мере, снижать тенденцию «забивания», (с) снижать температуру на стыке абразивных частиц с деталью, или (d) снижать шлифовальные усилия.
В качестве шлифовальных средств могут применяться самые различные материалы, как неорганические, так и органические. Примерами химических групп шлифовальных средств являются парафины, органические галогенидные компаунды, галогенидные соли и металлы, а также их сплавы. Органические галогенидные компаунды обычно разрушаются в процессе абразивных операций с выделением галоидзамещенной кислоты или газообразного галогенидного компаунда. К примерам таких материалов относятся хлористые парафины, подобные тетрахлорнафталину, пентахлорнафталину и поливинилхлориду. Примерами галогенидных солей являются хлористый натрий, калиевый криолит, натриевый криолит, аммониевый криолит, калийный тетрафторборат, натриевый тетрафторборат, кремнефториды, хлористый калий и хлористый магний. Примерами металлов являются олово, свинец, висмут, кобальт, сурьма, кадмий и железистый титан. К прочим шлифовальным средствам относятся сера, природные серные компаунды, графит и металлические сульфиды. К области настоящей заявки относится также использование сочетаний разных шлифовальных средств, и в некоторых обстоятельствах такие сочетания могут дать взаимоусиливающий эффект.
Шлифовальные средства особенно полезны в покрытых и оформленных абразивных изделиях. В покрытых абразивных изделиях шлифовальные средства обычно используются в сверхкалибровочном слое, который наносится на поверхность абразивных частиц. Тем не менее, иногда шлифовальные средства применяются в калибровочном слое. Как правило, количество шлифовального средства в покрытых абразивных изделиях составляет около 50-300 г/м2 (желательно, около 80-160 г/м2). В остеклованных оформленных абразивных изделиях шлифовальные средства обычно вкрапляются в поры изделия.
Абразивные изделия могут содержать 100 процентов формованных керамических абразивных частиц по настоящей заявке, или смеси таких абразивных частиц с другими частицами и/или частицами наполнителя. Однако в абразивных изделиях требуется наличие как минимум 2 весовых процентов, предпочтительно как минимум 5 весовых процентов, и еще более предпочтительно 30-100 весовых процентов формованных керамических абразивных частиц, изготовленных по настоящей заявке. В некоторых случаях допускается смешивать абразивные частицы по настоящей заявке с другими абразивными частицами и/или частицами наполнителя в весовой пропорции от 5 до 75 процентов, от 25 до 75 процентов, от 40 до 60 процентов или от 50 до 55 процентов (т.е. в равной весовой пропорции).
Примерами подходящих стандартных абразивных частиц являются плавленый оксид алюминия (включая белый плавленый глинозем, оксид алюминия после тепловой обработки и бурый оксид алюминия), карбид кремния, карбид бора, карбид титана, алмаз, кубический нитрид бора, гранат, плавленый глинозем-цирконий и абразивные частицы, полученные из золь-геля. В некоторых случаях смеси абразивных частиц способны создавать абразивное изделие с улучшенной шлифовальной производительностью по сравнению с абразивными изделиями, состоящими на 100 процентов из абразивных частиц одного типа (любого).
Частицы наполнителя могут, например, изготовляться из мрамора, гипса, кремня, диоксида кремния, оксида железа, силиката алюминия, стекла (включая стеклянные пузырьки и бусины), шариков глинозема, глиноземных бусин и агломератов наполнителя.
Абразивные частицы могут равномерно распределяться в объеме абразивного изделия, или концентрироваться в выбранных зонах или частях абразивного изделия. Например, в покрытом абразивном изделии может быть два слоя абразивных частиц. В первом слое находятся абразивные частицы, отличающиеся от формованных керамических абразивных частиц по настоящей заявке, а второй слой (наружный) состоит из формованных керамических абразивных частиц по настоящей заявке. Аналогично, такое оформленное абразивное изделие, как шлифовальный круг, может состоять из двух разных секций. В наружной секции могут находиться абразивные частицы, изготовленные по настоящей заявке, а во внутренней секции - нет. В качестве альтернативного варианта формованные керамические абразивные частицы по настоящей заявке могут быть равномерно распределены по оформленному абразивному изделию.
Дополнительные сведения о покрытых абразивных изделиях приводятся, например, в патенте США №4,734,104 (Broberg), в патенте США №4,737,163 (Larkey), в патенте США №5,203,884 (Buchanan и соавторы), в патенте США №5,152,917 (Pieper и соавторы), в патенте США №5,378,251 (Culler и соавторы), в патенте США №5,417,726 (Stout и соавторы), в патенте США №5,436,063 (Follett и соавторы), в патенте США №5,496,386 (Broberg и соавторы), в патенте США №5,609,706 (Benedict и соавторы), в патенте США №5,520,711 (Helmin), в патенте США №5,954,844 (Law и соавторы), в патенте США №5,961,674 (Gagliardi и соавторы), и в патенте США №5,975,988 (Christianson). Дополнительные сведения об оформленных абразивных изделиях приводятся, например, в патенте США №4,543,107 (Rue), в патенте США №4,741,743 (Narayanan и соавторы), в патенте США №4,800,685 (Haynes и соавторы), в патенте США №4,898,597 (Hay и соавторы), в патенте США №4,997,461 (Markhoff-Matheny и соавторы), в патенте США №5,037,453 (Narayanan и соавторы), в патенте США №5,110,332 (Narayanan и соавторы), и в патенте США No. 5,863,308 (Qi и соавторы). Дополнительные сведения об остеклованных оформленных абразивных изделиях приводятся, например, в патенте США №4,543,107 (Rue), в патенте США №4,898,597 (Hay и соавторы), в патенте США №4,997,461 (Markhoff-Matheny и соавторы), в патенте США №5,094,672 (Giles Jr. и соавторы), в патенте США №5,118,326 (Sheldon и соавторы), в патенте США №5,131,926 (Sheldon и соавторы), в патенте США №5,203,886 (Sheldon и соавторы), в патенте США №5,282,875 (Wood и соавторы), в патенте США №5,738,696 (Wu и соавторы), и в патенте США №5,863,308 (Qi). Дополнительные сведения об абразивных изделиях на нетканой основе приводятся, например, в патенте США №2,958,593 (Hoover и соавторы).
Заявляется способ абразивной обработки поверхности, способ заключается в соприкосновении по крайней мере одной формованной керамической абразивной частицы по настоящей заявке с поверхностью детали; в перемещении по крайней мере одной из формованных керамических абразивных частиц или контактной поверхности для удаления по крайней мере части упомянутой поверхности с помощью абразивной частицы.
Способы абразивной обработки с помощью формованных керамических абразивных частиц по настоящей заявке находятся в диапазоне от обдирки (например, массовое снятие материала под большим давлением) до полирования (например, полирование медицинских имплантатов покрытыми абразивными ремнями), причем последняя операция обычно выполняется самыми мелкозернистыми (например, ANSI 220 или тоньше) из абразивных частиц. Формованные керамические абразивные частицы могут также использоваться в прикладных задачах прецизионной абразивной обработки, например, шлифовании распределительных валов остеклованными оформленными кругами. Размер абразивных частиц, используемых в конкретной прикладной задаче, будет выбираться специалистами в данном вопросе.
Абразивная обработка формованными керамическими абразивными частицами по настоящей заявке может выполняться как в сухом, так и во влажном варианте. Для влажной абразивной обработки жидкость может подаваться в рабочую зону в виде легкого тумана для полного покрытия. Примерами распространенных используемых жидкостей могут служить вода, водорастворимое масло, органическая смазка и эмульсии. Жидкость может способствовать отводу тепла, выделяющегося при абразивной обработке и/или служить смазкой. В жидкости допускается незначительное количество присадок, таких как антибактерицидные противопенные вещества.
Формованные керамические абразивные частицы, изготовленные по настоящей заявке, могут оказаться полезными, например, для абразивной обработки заготовок из металлического алюминия, углеродистых сталей, малоуглеродистых сталей, инструментальных сталей, нержавеющей стали, закаленной стали, титана, стекла, керамики, дерева, древесных материалов (например, фанеры и древесностружечной плиты), краски, окрашенных поверхностей, поверхностей с органическим покрытием и подобных. Усилия, прилагаемые в процессе абразивной обработки, находятся обычно в пределах от 1 до примерно 100 килограмм.
ИЗБРАННЫЕ РЕАЛИЗАЦИИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В реализации 1 настоящей заявки обеспечивается формованная керамическая абразивная частица, состоящая из:
первой поверхности, периметр которой состоит как минимум из первого и второго ребра, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренний острый угол, причем периметр содержит как минимум четыре вершины, образующие внутренние острые углы; и второй поверхности, расположенной напротив первой и не соприкасающейся с ней; и
периферийной поверхности, расположенной между первой и второй поверхностями, соединяя их, причем периферийная поверхность включает в себя первую стенку, соприкасающуюся с периметром на первом ребре, причем периферийная поверхность включает в себя вторую стенку, причем периферийная поверхность имеет первую заданную форму. В реализации 2 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 1, где вторая поверхность имеет вторую заданную форму.
В реализации 3 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 1 или 2, где форма второй поверхности совпадает с формой первой поверхности.
В реализации 4 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 3, где первый острый внутренний угол имеет значение в диапазоне от 5 до 55 градусов включительно.
В реализации 5 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 4, где периферийная поверхность включает в себя третью стенку, соприкасающуюся с первой поверхностью по третьему ребру, причем первая зона периметра дополнительно сдержит третье ребро, и где как минимум одно из вторых ребер или третье ребро существенно прямые.
В реализации 6 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 5, где первое и третье ребро существенно прямые.
В реализации 7 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 4 по 6, где периферийная поверхность включает в себя первую, вторую и третью стенку.
В реализации 8 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 4 по 7, где периферийная поверхность включает в себя четвертую стенку, пересекающую периметр на четвертом ребре.
В реализации 9 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 8, где первое, второе, третье и четвертое ребро распространяются вовнутрь.
В реализации 10 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 9, где второе ребро представляет собой монотонную вогнутую кривую.
В реализации 11, настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 10, где толщина формованной керамической абразивной частицы меньше или равна одной трети ее ширины.
В реализации 12 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 11, где второй острый внутренний угол имеет значение в диапазоне от 5 до 55 градусов включительно.
В реализации 13, настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 12, где длина
формованной керамической абразивной частицы меньше или равна одному сантиметру.
В реализации 14 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 13, где
формованная керамическая абразивная частица состоит в основном из керамического материала.
В реализации 15 настоящей заявки обеспечивается формованная керамическая абразивная частица по реализации 14, где керамический материал содержит глинозем.
В реализации 16 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 15, где первая и вторая поверхности существенно параллельны..
В реализации 17 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 16, где периферийная поверхность имеет уклон вовнутрь от первой поверхности по направлению ко второй поверхности.
В реализации 18 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 17, где углы конусности отливки уклона периферийной поверхности находятся в диапазоне от 92 до 105 градусов включительно.
В реализации 19 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 18, где первая поверхность больше второй поверхности.
В реализации 20 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 19, где первая зона периметра представляет собой неразрывную кривую.
В реализации 21 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 20, где первое ребро периметра существенно прямое, а второе ребро изогнуто.
В реализации 22 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 21, где первое ребро периметра существенно прямое, а второе ребро изогнуто.
В реализации 23 настоящей заявки обеспечивается формованная керамическая абразивная частица по любой из реализаций с 1 по 22, где периметр имеет стреловидную форму.
В реализации 24 настоящей заявки обеспечивается множество абразивных частиц, где множество абразивных частиц содержит, в числовом выражении, как минимум 10 процентов формованных керамических абразивных частиц по любой из реализаций с 1 по 23.
В реализации 25 настоящей заявки обеспечивается множество абразивных частиц, где множество абразивных частиц содержит, в числовом выражении, как минимум 30 процентов формованных керамических абразивных частиц по любой из реализаций с 1 по 23.
В реализации 26 настоящей заявки обеспечивается множество абразивных частиц, где множество абразивных частиц содержит, в числовом выражении, как минимум 50 процентов формованных керамических абразивных частиц по любой из реализаций с 1 по 23.
В реализации 27 настоящей заявки обеспечивается множество абразивных частиц, где множество абразивных частиц содержит, в числовом выражении, как минимум 70 процентов формованных керамических абразивных частиц по любой из реализаций с 1 по 23.
В реализации 28 настоящей заявки обеспечивается множество абразивных частиц по любой из реализаций с 24 по 27, где дополнительно содержащее дробленые абразивные частицы.
В реализации 29 настоящей заявки обеспечивается абразивное изделие, содержащее множество абразивных частиц по любой из реализаций с 24 по 28, удерживаемое в связующей среде.
В реализации 30 настоящей заявки обеспечивается абразивное изделие по реализации
29, где абразивное изделие представляет собой оформленное абразивное изделие.
В реализации 31 настоящей заявки обеспечивается абразивное изделие по реализации 30, где оформленное абразивное изделие представляет собой оформленный абразивный круг.
В реализации 32 настоящей заявки обеспечивается абразивное изделие по реализации 29, где абразивное изделие представляет собой покрытое абразивное изделие, покрытое абразивное изделие содержит множество абразивных частиц, прикрепленных к подложке, имеющей третью главную поверхность и противоположную ей четвертую главную поверхность.
В реализации 33 настоящей заявки обеспечивается абразивное изделие по реализации 29, где абразивное изделие представляет собой абразивное изделие на нетканой основе, причем абразивное изделие на нетканой основе содержит множество абразивных частиц, прикрепленных к открыто-пористому волоконному основанию.
В реализации 34 настоящей заявки обеспечивается способ изготовления формованных керамических частиц, способ заключается в следующем:
a) обеспечение изложницы, создающей литейную полость, причем в литейной полости имеется наружное отверстие, созданное периметром, где периметр содержит как минимум первое и второе ребро, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренний острый угол, и где периметр содержит как минимум четыре вершины, образующие внутренние острые углы, и где литейная полость охватывается сбоку периферийной литейной поверхностью, включающей в себя первую стенку изложницы, пересекающую периметр на первом ребре и вторую стенку литейной полости, пересекающую периметр на втором ребре;
b) помещение исходного керамического материала в литейную полость;
c) преобразование исходного керамического материала внутри литейной полости в формованную исходную керамическую частицу; и
d) преобразование формованной исходной формованной керамической частицы в формованную керамическую абразивную частицу.
В реализации 35 настоящей заявки обеспечивается способ по реализации 34, где первый острый внутренний угол первого ребра имеет значение в диапазоне от 5 до 55 градусов включительно
В реализации 36 настоящей заявки обеспечивается способ по реализации 34 или 35, где изложница представляет собой открытую изложницу.
В реализации 37 настоящей заявки обеспечивается способ по реализации 34 или 35, где изложница дополнительно содержит нижнюю литейную плоскость, соприкасающуюся с первой и второй стенкой изложницы.
В реализации 38 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 37, где в габариты изложницы включена глубина, и где первой и второй стенке придан уклон вовнутрь с увеличивающейся глубиной.
В реализации 39 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 38, где второе ребро изогнутое.
В реализации 40 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 39, где первая зона периметра представляет собой неразрывную кривую.
В реализации 41 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 40, где периметр содержит как минимум одно существенно прямое ребро и как минимум одно изогнутое ребро.
В реализации 42 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 41, где периметр содержит как минимум два существенно прямых ребра и изогнутое ребро.
В реализации 43 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 42, где периметр содержит как минимум два существенно прямых ребра и изогнутое ребро.
В реализации 44 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 42, где периферийная поверхность изложницы дополнительно содержит третью стенку изложницы, и где третья стенка изложницы пересекает периметр на третьем ребре.
В реализации 45 настоящей заявки обеспечивается способ по реализации 44, где третье ребро распространяется вовнутрь относительно периметра.
В реализации 46 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 45, где периметр имеет стреловидную форму.
В реализации 47 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 46, где периметр содержит как минимум два существенно прямых ребра.
В реализации 48 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 47, где периферийная поверхность дополнительно содержит четвертую стенку изложницы, и где четвертая стенка изложницы пересекает периметр на четвертом ребре.
В реализации 49 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 48, где способ дополнительно включает в себя отделение формованной керамической исходной частицы от изложницы перед шагом d.
В реализации 50 настоящей заявки обеспечивается способ по реализации 49, где шаг d включает в себя агломерирование формованной керамической исходной частицы.
В реализации 51 настоящей заявки обеспечивается способ по реализации 49, где шаг d включает в себя кальцинирование формованной керамической исходной частицы, и агломерирование кальцинированной формованной керамической исходной частицы
В реализации 52 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 51, где формованная керамическая абразивная частица содержит глинозем.
В реализации 53 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 52, где керамический исходный материал содержит золь-гель.
В реализации 54 настоящей заявки обеспечивается способ по любой из реализаций с 34 по 53, где керамический исходный материал содержит глинозем.
В реализации 55, настоящей заявки обеспечивается способ по любой из реализаций с 34 по 54, где максимальный боковой размер каждой литейной полости меньше или равен одному сантиметру.
В реализации 56, настоящей заявки обеспечивается способ по любой из реализаций с 34 по 55, где толщина каждой формованной керамической абразивной частицы меньше или равна одной трети ее ширины.
Цели и преимущества настоящей заявки иллюстрируются далее следующими не ограничивающимися примерами, однако конкретные материалы и их количество, приведенное в этих примерах, а также другие условия и подробности, не следует трактовать ограничением настоящей заявки.
ПРИМЕРЫ
В отсутствие иных указаний все части, проценты, пропорции и т.д. в примерах и оставшаяся часть параметров указываются по весу.
Приготовление формованных керамических абразивных частиц
Образец бемитного золь-геля был приготовлен по следующему рецепту: порошок моногидрат оксида алюминия (1600 частей), торговая марка DISPERAL компании Sasol North America, Inc. был растворен при сильном поперечном перемешивании в течение 11 минут в смеси воды (2400 частей) и 70-процентного водного раствора азотной кислоты (72 части). Получившийся золь-гель был выдержан в течение минимум 1 часа перед нанесением в качестве покрытия. Золь-гель был принудительно введен в орудие производства, где полости изложницы выполнены по размерам, приведенным в таблице 1 (ниже), аббревиатура «NA» означает «не применяется». SAPA-формованные частицы глинозема были приготовлены по пункту [0128] заявки на патент США, публикация №2010/0146867 (Boden и соавторы) с углом конусности отливки 98 градусов. Формованные керамические абразивные частицы той же общей формы и состава SAPB были подготовлены по патенту США №8,142,531 (Adefris и соавторы)
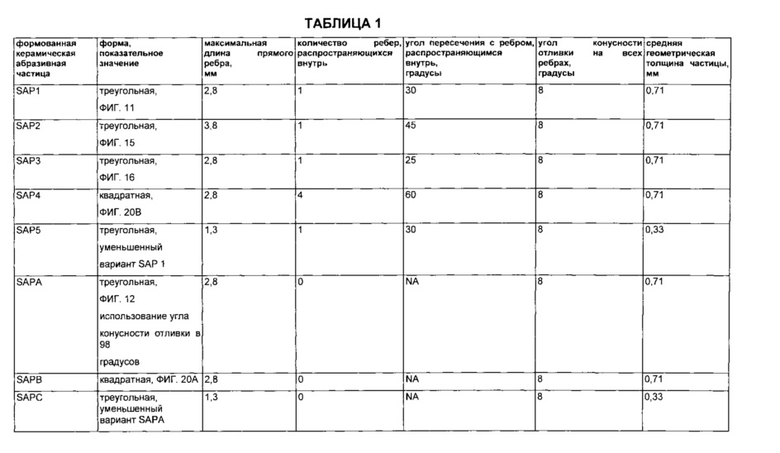
Орудие производства с совокупностью литейных полостей было покрыто агентом освобождения изложницы, 1-процентным раствором арахисового масла в метаноле, из расчета 0,5 мг/дюйм2 (0,08 мг/см2). Избыток метанола был удален размещением листов орудия производства в воздушном потоке на 5 минут при температуре 45°C. Золь-гель принудительно вводился в полости с помощью шпателя таким образом, чтобы целиком заполнить отверстия орудия производства. Сушка орудия производства, покрытого золь-гельным составом, производилась в свободном воздушном потоке на протяжении 45 минут при температуре 45°C. Исходные формованные керамические абразивные частицы были извлечены из орудия производства пропусканием через ультразвуковой излучатель. Исходные керамические формованные абразивные частицы были подвергнуты кальцинированию при температуре около 650°C и затем были импрегнированы смешанным раствором нитрата, содержащим MgO, Y2O2, СоО и La2O2.
Все формованные керамические абразивные частицы из примеров подверглись обработке с целью улучшения электростатических параметров формованных керамических абразивных частиц способом, сходным со способом изготовления дробленых абразивных частиц, изложенном в патенте США №5,352,254 (Celikkaya). Кальцинированные исходные керамические формованные абразивные частицы были импрегнированы альтернативным раствором редкоземельного оксида (REO), содержащим 1,4 процента MgO, 1,7 процента Y2O2, 5,7 процентов La2O3 и 0,07 процента СоО.
В 70 граммах раствора REO было растворено 1,4 грамма порошка HYDRAL COAT 5, производимого компанией Almatis of Pittsburg, Pennsylvania (средний размер частицы примерно 0,5 микрон) путем перемешивания в открытом химическом стакане. Затем приблизительно 100 граммов исходных кальцинированных формованных керамических абразивных частиц были импрегнированы приблизительно 71,4 граммами смеси порошка HYDRAL COAT 5 в растворе REO. После чего импрегнированные исходные кальцинированные формованные керамические абразивные частицы были повторно кальцинированы при температуре 650°C перед агломерированием до окончательной твердости при температуре 1400°C. Кальцинирование и агломерирование производилось во вращающихся трубных обжигательных печах. Окончательный состав представлял собой глинозем, содержащий 1 весовой процент MgO, 1,2 весовых процента Y2O2, 4 весовых процента La2O3 и 0,05 весовых процента СоО, со следами TiO2, SiO2, и СаО.
Общая процедура изготовления абразивных кругов
Абразивные изделия были изготовлены из абразивных частиц, приготовленных изложенным выше способом и покрытых составами, перечисленными в таблице 2. Волоконные круги диаметром 7 дюймов (17,8 см) с центральными отверстиями диаметром 7/8 дюйма (2,2 см) с основой из вулканизированного волокна толщиной 0,83 мм (33 мил) (торговая марка DYNOS VULCANIZED FIBRE компании DYNOS Gmbh, Troisdorf, Германия) были покрыты составом образующего покрытия из расчета 3,5 грамма на круг, на них было нанесено антистатическое покрытие абразивных частиц из расчета 15,0 граммов на круг, и затем состав калибровочного покрытия из расчета 13,0 граммов на круг. На все эти круги, которыми затем производилось шлифование образцов из нержавеющей стали, было дополнительно нанесено 10 граммов сверхкалибровочного покрытия после частичного отвреждения при температуре 90°C на протяжении 90 минут. После отверждения при температуре 102°C на протяжении 10 часов круги подверглись изгибу.
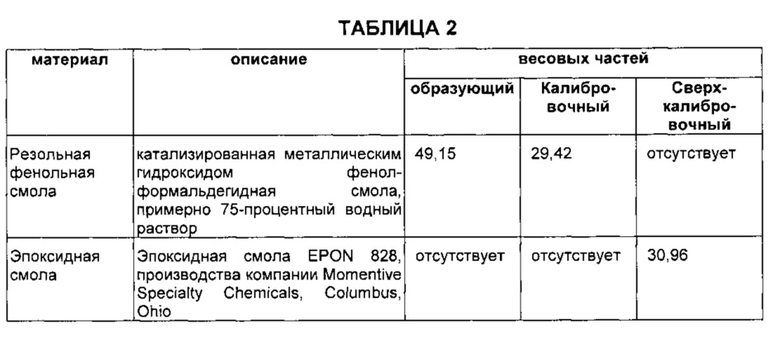

Шлифовальное испытание
Для испытания абразивных кругов использовалась следующая процедура. Исследуемые абразивные круги (диаметром 7 дюймов или 17,8 см) устанавливались на шлифовальный станок с вращающимися абразивными кругами, оснащенный 7-дюймовой (17,8 см) оребренной площадкой под круги 80514 EXTRA HARD RED производства компании 3М Company, St. Paul, Minnesota). Затем шлифовальный станок включали и прижимали инструмент к концевой плоскости предварительно взвешенного бруска из углеродистой стали марки 1045 размером 0,75×0,75 дюйма (1,9×1,9 см) (или, как альтернативный вариант, брусок из нержавеющей стали марки 304) с усилием 12 фунтов (4,5 кг). Скорость вращения оребренной площадки под круги при указанном выше усилии прижима к обрабатываемой заготовке поддерживалась равной 5000 об/мин. Заготовка подвергалась абразивной обработке при этих условиях пятьдесят (50) раз по 10 секунд (циклов). После каждого 10-секундного цикла заготовка остывала при комнатной температуре и взвешивалась для определения показателей шлифования. Результаты испытания были представлены графиками номинала шлифования, приращения сошлифованного материала и совокупными показателями шлифования относительно числа циклов.
ПРИМЕР 1 И СОПОСТАВИТЕЛЬНЫЕ ПРИМЕРЫ А-В
Пример 1 и сопоставительные примеры А и В демонстрируют эффективность абразивных изделий, содержащих абразивные частицы по настоящей заявке по сравнению с абразивными изделиями, содержащими ранее известные абразивные частицы.
Пример 1 был подготовлен по общей процедуре изготовления абразивных кругов, содержащих абразивные частицы SAP1.
В сопоставительном примере А использовался волоконный круг диаметром 7 дюймов (17,8 см) с центральным отверстием диаметром 7/8 дюйма (2,2 см), содержащий абразивные частицы SAPA и поступающий в продажу под торговой маркой «CUBITRON II FIBER DISC 982С, 36+» компании 3М, Saint Paul, Minnesota.
В сопоставительном примере В использовался волоконный круг диаметром 7 дюймов (17,8 см) с центральным отверстием диаметром 7/8 дюйма (2,2 см), содержащий стандартные керамические дробленые абразивные зерна 3М и поступающий в продажу под торговой маркой «988С» компании 3M, Saint Paul, Minnesota.
Абразивные круги примера 1 и сопоставительных примеров А и В испытывались по процедуре шлифовального испытания. Сопоставительный норматив шлифования и совокупные показатели шлифования представлены на ФИГ. 13 и 14, где показатели покрытого абразивного изделия примера 1 оказались почти на 60 процентов лучше показателей сопоставительного примера А (сопоставимые формованные керамические абразивные частицы с прямыми ребрами), и более чем в два раза превзошли показатели абразивного изделия с дроблеными керамическими зернами сопоставительного примера В.
ПРИМЕРЫ 2 - 6 И СОПОСТАВИТЕЛЬНЫЙ ПРИМЕР С
Примеры 2-6 были подготовлены для сравнения с примером 1 с целью демонстрации эффектов изменения угла пересечения ребра, распространяющегося вовнутрь, с другим ребром.
Пример 2 был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAP1 абразивными частицами SAP2.
Пример 3 был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAP1 абразивными частицами SAP3.
Пример 4 был подготовлен аналогично примеру 1, за исключением нанесения сверхкалибровочного покрытия.
Пример 5 был подготовлен аналогично примеру 2, за исключением нанесения сверхкалибровочного покрытия.
Пример 6 был подготовлен аналогично примеру 3, за исключением нанесения сверхкалибровочного покрытия.
Сопоставительный пример С был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAPA абразивными частицами SAP3.
Сопоставительный пример D был подготовлен аналогично сопоставительному примеру С, за исключением нанесения сверхкалибровочного покрытия.
Примеры 1, 2 и 3 испытывались по процедуре шлифовального испытания. ФИГ. 17 - сравнительный график производительности дисков, изготовленных с частицами из примера 1, примера 2, примера 3 и сопоставительного примера С при шлифовании углеродистой стали марки 1045. Исходные шлифовальные номиналы всех кругов, изготовленных с частицами, где стенка распространяется вовнутрь (вогнутая), были выше, чем у кругов, частицы которых выполнены с прямыми ребрами. Наилучшая производительность оказалась у шлифовального круга примера 2. Она оставалась на самом высоком уровне в течение всего испытания.
ФИГ. 18 - сравнительный график производительности дисков из примера 4, примера 5, примера 6 и сопоставительного примера D при шлифовании нержавеющей стали марки 304. Исходные шлифовальные номиналы всех кругов, изготовленных с частицами, некоторые элементы которых вогнутой формы, оказались выше, чем у кругов, изготовленных со стандартными частицами. А именно, у диска примера 6, изготовленного с частицами SAP3, оказались наилучшие показатели производительности. На протяжении всего испытания его производительность оставалась выше, чем у кругов сопоставительного примера D, а также шлифовальных кругов других примеров. Эта наивысшая производительность лучше всего прослеживается на графике зависимости совокупного показателя шлифования от количества циклов, приведенного на ФИГ. 19.
ПРИМЕР 7 И СОПОСТАВИТЕЛЬНЫЙ ПРИМЕР Е
Пример 7 и сопоставительный пример Е представляет собой абразивные частицы, демонстрирующие эффекты альтернативной реализации заявляемой частицы по сравнению с аналогичными частицами с прямыми ребрами, а также со стандартным дробленым керамическим абразивным зерном, продаваемым под торговой маркой «321 3М Ceramic Abrasive Grain 321» компанией 3М, Saint Paul, Minnesota.
Пример 7 был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAP4 абразивными частицами SAP1.
Пример 7 был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAP4 абразивными частицами SAP1.
Сопоставительный пример F подготовлен аналогично примеру 1, исключая замену абразивных частиц «3M Ceramic Abrasive Grain 321» (3M, Saint Paul, Minnesota) абразивными частицами SAP1.
Пример 7 и сопоставительные примеры Е и F испытывались по процедуре шлифовального испытания, на углеродистой стали марки 1045. Результаты испытания представлены на ФИГ. 21, причем вновь отмечается, что включение зоны, распространяющейся вовнутрь (т.е. вогнутой) в формованные керамические абразивные частицы превращает формованные частицы ухудшенной производительности в частицы улучшенной производительности по сравнению со стандартными дроблеными частицами в абразивных кругах.
ПРИМЕР 8 И СОПОСТАВИТЕЛЬНЫЙ ПРИМЕР G
Пример 8 и сопоставительный пример G демонстрируют эффективность другой реализации частиц по настоящей заявке по сравнению с абразивными изделиями, содержащими ранее известные абразивные частицы. Пример 8 был подготовлен по общей процедуре изготовления абразивных кругов, содержащих абразивные частицы SAP5. Сопоставительный пример G был подготовлен аналогично примеру 1, исключая замену абразивных частиц SAP1 абразивными частицами SAPC и нанесение на круги образующего покрытия из расчета 2,5 грамма на абразивный круг, антистатическое покрытие абразивных частиц из расчета 5,5 грамм на абразивный круг, и затем калибрующего покрытия из расчета 6,0 грамм на абразивный круг и сверхкалибрующего покрытия из расчета 6,0 грамм на абразивный круг.
Пример 8 и сопоставительный пример G испытывались по процедуре шлифовального испытания. на углеродистой стали марки 1045. Сопоставительные номинальные показатели шлифования показаны на ФИГ. 22 для углеродистой стали на ФИГ. 23 для нержавеющей стали.
Все патенты и публикации, упоминаемые в настоящей заявке, включены во всей полноте для справочных целей. Все примеры, приведенные в настоящей заявке, следует трактовать не в ограничительном смысле, если не указано иное. Различные модификации и изменения настоящей заявки допускается производить специалистам в данном вопросе,
не нарушая области и духа настоящей заявки, при этом необходимо учитывать, что настоящая заявка не ограничивается приведенными здесь иллюстративными реализациями.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКИЕ ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, И АБРАЗИВНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ИХ | 2011 |
|
RU2539246C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВКИ | 2012 |
|
RU2586181C2 |
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| КОМПОЗИТНЫЙ АБРАЗИВНЫЙ КРУГ | 2012 |
|
RU2599067C2 |
| Формованные абразивные частицы, способы получения и абразивные изделия, включающие их | 2013 |
|
RU2616464C9 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ОКРУГЛОСТИ | 2010 |
|
RU2517526C2 |
| ФАСОННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С КАНАВКАМИ | 2009 |
|
RU2506152C2 |
| ФАСОННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С НАКЛОННОЙ БОКОВОЙ СТЕНКОЙ | 2009 |
|
RU2522355C2 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2002 |
|
RU2303621C2 |
| СКЛЕЕННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2600464C2 |
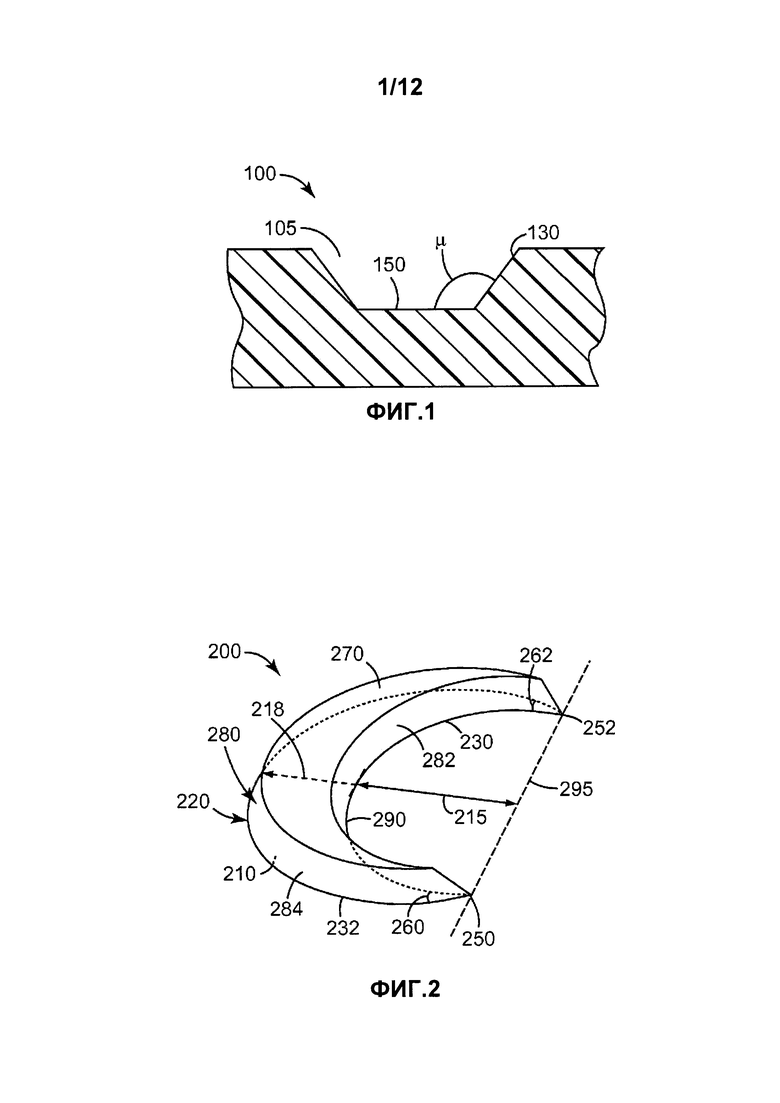
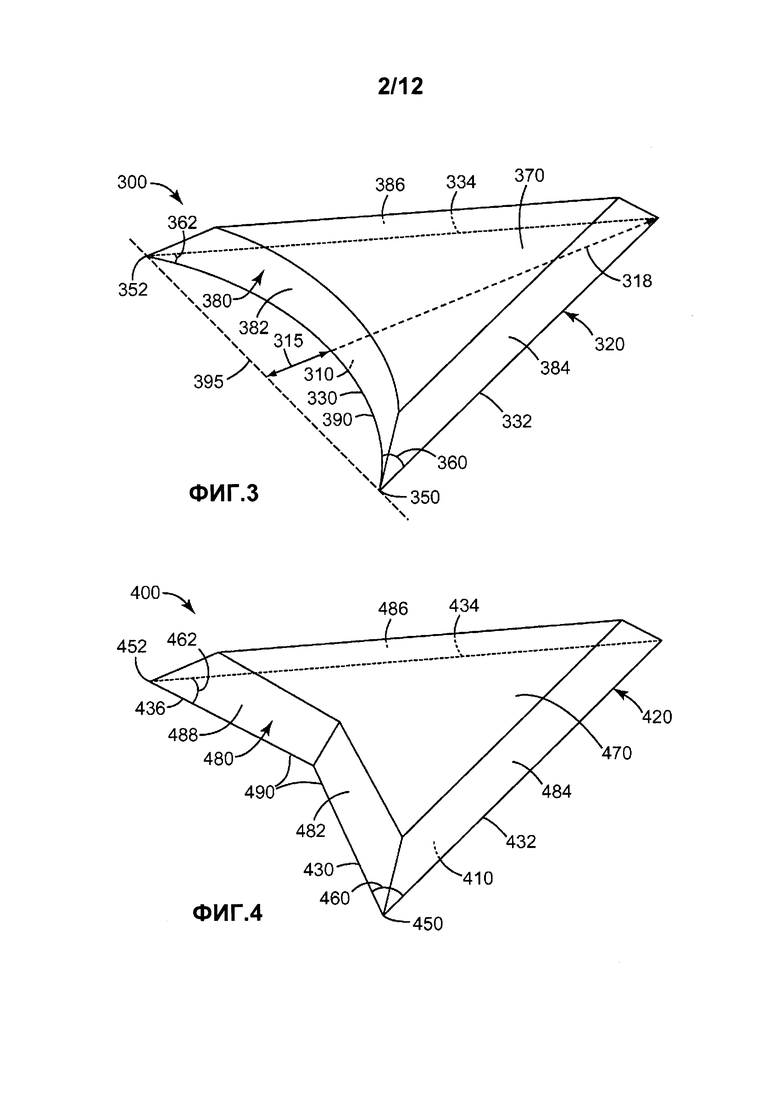
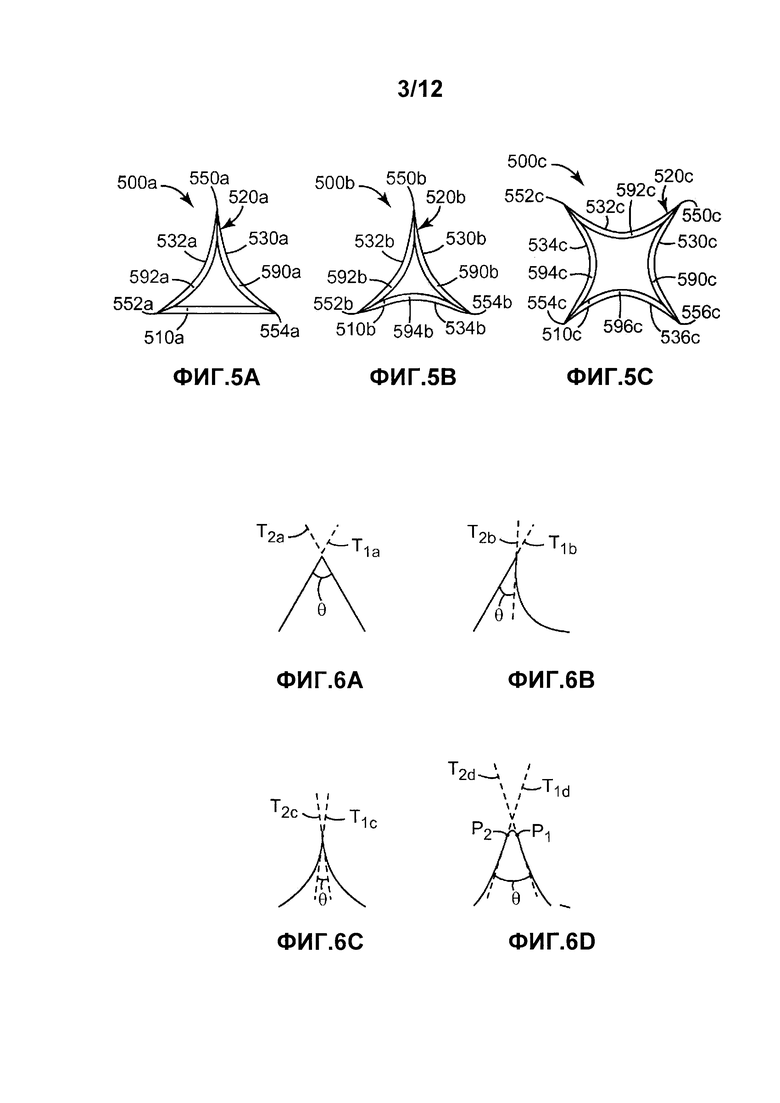
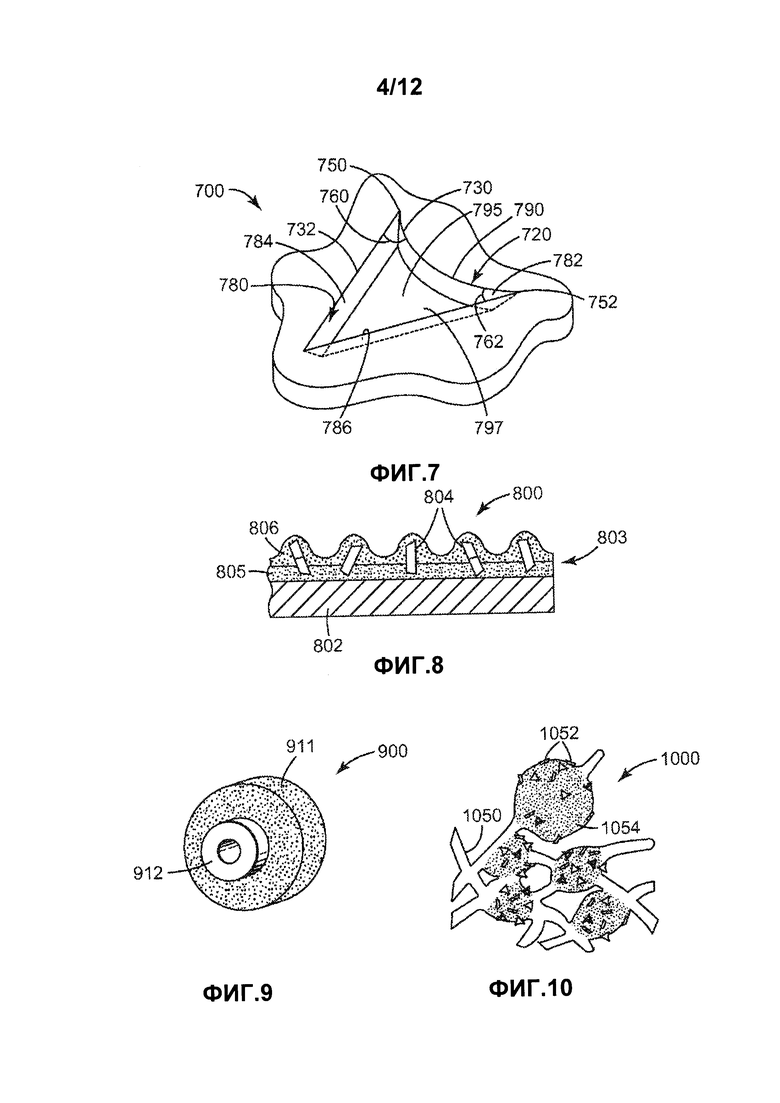
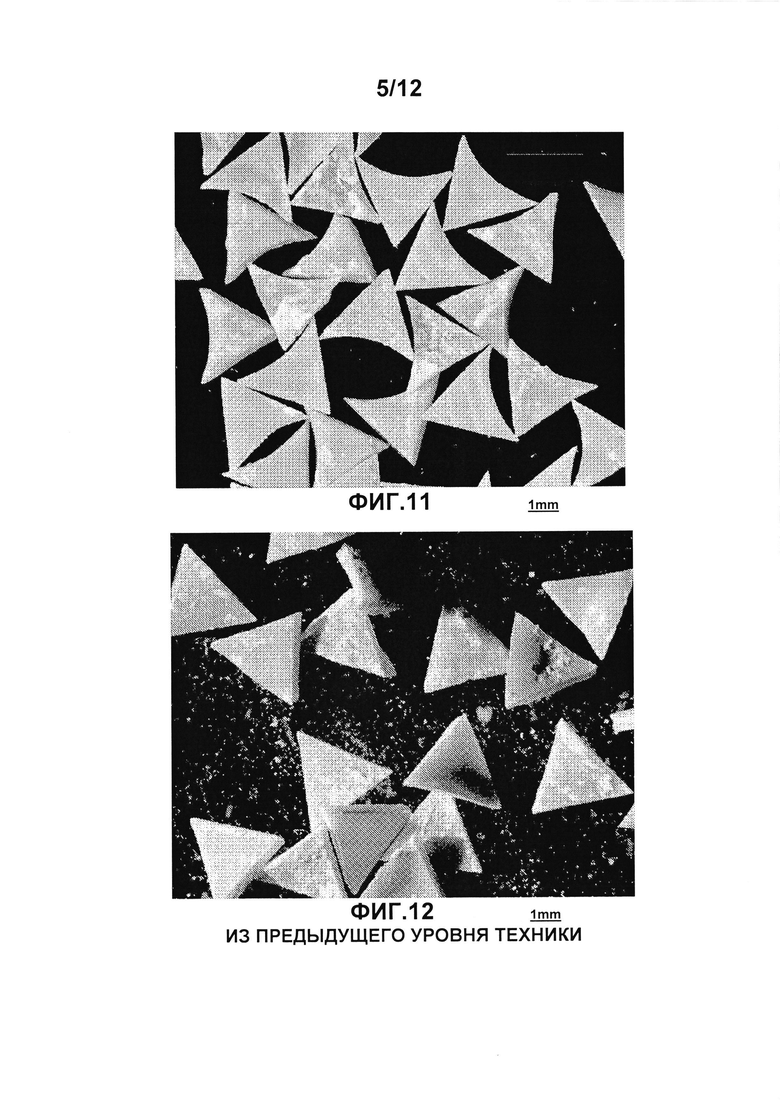
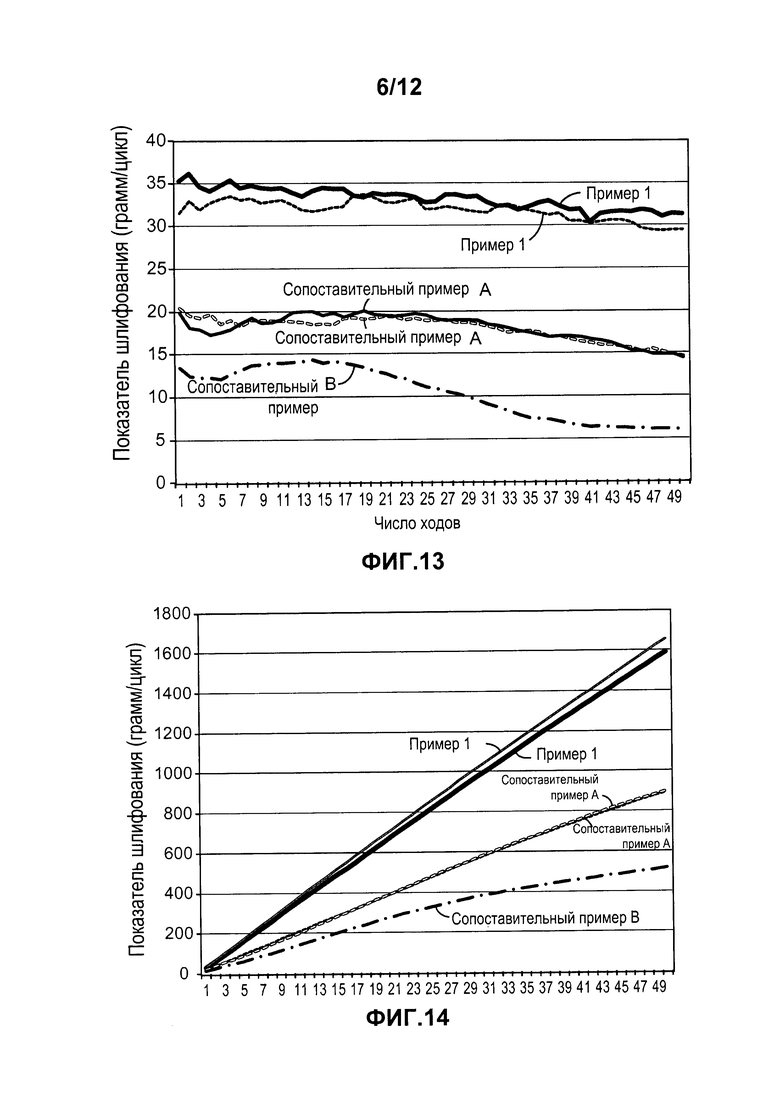
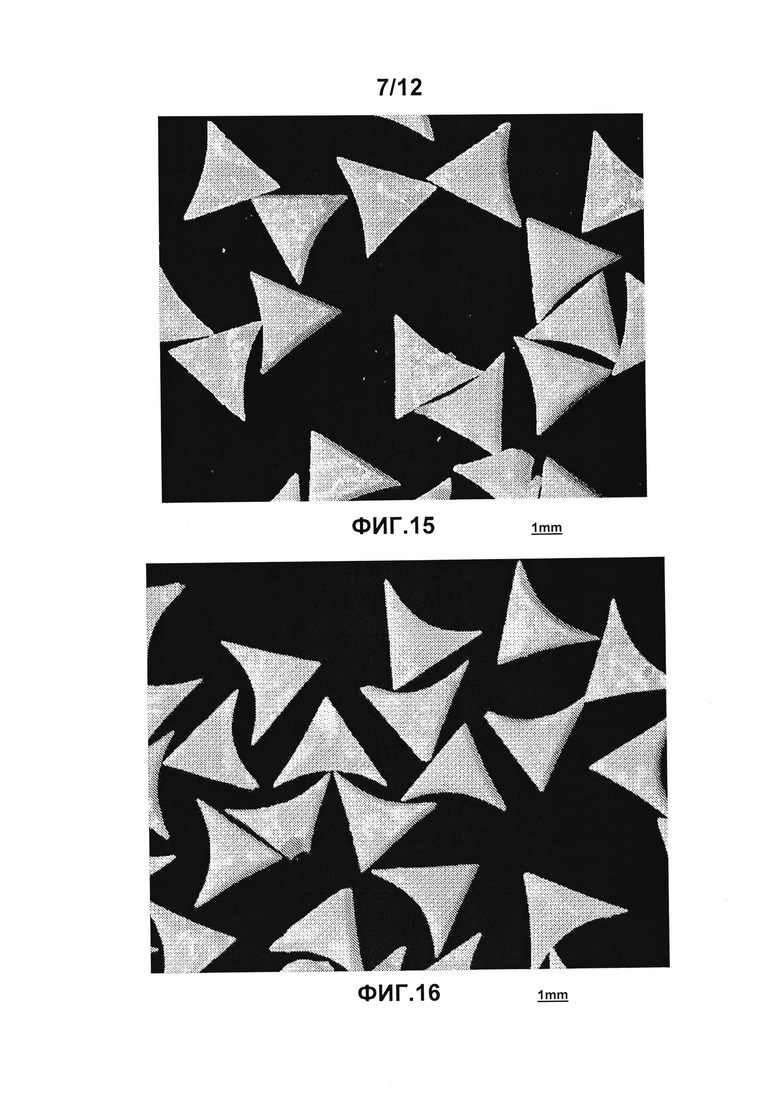
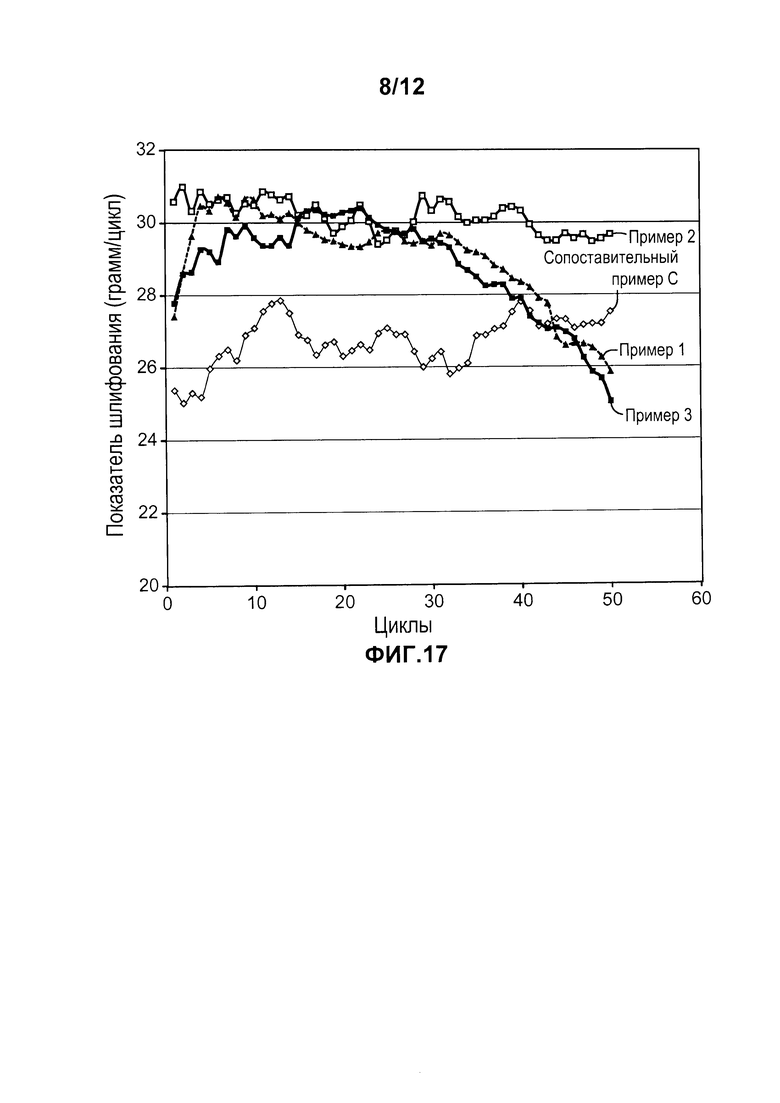

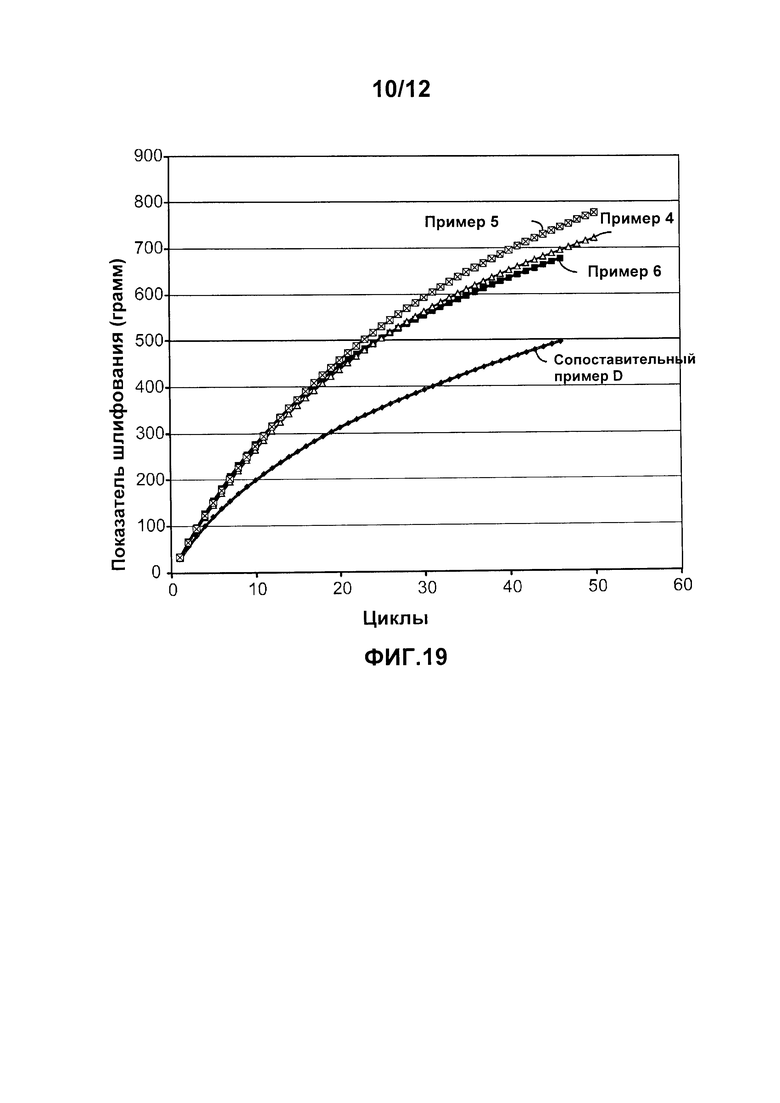
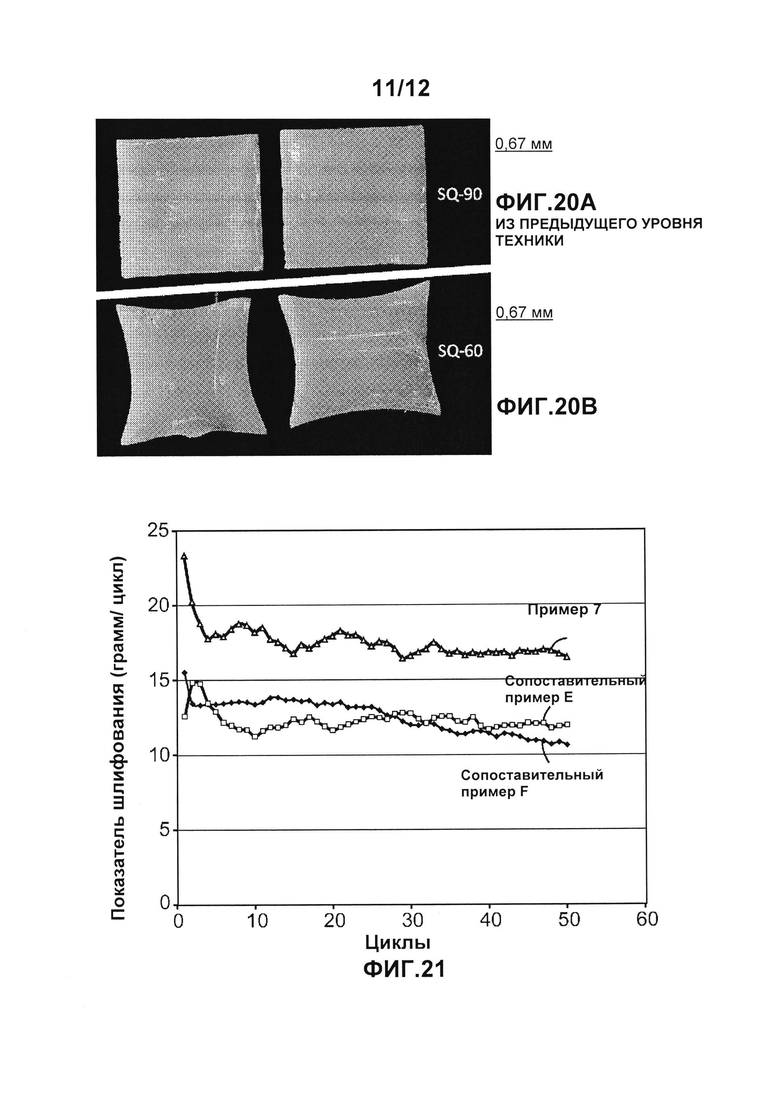
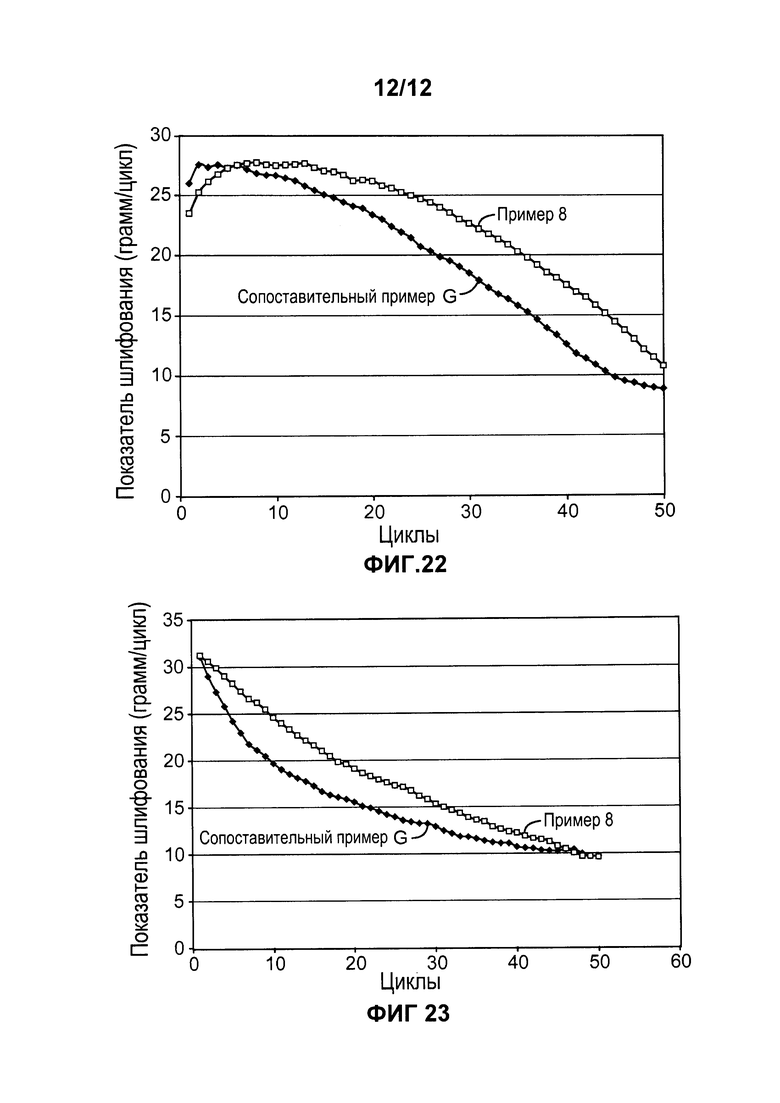
Изобретение относится к формованной керамической абразивной частице. Формованная керамическая абразивная частица содержит первую поверхность, вторую поверхность и периферийную поверхность. Первая поверхность имеет периметр, состоящий из первого и второго ребра. Первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренние острые углы. Причем периметр содержит четыре вершины, образующие внутренние острые углы. Вторая поверхность расположена напротив первой и не соприкасается с ней. Периферийная поверхность расположена между первой и второй поверхностями, соединяя их. Периферийная поверхность включает в себя первую стенку, соприкасающуюся с периметром на первом ребре, и вторую стенку, соприкасающуюся с периметром на втором ребре. В результате увеличивается производительность абразивной обработки. 4 н. и 12 з.п. ф-лы, 23 ил., 2 табл., 8 пр.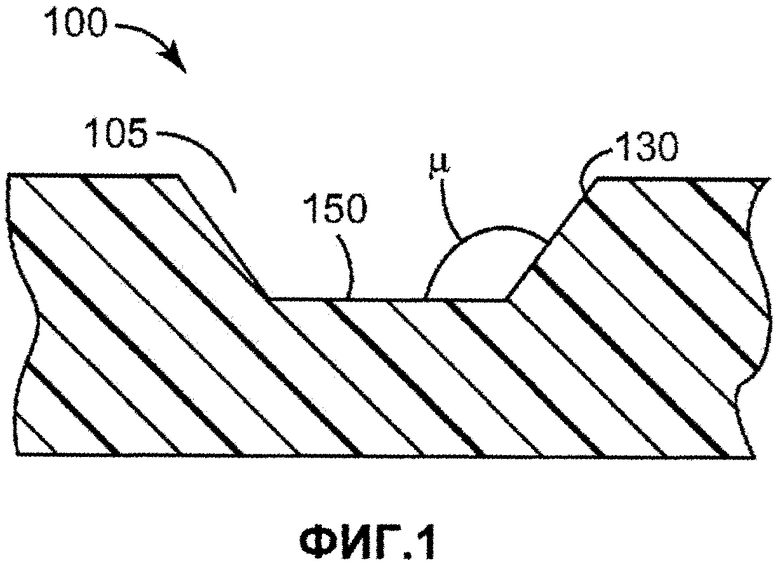
1. Формованная керамическая абразивная частица, имеющая:
первую поверхность, периметр которой состоит как минимум из первого и второго ребер, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренние острые углы, причем периметр содержит как минимум четыре вершины, образующие внутренние острые углы;
вторую поверхность, расположенную напротив первой и не соприкасающейся с ней; и
периферийную поверхность, расположенную между первой и второй поверхностями, соединяя их, причем периферийная поверхность включает в себя первую стенку, соприкасающуюся с периметром на первом ребре, причем периферийная поверхность включает в себя вторую стенку, соприкасающуюся с периметром на втором ребре, причем периферийная поверхность имеет первую заданную форму.
2. Формованная керамическая абразивная частица по п. 1, в которой первый острый внутренний угол имеет значение в диапазоне от 5 до 55° включительно.
3. Формованная керамическая абразивная частица по п. 1, в которой толщина формованной керамической абразивной частицы меньше или равна одной трети ее ширины.
4. Формованная керамическая абразивная частица по п. 1, в которой формованные керамические абразивные частицы состоят в основном из керамического материала.
5. Абразивная смесь, содержащая абразивные частицы, как минимум 10% которых в числовом выражении состоит из формованных керамических абразивных частиц по любому из пп. 1-4.
6. Абразивное изделие, содержащее абразивную смесь по п. 5, абразивные частицы которой закреплены в связующей среде.
7. Абразивное изделие по п. 6, в котором абразивное изделие представляет собой абразивное изделие со связующим.
8. Абразивное изделие по п. 7, в котором абразивное изделие представляет собой абразивный круг со связующим.
9. Абразивное изделие по п. 6, в котором абразивное изделие представляет собой покрытое абразивное изделие, причем покрытое абразивное изделие содержит множество абразивных частиц, прикрепленных к подложке, имеющей третью главную поверхность и противоположную ей четвертую главную поверхность.
10. Абразивное изделие по п. 6, в котором абразивное изделие представляет собой абразивное изделие на нетканой основе, которое содержит абразивную смесь, прикрепленную к открыто-пористому волоконному основанию.
11. Способ изготовления формованных керамических частиц, включающий:
(а) обеспечение изложницы, создающей литейную полость, причем в литейной полости имеется наружное отверстие, определенное периметром, где периметр содержит как минимум первое и второе ребра, причем первая зона периметра включает в себя второе ребро и распространяется вовнутрь, заканчиваясь на двух вершинах, образующих первый и второй внутренние острые углы, при этом периметр содержит как минимум четыре вершины, образующие внутренние острые углы, а литейная полость охватывается сбоку периферийной литейной поверхностью, включающей в себя первую стенку изложницы, пересекающую периметр на первом ребре, и вторую стенку изложницы, пересекающую периметр на втором ребре;
(b) помещение исходного керамического материала в литейную полость;
(c) преобразование исходного керамического материала внутри литейной полости в формованную исходную керамическую частицу; и
(d) преобразование формованной исходной формованной керамической частицы в формованную керамическую абразивную частицу.
12. Способ по п. 11, в котором первый острый внутренний угол первого ребра имеет значение в диапазоне от 5 до 55° включительно.
13. Способ по п. 11, который дополнительно включает в себя отделение формованной керамической исходной частицы от изложницы перед шагом d.
14. Способ по п. 13, в котором шаг d включает в себя агломерирование формованной керамической исходной частицы.
15. Способ по п. 13, в котором шаг d включает в себя обжиг формованной исходной керамической частицы для создания кальцинированной формованной исходной керамической частицы и агломерирование кальцинированной формованной исходной керамической частицы.
16. Способ по любому из пп. 11-15, в котором формованная керамическая абразивная частица содержит альфа-глинозем.
| US 8142891 B2, 27.03.2012 | |||
| АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2002 |
|
RU2303621C2 |
| WO 2011139562 A3, 10.11.2011. | |||

