Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству формирования пучков щетин для использования в щеточном уплотнении.
Уровень техники
Щеточные уплотнения включают в себя большое количество щетинок (которые содержат выровненные проволоки или волокна), которые, как правило, удерживаются на одном конце и свободны на другом. Одним из известных способов производства таких щеточных уплотнений является создание пучка (или пакета), содержащего известное количество щетинок, временно удерживаемых друг с другом с помощью определенных средств. В процессе дальнейших технологических операций отдельные пучки помещают между передней и задней пластинами для формирования щеточного уплотнения. После того как щеточное уплотнение собрано, временные средства удерживания пучков удаляют соответствующим способом для того, чтобы создать равномерное щеточное уплотнение с известным количеством щетинок.
Раскрытие изобретения
Настоящее изобретение относится к устройству формирования многонитеевых пучков для применения в щеточном уплотнении, содержащем опору для удержания конца мотка выровненных проволок или волокон и клеевой резервуар, имеющий размеры, обеспечивающие прием конца мотка, причем опора и резервуар выполнены с возможностью относительного перемещения, благодаря чему обеспечена возможность ввода указанного конца в клеевой резервуар, таким образом, что клей может склеивать проволоки или волокна и формировать пучок, и резак для разрезания проволок или волокон по длине после их удерживания опорой.
Таким образом, варианты осуществления настоящего изобретения выполнены для создания пучка, в котором проволоки или волокна удерживаются на одном конце и свободны на другом. Это дает преимущество по сравнению с существующими методами производства, где щетинки, как правило, удерживаются по всей длине. Варианты осуществления настоящего изобретения дают возможность создания усовершенствованного автоматизированного способа производства и обеспечивают улучшенную фиксацию волокон в пучке. Таким образом, варианты осуществления настоящего изобретения могут уменьшить или устранить необходимость привлечения квалифицированного оператора.
Термин "моток" в данном описании относится к имеющему много нитей отрезку проволок и волокон, в котором проволоки и волокна выровнены.
Резак может быть использован для резки мотка до, после или во время склеивания. Обычно резак может быть выполнен для резки мотка на необходимую длину при удерживания мотка опорой.
Опора может быть закрепленной, а резервуар - подвижным относительно опоры. Преимущество заключается в том, что это дает возможность выравнивания, опоры, захвата и формирования конца неподвижного мотка проволок до их соединения вместе контролируемым и воспроизводимым способом путем погружения в выровненный и подвижный клеевой резервуар/направляющую резервуара. Излишек клея можно вытереть с мотка при отводе резервуара/опоры. Например, излишек клея может быть вытерт с мотка посредством отверстия резервуара.
Опора может содержать зажим. Указанный, или каждый, зажим может быть выполнен для захвата мотка. Зажим может быть образован противолежащими губками. Например, зажимы могут быть выполнены с возможностью перемещения в направлении, по существу перпендикулярном продольной оси мотка. Одна или обе губки могут быть снабжены выемкой для приема и выравнивания мотка. В закрытом положении выемка или выемки могут образовывать отверстие, в котором удерживается моток. Губки могут быть выполнены с перекрытием в закрытом положении и могут, например, быть снабжены взаимно блокирующими профилями.
Опора может содержать множество зажимов. В закрытом положении каждый зажим может образовывать отличающееся отверстие. Например, первый зажим может быть выполнен для сбора нитей мотка в плотную компоновку, а второй зажим может быть выполнен для сжимания волокон до нитей нужного поперечного сечения и/или формы.
В резервуаре имеется отверстие для приема указанного конца мотка, причем отверстие имеет поперечное сечение до 50% больше, чем поперечное сечение конца. Моток может удерживаться выровненным по существу параллельно оси, и в этом случае резервуар может быть обращен вдоль этой оси. Альтернативно резервуар может проходить по существу вертикально, а опора выполнена с возможностью поворота по существу 90° для введения конца в резервуар.
Одна или более излучающих ламп могут быть выполнены для отверждения клея, нанесенного на указанный конец. Излучающие лампы могут быть выполнены на устройстве, например, на опоре.
Дополнительно в устройстве может быть установлен механизм для продвижения к опоре мотка параллельных проволок или волокон. Например, в устройстве может быть установлен механизм для продвижения мотка вдоль своей оси. Для прерывистого продвижения мотка после выпуска опорой каждого сформованного пучка может быть предусмотрены средства управления.
Резак может быть выполнен с возможностью перемещения вдоль продольной оси мотка. Таким образом, длина отрезанного пучка может регулироваться. Резак может быть подвижным по вертикали и по горизонтали для облегчения оптимального выравнивания резака с мотком.
Изобретение включает пучок, изготовленный с помощью данного устройства. Проволоки могут быть металлическими. Волокна могут быть любыми неметаллическими волокна, включая углеродные волокна.
Хотя выше было дано определение изобретения, оно включает в себя любое оригинальное сочетание признаков, изложенных в данном описании.
Краткое описание чертежей
Изобретение может быть осуществлено различными способами, и конкретные варианты будут описаны ниже на примерах со ссылками на прилагаемые чертежи, на которых:
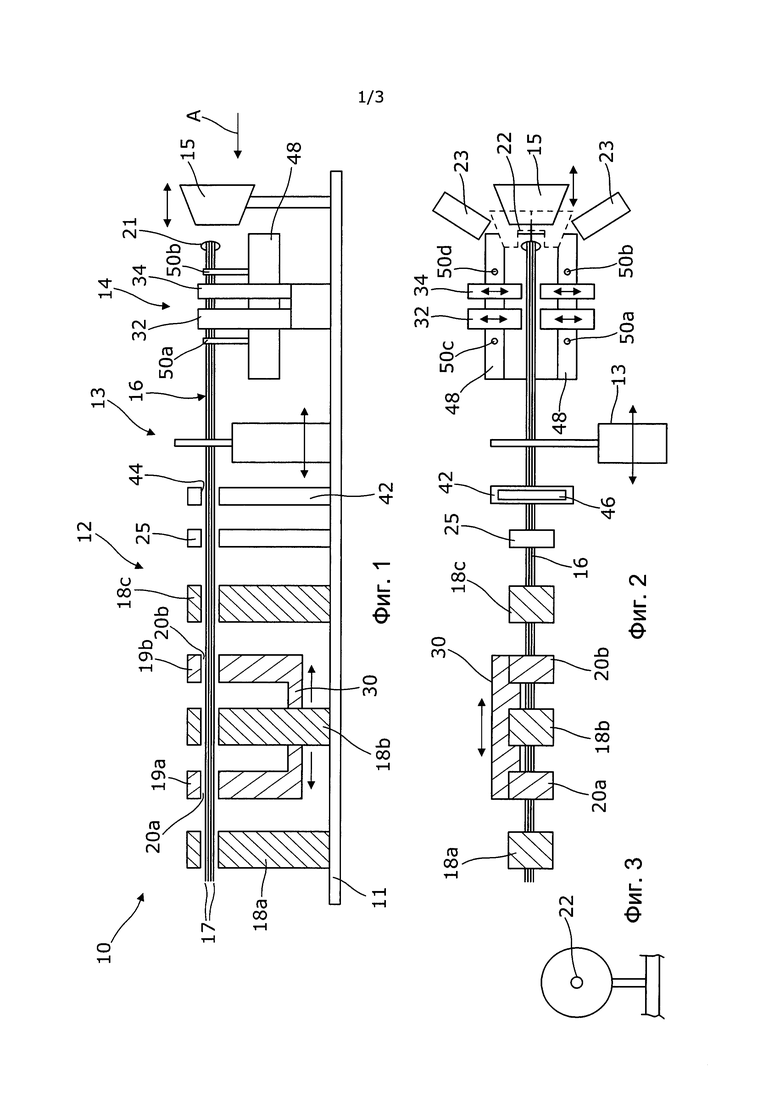
Фиг. 1 представляет схематический вид сбоку устройства для формирования пучков;
Фиг. 2 представляет собой вид сверху устройства, показанного на фиг. 1;
Фиг. 3 представляет собой вид с конца клеящей головки устройства, показанного на фиг. 1, по стрелке А;
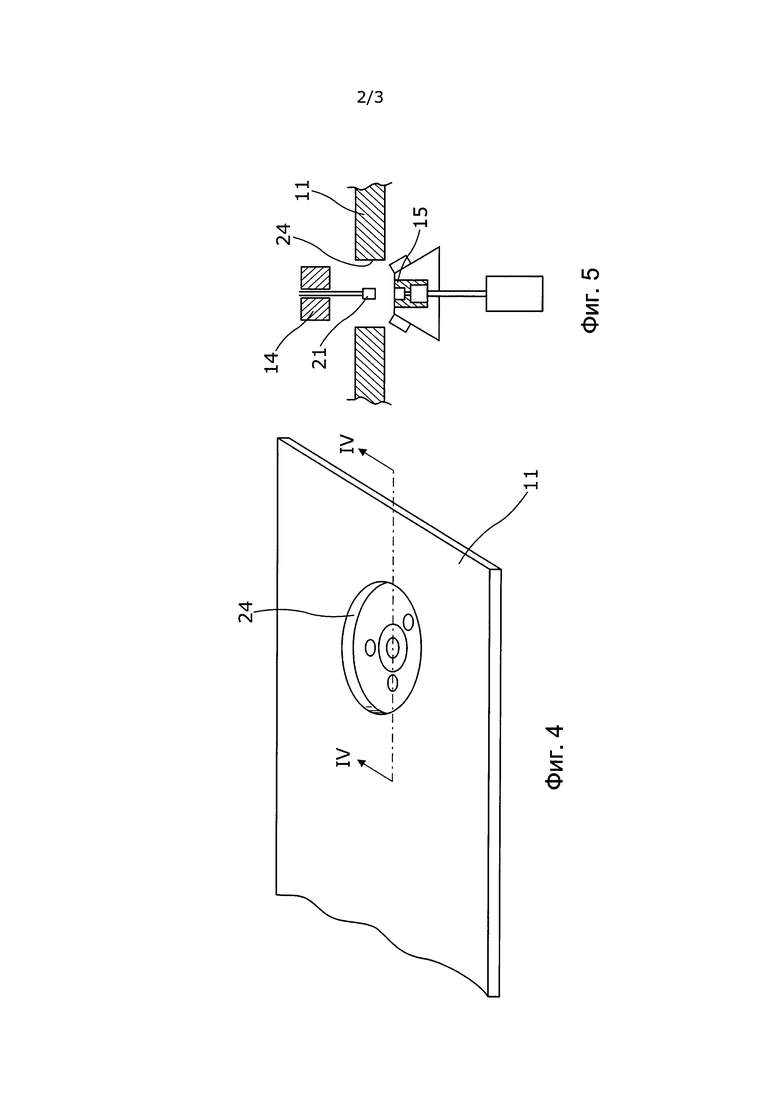
Фиг. 4 представляет собой вид сверху на одной стороне альтернативного варианта клеящей головки;
Фиг. 5 представляет собой схематический поперечный разрез фиг. 4 по линии IV-IV; и
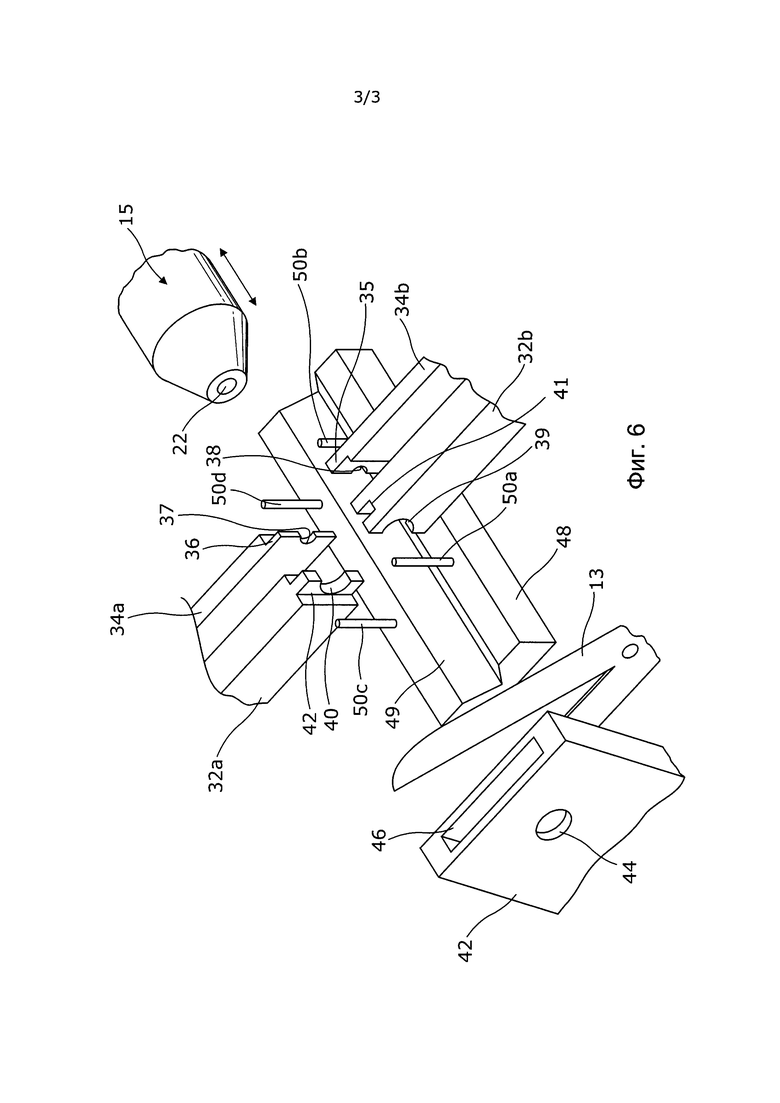
Фиг. 6 представляет собой схематическое трехмерное изображение резака, опоры и клеящей головки для использования в вариантах осуществления настоящего изобретения.
Осуществление изобретения
Устройство формования пучков в целом обозначено поз. 10. Оно содержит опорную плиту 11, механизм подачи, в целом обозначенный поз. 12, режущий механизм 13, опору 14 и клеящую головку 15. Элементы 12-15 размещены на расстоянии друг от друга вдоль траектории движения мотка 16. Элементы 12-15, как правило, выровнены по общей оси, вдоль которой моток удерживается при использовании. В частности, взаимодействующие с мотком части механизма 12 подачи, опора 14, клеящая головка 15 расположены концентрично вокруг указанной общей оси.
Моток обычно формируется из множества выровненных нитей, конкретный материал выбирают в соответствии с окружающей средой, в которой конкретное щеточное уплотнение должно использоваться. Моток в равной степени может быть сформирован из выровненных волокон или ниток из неметаллических материалов, таких как углеродное волокно. В общем, проволоки или волокна должны располагаться параллельно. Отдельные проволоки или волокна обозначены поз. 17, но следует иметь в виду, что в практическом варианте в пучок может входить значительное количество проволок.
Механизм 12 подачи содержит направляющие опоры 18 и захватные головки 19. Захватные головки 19 имеют губки, в целом обозначенные 20, которые могут захватывать и высвобождать заготовку 16. Захватные головки 19а, 19b выполнены с возможностью перемещения относительно направляющих опор 18а, 18b и 18с. Захватные головки 19а, 19b могут быть соединены со столом 30 с параллельными подвижными захватами для обеспечения синхронного перемещения захватных головоки 19. Во время работы захватные головки могут размещены для взаимодействия с мотком путем закрытия губок 20 до перемещения для продвижения мотка 16 в направлении клеящей головки 15. Захватные губки 20 отпускают моток 16 в конце своего перемещения перед возвратом захватных головок 19а и 19b в свое исходное положение, при этом движение мотка 16 поддерживается направляющими опорами 18. Также выполнен фиксированный захват 25, который захватывает моток после перемещения захватных головок 20 для того, чтобы предотвратить любое непреднамеренное обратное движение мотка 16 во время возврата захватных головок в свое исходное положение. Кроме того (как описано более подробно ниже), с мотком 16 может взаимодействовать опора 14. Перемещение захватных головок 19 может быть устроено так, что единичное перемещение головок перемещает моток на расстояние, необходимое для формирования одного пучка
В альтернативном варианте захватные головки 19а и 19b могут выполнены с возможностью относительного перемещения вдоль пути таким образом, что, например, когда губки 20а захватной головки 19а закрыты, а губки 20b захватной головки 19b открыты, захватная головка 19а может перемещаться слева направо для продвижения мотка 16 через открытые губки 20b захватной головки 19b. Затем губки 20b закрываются, а губки 20а захватной головки 19а открываются для ее возвращения в исходное положение. Таким образом, моток 16 продвигается на расстояние между захватными головками 19а, 19b. Это расстояние равно примерной длине заданного пучка. Направляющие опоры 18 в этом варианте при необходимости могут быть исключены.
В своей самой простой форме механизм резки 13 может быть представлен парой механических ножниц, но это может быть лазер или другое соответственное режущее устройство. С некоторым удивлением заявители обнаружили, что для того, чтобы избежать нежелательной сварки отдельных волокон в пучке, наиболее эффективно применение механического резака. Как будет объяснено ниже, резак 13 отрезает моток 16 в нужный момент для резки проволок 17 в пучке по длине.
Механизм 13 резки может быть подвижным относительно опоры 14, что позволит регулировать длину пучков. Преимущество в том, что это позволит регулировать длину пучков без необходимости перемещения мотка 16 (что может снизить вероятность неправильного выравнивания волокон). Для поддержки и/или выравнивания мотка 16 в месте резки рядом с механизмом резки 13 может быть установлен выравнивающий блок 42. В блоке 42 имеется отверстие 44, сквозь которое проходят нитки мотка 16. Блок также может быть снабжен пазом 46 для приема вставки (не показана). Во вставке имеется отверстие, которое совмещено (как правило, соосно) с отверстием 44 при их позиционировании в пазу 46. Таким образом, паз и вставка могут быть использованы для быстрой переналадки выравнивающего блока 42 для получения мотков разного размера и/или формы.
Продвигаемый моток 16 перемещается в открываемые и закрываемые губки опоры 14, с помощью которых конец 21 мотка 16 выталкивается к правой стороне опоры 14. Как лучше всего видно из фиг. 6, опора 14 может быть снабжена многозажимным устройством для удержания мотка 16. Первый зажим 32 может быть предназначен для сбора и удержания волокон мотка, а второй формовочный зажим 34 может быть предназначен для образования более плотного мотка 16 с заданным размером поперечного сечения и/или формой пучка перед склеиванием конца 21 мотка. Зажим 32 и формовочный зажим 34 снабжены концевыми профилями, которые предназначены для взаимодействия с мотком. Концевые профили содержат противоположные пары выемок 39 и 40, 37 и 38, которые в закрытом положении образуют отверстие, внутри которого будет удерживаться моток 16. Отверстие, образованное выемками 39 и 40 зажима 32, предпочтительно имеет больший диаметр, чем отверстие, образованное пазами 37 и 38 формовочного зажима 34. Для обеспечения правильного совмещения губок зажимов 32, 34 они также могут быть снабжены блокировочными концевыми профилями.
В примере, показанном на фиг. 6, блокировочный зажим 32 содержит язычок 42 на первой части зажима 32а и дополняющее углубление 41 на противоположной части зажима 32b. Формовочный зажим 34 снабжен блокировкой в виде ступенчатых противоположных углублений 35 и 36 на соответствующих частях зажима 34а и 34b таким образом, что в закрытом положении губки могут перекрывать друг друга (в виде соединения внахлестку). Во время приведения в действие зажим 32 может воздействовать на формовочный зажим 34 таким образом, что его концы достигнут мотка 16 раньше, чем концы формовочного зажима 34. В одном из конкретных вариантов зажим 32 и формовочный зажим 36 приводятся в действие с помощью общего приводного механизма, и концы зажима 32 могут быть достаточно упругими и оставаться сжатыми после закрытия, разрешая последующее перемещение приводного механизма для закрытия формовочного зажима 34. Например, зажим 32 может быть присоединен к приводному механизму через пружину.
Клеевая головка 15 имеет клеевой резервуар 22 с открытым концом, обращенный к концу 21 и выровненный с ним для приема конца 21. Это может быть достигнуто путем перемещения опоры 14 или клеевой головки 15, либо их обоих. На виде сверху, клеевая головка 15 переместилась в положение приклеивания, как показано пунктирной линией, в котором конец 21 находится в резервуаре 22 и покрывается клеем. Если должна перемещаться опора 14, то моток 16 необходимо отрезать до начала этого движения, а чтобы подобрать моток снова, опора 14 должна будет перемещаться справа налево. В качестве альтернативы обе губки 20 могут быть разжаты для проталкивания мотка через них, и в этом случае захватные головки 18 и 19 могут быть расположены ближе друг к другу.
Излучающие лампы 23, которые могут быть ультрафиолетовыми, размещены для отверждения клея, нанесенного на конец 21 клеевой головкой 15. После отверждения клея и обрезки мотка губки зажимов 32 и 34 в опоре 14 выпускают пучок таким образом, что он падает в установочный лоток 49, который может иметь углубление 49, например V-образное углубление, чтобы точно позиционировать пучок. Пучок может быть впоследствии удален из лотка 49 с помощью подходящего автоматизированного механизма. Для того чтобы гарантировать, что пучок точно выпущен из губок опоры 14 в лоток 49, могут быть предусмотрены выступающие вверх штифты 50 скольжения. Каждый штифт расположен сбоку от мотка 16 и проходит вверх от лотка 49 к концу, который выше вертикального положения мотка. В открытом положении по меньшей мере выемки 39 и 40, 37 и 38 губок зажимов 32 и 34 проходят за штифты 50 в направлении их приведения в действие (поперечного к продольной оси мотка 16). После удаления из лотка 49 полученный пучок может быть помещен в оправку или кассету для последующего производства щеточного уплотнения.
На фиг. 4 и 5 показан альтернативный вариант. В этом случае клеевая головка 15 располагается ниже отверстия 24 в опорной плите 11. Клеевая головка устанавливается на валу толкателя так, чтобы она могла подниматься и опускаться по существу на 180°, так что конец 21 может быть подведен к клеевой головке. Такое расположение имеет то преимущество, что уменьшает вероятность того, что клей будет стекать.
Размер отверстия резервуара 22 будет в значительной степени определять размер конца пучка. Поэтому предпочтительное отверстие имеет поперечное сечение до 50% большее, чем поперечное сечение конца пучка.
Несмотря на то, что настоящее изобретение было представлено со ссылками на один или более предпочтительных вариантов осуществления, следует принять во внимание, что могут быть сделаны различные изменения и модификации без отступления от сущности и объема изобретения, как определено в прилагаемой формуле изобретения.
Устройство (10) формирования многонитеевых пучков для применения в щеточном уплотнении, содержащее опору (14) для удержания конца мотка (16) выровненных проволок или волокон и клеевой резервуар (15), имеющий размеры, обеспечивающие прием конца мотка. Опора (14) и резервуар (15) выполнены с возможностью относительного перемещения, благодаря чему обеспечена возможность ввода указанного конца в клеевой резервуар, так что клей может склеивать проволоки или волокна на указанном конце и формировать пучок. Также выполнен резак (13) для разрезания проволок или волокон по длине после их удерживания опорой (14). 9 з.п. ф-лы, 6 ил.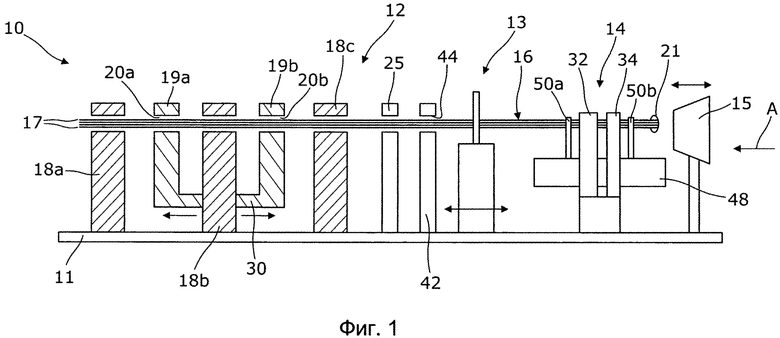
1. Устройство формирования многонитевых пучков для применения в щеточном уплотнении, содержащее
- опору для удержания конца мотка выровненных проволок или волокон и
- клеевой резервуар, имеющий размеры, обеспечивающие прием конца мотка,
причем опора и резервуар выполнены с возможностью относительного перемещения,
благодаря чему обеспечена возможность ввода указанного конца в клеевой резервуар, так что клей может склеивать проволоки или волокна на указанном конце и формировать пучок, и
- резак для разрезания проволок или волокон по длине после их удерживания опорой.
2. Устройство по п. 1, в котором резак предназначен для резки мотка до, после или во время склеивания.
3. Устройство по п. 1, в котором резервуар имеет отверстие для приема конца,
причем отверстие имеет поперечное сечение до 50% больше, чем поперечное сечение конца.
4. Устройство по любому из пп. 1-3, в котором моток при использовании удерживается выровненным по существу параллельно продольной оси устройства, а клеевой резервуар обращен вдоль указанной оси.
5. Устройство по любому из пп. 1-3, в котором резервуар проходит по существу вертикально, а опора выполнена с возможностью поворота по существу 90° для введения конца в резервуар.
6. Устройство по любому из пп. 1-3, дополнительно включающее в себя одну или более излучающих ламп для отверждения клея, нанесенного на конец.
7. Устройство по любому из пп. 1-3, содержащее механизм продвижения к опоре мотка параллельных проволок или волокон.
8 Устройство по любому из пп. 1-3, в котором опора содержит по меньшей мере один зажим.
9. Устройство по п. 8, в котором опора содержит первый зажим, выполненный для сбора нитей мотка в плотную компоновку, и второй зажим, выполненный для сжимания нитей до размера нужного поперечного сечения и/или формы.
10. Устройство по любому из пп. 1-3 или 9, в котором резак выполнен с возможностью перемещения вдоль продольной оси мотка.
| US 4954305 A, 04.09.1990 | |||
| US 5183197 A, 02.02.1993 | |||
| Способ изготовления щеточного уплотнения | 1990 |
|
SU1756702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |

