Изобретение относится к машиностроению и может быть использовано предприятиями, осуществляющими ремонт синхронизаторов коробок передач, в частности зубьев каретки синхронизатора.
Известен способ восстановления шлицевых соединений, при котором шлицы восстанавливают дуговой наплавкой с последующей нормализацией, токарной обработкой, фрезерованием, термической обработкой и шлифованием (Молодык Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. - М.: Машиностроение, 1989. - С. 367-371).
Этот способ имеет недостатки, заключающиеся в том, что при обработке наплавленного слоя металла в виде валика с припуском по радиусу и по окружности, образующегося при восстановлении шлицов каретки синхронизатора, происходит повышенный износ режущего инструмента и сколы из-за высокой твердости HRC 52…53 и несплошности восстановленного шлицевого элемента. Возникает необходимость токарной и фрезерной обработки с использованием специальной фрезерной головки, оснащенной твердосплавными наплавками ВК6, ВК8. Технология трудоемка и не всегда экономически выгодна.
Наиболее близким по технической сущности является способ ремонта упрочненной азотированием шейки коленчатого вала двигателя внутреннего сгорания, включающий обработку в установленные ремонтные размеры, отличающийся тем, что предварительно производится снятие с шейки материала оставшегося упрочненного азотированием слоя с помощью электроэрозионной обработки на глубину 0,4 мм, после которой производят закалку шейки током высокой частоты, шлифовку в ремонтный размер и полирование шейки (патент № RU 2487002 С2, 03.10.2011, В23Р 6/00).
Прототип имеет недостатки, заключающиеся в том, что он используется для подготовки поверхности под последующую обработку, поэтому электроды не настроены на воспроизводство исходной рабочей поверхности; каждый следующий ремонт вала осуществляется под очередной ремонтный размер, что ведет к выбраковке вала по окончании ряда ремонтных размеров; если деталь не имеет ремонтных размеров, то возможность восстановления данным способом вовсе исключается.
Техническим результатом предлагаемого изобретения является обеспечение возможности многократного восстановления поверхности зубьев каретки синхронизатора без механической обработки до номинального размера, требуемой формы и чистоты поверхности путем наплавки с помощью проволоки из материала с высокой твердостью слоя на изношенную поверхность зубьев каретки синхронизатора в среде углекислого газа с последующей электроэрозионной обработкой слоя наплавленного высокотвердого материала с использованием шаблонного графитового электрода-инструмента, поверхность которого представляет собой копию поверхности сопряжения ответной детали.
Указанный технический результат достигается тем, в способе восстановления изношенной поверхности зубьев каретки синхронизатора, характеризующемся тем, что наплавляют с помощью проволоки из материала с высокой твердостью слой на изношенную поверхность в среде углекислого газа, восстанавливают поверхность зубьев до номинального размера, требуемой формы и чистоты поверхности путем электроэрозионной обработки слоя наплавленного высокотвердого материала с использованием шаблонного графитового электрода-инструмента, поверхность которого представляет собой копию поверхности сопряжения ответной детали.
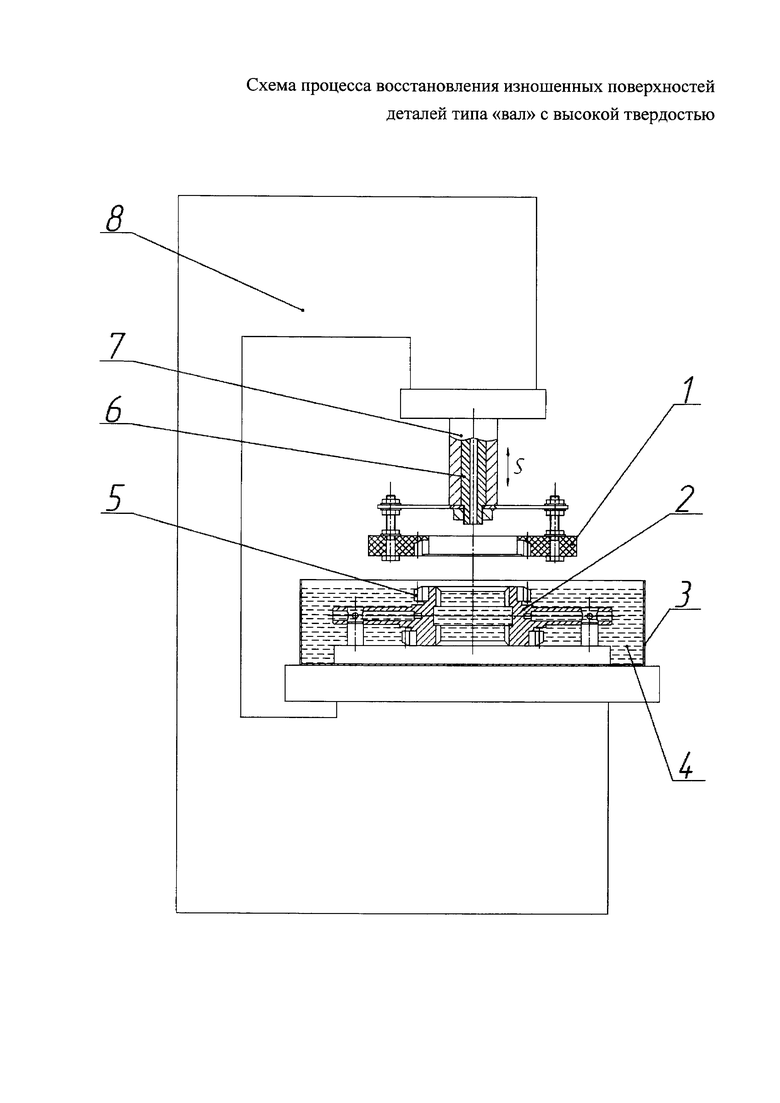
На чертеже показана схема способа восстановления изношенных поверхностей зубьев каретки синхронизатора.
На схеме: 1 - шаблонный графитовый электрод-инструмент, поверхность которого представляет собой копию поверхности сопряжения ответной детали; 2 - каретка синхронизатора; 3 - ванна; 4 - охлаждающая жидкость; 5 - наплавленный высокотвердый материал (порядка HRC 52…53); 6 - электродержатель; 7 - шпиндель станка, обеспечивающий поступательное движение S электрода-инструмента; 8 - электроэрозионный копировально-прошивной станок.
Способ осуществляется следующим образом.
Предварительно на изношенной поверхности зубьев каретки синхронизатора выполняется наплавка проволоки из материала с высокой твердостью, например с помощью проволоки 51 ХФА, в среде углекислого газа, например на полуавтомате А547-У. Затем по форме зубьев каретки синхронизатора изготавливают шаблонный графитовый электрод-инструмент 1, поверхность которого представляет собой копию поверхности сопряжения ответной детали. Для восстановления изношенной поверхности шлицов каретки синхронизатора 2 ее погружают в ванну 3, заполненную охлаждающей жидкостью 4. Производят настройку режимов работы электроэрозионного копировально-прошивного станка 8 в соответствие с характеристиками слоя наплавленного высокотвердого материала 5 для обеспечения требуемых размеров, формы и чистоты поверхности. В процессе электроэрозионной обработки ток поступает на шаблонный электрод-инструмент 1 через электродержатель 6. Электроэрозионная обработка слоя наплавленного высокотвердого материала происходит при поступательном движении S шаблонного электрода-инструмента 1, которое обеспечивает шпиндель 7 электроэрозионного копировально-прошивного станка 8.
Предложенным способом восстанавливают размеры, форму и обеспечивают требуемую чистоту поверхности зубьев с любым профилем, например эвольвентным.
Таким образом, по сравнению с прототипом, заявленный способ восстановления изношенной поверхности зубьев каретки синхронизатора со слоем наплавленного высокотвердого материала обеспечивает возможность многократного восстановления поверхности зубьев каретки синхронизатора без механической обработки до номинального размера, требуемой формы и чистоты путем наплавки с помощью проволоки из материала с высокой твердостью слоя на изношенную поверхность в среде углекислого газа с последующей электроэрозионной обработкой слоя наплавленного высокотвердого материала шаблонным графитовым электродом-инструментом, поверхность которого представляет собой копию поверхностей сопряжения ответной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изношенной поверхности шлицов каретки синхронизатора | 2015 |
|
RU2622551C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАРУЖНОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ БЕЛОГО ЧУГУНА | 2011 |
|
RU2516418C2 |
| Способ электроэрозионной обработки пары соосно расположенных зубчатых венцов длинного термоупрочненного ролика | 2018 |
|
RU2697547C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| Способ восстановления рабочей гравюры штампового инструмента | 2022 |
|
RU2794078C1 |
| Способ восстановления поверхностей катания железнодорожных колес колесных пар | 2017 |
|
RU2651844C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| Способ восстановления зубьев ковша экскаватора | 1981 |
|
SU998552A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
Изобретение относится к машиностроению и может быть использовано при ремонте деталей, в частности зубьев каретки синхронизатора. В способе наплавляют с помощью проволоки из материала с высокой твердостью слой в среде углекислого газа, затем восстанавливают поверхность зубьев до номинального размера, требуемой формы и чистоты поверхности путем электроэрозионной обработки слоя наплавленного высокотвердого материала с использованием шаблонного графитового электрода-инструмента, поверхность которого представляет собой копию поверхности сопряжения ответной детали. Техническим результатом предлагаемого изобретения является обеспечение возможности многократного восстановления поверхности зубьев каретки синхронизатора без механической обработки до номинального размера, требуемой формы и чистоты поверхности. 1 ил.
Способ восстановления изношенной поверхности зубьев каретки синхронизатора, характеризующийся тем, что с помощью проволоки из материала с высокой твердостью наплавляют слой на изношенную поверхность в среде углекислого газа, затем восстанавливают поверхность зубьев до номинального размера, требуемой формы и чистоты поверхности путем электроэрозионной обработки слоя наплавленного высокотвердого материала с использованием шаблонного графитового электрода-инструмента, поверхность которого представляет собой копию поверхности сопряжения ответной детали.
| СПОСОБ РЕМОНТА УПРОЧНЕННЫХ АЗОТИРОВАНИЕМ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2487002C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2252122C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2524470C2 |
| Способ восстановления деталей | 1978 |
|
SU731659A1 |
| JPH 0760342 A, 07.03.1995. | |||

