Область техники изобретения
[0001] Настоящее изобретение в целом относится к сварочным электродам с флюсовым сердечником для дуговой сварки в защитном газе и, в частности, к сварочным электродам с флюсовым сердечником для дуговой сварки в защитном газе, имеющим низкое содержание марганца.
Уровень техники изобретения
[0002] Технические требования к электродам с флюсовым сердечником, предназначенным для сварки углеродистых сталей, установлены стандартами Американского общества по сварке AWS А5.20/А5.20М и AWS А5.36/А5.36М, а также аналогичными международными стандартами. В соответствии с AWS А5.20/А5.20М и AWS А5.36/А5.36М для электродов с флюсовым сердечником для сварки углеродистой стали в защитном газе, классифицированным как Е7ХТ-1С, Е7ХТ-1М, Е7ХТ-9С, Е7ХТ-9М, Е7ХТ-12С и Е7ХТ-12М и содержащим шлакообразующие системы на основе диоксида титана (TiO2), требуется содержание легирующих добавок в металле сварочного шва не более 1,75% марганца (1,60% в случае типа Е7ХТ-12), 0,12% углерода, 0,90% кремния, 0,20% хрома, 0,50% никеля, 0,30% молибдена, 0,08% ванадия и 0,35% меди. Несмотря на то, что никель благотворно влияет на вязкость и пластичность металла сварочного шва, максимально допустимый уровень никеля в электродах вышеназванных типов четко определен. Таким образом, для получения оптимальных свойств металла сварочного шва уровни углерода, марганца, молибдена и кремния, как правило, корректируется.
[0003] Для получения необходимых значений вязкости, прочности и пластичности металла сварочного шва традиционные сварочные электроды с флюсовым сердечником для сварки в защитном газе со шлакообразующей системой на основе диоксида титана, как правило, содержат значительные уровни марганца и могут содержать небольшие концентрации бора. Недостаток традиционных электродов с флюсовым сердечником для сварки в среде защитном газе, содержащим шлаковые системы на основе диоксида титана, заключается в том, что значительные уровни марганца в составе таких электродов не позволяют обеспечить соответствие некоторым требованиям по выбросу загрязняющих веществ в атмосферу. Например, согласно требованиям вступившего недавно в силу стандарта по Контролю опасных загрязнителей атмосферы при производстве металла (MFHAP), принятого Агентством по охране окружающей среды США и включенного в раздел 40, часть 63, глава ХХХХХХ Свода федеральных нормативных актов, содержание марганца в составе некоторых типов электродов не должно превышать 1,0 весовой процент от общего веса электрода.
[0004] Задача настоящего изобретения состоит в обеспечении электрода с флюсовым сердечником для сварки в защитном газе со шлакообразующей системой на основе диоксида титана, которая имеет относительно низкое содержание марганца и позволяет получить сварочные аэрозоли, содержащие относительно низкие уровни марганца, но позволяет получить наплавленное покрытие, имеющее механические свойства, отвечающие определенным установленным требованиям.
Сущность изобретения
[0005] Настоящее изобретение обеспечивает сварочный электрод с флюсовым сердечником для сварки в защитном газе, содержащий оболочку из сплава на основе железа и сердечник внутри оболочки. В состав сердечника и оболочки входят, в весовых процентах от суммарного веса сердечника и оболочки: 0,25-1,50 марганца; 0,02-0,12 углерода; 0,003-0,02 бора; 0,2-1,5 кремния; 0-0,3 молибдена; по меньшей мере одно из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5; 3-12 диоксида титана; по меньшей мере один стабилизирующий дугу компонент, при этом общее содержание стабилизирующих дугу компонентов составляет 0,05-1,0; не более 10 дополнительных компонентов флюса; остаток составляют случайные примеси, включая железо. Сварочный электрод содержит существенно меньше марганца, чем некоторые традиционные серийно выпускаемые сварочные электроды с флюсовым сердечником для сварки в защитном газе. Техническим результатом является обеспечение такой же прочности и иных свойств металла сварочного шва, как и при использовании традиционных электродов, имеющих значительно более высокое содержание марганца.
[0006] Специалисту в области техники станут очевидны преимущества настоящего изобретения после ознакомления с изложенным ниже подробным описанием некоторых вариантов осуществления изобретения, не имеющих ограничительного характера. Кроме этого, специалист также сможет осмыслить такие дополнительные свойства и преимущества настоящего изобретения после осуществления и (или) использования вариантов настоящего изобретения.
Краткое описание чертежей
[0007] Ниже в качестве примера следует описание конкретных вариантов осуществления раскрытого устройства со ссылкой на нижеследующие чертежи, среди которых:
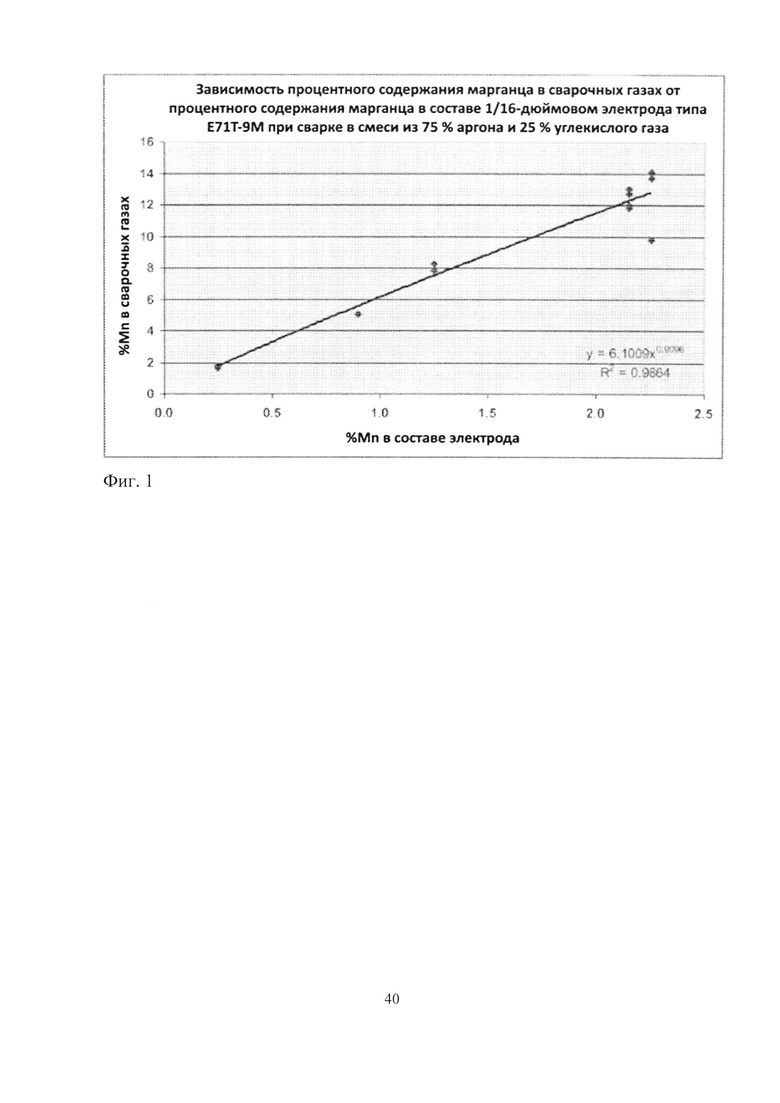
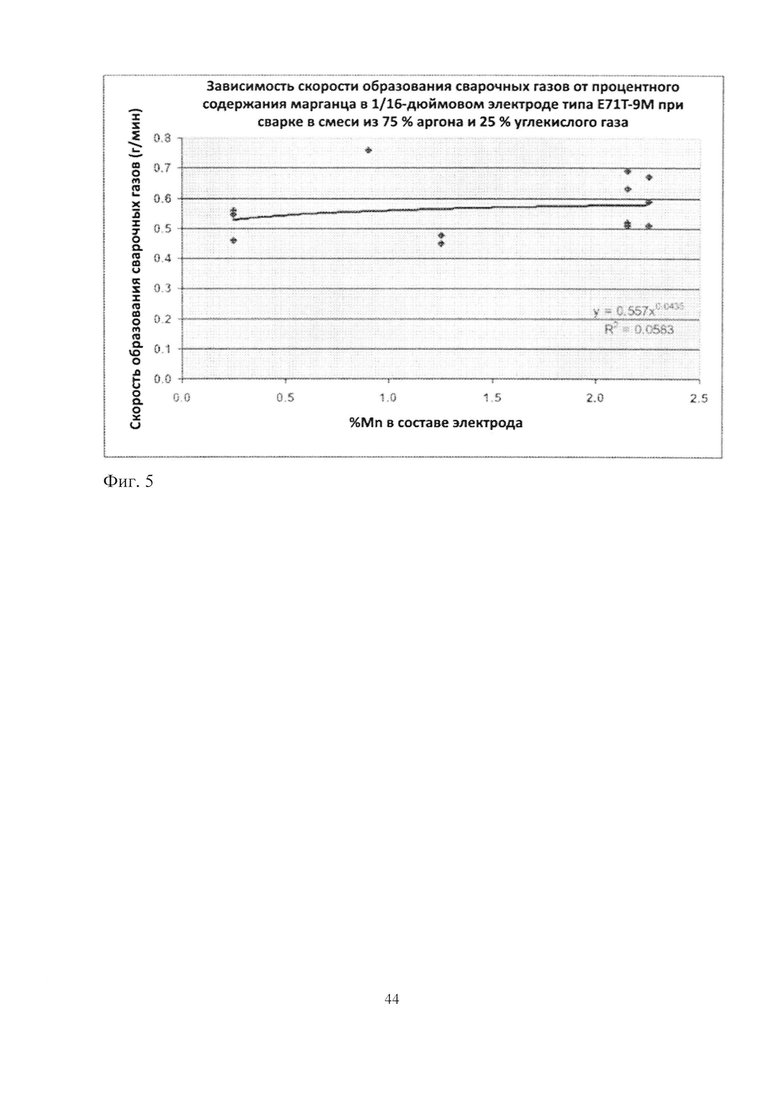
[0008] На Фиг. 1 - график весового процента содержания марганца в сварочных аэрозолях от концентрации марганца в 1/16-дюймовом сварочном электроде типа Е71Т-9М с флюсовым сердечником во время дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2.
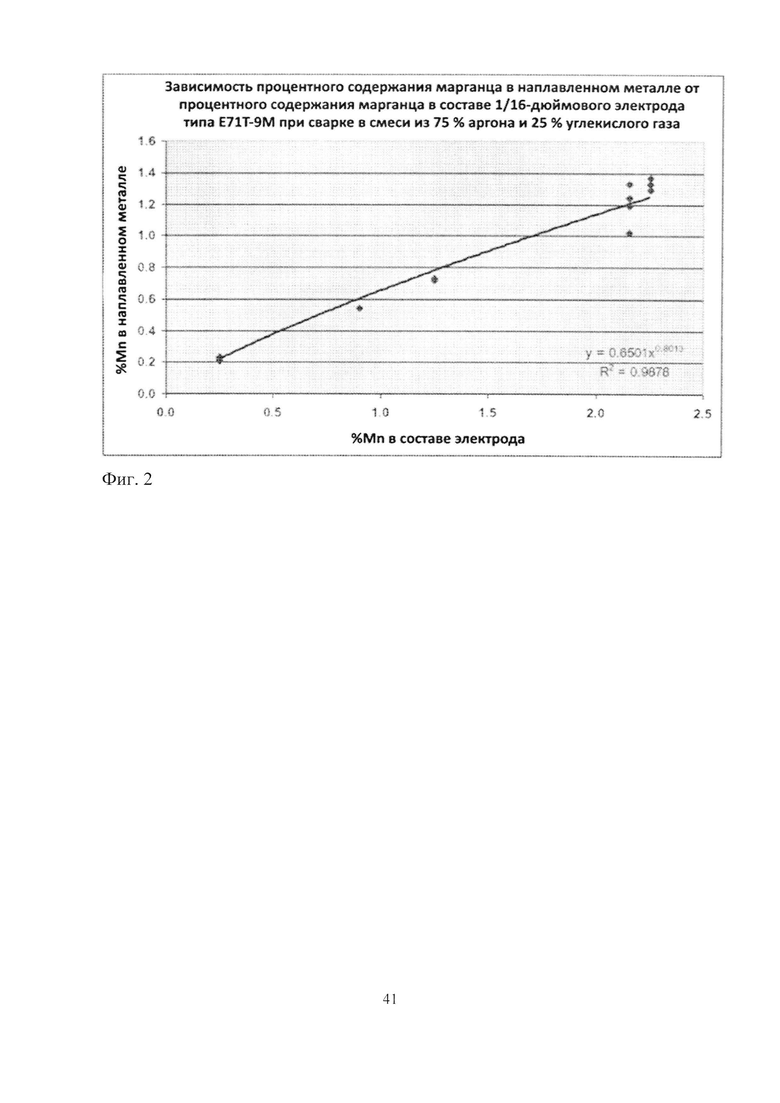
[0009] На Фиг. 2 - график весового процента содержания марганца в наплавленном металле как функции концентрации марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником в среде защитного газа с использованием 75%Ar/25%CO2.
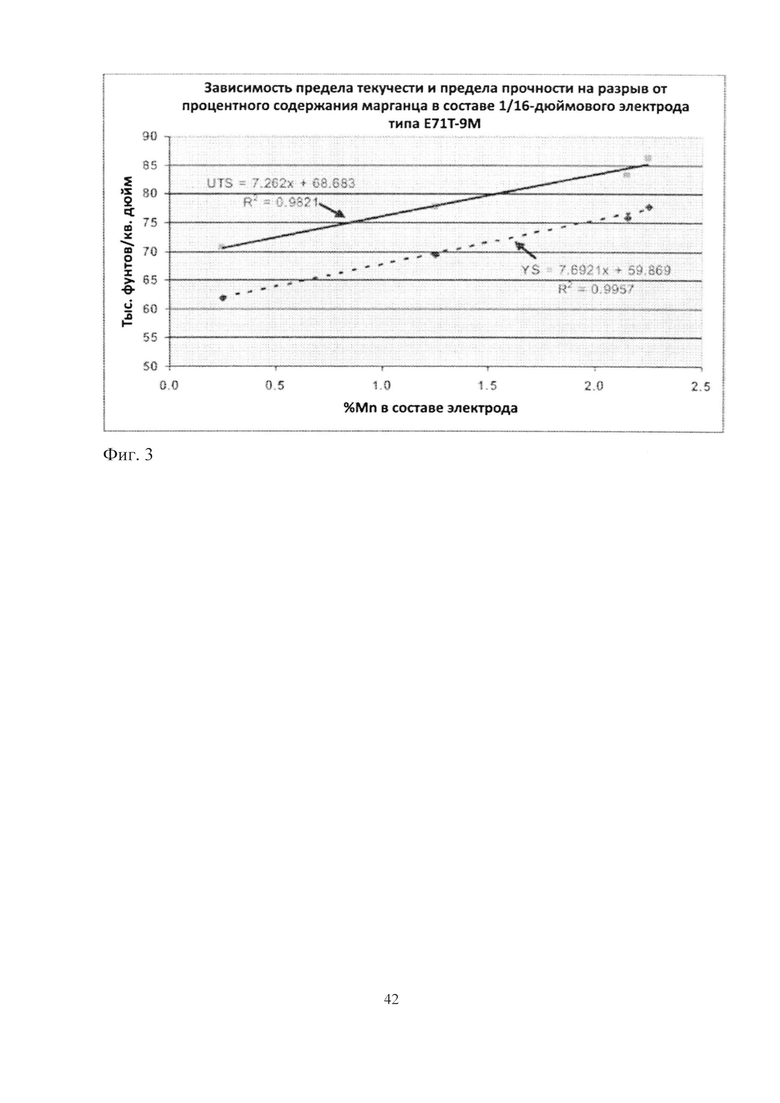
[0010] На Фиг. 3 - график предела текучести и предела прочности на разрыв наплавленного металла как функции концентрации марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2.
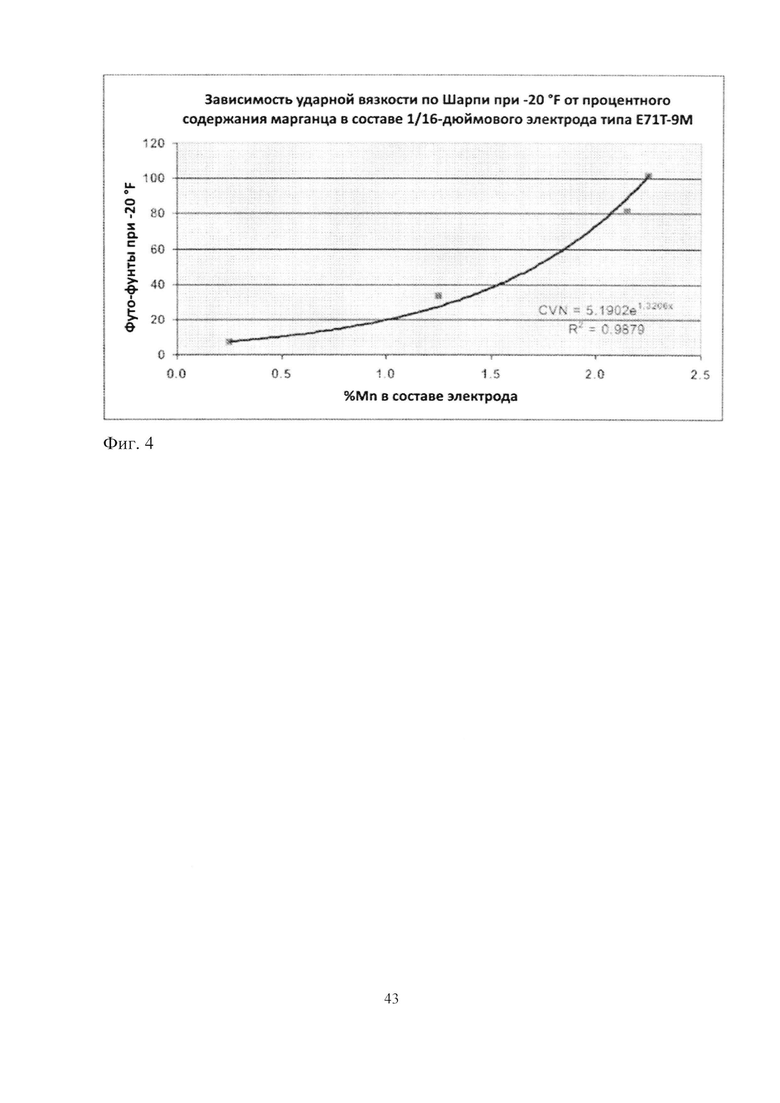
[0011] На Фиг. 4 - график ударной вязкости по Шарпи (при -20°F) наплавленного металла как функции концентрации марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2.
[0012] На Фиг. 5 - график скорости образования сварочных газов в зависимости от содержания марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%CO2.
Подробное описание изобретения
[0013] В целях всестороннего понимания изобретения в настоящем описании приведены различные варианты осуществления сварочного электрода. Понятно, что различные варианты осуществления, приведенные в настоящем описании, не имеют ограничительного и исчерпывающего характера. Данное изобретение, таким образом, не ограничивается описанием в настоящем документе различных вариантов его осуществления, не имеющих ограничительного и исчерпывающего характера. При соответствующих обстоятельствах свойства и характеристики, описанные применительно к различным вариантам осуществления, могут быть совмещены со свойствами и характеристиками других вариантов осуществления. Подразумевается, что такие модификации и изменения входят в состав настоящего описания. В связи с этим формула изобретения может быть изменена для перечисления по пунктам действий, элементов, ограничений, свойств и (или) характеристик, которые в явно выраженной или подразумеваемой форме описаны или каким-либо иным образом обоснованы в настоящем описании. Кроме того, заявители оставляют за собой право менять формулу изобретения, чтобы утвердительным образом отказаться от права на действия, элементы, ограничения, свойства и (или) характеристики, которые относятся к известному уровню техники вне зависимости от того, описаны здесь такие свойства в конкретной форме или нет. Таким образом, любые такие изменения соответствуют требованиям первого параграфа § 112 Раздела 35 Свода законов США и § 132(a) Раздела 35 Свода законов США. Различные варианты осуществления изобретения, раскрытые в настоящей заявке, могут включать в себя, состоять из и (или) по существу состоять из элементов, ограничений, свойств и (или) характеристик, описанных выше.
[0014] Если не указано иное, любой патент, публикация или иные раскрываемые здесь материалы полностью включены в настоящее описание посредством ссылки, но только в той степени, в которой используемые материалы не противоречат определениям, заявлениям или иным раскрываемым материалам, содержание которых в конкретной форме изложено в настоящем описании. В связи с этим и в той мере, в которой это необходимо, раскрываемая здесь в явной выраженной форме информация делает недействительными любые противоречащие материалы, включенные в настоящее описание посредством ссылки. Любой материал или его часть, который включен в настоящее описание посредством ссылки, но при этом противоречит действующим здесь определениям, заявлениям или иному раскрываемому здесь материалу, включен в настоящее описание лишь в таком объеме, в котором он не противоречит раскрываемому в описании материалу. Заявители оставляют за собой право изменять настоящее описание с целью изложения предмета изобретения или его части, включенных в настоящее описание посредством ссылки.
[0015] Элементы, указанные в данном документе в единственном числе, определены здесь как представляющие один или большее количество соответствующих элементов, если не указано иное. Таким образом, термин "один" в данном документе подразумевает "один или более, чем один" (т.е., "по меньшей мере один"). Например, «компонент» означает один или более, чем один компонент. Следовательно, возможно, что применительно к одному из описанных выше вариантов осуществления изобретения подразумевается, может быть задействован или использован более, чем один компонент. Кроме того, если иное не требуется по контексту, использование существительного в единственном числе включает значение множественного числа, а использование существительного во множественном числе - значение единственного числа.
[0016] Описываемые здесь различные варианты осуществления изобретения относятся к сварочным электродам с флюсовым сердечником для сварки в защитном газе, имеющим относительно низкое содержание марганца и шлакообразующие системы на основе диоксида титана. Относительно низкое содержание марганца в приведенных здесь вариантах осуществления электродов с флюсовым сердечником приводит к образованию сварочных аэрозолей с меньшими уровнями марганца, чем при использовании некоторых традиционных сварочных электродов с флюсовым сердечником для сварки в среде защитного газа.
Содержание марганца в некоторых приведенных здесь и не имеющих ограничительного характера вариантах осуществления сварочных электродов с флюсовым сердечником для сварки в защитном газе отвечает требованиям стандарта по Контролю опасных загрязнителей атмосферы при производстве металла (MFHAP), принятого Агентством по охране окружающей среды (США) и включенного в Свод федеральных нормативных актов (Раздел 40, часть 63, глава ХХХХХХ (Содержание легирующих добавок). В частности, в соответствии с Подразделом ХХХХХХ Закона о защите окружающей среды (США) легирующие добавки в составе электрода не должны содержать более 1,0 весового процента марганца, 0,1 весового процента никеля, 0,1 весового процента хрома, 0,1 весового процента кадмия и 0,1 весового процента свинца.
[0017] Хотя марганец положительно влияет на некоторые свойства материала сварочного шва, он, тем не менее, считается опасной составляющей сварочных аэрозолей, выделяемых в процессе дуговой сварки, если превышаются уровни таких вдыхаемых газов, установленный некоторыми организациями по охране труда и технике безопасности. Уменьшение содержания марганца в составе традиционных электродов с флюсовым сердечником для сварки в среде защитного газа покрытием позволит снизить уровень содержания марганца в сварочных аэрозолях. Например, на Фиг. 1 в виде графика изображена зависимость весового процента содержания марганца в сварочных аэрозолях от содержания марганца в 1/16-дюймовом сварочном электроде типа Е71Т-9М с флюсовым сердечником во время дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2. В то же время уменьшение содержания марганца в сварочном электроде с флюсовым сердечником может снизить содержание марганца в металле сварочного шва, что, в свою очередь, приведет к ухудшению таких свойств металла, как вязкость, прочность и пластичность. На Фиг. 2 изображен график зависимости весового процента содержания марганца в наплавленном металле от содержания марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2. Как видно из Фиг. 2, содержание марганца в наплавленном металле растет вместе с увеличением уровней содержания марганца в составе сварочного электрода. На Фиг. 3 показан график зависимости предела прочности и предела текучести наплавленного металла от концентрации марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%СО2. Как видно из Фиг. 3, предел прочности и предел текучести наплавленного металла снижаются по мере уменьшения содержания марганца в составе электрода. На Фиг. 4 изображена зависимость значений ударной вязкости по Шарпи (при -20°F) применительно к наплавленному металлу от концентрации марганца в сварочном электроде при нанесении слоя наплавленного металла с помощью 1/16-дюймового сварочного электрода типа Е71Т-9М с флюсовым сердечником посредством дуговой сварки в среде защитного газа с использованием 75%Ar/25%CO2. Как видно из Фиг. 4, значения ударной вязкости по Шарпи применительно к наплавленному металлу снижаются по мере уменьшения содержания марганца в составе электрода.
[0018] Таким образом, сварочный электрод должен быть конструктивно рассчитан на выполнение сразу нескольких конкурирующих задач с учетом того, что уменьшение содержания марганца в составе сварочных электродов с флюсовым сердечником, необходимое для снижения уровней содержания марганца в сварочных аэрозолях, может негативно повлиять на свойства наплавленного металла. До настоящего времени не было налажено серийное производство сварочных электродов с флюсовым сердечником для сварки в среде защитного газа, которые отвечали бы требованиям Подраздела ХХХХХХ Закона о защите окружающей среды, в соответствии с которым содержание марганца и никеля в составе электрода не должно превышать 1,0% и 0,1%, соответственно. При этом такие электроды также должны соответствовать требованиям стандарта AWS А5.20/А5.20М по классификации Е7ХТ-1С, Е7ХТ-1М, Е7ХТ-9С, Е7ХТ-9М, Е7ХТ-12С и Е7ХТ-12М в части вязкости, прочности и пластичности металла сварочного шва.
[0019] Согласно настоящему описанию изобретения, некоторые не имеющие ограничительного характера варианты осуществления сварочных электродов с флюсовым сердечником для сварки в защитном газе предусматривают более низкие уровни марганца, чем серийно выпускаемые сварочные электроды с флюсовым сердечником для сварки в защитном газе, в результате чего содержание марганца в сварочных аэрозолях удается уменьшить на примерно 90%. При этом приведенные здесь варианты осуществления сварочных электродов отвечают требованиям стандартов AWS А5.20/А5.20М и AWS А5.36/А5.36М в части вязкости, прочности и пластичности металла сварочного шва. В соответствии с настоящим описанием сварочные электроды с флюсовым сердечником для сварки в защитном газе содержат оболочку из сплава на основе железа и компоненты сердечника, заключенные в металлической оболочке. Сварочные электроды с флюсовым сердечником для сварки в защитном газе имеют следующий состав в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,25-1,50 марганца; 0,02-0,12 углерода; 0,003-0,02 бора; 0,2-1,5 кремния; 0-0,3 молибдена; по меньшей мере одно из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5; остаток составляют случайные примеси, включая железо. Оптимальное соотношение углерода, бора, кремния, молибдена и титана, магния и (или) алюминия может позволить значительно снизить содержание марганца в составе сварочных электродов в сравнении с серийно выпускаемыми сварочными электродами с флюсовым сердечником для сварки в защитном газе, обеспечивая при этом приемлемые значения вязкости, прочности и пластичности металла сварочного шва. Оболочка содержит смесь частиц из разжижающих добавок и, возможно, других компонентов.
[0020] Если иное не указано в настоящем описании, концентрации различных компонентов, входящих в состав сварочных электродов с флюсовым сердечником, указываются здесь в весовом проценте от суммарного веса оболочки из сплава на основе железа и компонентов сердечника сварочного электрода.
[0021] В соответствии с настоящим описанием сварочные электроды с флюсовым сердечником для сварки в защитном газе могут быть изготовлены, используя традиционные способы производства аналогичных электродов. Один из приведенных здесь способов производства сварочных электродов, не имеющий ограничительного характера, предусматривает нарезку рулонного листа из сплава на основе железа на заготовки. Заготовки затем пропускают через роликовое устройство, которое направляет их в швеллеры, как правило, с П-образным сечением. На этом же этапе производства сформированная заготовка заполняется компонентами сердечника в виде частиц в установленном объеме. После этого П-образная заготовка пропускается через конечное роликовое устройство, в результате чего получается трубка, внутри которой заключен сердечник из различных компонентов. Затем выполняется вытягивание, прокат или обжимка трубки до необходимого меньшего размера, чем изначально сформированная трубка, в результате чего получается сварочный электрод. Полученный электрод может быть подвержен термообработке для удаления остающихся смазочных веществ и влаги или использован в необработанном состоянии в зависимости от специфики процесса восстановления, применяемого при производстве электродов. Прочие способы производства сварочных электродов, согласно настоящему описанию, совершенно знакомы специалистам в этой области со средним уровнем компетентности.
[0022] После производства описанные здесь электроды с флюсовым сердечником для сварки в среде защитного газа могут быть использованы во время дуговой сварки с флюсом, при этом в качестве защитного газа применяются, например, аргон, углекислый газ, кислород и другие инертные газы и смеси из двух или более видов газа. Для сварки материалов с использованием описанных в настоящем сварочных электродов с флюсовым сердечником для сварки в защитном газе может применяться любое оборудование или процесс, предназначенные для дуговой сварки с флюсом и имеющие соответствующий источник питания, устройство подачи (электродной) проволоки, горелку и систему подачи защитного газа.
[0023] В соответствии с одним аспектом настоящего изобретения сварочный электрод с флюсовым сердечником для сварки в защитном газе включает оболочку из сплава на основе железа, заключающую компоненты сердечника в виде частиц. В состав сварочного электрода с флюсовым сердечником для сварки в защитном газе входят, в весовых процентах: 0,25-1,50 марганца; 0,02-0,12 углерода; 0,003-0,02 бора; 0,2-1,5 кремния; 0-0,3 молибдена; по меньшей мере одно из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5; остаток составляют случайные примеси, включая железо. Компоненты сердечника включают систему флюса, содержащую в весовых процентах: 3-12 диоксида титана; 0,05-1,0 стабилизирующих дугу компонентов и менее 10% прочих компонентов флюса. Стабилизирующие дугу компоненты могут, к примеру, помимо прочего, иметь в своем составе одно или более соединений оксида натрия, оксида калия и (или) иных известных стабилизирующих дугу компонентов, используемых в составе сварочных электродов с флюсовым сердечником. В качестве прочих компонентов флюса могут использоваться (по отдельности или в сочетании), к примеру, в том числе, диоксид кремния, оксид алюминия, оксид магния, оксид марганца, оксид циркония и фторсодержащие соединения.
[0024] В соответствии с настоящим описанием в основе системы флюса сварочных электродов с флюсовым сердечником для сварки в среде защитного газа лежит диоксид титана. Содержание диоксида титана в составе указанных здесь электродов может варьироваться от 3 до 12 весовых процентов, а в случае с некоторыми вариантами осуществления - от 7 до 11 весовых процентов. Диоксид титана может присутствовать как в виде чистого рутила, так и в других формах, подходящих для использования в качестве компонента флюса применительно к сварочным электродам с флюсовым сердечником для сварки в защитном газе. Не имеющие ограничительного характера другие подходящие формы диоксида титана, упоминаемые здесь как «TiO2», включают титанаты щелочных металлов, анатаз и лейкоксен. Компонент флюса в виде TiO2 помогает добиться вязкости шлака и температуры плавления, необходимых для удержания расплавленного металла во время сварки, особенно когда она производится не в горизонтальном или плоском положении. Кроме того, диоксид титана помогает стабилизировать дугу, когда во время сварки капли расплавленного металла переходят с рабочего торца электрода на металл сварочного шва.
[0025] В соответствии с настоящим описанием система флюса сварочных электродов с флюсовым сердечником для сварки в защитном газе включает одно или более соединений натрия (Na) и (или) других стабилизирующих дугу компонентов. Общий вес одного или более соединений, входящих в состав стабилизирующего дугу компонента, колеблется от 0,05 до 1,0 весового процента, а в случае с некоторыми вариантами осуществления - от 0,10 до 0,60 весового процента, отображаемого как Na2O. Стабилизирующий дугу компонент, входящий в состав флюса, служит для стабилизации дуги и препятствует образованию сварочных брызг во время сварки. Стабилизирующий дугу компонент может содержать в своем составе одно или более подходящих соединений натрия (Na), калия (K) и лития (Li). Он также может содержать в своем составе - в том числе состоять из них - и другие подходящие стабилизирующие дугу компоненты из известного уровня техники. Примеры подходящих стабилизирующих дугу компонентов включают соединения оксида натрия и оксида калия.
[0026] Другие возможные компоненты системы флюса, входящего в состав упомянутых здесь сварочных электродов с флюсовым сердечником для сварки в защитном газе, могут включать, к примеру, по отдельности или в совокупности диоксид кремния, оксид алюминия, оксид магния, оксид марганца, оксид циркония и фторсодержащие соединения, которые помогают регулировать вязкость шлака и (или) температуру плавления и улучшать текучесть и форму наплавленного валика, а также помогают снизить в металле сварочного шва уровень диффундирующего водорода и (или) улучшить другие технологические характеристики процесса сварки. Общая концентрация упомянутых возможных компонентов не должна превышать 10 весовых процентов от общего веса оболочки и сердечника, состоящего из различных компонентов. В одном из вариантов осуществления такие компоненты флюса включают 0,10-0,80 весового процента диоксида кремния от общего веса оболочки и сердечника, состоящего из различных компонентов.
[0027] Оболочка из сплава на основе железа и компоненты флюса, образующие сердечник описываемых здесь электродов, содержат в своем составе одну или более легирующих добавок для улучшения характеристик металла сварочного шва. Например, в качестве легирующих добавок могут использоваться, а также в состав легирующих добавок могут быть включены по отдельности или в совокупности, в том числе, марганец, углерод, бор, кремний, молибден, титан, магний и алюминий. Упомянутые легирующие добавки могут присутствовать в составе заготовок из сплава на основе железа в качестве компонентов, которые были вплавлены в заготовку из сплава на основе железа и (или) могут присутствовать в качестве одного из компонентов, образующих сердечник, например, в форме чистого металла и (или) как часть одного или более ферросплавов. В любом случае, легирующие добавки присутствуют в такой форме, в которой могут быть легко включены в состав металла сварочного шва в качестве легирующих компонентов.
[0028] В соответствии с настоящим описанием концентрация марганца в составе сварочных электродов с флюсовым сердечником может составлять 0,25-1,50 весового процента. Марганец в составе электродов позволяет улучшить такие свойства металла сварочного шва, как вязкость, прочность и пластичность. Помимо этого, марганец может способствовать раскислению металла сварочной ванны во время затвердевания, препятствуя тем самым образованию пористости металла сварочного шва. В некоторых приведенных здесь и не имеющих ограничительного характера вариантах осуществления сварочных электродов с флюсовым сердечником содержание марганца варьируется от 0,50 до 1,25 весового процента, а в каких-то вариантах - от 0,50 до 1,0 весового процента. Содержание марганца от 0,25 до 1,50 весового процента ниже, чем содержание марганца в некоторых традиционных серийно выпускаемых электродах с флюсовым сердечником для сварки в защитном газе. Пониженное содержание марганца в составе электродов может способствовать уменьшению уровня содержания марганца в сварочных аэрозолях примерно на 90%. Кроме того, раскрываемые здесь варианты осуществления сварочного электрода, включая варианты, в соответствии с которыми содержание марганца не превышает одного весового процента, отвечают требованиям стандарта по Контролю опасных загрязнителей атмосферы при производстве металла (MFHAP), принятого Агентством по охране окружающей среды (США) и включенного в раздел 40, часть 63, глава ХХХХХХ Свода федеральных нормативных актов.
[0029] Содержание углерода в составе приведенных здесь сварочных электродов с флюсовым сердечником может варьироваться от 0,02 до 0,12 весового процента, а в каких-то вариантах осуществления - от 0,03 до 0,10 весового процента. Углерод может способствовать улучшению таких свойств металла сварочного шва, как вязкость, прочность и пластичность, а применительно к раскрываемым здесь электродам служит в качестве частичной замены марганца для улучшения таких свойств. Кроме того, углерод может использоваться для раскисления металла сварочной ванны во время затвердевания, препятствуя тем самым образованию пористости с металла сварочного шва.
[0030] Содержание бора в составе приведенных здесь сварочных электродов с флюсовым сердечником может варьироваться от 0,003 до 0,02 весового процента, а в каких-то вариантах осуществления - от 0,005 до 0,015 весового процента. Бор может способствовать повышению вязкости металла сварочного шва, а применительно к описываемым здесь электродам служит в качестве частичной замены марганца для аналогичных целей.
[0031] Содержание кремния в составе приведенных здесь сварочных электродов с флюсовым сердечником может варьироваться от 0,2 до 1,5 весового процента, а в каких-то вариантах осуществления - от 0,3 до 1,0 весового процента. Кроме того, кремний может использоваться для раскисления в сварочной ванне во время затвердевания, препятствуя тем самым образованию пористости металла сварочного шва. Кремний также может влиять на текучесть наплавленного металла. Он также повышает вязкость шлака, что делает металл сварочного шва не таким текучим во время затвердевания.
[0032] В соответствии с настоящим описанием концентрация молибдена в составе сварочных электродов с флюсовым сердечником может достигать 0,3%. Молибден может положительно влиять на прочность металла сварочного шва. В некоторых приведенных здесь вариантах осуществления сварочного электрода содержание молибдена не предусмотрено.
[0033] В составе приведенных здесь сварочных электродов с флюсовым сердечником может содержаться одно или более из титана, магния и алюминия, включая одновременное и раздельное их содержание в сердечнике и оболочке, в иных количествах, чем в электродном покрытии. Общая концентрация титана, магния и алюминия варьируется от 0,2 до 2,5 весового процента. В некоторых приведенных здесь и не имеющих ограничительного характера вариантах осуществления сварочного электрода общее содержание титана и магния колеблется от 0,3 до 2,0 весовых процентов. Некоторые другие не имеющие ограничительного характера варианты осуществления предусматривают содержание магния в диапазоне от 0,4 до 1,0 весового процента. В других вариантах осуществления содержание магния варьируется от 0,2 до 1,0 весового процента при содержании титана в диапазоне от 0,2 до 1,5 весового процента. Титан, магний и (или) примеси алюминия могут действовать в качестве раскислителей и могут улучшать такие качества метала сварочного шва, как вязкость, прочность и пластичность. В составе приведенных здесь электродов по отдельности или в совокупности могут содержаться титан, магний и алюминий в качестве частичной замены марганца.
[0034] Для получения оптимальных значений вязкости, прочности и пластичности металла сварочного шва традиционные электроды с флюсовым сердечником для сварки в защитном газе, соответствующие требованиям стандартов AWS A5.20 и AWS A5.36/A5.36M по классификации Е7ХТ-1С, Е7ХТ-1М, Е7ХТ-9С, Е7ХТ-9М, Е7ХТ-12С и Е7ХТ-12М и содержащие в своем составе шлакообразующие системы на основе диоксида титана, предусматривают значительные концентрации марганца, а также небольшие концентрации бора. Вместе с тем при использовании таких традиционных электродов во время сварки образуются сварочные аэрозоли со значительными уровнями марганца. В настоящее время серийно выпускаемые электроды с флюсовым сердечником для сварки в защитном газе, входящие в классификацию, предусмотренную стандартами AWS А5.20 и AWS А5.36/А5.36М, не отвечают требованиям стандарта по Контролю опасных загрязнителей атмосферы при производстве металла (MFHAP), принятого Агентством по охране окружающей среды (США) и включенного в раздел 40, часть 63, глава ХХХХХХ Свода федеральных нормативных актов.
[0035] Как отмечалось выше, на Фиг. 1 изображена зависимость содержания марганца в сварочных аэрозолях, образующихся во время дуговой сварки электродами в среде защитного газа, от содержания марганца в составе электрода. Испытания на образование сварочных аэрозолей проводились в соответствии с требованиями стандарта AWS FI:2:2006 «Лабораторный метод измерения скорости образования газов и общих показателей выделения газов при выполнении сварки и сходных процессов». Сущность проведенных испытаний полностью раскрыта в настоящем описании. Средние значения тока и напряжения во время испытаний составляли 300 А и 28 В соответственно. На Фиг. 1 видно, как по мере уменьшения традиционного уровня (2,2 весового процента) содержания марганца в составе электрода содержание марганца в сварочных аэрозолях значительно снижалось. При этом все остальные основные переменные величины оставались неизменными. Когда уровень содержания марганца в составе электрода уменьшился с типового значения 2,25 до 0,25 весового процента, процент содержания марганца в газах снизился почти на 90%.
[0036] Как отмечалось выше, на Фиг. 2 изображена зависимость содержания марганца в составе электрода от содержания марганца в наплавленном металле во время дуговой сварки в среде защитного газа с использованием электродов. Данные испытания выполнялись в соответствии с требованиями стандарта AWS А5.20/А5.20М при средних значениях тока и напряжения 315 А и 28 В соответственно. Уровни содержания марганца в металле сварочного шва уменьшались по мере снижения содержания марганца в составе электрода. При условии, что все остальные основные переменные величины оставались неизменными, снижение содержания марганца в составе электрода приводило к уменьшению содержания марганца в металле сварочного шва, тем самым негативно влияя на полезные механические и иные свойства металла сварочного шва, которые улучшаются при более высоком содержании марганца.
[0037] Как отмечалось выше, на Фиг. 3 изображена зависимость значений пределов текучести и прочности металла сварочного шва на разрыв от содержания марганца в составе электрода. Данные испытания выполнялись в соответствии с требованиями стандарта AWS А5.20/А5.20М при средних значениях тока и напряжения 315 А и 28 В соответственно. Марганец, как правило, улучшает текучесть и прочность при сохранении остальных переменных величин неизменными. Значительное снижение показателей предела прочности и предела текучести происходит при уменьшении традиционного уровня (не менее 2,2 весового процента) содержания марганца до менее, чем 1,5 весового процента.
[0038] Как отмечалось выше, на Фиг. 4 изображена зависимость значений ударной вязкости по Шарпи применительно к наплавленному металлу, образованному при использовании электродов, от содержания марганца в составе электрода. Данные испытания выполнялись в соответствии с требованиями стандарта AWS А5.20/А5.20М при средних значениях тока и напряжения 315 А и 28 В соответственно. Марганец, как правило, повышает прочность металла сварочного шва. На Фиг. 4 видно, как после уменьшения традиционного уровня содержания марганца в составе электрода и при сохранении остальных переменных величин неизменными ударная вязкость по Шарпи значительно ухудшилась.
[0039] На Фиг. 5 изображена зависимость значения скорости образования сварочных газов от содержания марганца в составе электрода при выполнении дуговой сварки в среде защитного газа. Как видно из Фиг. 5, по мере снижения традиционного уровня (не менее 2,2 весового процента) содержания марганца в составе электрода, и при сохранении всех остальных главных переменных величин неизменными, значения скорости образования сварочных газов кардинально не менялись.
[0040] Приведенные ниже примеры сварочных электродов с низким содержанием марганца, используемые в рамках настоящего описания, показывают, что в электродах не происходит значительного ухудшения значений прочности и ударной вязкости по Шарпи, как это ожидается при значительном снижении типового уровня с 2,0-2,5 весовых процентов до 0,25-1,50 весовых процентов. Все результаты испытаний получены с использованием процедур, установленных стандартом AWS А5.20/А5.20М. Исключение составили образцы Шарпи, вместо традиционных пяти были испытаны десять образцов и выведены средние величины для сравнения результатов работы электродов. В некоторых случаях испытания проводились повторно. Средние значения результатов показаны на фигурах и в таблицах. Требования стандарта AWS А5.20 в части механических свойств немного отличаются от классификации сварочных электродов с флюсовым сердечником для сварки в защитном газе. Для демонстрации настоящего изобретения использовался предназначенный для дуговой сварки электрод типа Е71Т-9М с применением 75%Ar/25%CO2. Испытания на ударную вязкость по Шарпи проводились при температуре -20°F, при которой энергия удара, в соответствии с требованиями стандарта AWS А5.20, должна быть не менее 20 футо-фунтов. Требуемый предел текучести составляет не менее 58 тыс.фунтов/кв. дюйм, а предел прочности на разрыв должен находиться в диапазоне от 70 тыс. до 95 тыс. фунтов/кв. дюйм.
[0041] На Фиг. 3 и 4 видно, что при уменьшении уровня содержания марганца в составе традиционного электрода с флюсовым сердечником свойства при растяжении (предел текучести и предел прочности на разрыв) и ударная вязкость по Шарпи существенно ухудшаются. Для определения воздействия добавок углерода и бора применительно к сварочному электроду с флюсовым сердечником для сварки в защитном газе при низком содержании марганца (1,25 весового процента) использовались один стандартный и три экспериментальных электрода. Данные приведены в Таблице 1.
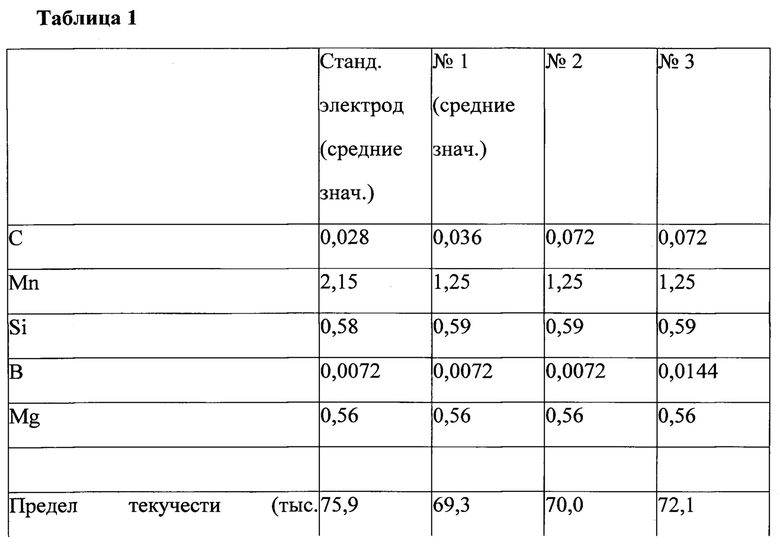
[0042] По сравнению со стандартным экспериментальный электрод №1 имел повышенное содержание углерода и пониженное содержание марганца. Результаты испытаний по электроду №1 показали, что значение ударной вязкости по Шарпи снизилось на 59% относительно стандартного электрода, содержание марганца в котором находилось в типовом диапазоне. Повышение весового процента содержания углерода с 0,036 в электроде №1 до 0,072 в экспериментальном электроде №2 более чем вдвое увеличило значение ударной вязкости по Шарпи, при этом содержание марганца оставалось низким, составляя 1,25 весового процента. В экспериментальном электроде №3, весовой процент содержания углерода был увеличен до 0,072, а процента содержания бора - с 0,0072 до 0,0144. В результате значение ударной вязкости по Шарпи выросло еще на 12% по сравнению с электродом №2. Значение ударной вязкости по Шарпи в электродах №2 и 3 с низким содержанием марганца было почти таким же, как и в стандартном электроде, содержание марганца в котором составляло 2,15 весового процента. Повышение содержаний углерода и бора в составе электрода №3 также привело к росту предела текучести и предела прочности на разрыв до значений, близких к аналогичным значениям стандартного электрода.
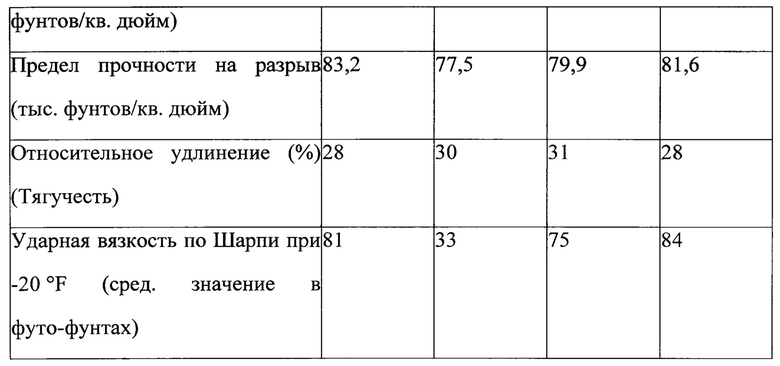
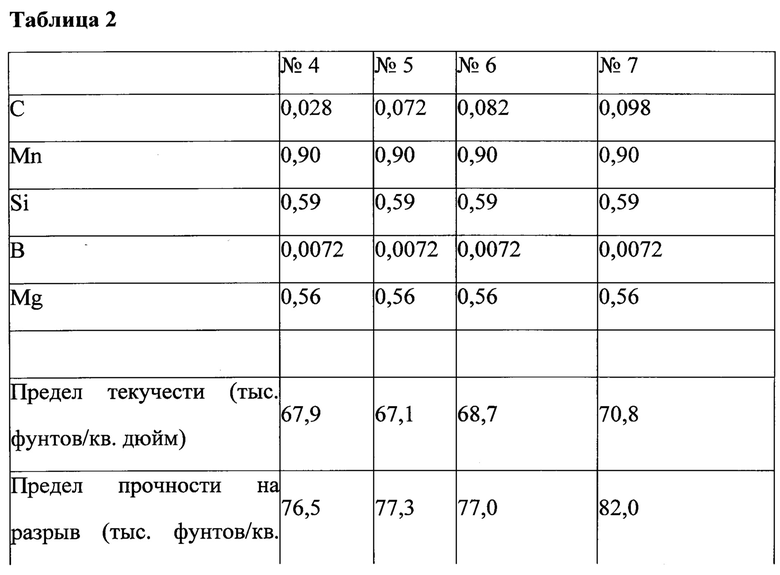
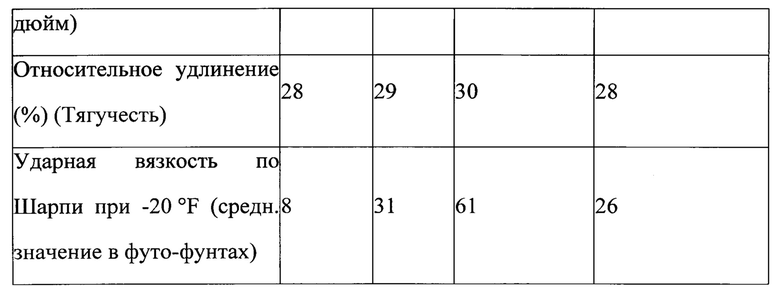
[0043] Для определения воздействия углерода при низком содержании марганца в составе электрода, равном 0,90 весового процента, были изучены составы четырех дополнительных экспериментальных электродов. Полученные данные приведены в Таблице 2. Значение ударной вязкости по Шарпи в электроде №4 с содержанием углерода составе 0,028 весового процента, не отвечало минимальным требованиям стандарта AWS А5.20 (20 футо-фунтов при -20°F). Повышение содержания углерода в составе экспериментальных электродов №5, 6 и 7 до более, чем 0,07 весового процента позволило обеспечить соответствие требованиям стандарта AWS А5.20 в части ударной вязкости по Шарпи. Оптимальный весовой процент содержания углерода составил при этом порядка 0,08. По мере повышения содержания углерода в составе электродов №4, 5, 6 и 7 механические свойства при растяжении также улучшались до значений, близких к стандартным электродам, перечисленным в Таблице 1.
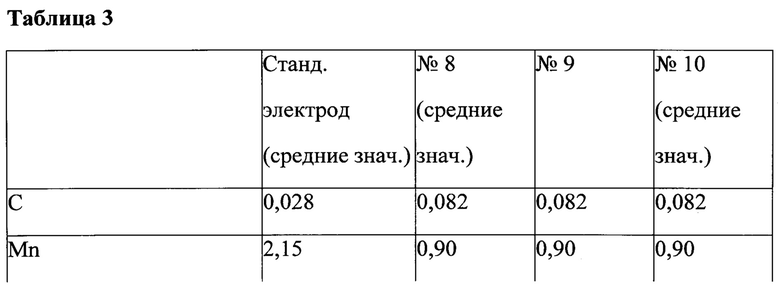
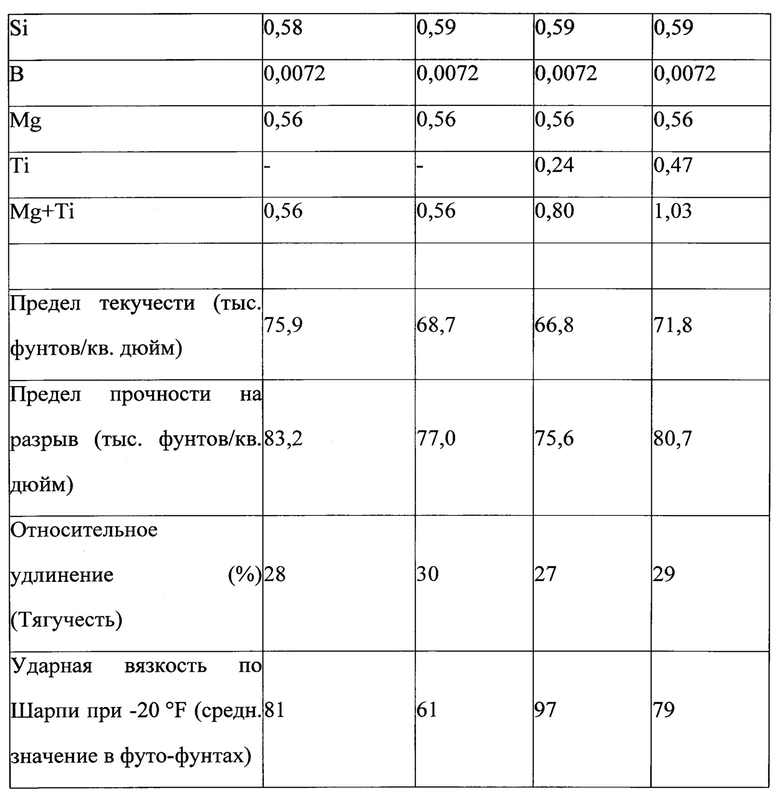
[0044] Для оценки воздействия титана и магния был использован ряд экспериментальных электродов с низким содержанием марганца (0,90 весового процента) и углерода (0,08 весового процента). Результаты приведены в Таблице 3. Экспериментальные электроды №9 и 10 содержали в своем составе 0,24 и 0,47 весового процента титана соответственно. При этом содержание магния в составе каждого электрода составляло 0,56 весового процента. Значения ударной вязкости по Шарпи электродов №9 и 10 были по меньшей мере эквивалентны аналогичным значениям испытанных стандартных электродов, содержание марганца в составе которых составляло 2,15 весового процента. Все указанные в Таблице 3 механические свойства при растяжении, относящиеся к экспериментальным электродам №8, 9 и 10, отвечают требованиям стандарта AWS А5.20. При этом механические свойства при растяжении, относящиеся к электроду №10, оказались приблизительно такими же, как и у стандартного электрода.
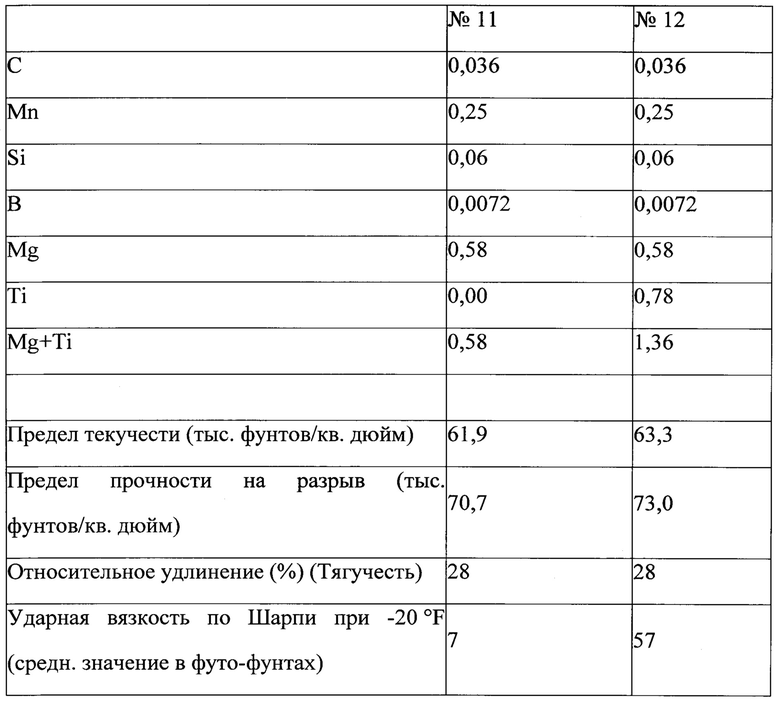
[0045] Для оценки воздействия титана и магния был использован ряд электродов с очень низким содержанием марганца (0,25 весового процента) и низким весовым процентом содержания углерода (0,036 весового процента). Результаты приведены в Таблице 4. Добавление 0,78 весового процента титана в состав экспериментального электрода №12 увеличило ударную вязкость по Шарпи приблизительно на 70% по сравнению с электродом №11. Кроме того, добавление титана позволило незначительно улучшить механические свойства при растяжении.

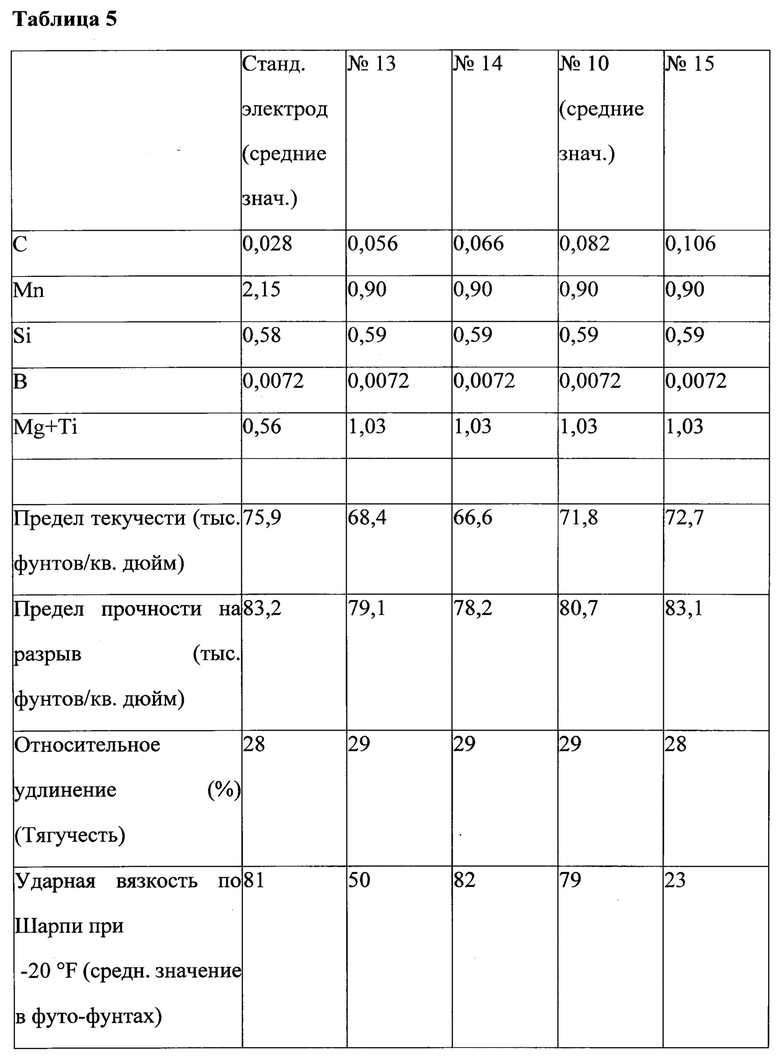
[0046] Для определения воздействия углерода при низком содержании марганца, равном 0,90 весового процента, и общем содержании титана и магния, равном 1,03 весового процента, были изучены экспериментальные электроды (см. Таблицу 5). Значение ударной вязкости по Шарпи увеличивалось по мере повышения весового процента содержания углерода в составе электродов №13, 14 и 10 в диапазоне от 0,06 до 0,08. Полученные результаты были эквиваленты стандартному электроду, имеющему высокое содержание марганца (2,15 весового процента). В рамках проведенного эксперимента соответствующее улучшение механических свойств при растяжении наблюдалось также и по мере повышения содержания углерода приблизительно до 0,11 весового процента. Зафиксированные свойства при растяжении были те же, что и при изучении стандартного электрода. Все полученные результаты соответствовали требованиям стандарта AWS А5.20.
[0047] Учитывая перечисленные выше результаты испытания экспериментальных составов электродов, авторы настоящего изобретения определили различные улучшенные составы электродов с сердечником из низкомарганцевого флюса для сварки в защитном газе. Один приведенный здесь и не имеющий ограничительного характера вариант осуществления электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,25-1,50 марганца; 0,02-0,12 углерода; 0,003-0,02 бора; 0,2-1,5 кремния; 0-0,3 молибдена; по меньшей мере одно из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5; 3-12 диоксида титана; по меньшей мере один стабилизирующий дугу компонент, при этом общее содержание стабилизирующих дугу компонентов составляет 0,05-1,0; не более 10 дополнительных компонентов флюса; остаток составляют случайные примеси, включая железо. В некоторых не имеющих ограничительного характера вариантах осуществления стабилизирующий дугу компонент содержит в своем составе по меньшей мере одно соединение оксида натрия или оксида калия. В некоторых не имеющих ограничительного характера вариантах осуществления дополнительные компоненты флюса включают одно или более соединений диоксида кремния, оксида алюминия, оксида магния, оксида марганца, оксида циркония и фторсодержащие соединения.
[0048] Дополнительный приведенный здесь и не имеющий ограничительного характера вариант осуществления электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,50-1,25 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; по меньшей мене одно из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0049] Еще один приведенный здесь и не имеющий ограничительного характера вариант осуществления сварочного электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,50-1,25 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; 0,4-1,0 магния; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0050] Еще один приведенный здесь и не имеющий ограничительного характера вариант осуществления сварочного электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,50-1,25 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; 0,2-1,0 магния; 0,2-1,5 титана; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0051] Еще один приведенный здесь и не имеющий ограничительного характера вариант осуществления сварочного электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,25-1,0 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; по меньшей мере одно из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0052] Еще один приведенный здесь и не имеющий ограничительного характера вариант осуществления сварочного электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,25-1,0 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; 0,4-1,0 магния; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0053] Дополнительный приведенный здесь вариант осуществления сварочного электрода с флюсовым сердечником для сварки в защитном газе предусматривает оболочку из сплава на основе железа и сердечник внутри оболочки, заключающий компоненты сердечника в виде частиц. Компоненты сердечника и оболочка содержат в своем составе, в весовых процентах от суммарного веса компонентов сердечника и оболочки: 0,25-1,0 марганца; 0,03-0,10 углерода; 0,005-0,015 бора; 0,3-1,0 кремния; 0,2-1,0 магния; 0,2-1,5 титана; 7-11 диоксида титана; 0,10-0,60 оксида натрия; 0,10-0,80 диоксида кремния; остаток составляют случайные примеси, включая железо.
[0054] В некоторых вариантах выполненная из сплава на основе железа оболочка приведенного здесь сварочного электрода с флюсовым сердечником для сварки в защитном газе и имеет трубчатую форму. Описанные здесь электроды с флюсовым сердечником для сварки в защитном газе могут быть использованы во время дуговой сварки с флюсом, при этом защитный газ выбирается из, например, аргона, углекислого газа, кислорода, других инертных газов и смеси по меньшей мере двух из них.
[0055] Настоящее описание составлено с приведением различных не имеющих ограничительного и исчерпывающего характера вариантов осуществления. В то же время лицам, имеющим средний уровень компетентности в рассматриваемой области техники, понятно, что различные замены, модификации или сочетания любых раскрытых здесь вариантов осуществления (в том числе частично) могут производиться в пределах объема настоящего изобретения. Таким образом, подразумевается и понимается, что настоящее описание изобретения включает дополнительные варианты осуществления, суть которых не изложена здесь в явно выраженной форме. Такие варианты осуществления могут быть получены путем, например, сочетания, модификации или преобразования каких-либо действий, компонентов, элементов, свойств, аспектов, характеристик, ограничений и проч., относящихся к приведенным здесь и не имеющим ограничительного характера вариантам осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЧАТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2067042C1 |
| МЕТАЛЛ СВАРНОГО ШВА, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ СТОЙКОСТЬ К ВОДОРОДНОМУ ОХРУПЧИВАНИЮ | 2013 |
|
RU2577666C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2014 |
|
RU2638483C2 |
| СИНЕРГЕТИЧЕСКАЯ СИСТЕМА СВАРКИ | 2006 |
|
RU2345873C2 |
| СПОСОБ ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2669668C2 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
| РЕШЕНИЕ ДЛЯ СВАРКИ КОРНЕВОГО ПРОХОДА | 2013 |
|
RU2600466C2 |
| МЕТАЛЛ СВАРНОГО ШВА С ВЫСОКОЙ УСТОЙЧИВОСТЬЮ К ВОДОРОДНОМУ ОХРУПЧИВАНИЮ | 2012 |
|
RU2535417C1 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
Изобретение относится к области металлургии, а именно к сварочным электродам, и может быть использовано при дуговой сварке в защитном газе. Сварочный электрод с флюсовым сердечником для сварки в среде защитного газа состоит из оболочки из сплава на основе железа и сердечника внутри оболочки. Электрод содержит компоненты при следующем соотношении, вес. %: 0,25-1,50 марганца; 0,02-0,12 углерода; 0,003-0,02 бора; 0,2-1,5 кремния; по меньшей мере один компонент, выбранный из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5; 3-12 диоксида титана; по меньшей мере один стабилизирующий дугу компонент, выбранный из оксида натрия и оксида калия, в количестве 0,05-1,0; по меньшей мере один дополнительный компонент флюса, выбранный из диоксида кремния, оксида алюминия, оксида магния, оксида марганца, оксида циркония и фторсодержащего соединения, в количестве не более 10; железо и случайные примеси - остальное. Электрод характеризуется низким содержанием марганца, при этом получаемый сварной шов имеет высокие механические свойства. 2 н. и 16 з.п. ф-лы, 5 ил., 5 табл.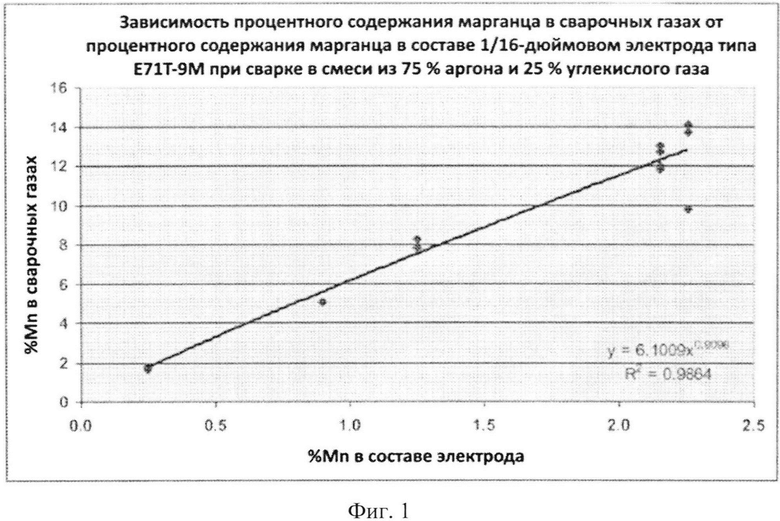
1. Сварочный электрод с флюсовым сердечником для сварки в среде защитного газа, состоящий из оболочки из сплава на основе железа и сердечника внутри оболочки, отличающийся тем, что он содержит компоненты при следующем соотношении, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,50 марганца;
0,02-0,12 углерода;
0,003-0,02 бора;
0,2-1,5 кремния;
по меньшей мере один компонент, выбранный из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5;
3-12 диоксида титана;
по меньшей мере один стабилизирующий дугу компонент, выбранный из оксида натрия и оксида калия, в количестве 0,05-1,0;
по меньшей мере один дополнительный компонент флюса, выбранный из диоксида кремния, оксида алюминия, оксида магния, оксида марганца, оксида циркония и фторсодержащего соединения, в количестве не более 10;
железо и случайные примеси - остальное.
2. Сварочный электрод по п. 1, отличающийся тем, что он дополнительно содержит ≤0,3 вес. % молибдена.
3. Сварочный электрод по п. 1, отличающийся тем, что оболочка из сплава на основе железа имеет трубчатую форму.
4. Сварочный электрод по п. 1, отличающийся тем, что он выполнен в виде порошковой проволоки и предназначен для дуговой сварки в среде защитного газа, причем защитный газ представляет собой аргон, углекислый газ или смесь указанных газов.
5. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
по меньшей мере один компонент, выбранный из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
6. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,4-1,0 магния;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
7. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,2-1,0 магния;
0,2-1,5 титана;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
8. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
по меньшей мере один компонент, выбранный из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
9. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,4-1,0 магния;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
10. Сварочный электрод по п. 1, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,2-1,0 магния;
0,2-1,5 титана;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
11. Сварочный электрод, состоящий из оболочки из сплава на основе железа и сердечника внутри оболочки, отличающийся тем, что он содержит компоненты при следующем соотношении, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,50 марганца;
0,02-0,12 углерода;
0,003-0,02 бора;
0,2-1,5 кремния;
по меньшей мере один компонент, выбранный из титана, магния и алюминия, при этом общее содержание титана, магния и алюминия составляет 0,2-2,5;
3-12 диоксида титана;
по меньшей мере один стабилизирующий дугу компонент, выбранный из оксида натрия и оксида калия, в количестве 0,05-1,0;
по меньшей мере один дополнительный компонент флюса, выбранный из диоксида кремния, оксида алюминия, оксида магния, оксида марганца, оксида циркония и фторсодержащего соединения, в количестве не более 10;
железо и случайные примеси - остальное.
12. Сварочный электрод по п. 11, отличающийся тем, что он дополнительно содержит ≤0,3 вес. % молибдена.
13. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
по меньшей мере один компонент, выбранный из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
14. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,4-1,0 магния;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
15. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,50-1,25 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,2-1,0 магния;
0,2-1,5 титана;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
16. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
по меньшей мере один компонент, выбранный из титана и магния, при этом общее содержание титана и магния составляет 0,3-2,0;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
17. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,4-1,0 магния;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
18. Сварочный электрод по п. 11, отличающийся тем, что он содержит, вес. % (весовой процент от суммарного веса компонентов сердечника и оболочки):
0,25-1,0 марганца;
0,03-0,10 углерода;
0,005-0,015 бора;
0,3-1,0 кремния;
0,2-1,0 магния;
0,2-1,5 титана;
7-11 диоксида титана;
стабилизирующий дугу компонент - оксид натрия 0,10-0,60;
дополнительный компонент флюса - диоксид кремния 0,10-0,80;
железо и случайные примеси - остальное.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2067042C1 |
| Однопутный снегоочиститель для железных дорог | 1912 |
|
SU864A1 |
| СТЕКЛОБЛОК | 2002 |
|
RU2289661C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВОЙ ЭНЕРГИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2374571C1 |

