ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу электрогазовой дуговой сварки и к устройству электрогазовой дуговой сварки. Более конкретно, настоящее изобретение относится к методике выпуска шлака при электрогазовой дуговой сварке.
УРОВЕНЬ ТЕХНИКИ
[0002]
В способе электрогазовой дуговой сварки, например, водоохлаждаемый скользящий башмак размещается на одной поверхности (поверхности канавки) основного металла, и обратный башмак размещается на его противоположной поверхности. Затем защитный газ, такой как диоксид углерода, подается в пространство, окруженное основным металлом, скользящим башмаком и обратным башмаком, и сварочная проволока вытягивается из сварочной горелки так, чтобы выполнялась дуговая сварка. Сварочное положение обычно является вертикальным положением, в котором сварка выполняется в направлении вверх с нижней стороны.
[0003]
Электрогазовая дуговая сварка обычно использует сварочную проволоку с флюсовым сердечником, которая содержит флюс, помещенный внутрь стальной внешней оболочки, выполняющей функцию сварочного материала. Причина использования сварочной проволоки с флюсовым сердечником состоит в том, что шлакообразователь, содержащийся во флюсе, плавится во время сварки для того, чтобы поддерживать хороший внешний вид сварных швов. Однако сварочная проволока с флюсовым сердечником вызывает плавление шлакообразователя во время сварки, поддерживая большое количество расплавленного шлака непосредственно на жидком металле. Если слой расплавленного шлака становится толстым непосредственно на жидком металле, проволока может стать погруженной в шлак, что дестабилизирует дугу и ухудшает внешний вид сварных швов. Кроме того, утолщенный расплавленный шлак, расположенный непосредственно на жидком металле, приводит к вариациям в компонентах сваренного металла, вызывая тем самым проблемы чрезмерной прочности и ухудшения ударной вязкости.
[0004]
По этой причине обычная методика электрогазовой дуговой сварки использует способ для принудительного выпуска шлака из нижней части скользящего башмака (см. Патентные документы 1-4). Например, в способе сварки, упомянутом в Патентном документе 1, для того, чтобы гарантировать выпуск шлака, используемый водоохлаждаемый скользящий медный башмак снабжается скошенной частью, которая имеет зазор от сварного шва, расширяющийся вниз. Патентный документ 2 предлагает скользящий башмак, который имеет на обращенной к канавке поверхности желобки, выгравированные в направлении сварного шва, причем каждый желобок имеет ширину, постепенно уменьшающуюся в направлении от поверхности башмака к его внутренней части. Эти желобки служат для селективного всасывания в них шлака из расплавленной ванны, включая жидкий металл и шлак.
[0005]
С другой стороны, Патентный документ 3 предлагает скользящий башмак, который включает в себя: поверхность, обращенную к основному металлу, имеющую форму искривленной вогнутой части; отверстие, сформированное около верхнего конца искривленной вогнутой части и выполненное с возможностью подачи через него защитного газа; скользящие краевые части, расположенные слева и справа от искривленной вогнутой части, причем каждая краевая часть состоит из плоской вертикальной поверхности; и вырезанную часть, расположенную под одной из краевых частей для формирования промежутка с предопределенной шириной от поверхности основного металла. В скользящем башмаке, упомянутом в Патентном документе 3, расплавленный шлак, удерживаемый на жидком металле в расплавленной ванне, стекает вниз из пространства между искривленной вогнутой частью и жидким металлом, а также вытекает из пространства, сформированного между вырезанной частью и поверхностью основного металла, к стороне следа скользящего башмака. Таким образом, количество выпускаемого расплавленного шлака может быть увеличено по сравнению с обычным скользящим башмаком.
[0006]
Кроме того, Патентный документ 4 предлагает водоохлаждаемый скользящий медный башмак, который имеет первый желобок для формирования сварных швов и второй желобок для выпуска расплавленного шлака. Эти желобки располагаются от верхней стороны к нижней стороне в указанном порядке в той поверхности скользящего башмака, которая обращена к канавке в свариваемых деталях. В скользящем башмаке, упомянутом в Патентном документе 4, первый желобок формируется параллельно поверхности свариваемой детали, в то время как второй желобок формируется так, чтобы он продолжался от нижней части первого желобка и наклонно относительно поверхности свариваемой детали таким образом, что ширина второго желобка последовательно увеличивается от верхней стороны к нижней стороне, и глубина второго желобка последовательно увеличивается от верхней стороны к нижней стороне.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0007]
Патентный документ 1: JP H11-285826 A
Патентный документ 2: JP 2007-90398 A
Патентный документ 3: JP 2010-142814 A
Патентный документ 4: JP 2012-166204 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0008]
Однако вышеупомянутые обычные методики имеют следующие проблемы. При использовании скользящего башмака с желобком, глубина которого увеличивается от верхней стороны к нижней стороне, такого как упомянутый в Патентном документе 1, или скользящего башмака с желобком, ширина и глубина которого увеличиваются от верхней стороны к нижней стороне, такого как упомянутый в Патентном документе 4, шлак чрезмерно выпускается в зависимости от напряжения дуги или свойств самого шлака, вызывая дефекты сварки, такие как прожог, включение шлака и поры.
[0009]
Скользящий башмак, упомянутый в Патентном документе 2, выполнен с возможностью всасывания и выпуска расплавленного шлака через выгравированные желобки. Для состава шлака, имеющего низкое поверхностное натяжение, эффект всасывания желобков не может быть получен в достаточной степени, и после повторного использования башмака шлак, захваченный в желобках, отверждается, что вызывает проблему, заключающуюся в том, что эффект выпуска шлака с помощью всасывания не может быть проявлен во время сварки. Кроме того, скользящий башмак, упомянутый в Патентном документе 3, имеет проблему, заключающуюся в том, что не только расплавленный шлак, но также и расплавленный металл стекает вниз в вырезанную часть водоохлаждаемого скользящего медного башмака, ухудшая таким образом форму сварного шва.
[0010]
Соответственно главной задачей настоящего изобретения является предложить способ электрогазовой дуговой сварки и устройство электрогазовой дуговой сварки, которые могли бы эффективно выпускать шлак.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
[0011]
Как было упомянуто выше, попытка ускорения выпуска шлака была предпринята в предшествующем уровне техники путем разработки структуры водоохлаждаемого скользящего медного башмака. Однако количество выпускаемого шлака изменяется в зависимости от стабильности дуги и состава шлака в сварочной проволоке, и таким образом не может в достаточной степени управляться только структурой водоохлаждаемого скользящего медного башмака. В частности, состав сварочной проволоки влияет на характеристики плавления шлака, а также оказывает влияние на прожог сваренного металла, дефекты сварного шва и ухудшение формы сварного шва. Тем не менее, никакого оптимального подхода не было предложено в предшествующем уровне техники относительно свойств шлака сварочной проволоки и формы водоохлаждаемого скользящего медного башмака.
[0012]
По этой причине авторы настоящего изобретения изучили комбинацию сварочных материалов, определяемую путем рассмотрения состава шлака и соответствующего сварочного аппарата, и создали такой способ электрогазовой дуговой сварки, который может поддерживать эффективный выпуск шлака в течение длительного периода времени при многократном использовании, а также может предотвращать появление дефектов сварного шва и ухудшение формы сварного шва и ударной вязкости сваренного металла, что в конечном итоге привело к настоящему изобретению.
[0013]
Таким образом, способ электрогазовой дуговой сварки в соответствии с настоящим изобретением представляет собой способ электрогазовой дуговой сварки, который включает в себя примыкание скользящего медного башмака к поверхности канавки в свариваемой детали и выполнение дуговой сварки при поднятии скользящего медного башмака и сварочной горелки, в котором используемая сварочная проволока представляет собой сварочную проволоку с флюсовым сердечником, которая содержит флюс во внешней стальной оболочке, причем эта сварочная проволока с флюсовым сердечником относительно полной массы проволоки включает в себя C: от 0,01 мас.% до 0,50 мас.%, Si: от 0,10 мас.% до 1,00 мас.%, Mn: от 0,50 мас.% до 4,00 мас.%, Mo: от 0,10 мас.% до 1,00 мас.%, Ti: от 0,05 мас.% до 0,40 мас.%, и SiO2: от 0,10 мас.% до 1,00 мас.%, и эта сварочная проволока с флюсовым сердечником дополнительно включает в себя в соответствующих ограниченных количествах Al: 0,30 мас.% или меньше (включая 0 мас.%), S: 0,050 мас.% или меньше (включая 0 мас.%), P: 0,050 мас.% или меньше (включая 0 мас.%), TiO2: 0,30 мас.% или меньше (включая 0 мас.%), и Al2O3: 0,30 мас.% или меньше (включая 0 мас.%), с остатком, состоящим из Fe и неизбежных примесей, в котором сварочная проволока с флюсовым сердечником имеет состав, который удовлетворяет нижеприведенному соотношению (A), в котором скользящий медный башмак имеет желобок на той своей поверхности, которая находится в контакте с канавкой, причем этот желобок имеет некоторую кривизну, причем когда а является шириной канавки, ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм, глубина желобка D находится в диапазоне от 0,5 до 5,5 мм, и отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0, и в котором в то время как скорость подачи сварочной проволоки задается постоянной, скоростью подъема ацетиленовой горелки управляют на основе сварочного тока таким образом, что выступающая длина сварочной проволоки задается постоянной:
[0014]
[Соотношение 1]
1,0≤ ([SiO2] + 2,1 × [Si])/([Al2O3] + 1,9 × [Al] + [TiO2] + 1,7 × [Ti]) (A)
где [SiO2] представляет собой содержание SiO2, [Si] представляет собой содержание Si, [Al2O3] представляет собой содержание Al2O3, [Al] представляет собой содержание Al, [TiO2] представляет собой содержание TiO2, и [Ti] представляет собой содержание Ti.
[0015]
Сварочная проволока с флюсовым сердечником может дополнительно включать в себя, относительно полной массы проволоки, Mg: 0,50 мас.% или меньше, Ni: 2,0 мас.% или меньше, Cr: 1,0 мас.% или меньше, и B: 0,005 мас.% или меньше.
Сварочная проволока с флюсовым сердечником может дополнительно включать в себя, относительно полной массы проволоки, в сумме 0,80 мас.% или меньше по меньшей мере одного вида оксида, выбираемого из MgO, Li2O, Na2O, K2O, CaO, SrO и BaO.
Кроме того, сварочная проволока с флюсовым сердечником, подходящая для использования, может иметь диаметр от 1,5 до 3,5 мм, в то время как коэффициент ее заполнения флюсом устанавливается в диапазоне от 15 до 30 мас.%.
С другой стороны, в способе электрогазовой дуговой сварки в соответствии с настоящим изобретением управление скоростью подъема сварочной горелки может включать в себя следующие стадии: исключение из сварочного тока высокочастотного компонента посредством фильтра низких частот; и сравнение величины сварочного тока, проходящего через фильтр низких частот, с предварительно заданным значением сварочного тока, причем частота среза фильтра низких частот может быть установлена равной от 0,98 до 2,93 Гц.
Сварка может выполняться при периодическом изменении напряжения дуги.
[0016]
Устройство электрогазовой дуговой сварки в соответствии с настоящим изобретением включает в себя: скользящий медный башмак, который примыкает к поверхности канавки в свариваемой детали; сварочную горелку, выполненную с возможностью подачи сварочной проволоки в канавку; механизм перемещения горелки, который перемещает сварочную горелку в направлении вперед-назад, в направлении вверх-вниз, и в направлении влево-вправо относительно линии сварного шва; а также блок управления, выполненный с возможностью управлять скоростью подъема сварочной горелки на основе сварочного тока, причем скользящий медный башмак имеет желобок в той своей поверхности, которая находится в контакте с канавкой, причем этот желобок имеет некоторую кривизну, и причем когда а является шириной канавки, ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм, глубина желобка D находится в диапазоне от 0,5 до 5,5 мм, и отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
Соответственно, настоящее изобретение определяет состав сварочного материала в дополнение к структуре скользящего медного башмака, позволяя тем самым эффективно выпускать шлак.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
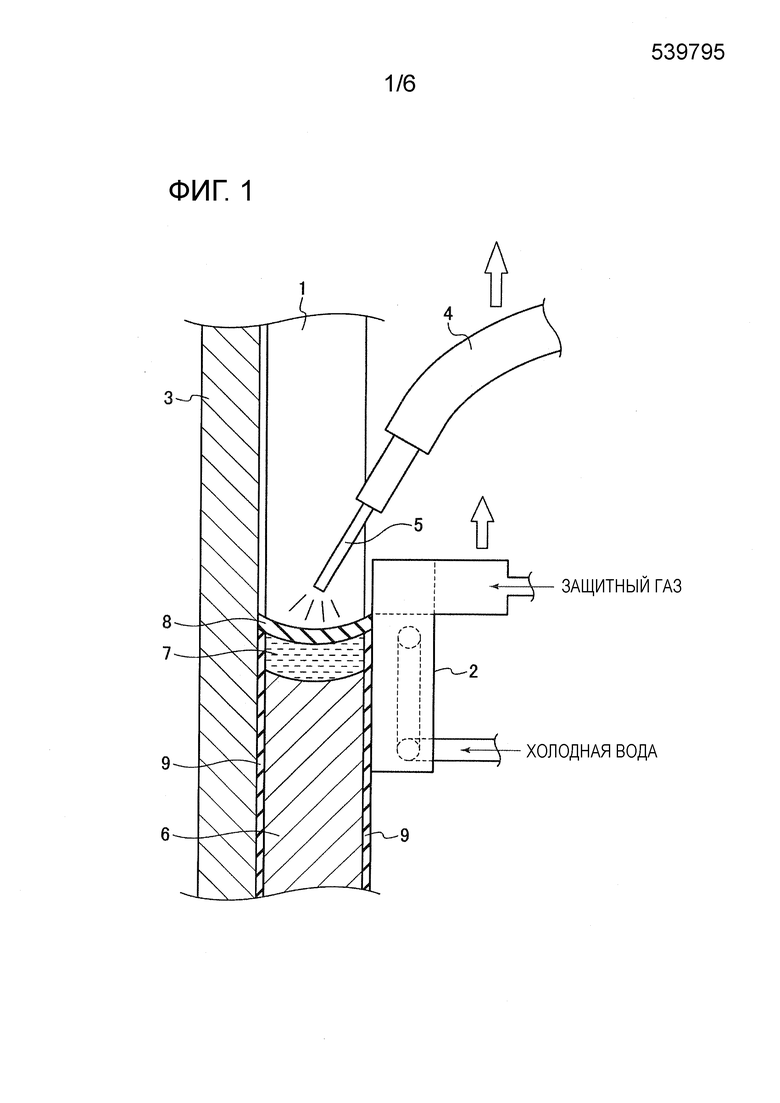
Фиг. 1 представляет собой схематическое поперечное сечение способа электрогазовой дуговой сварки в соответствии с одним вариантом осуществления настоящего изобретения.
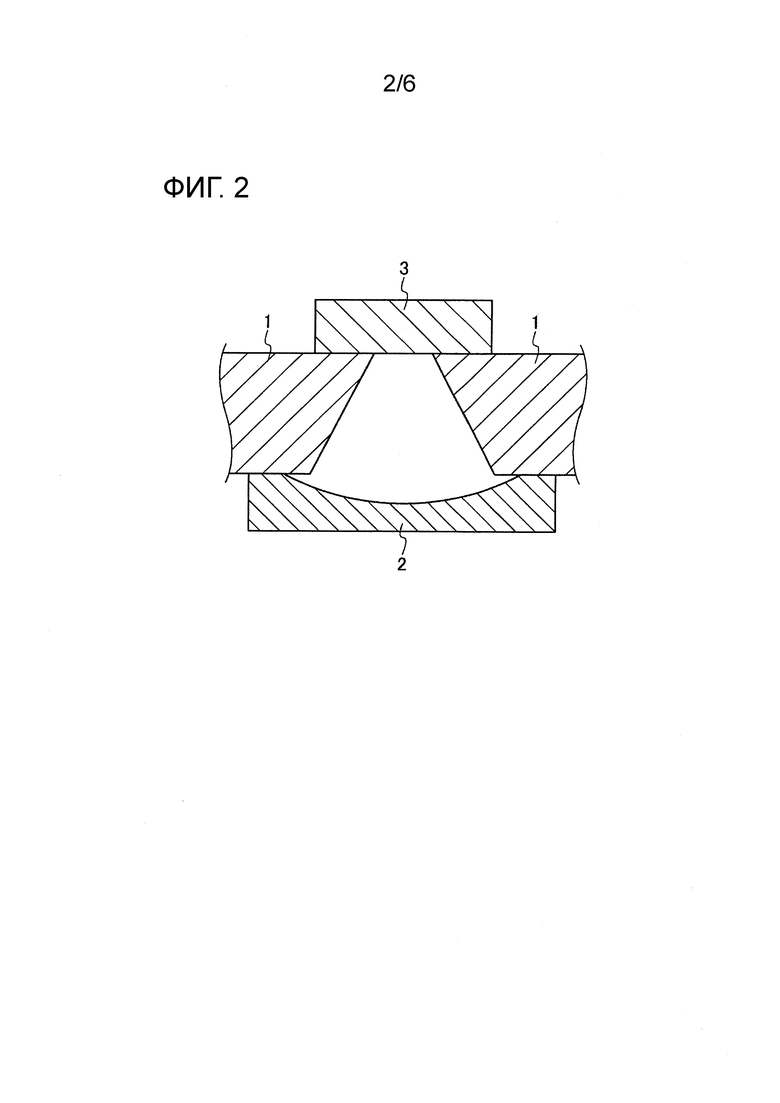
Фиг. 2 представляет собой поперечное сечение, показывающее форму канавки.
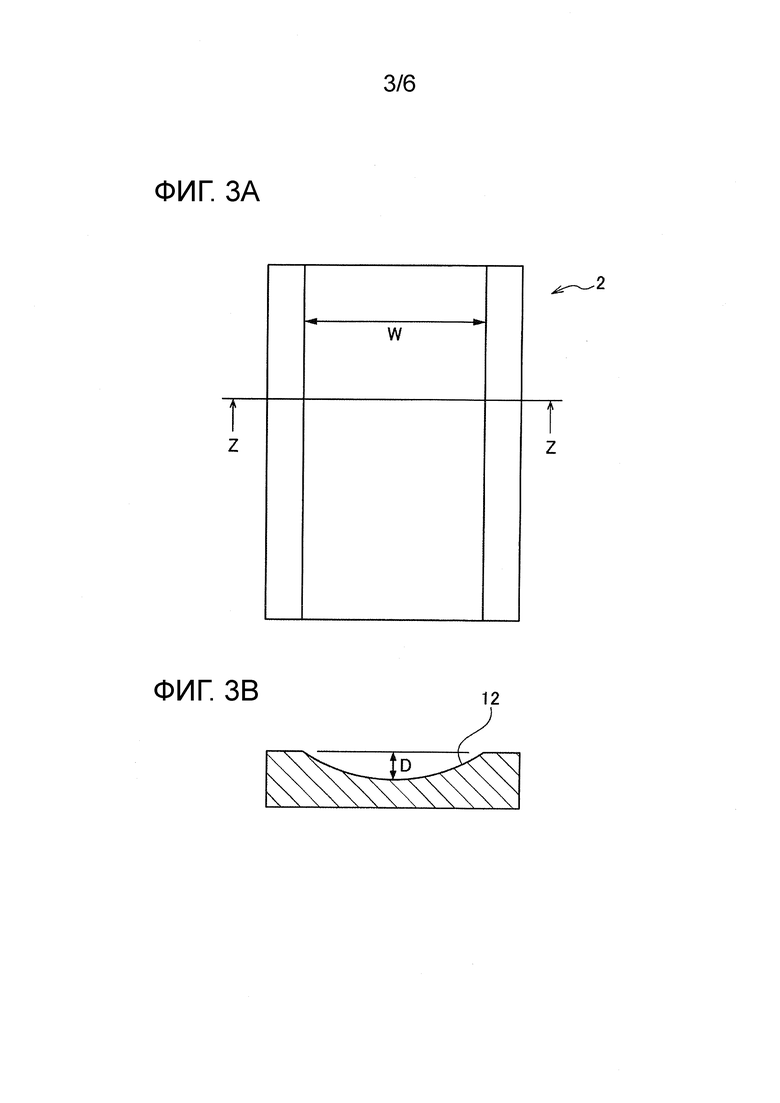
Фиг. 3A представляет собой схематический вид сверху, показывающий структуру скользящего медного башмака 2, изображенного на Фиг. 1.
Фиг. 3B представляет собой поперечное сечение по линии Z-Z, изображенной на Фиг. 3A.
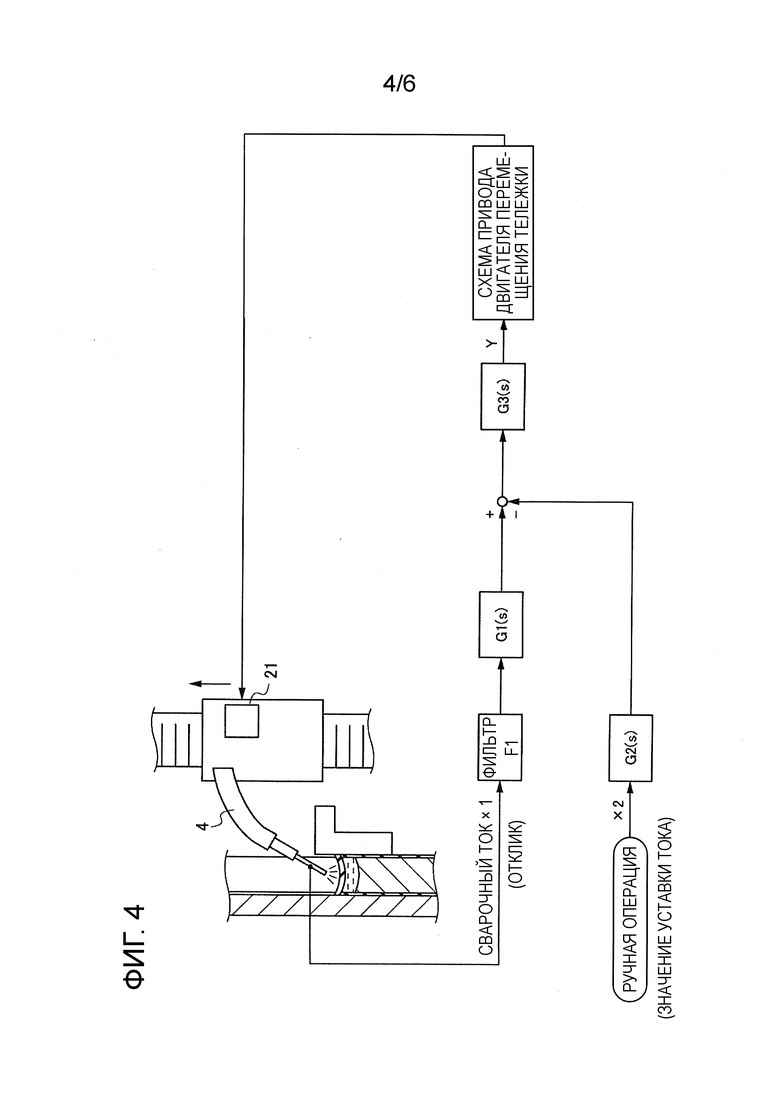
Фиг. 4 представляет собой блок-схему, показывающую способ управления для задания постоянной выступающей длины сварочной проволоки.
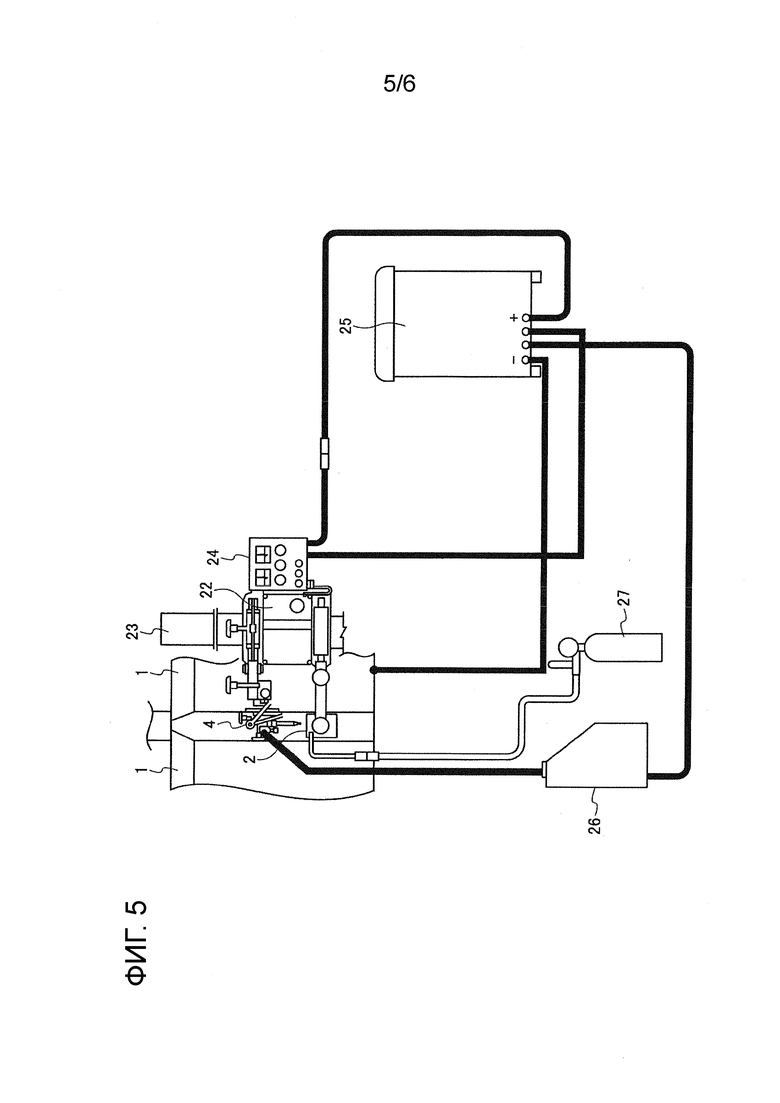
Фиг. 5 представляет собой диаграмму, показывающую один пример структуры сварочного аппарата, используемого в способе электрогазовой дуговой сварки в соответствии с вариантом осуществления.
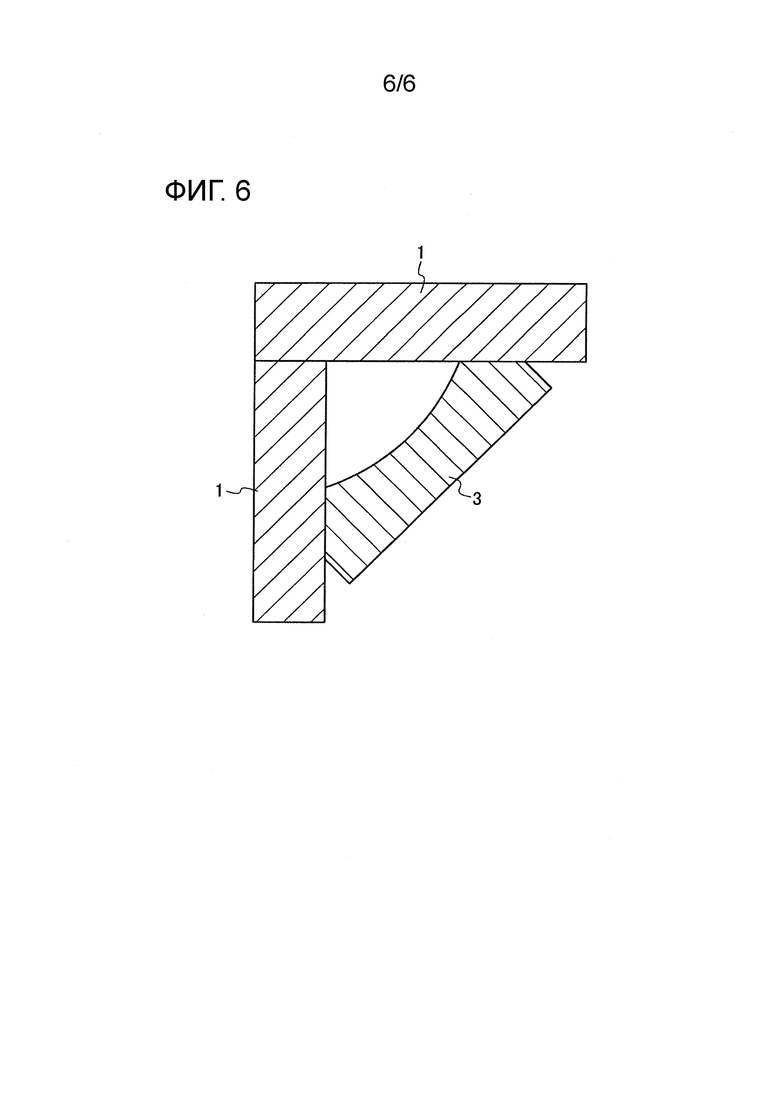
Фиг. 6 представляет собой поперечное сечение, показывающее способ сварки в применении к сварке угловым швом.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019]
Далее будут подробно описаны варианты осуществления для осуществления настоящего изобретения. Следует отметить, что настоящее изобретение не ограничивается следующими вариантами осуществления. Фиг. 1 представляет собой схематическое поперечное сечение способа электрогазовой дуговой сварки в одном варианте осуществления настоящего изобретения; а Фиг. 2 представляет собой поперечное сечение формы канавки. Фиг. 3A представляет собой схематический вид сверху, показывающий структуру скользящего медного башмака 2, изображенного на Фиг. 1; а Фиг. 3B представляет собой поперечное сечение по линии Z-Z, изображенной на Фиг. 3A.
[0020]
Как показано на Фиг. 1, в способе электрогазовой дуговой сварки этого варианта осуществления скользящий медный башмак 2 упирается в поверхность с канавкой, сформированной в свариваемых деталях (в основном металле 1), в то время как материал 3 основы упирается в другую поверхность свариваемых деталей. Здесь, форма используемой канавки может быть, например, V-образной, как показано на Фиг. 2. Сварочная проволока 5 подается из сварочной горелки 4 в канавку, ограниченную основным металлом 1, скользящим медным башмаком 2 и материалом 3 основы, с одновременной подачей защитного газа, посредством чего выполняется дуговая сварка при одновременном подъеме сварочной горелки 4 и скользящего медного башмака 2.
[0021]
При этом используемая сварочная проволока 5 представляет собой сварочную проволоку с флюсовым сердечником, которая имеет заполненную флюсом стальную внешнюю оболочку и содержит C, Si, Mn, Мо, Ti и SiO2 в конкретных количествах, а также Al, S, P, TiO2 и Al2O3 в ограниченных конкретных количествах или меньше, с остатком, представляющим собой Fe и неизбежные примеси. Сварочная проволока с флюсовым сердечником имеет состав, который удовлетворяет следующему соотношению (A). В нижеприведенном соотношении (А) [SiO2] представляет собой содержание SiO2, [Si] представляет собой содержание Si, [Al2O3] представляет собой содержание Al2O3, [Al] представляет собой содержание Al, [TiO2] представляет собой содержание TiO2, и [Ti] представляет собой содержание Ti.
Следует отметить, что в настоящем описании термин «содержание Si», обозначаемое как [Si], означает содержание Si, отличающееся от содержания Si в SiO2. Содержание, представляемое с помощью квадратных скобок [], является содержанием, выражаемым в единицах массы.
[0022]
[Соотношение 2]
1,0≤ ([SiO2] + 2,1 × [Si])/([Al2O3] + 1,9 × [Al] + [TiO2] + 1,7 × [Ti]) (A)
[0023]
Как показано на Фиг. 3A и 3B, используемый скользящий медный башмак 2 имеет желобок 12 с кривизной в той своей поверхности, которая находится в контакте с канавкой. Кроме того, когда а является шириной канавки, ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм; глубина желобка D находится в диапазоне от 0,5 до 5,5 мм; и отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0. Кроме того, во время сварки скорость подачи сварочной проволоки 5 устанавливается постоянной, и скоростью подъема сварочной горелки управляют на основе сварочного тока.
[0024]
Причины для задания различных условий в способе электрогазовой дуговой сварки в этом варианте осуществления будут описаны ниже.
[0025]
[Сварочная проволока 5]
Сварочная проволока 5, используемая в способе электрогазовой дуговой сварки в этом варианте осуществления, является сварочной проволокой с флюсовым сердечником, которая включает в себя цилиндрическую стальную внешнюю оболочку и помещенный внутрь нее флюс. Форма сварочной проволоки с флюсовым сердечником может принимать либо бесшовный тип, то есть без шва, сформированного на внешней оболочке, либо тип со швом, сформированным на внешней оболочке. Сварочная проволока с флюсовым сердечником может включать в себя проволоку, наружная поверхность внешней оболочки которой покрыта или не покрыта слоем меди. В способе электрогазовой дуговой сварки этого варианта осуществления могут использоваться оба типа проволоки.
[0026]
Далее будет дано описание причин ограничения содержания соответствующих химических компонентов сварочной проволоки с флюсовым сердечником, используемой в способе электрогазовой дуговой сварки в соответствии с этим вариантом осуществления. Следует отметить, что соответствующие содержания компонентов, упомянутых ниже, означают долю конкретного компонента относительно полной массы проволоки, включающей в себя комбинацию внешней оболочки и флюса.
[0027]
<C: от 0,01 мас.% до 0,50 мас.%>
Углерод (C) имеет эффект улучшения прочности сваренного металла. Однако, когда содержание C в сварочной проволоке составляет менее 0,01 мас.%, прочность сваренного металла становится недостаточной. С другой стороны, когда большое количество C, превышающее 0,50 мас.%, содержится в сварочной проволоке, C связывается с кислородом во время сварки с образованием газообразного CO, который образует пузырьки на поверхности капельки сварочного металла. Такие пузырьки отлетают, делая дугу неустойчивой и образуя брызги. Таким образом, содержание C в сварочной проволоке устанавливается равным от 0,01 мас.% до 0,50 мас.%.
[0028]
<Si: от 0,10 мас.% до 1,00 мас.%>
Кремний (Si) является элементом, оказывающим раскисляющий эффект и существенным для того, чтобы гарантировать прочность и ударную вязкость сваренного металла. Однако, когда содержание C в сварочной проволоке составляет менее 0,10 мас.%, раскисление становится недостаточным, вызывая таким образом прогары в сваренном металле. С другой стороны, когда в сварочной проволоке содержится большое количество Si, превышающее 1,00 мас.%, расплавленный шлак 8 удерживаемый на жидком металле 7, становится более толстым во время сварки. Сварочная проволока 5 при этом оказывается погруженной в расплавленный шлак 8, что приводит к вариациям текучести сваренного металла 9, ухудшая таким образом его ударную вязкость. Таким образом, содержание кремния в сварочной проволоке устанавливается равным от 0,10 мас.% до 1,00 мас.%.
Следует отметить, что в настоящем описании термин «содержание Si в сварочной проволоке» означает содержание Si, отличающееся от содержания Si в SiO2. Причина этого заключается в том, что содержание SiO2 определяется отдельно от упомянутого выше содержания Si.
[0029]
<Mn: от 0,50 мас.% до 4,00 мас.%>
Марганец (Mn), как и вышеупомянутый Si, служит раскислителем или связывающим для серы, и таким образом является элементом, существенным для того, чтобы гарантировать прочность и ударную вязкость сваренного металла. Однако когда содержание Mn в сварочной проволоке составляет менее 0,50 мас.%, раскисление становится недостаточным, образуя таким образом дефекты сварного соединения (прогары) в сваренном металле, или приводит к недостаточной ударной вязкости сваренного металла. С другой стороны, когда в сварочной проволоке содержится большое количество Mn, превышающее 4,00 мас.%, образуется большое количество шлака, который трудно отделить во время сварки, что приводит к дефектам сварного соединения, таким как включение шлака, и прочность сваренного металла становится чрезмерно высокой, что приводит к значительно уменьшенной ударной вязкости. Таким образом, содержание марганца в сварочной проволоке устанавливается равным от 0,50 мас.% до 4,00 мас.%.
[0030]
<Mo: от 0,10 мас.% до 1,00 мас.%>
Молибден (Мо) является элементом, существенным для того, чтобы гарантировать прочность и ударную вязкость сваренного металла. Однако когда содержание молибдена в сварочной проволоке составляет менее 0,10 мас.%, прочность или ударная вязкость сваренного металла становится недостаточной. С другой стороны, когда содержание Мо в сварочной проволоке превышает 1,00 мас.%, прочность сваренного металла становится чрезвычайно высокой, что вызывает дефекты сварного шва, такие как растрескивание. Таким образом, содержание молибдена в сварочной проволоке устанавливается равным от 0,10 мас.% до 1,00 мас.%.
[0031]
<Ti: от 0,05 мас.% до 0,40 мас.%>
Титан (Ti) оказывает эффект уменьшения ферритных зерен в сваренном металле, улучшая его ударную вязкость. Однако когда содержание титана в сварочной проволоке составляет менее 0,05 мас.%, ударная вязкость сваренного металла становится недостаточной. С другой стороны, Ti является сильным раскисляющим элементом. Когда содержание Ti в сварочной проволоке превышает 0,40 мас.%, происходит чрезмерное образование шлака из TiO2, имеющего высокую вязкость. Следовательно, выпуск шлака затрудняется, что приводит к утолщению слоя расплавленного шлака 8, удерживаемого на жидком металле 7, так что сварочная проволока 5 становится погруженной в расплавленный шлак 8, что приводит к вариациям текучести сваренного металла 9, ухудшая таким образом его ударную вязкость. Таким образом, содержание титана в сварочной проволоке устанавливается равным от 0,05 мас.% до 0,40 мас.%.
[0032]
<SiO2: от 0,10 мас.% до 1,00 мас.%>
Диоксид кремния (SiO2) является оксидом, содержащимся во флюсе для формирования расплавленного шлака, имеющего относительно хорошую текучесть. Добавление MgO или CaO, которое будет упомянуто позже, вместе с SiO2 дополнительно улучшает текучесть расплавленного шлака. Таким образом, при электрогазовой дуговой сварке состав шлака задается таким образом, чтобы он содержал главным образом SiO2, что способствует выпуску шлака. Состав шлака, содержащий главным образом SiO2, который является стекловидным, легче отслаивается и имеет тенденцию распределяться по всей поверхности сварного шва, что приводит к хорошему внешнему виду сварного шва. Для того, чтобы сформировать состав шлака, содержащий главным образом SiO2, SiO2 должен содержаться в сварочной проволоке в количестве 0,10 мас.% или больше.
[0033]
С другой стороны, когда содержание SiO2 в сварочной проволоке превышает 1,00 мас.%, количество шлака становится чрезмерным, и следовательно ускоряется образование оксидов по сравнению с эффектом выпуска шлака. Таким образом, расплавленный шлак 8, удерживаемый на жидком металле 7, становится более толстым, что погружает сварочную проволоку 5 в расплавленный шлак 8, приводя к вариациям в текучести сваренного металла 9, ухудшая таким образом его ударную вязкость. Таким образом, содержание диоксида кремния в сварочной проволоке устанавливается равным от 0,10 мас.% до 1,00 мас.%. С точки зрения улучшения эффективности выпуска шлака содержание SiO2 в сварочной проволоке предпочтительно устанавливается равным от 0,20 мас.% до 0,60 мас.%.
[0034]
<Al: 0,30 мас.% или меньше>
Алюминий (Al) оказывает эффект уменьшения ферритных зерен в сваренном металле, улучшая его ударную вязкость, как и вышеупомянутый титан. Титан демонстрирует самый сильный эффект уменьшения ферритных зерен. Оксид алюминия имеет высокую вязкость, ухудшающую способность шлака к удалению, что влияет на внешний вид сварного шва. Таким образом, предпочтительно Al добавляется в сварочную проволоку в минимально возможном количестве. Содержание Al более предпочтительно составляет 0 мас.%.
[0035]
С другой стороны, алюминий является сильным раскисляющим элементом. Когда содержание Al в сварочной проволоке превышает 0,30 мас.%, происходит чрезмерное образование шлака. Следовательно, выпуск шлака подавляется, что приводит к утолщению слоя расплавленного шлака 8 на жидком металле 7, так что сварочная проволока 5 становится погруженной в расплавленный шлак 8, что приводит к вариациям текучести сваренного металла 9, ухудшая таким образом его ударную вязкость. Таким образом, содержание алюминия в сварочной проволоке ограничивается величиной 0,30 мас.% или меньше.
[0036]
<S: 0,050 мас.% или меньше; P: 0,050 мас.% или меньше>
Как сера (S), так и фосфор (P) являются неизбежными примесями. Когда содержание каждого из этих элементов в сварочной проволоке превышает 0,050 мас.%, в сваренном металле образуются дефекты сварного шва, такие как растрескивание. Следовательно, как содержание S, так и содержание P ограничивается величиной 0,050 мас.% или меньше. Следует отметить, что содержание S и содержание P в сварочной проволоке предпочтительно является небольшим, если это возможно, и более предпочтительно составляет 0 мас.%. Однако когда каждое из содержания S и содержания P составляет 0,050 мас.% или меньше, они никак не влияют на эффекты настоящего изобретения.
[0037]
<TiO2: 0,30 мас.% или меньше; Al2O3: 0,30 мас.% или меньше>
TiO2 и Al2O3 представляют собой оксиды, содержащиеся во флюсе. Поскольку они образуют расплавленный шлак, имеющий высокую вязкость, предпочтительно, чтобы содержание этих соединений было небольшим, если это возможно, и более предпочтительно оно составляет 0 мас.%. В частности, когда содержание каждого из TiO2 и Al2O3 в сварочной проволоке превышает 0,30 мас.%, выпуск шлака подавляется, ухудшая таким образом ударную вязкость сваренного металла, что вызывает дефекты сварного соединения, такие как включение шлака. Следовательно, как содержание TiO2, так и содержание Al2O3 ограничивается величиной 0,30 мас.% или меньше.
[0038]
<(SiO2+2,1Si)/(Al2O3+1,9Al+TiO2+1,7Ti)>
Как было упомянуто выше, TiO2 и Al2O3, получающиеся из флюса, а также Ti и Al, служащие сильными элементами раскисления, затрудняют выпуск шлака. По этой причине, когда значение ([SiO2]+2,1 × [Si])/([Al2O3]+1,9 × [Al]+[TiO2]+1,7 × [Ti]) составляет меньше чем 1,0, то есть когда содержания этих компонентов в сварочной проволоке не удовлетворяют вышеупомянутому соотношению (A), получаемый шлак главным образом содержит TiO2 и Al2O3, ухудшая ударную вязкость сваренного металла и вызывая образование дефектов сварного шва.
[0039]
В противоположность этому, когда значение ([SiO2]+2,1 × [Si])/([Al2O3]+1,9 × [Al]+[TiO2]+1,7 × [Ti]) составляет 1,0 или больше, то есть, когда содержания этих компонентов в сварочной проволоке удовлетворяют вышеупомянутому соотношению (A), получаемый шлак главным образом содержит SiO2, способствующий выпуску шлака, что приводит к хорошему внешнему виду сварного шва без дефектов сварного шва. Следует отметить, что коэффициенты при Si, Al и Ti в вышеупомянутом уравнении (A) являются молярными соотношениями между элементами и их оксидами. Эти коэффициенты определяются при условии, что все дополнительные элементы представляют собой оксиды.
[0040]
<Mg: 0,50 мас.% или меньше>
Магний (Mg) является сильным раскисляющим элементом и оказывает эффект сокращения количества кислорода в сваренном металле, улучшая тем самым ударную вязкость сваренного металла. Mg может быть добавлен к сварочной проволоке по мере необходимости. Следует отметить, что с точки зрения улучшения ударной вязкости сваренного металла путем добавления Mg к сварочной проволоке, содержание Mg предпочтительно составляет 0,05 мас.% или больше.
[0041]
С другой стороны, магний является сильным раскисляющим элементом. Когда содержание Mg в сварочной проволоке превышает 0,50 мас.%, шлак из MgO образуется в чрезмерном количестве. Подходящее содержание MgO связывается с SiO2 с образованием расплавленного шлака с хорошей текучестью. Любой избыток содержания MgO образует большое количество шлака, который трудно отслаивается во время сварки, вызывая дефекты сварного шва, такие как включение шлака. Таким образом, при добавлении Mg к сварочной проволоке содержание Mg устанавливается равным 0,50 мас.% или меньше.
[0042]
<Ni: 2,0 мас.% или меньше, Cr: 1,0 мас.% или меньше, и B: 0,005 мас.% или меньше>
Сварочная проволока с флюсовым сердечником, используемая в качестве сварочной проволоки, может содержать Ni, Cr, и B для того, чтобы улучшить прочность или ударную вязкость сваренного металла. Следует отметить, что когда содержание этих элементов является чрезмерно большим, у сваренного металла появляется тенденция к растрескиванию. В частности, когда содержание Ni в сварочной проволоке превышает 2,0 мас.%, когда содержание Cr в сварочной проволоке превышает 1,0 мас.%, или когда содержание B в сварочной проволоке превышает 0,005 мас.%, у сваренного металла появляется тенденция к растрескиванию. Следовательно, добавление Ni, Cr и B выполняется так, чтобы удовлетворить следующим условиям: Ni: 2,0 мас.% или меньше, Cr: 1,0 мас.% или меньше, и B: 0,005 мас.% или меньше, соответственно.
[0043]
<MgO, Li2O, Na2O, K2O, CaO, SrO и BaO: суммарно 0,80 мас.% или меньше>
MgO, Li2O, Na2O, K2O, CaO, SrO и BaO имеют эффект в том, что плавятся вместе с SiO2, уменьшая вязкость шлака и тем самым улучшая текучесть шлака. Следует отметить, что когда полное содержание MgO, Li2O, Na2O, K2O, CaO, SrO и BaO превышает 0,80 мас.%, количество шлака становится чрезмерным, и образование оксида ускоряется, по сравнению с эффектом выпуска шлака. Следовательно, расплавленный шлак 8, удерживаемый на жидком металле 7, становится более толстым, так что сварочная проволока 5 становится погруженной в расплавленный шлак 8, что приводит к вариациям текучести сваренного металла 9, ухудшая таким образом его ударную вязкость. Таким образом, когда MgO, Li2O, Na2O, K2O, CaO, SrO и BaO добавляются к сварочной проволоке, их полное содержание устанавливается равным 0,80 мас.% или меньше. Следует отметить, что сварочная проволока может содержать только один вид из этих оксидов, либо два или более вида этих оксидов.
[0044]
<Остаток: железо и неизбежные примеси>
Остаток в химическом составе сварочной проволоки (сварочной проволоки с флюсовым сердечником), используемой в способе электрогазовой дуговой сварки этого варианта осуществления, включает в себя Fe и неизбежные примеси.
[0045]
<Диаметр: от 1,5 до 3,5 мм>
Диаметр проволоки с флюсовым сердечником, используемой в сварочной проволоке, предпочтительно находится в диапазоне от 1,5 до 3,5 мм. При использовании для электрогазовой дуговой сварки проволоки, имеющей диаметр менее 1,5 мм, количество сварки увеличивается для того, чтобы повысить положение жидкого металла, подавляя тем самым выпуск шлака. С другой стороны, при использовании проволоки, имеющей диаметр более 3,5 мм, сварочный ток становится более высоким, что приводит к большему выделению тепла, делая таким образом более вероятным ухудшение ударной вязкости полученного сваренного металла.
[0046]
<Коэффициент заполнения флюсом: от 15 мас.% до 30 мас.%>
В проволоке с флюсовым сердечником, используемой для сварочной проволоки, коэффициент заполнения флюсом находится предпочтительно в диапазоне от 15 мас.% до 30 мас.%. Использование проволоки, имеющей коэффициент заполнения флюсом меньше чем 15 мас.%, не позволяет достигнуть эффекта улучшения количества сварного шва, делая более вероятным погружение проволоки в шлаковую ванну. С другой стороны, использование проволоки, имеющей коэффициент заполнения флюсом, превышающий 30 мас.%, улучшает эффект джоулева тепла, дестабилизируя перемещение капельки сварочного металла, затрудняя тем самым управление выступом проволоки. Здесь используемый в настоящем документе термин «коэффициент заполнения флюсом» определяется как отношение массы флюса, заполняющего внешнюю оболочку, к массе всей проволоки (к сумме масс внешней оболочки и флюса).
[0047]
<Внешняя оболочка>
Материал для внешней оболочки проволоки с флюсовым сердечником, используемой в сварочной проволоке, может представлять собой либо мягкую сталь, либо нержавеющую сталь, при условии, что состав всей проволоки соответствует описанным выше диапазонам.
[0048]
<Способ производства>
Способ производства для сварочной проволоки (сварочной проволоки с флюсовым сердечником), используемой для способа электрогазовой дуговой сварки в этом варианте осуществления, специально не ограничивается. Способ электрогазовой дуговой сварки в этом варианте осуществления может использовать любую сварочную проволоку, которая производится с помощью обычного способа производства. Например, флюс помещается в подковообразную внешнюю оболочку, сделанную из мягкой стали или нержавеющей стали, которая затем формируется в цилиндрическую форму, с последующим вытягиванием для достижения целевого диаметра, обеспечивая таким образом производство сварочной проволоки.
[0049]
[Скользящий медный башмак 2]
Скользящий медный башмак 2, используемый для электродуговой сварки в этом варианте осуществления, имеет на своей поверхности, которая находится в контакте с канавкой, желобок 12, имеющий некоторую кривизну. Форма этого желобка в скользящем медном башмаке 2 зависит от выпуска расплавленного шлака. Когда ширина желобка W и глубина желобка D являются большими, выпуск шлака ускоряется, вызывая дефекты сварного шва, такие как дефектная форма сварного шва и включение шлака, благодаря прожогу жидкого металла и неравномерному покрытию сварного шва в присутствии шлака.
[0050]
С другой стороны, когда ширина желобка W и глубина желобка D являются малыми, выпуск шлака подавляется, делая расплавленный шлак 8, удерживаемый на жидком металле 7, более толстым. Таким образом сварочная проволока 5 оказывается погруженной в расплавленный шлак 8, что приводит к вариациям текучести сваренного металла 9, ухудшая тем самым его ударную вязкость. Для того, чтобы равномерно покрыть сварной шов шлаком с тем, чтобы предотвратить дефектную форму сварного шва и образование дефектов сварного шва, желобок не должен быть чрезмерно большим.
[0051]
С другой стороны, когда желобок является маленьким, выпуск шлака затрудняется. По этой причине в способе электродуговой сварки этого варианта осуществления использование сварочной проволоки (сварочной проволоки с флюсовым сердечником) с вышеупомянутым составом формирует расплавленный шлак, который содержит главным образом SiO2. Расплавленный шлак, который содержит главным образом SiO2, имеет свойства плавления, включающие низкую вязкость, хорошую текучесть и превосходную смачиваемость медного башмака, что позволяет равномерно покрывать сварной шов этим шлаком без необходимости в избыточном формировании желобка, обеспечивая таким образом образование хорошей формы сварного шва.
[0052]
Форма желобка, которая является подходящей для объединения со сварочной проволокой с флюсовым сердечником, имеющей вышеупомянутый состав, определяется следующим образом: когда а является шириной канавки, ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм; глубина желобка D находится в диапазоне от 0,5 до 5,5 мм; и отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0.
[0053]
<Ширина желобка W: от (1,1 × a) до (2,5 × a) мм>
Ширина желобка W зависит от ширины канавки a. Когда ширина желобка W меньше чем в 1,1 раза больше, чем ширина канавки a, форма сварного шва становится дефектной, а когда ширина желобка W больше чем в 2,5 раза больше, чем ширина канавки a, происходит прожог сваренного металла или получается дефектная форма сварного шва. Следовательно, ширина желобка W устанавливается в 1,1-2,5 раза большей, чем ширина канавки a.
[0054]
<Глубина желобка D: от 0,5 до 5,5 мм>
Когда глубина желобка D составляет менее 0,5 мм, текучесть сваренного металла изменяется, ухудшая ударную вязкость сваренного металла. Когда глубина желобка D превышает 5,5 мм, шлак не может быть равномерно располагаться на сварном шве, вызывая дефекты сварного шва, такие как дефектная форма сварного шва и включение шлака. Таким образом, глубина желобка D устанавливается в диапазоне от 0,5 до 5,5 мм.
[0055]
<Отношение (W/D) ширины желобка W к глубине желобка D: от 5,0 до 80,0>
Когда отношение (W/D) ширины желобка W к глубине желобка D составляет менее 5,0, даже при использовании сварочной проволоки с флюсовым сердечником с вышеупомянутым составом выпуск шлака прерывается, что приводит к вариациям в текучести сваренного металла, ухудшая ударную вязкость сваренного металла. С другой стороны, когда отношение (W/D) ширины желобка W к глубине желобка D превышает 80,0, образуются дефекты сварного шва, такие как дефектная форма сварного шва и включение шлака. Таким образом, отношение (W/D) ширины желобка W к глубине желобка D устанавливается в диапазоне от 5,0 до 80,0.
[0056]
<Форма желобка>
Форма желобка 12 в скользящем медном башмаке 2 имеет некоторую кривизну. При такой компоновке может поддерживаться хорошая форма сварного шва. Радиус кривизны желобка 12 особенно не ограничивается, но предпочтительно находится в диапазоне от 30 до 180 мм. Таким образом, сварной шов равномерно покрывается шлаком, дополнительно обеспечивая улучшение формы сварного шва.
[0057]
[Управление длиной выступающей сварочной проволоки 5]
Длина выступающей сварочной проволоки 5 предпочтительно устанавливается в диапазоне от 20 до 60 мм во время сварки. При электрогазовой дуговой сварке, когда длина выступающей сварочной проволоки 5 составляет менее 20 мм, сварочный ток становится более высоким, вызывая увеличение тепловыделения и тем самым ухудшая ударную вязкость сваренного металла. С другой стороны, когда длина выступающей сварочной проволоки 5 превышает 60 мм, эффект джоулева тепла демонстрируется в значительной степени, что дестабилизирует перемещение капельки сварочного металла, затрудняя поддерживание постоянной длины проволоки, как будет описано позже.
[0058]
При электрогазовой дуговой сварке этого варианта осуществления сварка выполняется при управлении скоростью подъема сварочной горелки таким образом, чтобы сделать выступающую длину l вышеупомянутой сварочной проволоки 5 постоянной. Когда длина выступающей проволоки устанавливается постоянной, дуга становится устойчивой, так что колебания расплавленного шлака 8 могут быть уменьшены, что приводит к небольшому изменению количества выпускаемого шлака с течением времени. Таким образом, шлак может постоянно выпускаться с одной и той же скоростью. В результате дефекты сварного шва, такие как дефектная форма сварного шва и включение шлака, могут быть предотвращены.
[0059]
В частности, при использовании сварочной проволоки, которая образует расплавленный шлак, с хорошей гибкостью, колебания расплавленного шлака 8 становятся больше. Из-за этого важно управлять вышеупомянутой выступающей длиной так, чтобы она была постоянной. Один конкретный способ управления для установки длины выступающей сварочной проволоки 5 так, чтобы она была постоянной, будет описан ниже. Фиг. 4 представляет собой блок-схему, показывающую способ управления для задания постоянной выступающей длины сварочной проволоки.
[0060]
Чем короче длина выступающей сварочной проволоки 5, тем больше становится сварочный ток. Напротив, чем больше длина выступающей сварочной проволоки, тем меньше становится сварочный ток. Таким образом, при электрогазовой дуговой сварке этого варианта осуществления измеряется сварочный ток, и скоростью подъема сварочной горелки 5, то есть скоростью сварки управляют на основе измеренного сварочного тока. В это время скорость подачи сварочной проволоки 5 не изменяется, но устанавливается постоянной.
[0061]
Способ для управления скоростью подъема сварочной горелки на основе сварочного тока особенно не ограничивается. Например, как показано на Фиг. 4, использование фильтра низких частот F1 удаляет высокочастотный компонент с тем, чтобы получить сварочный ток X1, который вводится затем в преобразователь G1 для измерения значения тока. Затем значение тока из преобразователя G1 для измерения значения тока сравнивается со значением тока, получаемым путем реверсирования значения уставки сварочного тока, заданного с помощью ручной операции X2, посредством задатчика тока G2. В результате, когда значение сварочного тока больше, чем значение уставки сварочного тока, скорость подъема сварочной горелки 4 увеличивается. С другой стороны, когда значение сварочного тока меньше, чем значение уставки сварочного тока, скорость подъема сварочной горелки 4 уменьшается.
[0062]
Управление скоростью сварочной горелки 4 может быть выполнено, например, путем выполнения вычислений блоком G3 вычисления уставки частоты вращения двигателя тележки, и автоматического управления двигателем 21 тележки для перемещения сварочной горелки 4 посредством схемы 20 привода двигателя тележки. Это управление может устанавливать длину выступающей сварочной проволоки 5 постоянной.
[0063]
При этом, с точки зрения улучшения точности управления длиной выступающей сварочной проволоки 5 частота среза фильтра низких частот F1 предпочтительно устанавливается внутри диапазона от 0,98 до 2,93 Гц. Когда частота среза фильтра нижних частот составляет менее 0,98 Гц, чувствительность управления скоростью подъема сварочной горелки 4 уменьшается, и тем самым сварочная горелка 4 в некоторых случаях не может следовать за изменением длины выступающей сварочной проволоки 5. Когда частота среза превышает 2,93 Гц, чувствительность управления скоростью подъема сварочной горелки 4 становится настолько высокой, что скорость подъема сварочной горелки изменяется даже при малых изменениях тока, изменяя тем самым длину выступающей сварочной проволоки 5, что делает дугу неустойчивой. Неустойчивая дуга иногда увлекает окружающий воздух, что приводит к захвату азота сваренным металлом, и таким образом к уменьшенной ударной вязкости сваренного металла.
[0064]
[Конструкция сварочного аппарата]
Фиг. 5 представляет собой диаграмму, показывающую один пример конструкции сварочного аппарата, используемого в способе электрогазовой дуговой сварки в соответствии с данным вариантом осуществления. Способ электрогазовой дуговой сварки в этом варианте осуществления может быть выполнен посредством устройства электрогазовой дуговой сварки, которое включает в себя по меньшей мере упомянутый выше скользящий медный башмак 2, сварочную горелку 4, механизм перемещения горелки и блок управления. Устройство электрогазовой дуговой сварки обычно включает в себя источник 25 питания, устройство 26 подачи проволоки и механизм подачи защитного газа.
[0065]
Механизм перемещения горелки выполнен с возможностью перемещения сварочной горелки 4 в направлении вперед-назад, в направлении вверх-вниз, и в направлении влево-вправо относительно линии сварного шва, и конфигурируется, например, из тележки 22 и рельса 23. Съемная сварочная тележка 22 имеет сварочную горелку 4 и присоединенный к ней скользящий медный башмак 2. Тележка 22 выполнена с возможностью перемещения по рельсу 23 в качестве направляющей и с возможностью подстройки ее положения в направлениях вверх-вниз, вперед-назад и влево-вправо относительно линии сварного шва. Предпочтительно сварочная тележка 22 имеет вес 20 кг или меньше, и ширина между направляющими роликами, предусмотренными в сварочной тележке 22, и ширина рельса 23 могут относительно изменяться, позволяя тем самым сварочной тележке 22, быть легкосъемной из предопределенного положения на рельсе 23.
[0066]
Блок управления предназначен для управления скоростью подъема сварочной горелки 4 на основе сварочного тока таким образом, чтобы длина выступающей сварочной проволоки 5 была постоянной. Блок управления располагается, например, в операционном ящике 24. Операционный ящик 24 соединяется с источником 25 питания и управляет выключателем для начала и остановки сварки, регулирования сварочного тока, регулирования сварочного напряжения, регулирования выступающей длины, регулирования скорости перемещения, подачи проволоки и т.п.
[0067]
[Другие условия сварки]
Толщина свариваемой детали (основного металла 1) особенно не ограничивается, и может быть выбрана и использована сообразно обстоятельствам в зависимости от применения и т.п. Следует отметить, что когда основной металл 1 является толстой пластиной с толщиной больше чем 32 мм, сварка может выполняться путем колебания сварочной горелки 4. В этом случае предпочтительно, чтобы сварочный аппарат включал в себя механизм задания угла колебаний, механизм привода вращательной передачи колебаний, способный поддерживать заданный угол, функцию преобразования вращения горелки для постоянного удержания угла, образуемого горелкой и сварочной тележкой, соответствующим данному значению, а также механизм преобразования колебаний.
[0068]
Характеристики источника питания (сварочного источник питания), используемого для сварки, особенно не ограничиваются, и источник питания может быть либо сварочным источником питания постоянного тока, либо источником питания переменного тока. Следует отметить, что поскольку выступающая длина поддерживается постоянной, используемый сварочный источник питания предпочтительно является сварочным источником питания постоянного тока. Вид и качество подкладочного материала 3 особенно не ограничиваются. Подкладочный материал 3 может быть, например, водоохлаждаемым медным башмаком, керамическим материалом или стальным материалом, имеющим состав, близкий к составу основного материала 1.
[0069]
Когда напряжение дуги становится высоким, давление дуги прикладывается к более широкой области, что является эффективным для выпуска шлака. Однако если высокое напряжение дуги поддерживается в течение длительного периода времени, дуга становится неустойчивой. Таким образом, в способе электрогазовой дуговой сварки этого варианта осуществления для того, чтобы ускорить выпуск шлака, напряжение дуги предпочтительно увеличивается в любом интервале времени. Увеличение напряжения дуги может производиться либо в определенных временных интервалах, либо случайным образом. Когда напряжение дуги изменяется периодически, как импульс, его форма волны особенно не ограничивается, и таким образом напряжение дуги может принимать различные формы волны импульса, включая прямоугольную форму, треугольную форму и форму волны. Кроме того, диапазон частот импульса также особенно не ограничивается, но предпочтительным является диапазон от 0,1 до 500 Гц, который может эффективно выпускать шлак.
[0070]
Используемые защитные газы могут включать в себя, в дополнение к 100 об.% CO2 и 100 об.% Ar, смешанный газ из аргона и углекислого газа или кислорода. Среди этих защитных газов углекислый газ с концентрацией 100 об.% является предпочтительным из-за своего значительного эффекта проникновения. Следует отметить, что с точки зрения предотвращения дефектного состояния защитного газа скорость потока защитного газа предпочтительно устанавливается равной от 15 до 40 л/мин.
[0071]
[Форма соединения]
Электрогазовая дуговая сварка в настоящем изобретении может также быть применена к сварке угловым швом, в дополнение к тому, когда форма основного металла 1 имеет вышеупомянутую V-образную канавку. Фиг. 6 представляет собой поперечное сечение, показывающее способ сварки в применении к сварке угловым швом. Как проиллюстрировано на Фиг. 6, подкладочный материал не требуется при сварке угловым швом. Скользящий медный башмак 2 упирается в поверхность основного металла 1, и сварочная проволока подается из сварочной горелки в канавку, окруженную основным металлом 1 и скользящим медным башмаком 2, с одновременной подачей защитного газа, посредством чего для выполнения дуговой сварки необходимо лишь поднимать сварочную горелку и скользящий медный башмак. Другие условия являются теми же самыми, что и для V-образной канавки.
[0072]
Как было подробно упомянуто выше, способ электрогазовой дуговой сварки в этом варианте осуществления использует сварочную проволоку с флюсовым сердечником, способную формировать расплавленный шлак, имеющий такие свойства, которые являются самыми эффективными для выпуска расплавленного шлака, а также скользящий башмак, имеющий конкретную форму желобка. В этом способе сварки сварка выполняется при управлении сварочной проволокой таким образом, чтобы сохранять ее выступающую длину постоянной. Таким образом, способ электрогазовой дуговой сварки в этом варианте осуществления может поддерживать эффективный выпуск шлака в течение длительного периода времени при многократном использовании. Следовательно, этот вариант осуществления может предотвращать образование дефектов сварного шва, ухудшение формы сварного шва и уменьшение ударной вязкости сваренного металла.
[0073]
Способ электрогазовой дуговой сварки в этом варианте осуществления может использовать сварочную проволоку с флюсовым сердечником, содержащую соответствующие конкретные количества Mg, Ni, Cr и B для дополнительного улучшения ударной вязкости сваренного металла. Кроме того, при использовании сварочной проволоки с флюсовым сердечником, который содержит по меньшей мере один вид оксида, выбираемого из MgO, Li2O, Na2O, K2O, CaO, SrO и BaO, такой оксид связывается с SiO2, уменьшая вязкость расплавленного шлака, что может дополнительно способствовать выпуску расплавленного шлака, удерживаемого на жидком металле.
Примеры
[0074]
Эффекты настоящего изобретения будут конкретно описаны ниже посредством Примеров настоящего изобретения и Сравнительных примеров. В Примерах использовались сварочные проволоки с флюсовым сердечником W1 - W70, показанные в нижеприведенных Таблицах 1-4, и скользящие медные башмаки, показанные в нижеприведенных Таблицах 3 и 4. Скорость подачи каждой сварочной проволоки была установлена постоянной. Электрогазовая дуговая сварка выполнялась при регулировании скорости подъема сварочной горелки таким образом, чтобы поддерживать выступающую длину сварочной проволоки постоянной на основе соответствующего сварочного тока. Следует отметить, что остаток в химическом составе сварочных проволок с флюсовым сердечником, показанных в нижеприведенных Таблицах 1 и 2, включает в себя Fe и неизбежные примеси. Кроме того, значок «-» в нижеприведенных Таблицах 1 и 2 указывает отсутствие добавки данного компонента, однако эти компоненты могут содержаться как неизбежные примеси.
[0075]
[Таблица 1]
[Таблица 1] (продолжение)
[0076]
[Таблица 2]
[0077]
[Таблица 3]
(мм)
(мм)
(Al2O3+1,9Al+TiO2+1,7Ti)
(мм)
(мм)
(мм)
[Таблица 3] (продолжение)
(мм)
(мм)
(Al2O3+1,9Al+TiO2+1,7Ti)
(мм)
(мм)
[0078]
[Таблица 4]
(мм)
(мм)
(Al2O3+1,9Al+TiO2+1,7Ti)
(мм)
(мм)
(мм)
[Таблица 4] (продолжение)
(мм)
(мм)
(Al2O3+1,9Al+TiO2+1,7Ti)
(мм)
(мм)
(мм)
[0079]
Электрогазовая дуговая сварка выполнялась при следующих условиях:
Сварочный ток: 380 A
Напряжение дуги: 35 В
Скорость сварки: 8 см/мин
Погонная энергия: 9,9 кДж/мм
Толщина основного металла: 19 мм
Форма канавки: V-образная
Угол канавки: 40°
Зазор: от 5 до 10 мм (зазор изменялся от 5 до 10 мм для регулирования ширины канавки).
Защитный газ: 100% CO2
[0080]
Внешний вид сварного шва, стабильность дуги, наличие или отсутствие дефектов сварного шва, а также значения Шарпи оценивались следующим способом.
[0081]
<Внешний вид сварного шва>
Внешний вид сварного шва оценивался путем визуального наблюдения сварного шва каждого образца после завершения сварки. Образцы, имеющие дефектную форму сварного шва, такую как извилистость, горбление или перекрытие сварного шва, получали оценку C. С другой стороны, образцы с нормальным внешним видом сварного шва получали оценку A.
[0082]
<Стабильность дуги>
Стабильность дуги оценивалась путем измерения напряжения дуги в растворе регистрирующим устройством. А именно, образцы, имеющие непрерывные флуктуации напряжения ±5 В или больше относительно предварительно заданного напряжения в течение более 5 с, определялись как имеющие нестабильную дугу, и получали оценку C. С другой стороны, образцы, имеющие флуктуации напряжения ±5 В или больше относительно предварительно заданного напряжения в пределах 5 с, получали оценку B. Кроме того, образцы без флуктуаций напряжения ±5 В или больше определялись как лучшие, и получали оценку A.
[0083]
<Дефекты сварного шва>
Дефекты сварного шва оценивалась способом в соответствии с тестом пропускания лучей (см. RT: JISZ3104). Образцы, для которых было подтверждено, что они имеют дефекты, получали оценку C, в то время как образцы, для которых было подтверждено, что они не имеют никаких дефектов, получали оценку A.
[0084]
<Ударная вязкость>
Ударная вязкость сваренного металла оценивалась как поглощенная энергия Шарпи (Дж) при температуре -20°C на основе японского промышленного стандарта JISZ3128. Конкретно, три экземпляра каждого образца были извлечены из центра в поперечном сечении сварного шва данного образца, и измерялись поглощенные энергии этих экземпляров с последующим вычислением среднего значения этих трех измерений. В соответствии со спецификацией сварочной проволоки с флюсовым сердечником для электрогазовой дуговой сварки в соответствии с японским промышленным стандартом JISZ3319, поглощенная энергия Шарпи (Дж) сварочной проволоки с флюсовым сердечником при температуре -20°C составляет 40 Дж или больше. Образцы, имеющие поглощенную энергию Шарпи меньше чем 40 Дж, получали оценку C; образцы, имеющие поглощенную энергию Шарпи больше чем 40 Дж, получали оценку B; и образцы, имеющие поглощенную энергию Шарпи 80 Дж или больше, считались наилучшими и получали оценку A.
[0085]
<Работа сварочного аппарата>
Сварка выполнялась с использованием устройства, показанного на Фиг. 5. Сначала сварочная тележка устанавливалась на рельс, и подкладочный материал присоединялся к основному металлу. Сварочная проволока с флюсовым сердечником загружалась в оборудование для подачи проволоки и подавалась к наконечнику горелки. Сварочная тележка перемещалась к точке начала сварного шва, и скользящий медный башмак приводился в контакт с основным материалом с последующей центровкой скользящего медного башмака. Целевой угол и целевое положение проволоки регулировались устройством для регулировки горелки.
[0086]
Сварочное напряжение, сварочный ток и скорость перемещения устанавливались с помощью панели на операционном ящике, и после того, как количество холодной воды и скорость потока газа подтверждались, нажималась пусковая кнопка на панели операционного ящика для того, чтобы начать движение тележки одновременно с запуском дуги. Регулирование выступающей длины на панели операционного ящика регулирует проволоку до любой выступающей длины, посредством чего сварка выполнялась с автоматическим управлением подъемом. В конце сварки нажималась кнопка остановки на панели операционного ящика для того, чтобы остановить сварку. Результаты упомянутых выше оценок показаны в нижеприведенных Таблицах 5 и 6.
[0087]
[Таблица 5]
[0088]
[Таблица 6]
[0089]
Образцы № 1-75, показанные в упомянутой выше Таблице 5, являются Примерами, которые соответствуют рамкам настоящего изобретения, в то время как образцы № 76-119, показанные в Таблице 6, являются Сравнительными примерами, которые отклоняются от области охвата настоящего изобретения. Как показано в Таблице 5, в Образцах № 1-75 выпуск шлака ускорялся, и стабильность дуги, внешний сварного шва и ударная вязкость сваренного металла были хорошими без каких-либо дефектов сварного шва.
[0090]
С другой стороны, в Образцах № 76, № 77, № 80 и № 81 (Сравнительные примеры) глубина желобка в скользящем медном башмаке была маленькой, и значение отношения W/D не находилось внутри соответствующего диапазона, так что выпуск шлака был подавлен, что приводило к утолщению шлаковой ванны. Это приводило к погружению проволоки, неустойчивой дуге, появлению дефектов сварного шва и уменьшению ударной вязкости сваренного металла из-за изменения в текучести. Образцы № 78, № 79 и № 82-85 имели частичный прожог жидкого металла благодаря очень глубокому желобку скользящего медного башмака, что ухудшало внешний вид сварного шва.
[0091]
Образцы № 86 и 87 не делали шлак однородным в сварном шве благодаря чрезвычайно малой ширине скользящего медного башмака относительно ширины канавки, делая сварной шов дефектным. Образцы № 88 и 89 вызывали прожог жидкого металла в сварном шве благодаря чрезвычайно большой ширине скользящего медного башмака относительно ширины канавки, делая сварной шов дефектным. Образцы № 90-93 не выполняли управление длиной выступающей проволоки, делали дугу нестабильной и вызывали дефектный внешний вид сварного шва из-за колебаний шлаковой ванны.
[0092]
Образец № 94 использовал сварочную проволоку, имеющую диаметр 3,2 мм, но имел плохой сварочный баланс для тестового тока величиной 380 A, делая дугу нестабильной. Образец № 95 использовал сварочную проволоку, имеющую диаметр 1,4 мм, но создавал большее количество сварного шва, чем было бы оптимально для тестового тока величиной 380 A, повышая тем самым положение жидкого металла и увеличивая вероятность погружения проволоки в расплавленную ванну, делая дугу нестабильной.
[0093]
Образцы № 96 и 97 имели коэффициенты заполнения флюсом 12 мас.% и 33 мас.% соответственно, и имели плохой сварочный баланс для тестового тока величиной 380 A, делая таким образом дугу нестабильной. Образец № 98 имел чрезвычайно высокое содержание C в сварочной проволоке, что приводило к нестабильной дуге и к уменьшению ударной вязкости сваренного металла из-за его чрезвычайно высокой прочности. Образец № 99 использовал сварочную проволоку, имеющую чрезмерное содержание Si, и тем самым создавал большое количество расплавленного шлака, вызывая включение шлака. Образец № 100 использовал сварочную проволоку с флюсовым сердечником, имеющую малое содержание Si, и тем самым оказывал слабый раскисляющий эффект, вызывая дефекты пор. Образец № 101 использовал сварочную проволоку с флюсовым сердечником, имеющую малое содержание Mn, и тем самым уменьшал ударную вязкость сваренного металла.
[0094]
Образец № 102 использовал сварочную проволоку с флюсовым сердечником, имеющую чрезмерное содержание Mn, что приводило к чрезвычайно высокой прочности сваренного металла и его уменьшенной ударной вязкости. Образец № 103 использовал сварочную проволоку с флюсовым сердечником, имеющую чрезмерное содержание Mo, что приводило к чрезвычайно высокой прочности сваренного металла и его уменьшенной ударной вязкости. Образец № 104 использовал сварочную проволоку с флюсовым сердечником с чрезмерным количеством добавленного фосфора; образец № 105 использовал сварочную проволоку с флюсовым сердечником с чрезмерным количеством добавленного бора; и образец № 106 использовал сварочную проволоку с флюсовым сердечником с чрезмерным количеством добавленной серы. Эти образцы вызывали растрескивание в сваренных металлах.
[0095]
Образец № 107 использовал сварочную проволоку с флюсовым сердечником без Мо, так что ударная вязкость сваренного металла стала недостаточной. Образец № 108 образовывал расплавленный шлак, который содержал TiO2 и Al2O3 в качестве главных компонентов и подавлял выпуск шлака, вызывая таким образом включение шлака и делая сварной шов дефектным. Образцы № 109-115 использовали сварочную проволоку с флюсовым сердечником, в который оксид был добавлен в чрезмерном количестве, что подавляло выпуск шлака, вызывая включение шлака.
[0096]
Образец № 116 использовал сварочную проволоку с флюсовым сердечником, в который Mg был добавлен в чрезмерном количестве, что подавляло выпуск шлака, вызывая включение шлака. Образец № 117 использовал сварочную проволоку с флюсовым сердечником, в который SiO2 был добавлен в чрезмерном количестве, что подавляло выпуск шлака, вызывая включение шлака. Образец № 118 использовал сварочную проволоку с флюсовым сердечником, в котором количество добавленного SiO2 было недостаточным для того, чтобы тем самым сформировать расплавленный шлак, который содержал бы TiO2 и Al2O3 в качестве главных компонентов, что подавляло выпуск шлака, вызывая таким образом включение шлака и делая сварной шов дефектным.
[0097]
Как можно увидеть из вышеупомянутых результатов, настоящее изобретение может ускорять выпуск шлака во время электрогазовой дуговой сварки, подавляя тем самым дефекты сварного шва с одновременным поддержанием стабильности дуги, формы сварного шва и оптимальной ударной вязкости.
[0098]
Данная заявка испрашивает приоритет японской патентной заявки № 2014-152266, поданной 25 июля 2014 г., раскрытие которой включено в настоящий документ посредством ссылки.
ОПИСАНИЕ ССЫЛОЧНЫХ ЦИФР
[0099]
1: Основной металл
2: Скользящий медный башмак
3: Подкладочный материал
4: Сварочная горелка
5: Сварочная проволока
6: Сваренный металл
7: Расплавленный металл
8: Расплавленный шлак
9: Расплавленный металл
12: Желобок
20: Схема привода двигателя перемещения тележки
21: Двигатель перемещения
22: Тележка
23: Рельс для перемещения
24: Операционный ящик
25: Источник сварочного питания
26: Устройство для подачи проволоки
27: Экранирующее устройство.
Изобретение может быть использовано при сварке в вертикальным положении в направлении снизу вверх. Используемая сварочная проволока 5 представляет собой сварочную проволоку заданного состава в виде стальной оболочки и флюсового сердечника. Скользящий медный башмак 2 выполнен с желобком на своей поверхности, имеющим кривизну, который находится в контакте с канавкой для подачи сварочной проволоки, выполненной на поверхности свариваемой детали. Ширина канавки, ширина и глубина желобка находятся в заданном диапазоне. Электрогазовую дуговую сварку выполняют с постоянной скоростью подачи сварочной проволоки 5. Скоростью подъема сварочной горелки 4 управляют с учетом сварочного тока таким образом, чтобы длина выступающей сварочной проволоки 5 была постоянной. Изобретение обеспечивает эффективное отделение шлака при сварке. 2 н. и 5 з.п. ф-лы, 6 ил., 6 табл.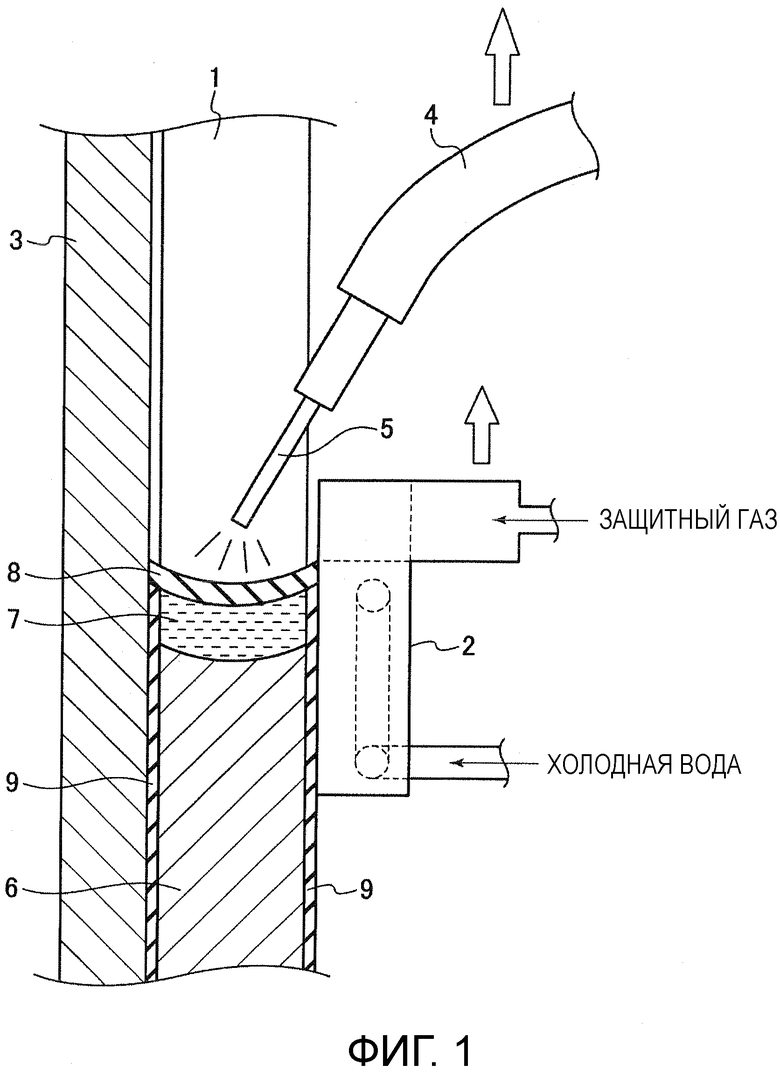
1. Способ электрогазовой дуговой сварки, включающий примыкание скользящего медного башмака к поверхности канавки в свариваемой детали и выполнение дуговой сварки с одновременным подъемом скользящего медного башмака и сварочной горелки,
в котором используют сварочную проволоку с флюсовым сердечником, которая содержит флюс, помещенный в стальную внешнюю оболочку, причем эта сварочная проволока с флюсовым сердечником имеет состав, включающий, относительно полной массы проволоки,
C: от 0,01 мас.% до 0,50 мас.%,
Si: от 0,10 мас.% до 1,00 мас.%,
Mn: от 0,50 мас.% до 4,00 мас.%,
Mo: от 0,10 мас.% до 1,00 мас.%,
Ti: от 0,05 мас.% до 0,40 мас.%, и
SiO2: от 0,10 мас.% до 1,00 мас.%, при этом состав дополнительно включает, в соответствующих ограниченных количествах,
Al: 0,30 мас.% или меньше (включая 0 мас.%),
S: 0,050 мас.% или меньше (включая 0 мас.%),
P: 0,050 мас.% или меньше (включая 0 мас.%),
TiO2: 0,30 мас.% или меньше (включая 0 мас.%), и
Al2O3: 0,30 мас.% или меньше (включая 0 мас.%),
и остаток, представляющий собой Fe и неизбежные примеси, причем состав сварочной проволоки с флюсовым сердечником удовлетворяет нижеприведенному соотношению (A),
при этом скользящий медный башмак имеет на своей поверхности, которая находится в контакте с канавкой, желобок, имеющий кривизну,
причем, когда а представляет собой ширину канавки,
ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм,
глубина желобка D находится в диапазоне от 0,5 до 5,5 мм, и
отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0, и
в котором в то время как скорость подачи сварочной проволоки устанавливают постоянной, скоростью подъема сварочной горелки управляют на основе сварочного тока таким образом, что длина выступающей сварочной проволоки устанавливается постоянной, причем:
1,0≤([SiO2]+2,1×[Si])/([Al2O3]+1,9×[Al]+[TiO2]+1,7×[Ti]) (A)
где [SiO2] представляет собой содержание SiO2, [Si] представляет собой содержание Si, [Al2O3] представляет собой содержание Al2O3, [Al] представляет собой содержание Al, [TiO2] представляет собой содержание TiO2, и [Ti] представляет собой содержание Ti.
2. Способ по п. 1, в котором состав сварочной проволоки с флюсовым сердечником дополнительно содержит, относительно полной массы проволоки,
Mg: 0,50 мас.% или меньше,
Ni: 2,0 мас.% или меньше,
Cr: 1,0 мас.% или меньше, и
B: 0,005 мас.% или меньше.
3. Способ по п. 1 или 2, в котором состав сварочной проволоки с флюсовым сердечником дополнительно содержит, относительно полной массы проволоки, в сумме 0,80 мас.% или меньше по меньшей мере одного вида оксида, выбираемого из MgO, Li2O, Na2O, K2O, CaO, SrO и BaO.
4. Способ по п. 1 или 2, в котором сварочная проволока с флюсовым сердечником имеет диаметр от 1,5 до 3,5 мм, в то время как ее коэффициент заполнения флюсом устанавливается в диапазоне от 15 мас.% до 30 мас.%.
5. Способ по п. 1 или 2, в котором управление скоростью подъема сварочной горелки включает стадии:
исключения высокочастотного компонента из сварочного тока с помощью фильтра низких частот; и
сравнения значения сварочного тока, проходящего через фильтр низких частот, с предварительно заданным значением уставки сварочного тока,
в котором частота среза фильтра низких частот может быть установлена от 0,98 до 2,93 Гц.
6. Способ по п. 1 или 2, в котором сварку выполняют при одновременном периодическом изменении напряжения дуги.
7. Устройство для электрогазовой дуговой сварки, содержащее:
скользящий медный башмак, который примыкает к поверхности канавки свариваемой детали;
сварочную горелку, выполненную с возможностью подачи сварочной проволоки в канавку;
механизм перемещения горелки, который перемещает сварочную горелку в направлении вперед-назад, в направлении вверх-вниз и в направлении влево-вправо относительно линии сварного шва; и
блок управления, выполненный с возможностью управления скоростью подъема сварочной горелки на основе сварочного тока,
при этом скользящий медный башмак имеет на своей поверхности, которая находится в контакте с канавкой, желобок, имеющий кривизну, и
в котором, когда а представляет собой ширину канавки,
ширина желобка W находится в диапазоне от (1,1 × a) до (2,5 × a) мм,
глубина желобка D находится в диапазоне от 0,5 до 5,5 мм, а
отношение (W/D) ширины желобка W к глубине желобка D находится в диапазоне от 5,0 до 80,0.
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ ВЕРТИКАЛБНОЙ СВАРКИ | 0 |
|
SU291420A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 0 |
|
SU164089A1 |

