Область техники, к которой относится изобретение
Настоящее изобретение относится к способу управления поступательным движением литьевого плунжера в литьевой камере машины для литья под давлением с холодной камерой с помощью управляющего сигнала. В частности, изобретение относится к управлению поступательным движением литьевого плунжера в период времени, называемый в настоящем документе фазой заполняющего камеру движения из положения частичного заполнения литьевого плунжера, соответствующего начальному объему частично заполненной литьевой камеры, в положение полного заполнения литьевого плунжера, соответствующего остаточному объему заполненной литьевой камеры.
Уровень техники
Как известно, при литье под давлением с холодной камерой расплавленный материал для литья, например расплав металлического сплава, содержащий, по существу, алюминий, и/или магний, и/или цинк, вводят в горизонтально расположенную литьевую камеру и затем последовательно перемещают в литейную форму гидравлическим или иначе приводимым литьевым плунжером. Этот процесс циклически осуществляют с целью многократного изготовления одинаковых изделий, причем в каждом цикле литья расплавленный материал каждый раз нагнетают в литейную форму. При этом, практически исключительно, применяются цилиндрические литьевые камеры круглого поперечного сечения. Ввод расплавленного материала в литьевую камеру может быть осуществлен различными способами при атмосферном, повышенном или пониженном давлении, например, путем заливки через заливочное отверстие литьевой камеры с помощью литейного ковша или разрежающим всасыванием путем создания отрицательного давления в литьевой камере. Количество расплавленного материала, введенного в литьевую камеру, зависит от соответствующего объема литейной формы, т.е. от объема подлежащего заливке, так что, в зависимости от отливаемой детали, используют различные уровни заполнения в литьевой камере, и пока литьевой плунжер еще находится в начальном, обращенном от литейной формы, положении с задней стороны цилиндра литьевой камеры за ее входом, в этом цилиндре горизонтально расположенной литьевой камеры остается, после заливки расплавленного материала, некоторый находящийся над указанным расплавленным материалом объем воздуха. При этом термин «объем воздуха» в настоящем документе, в целом, включает в себя случай, когда речь идет о заполненной другим газом или разреженной верхней части объема литьевой камеры.
В первой фазе своего поступательного движения литьевой плунжер продвигается из своего начального положения, в котором литьевая камера, как было объяснено, заполнена частично, в положение полного заполнения, в котором последовательно сокращавшийся вследствие поступательного движения литьевого плунжера объем литьевой камеры оказывается целиком заполнен расплавленным материалом. После этого следует (уже не представляющая здесь дальнейшего интереса) операция нагнетания, в ходе которой расплавленный материал из литьевой камеры через обращенный к литейной форме выход литьевой камеры на передней стороне цилиндра литьевой камеры и примыкающий к нему, как известно, питатель нагнетают в литейную форму. Во время начальной фазы заполняющего камеру движения при неблагоприятном развитии поступательного движения плунжера возникает проблема нежелательных воздушных/газовых включений в расплавленном материале. Такие воздушные/газовые включения в расплавленном материале могут привести к повышенной пористости и, следовательно, в зависимости от применения или дальнейшей обработки отлитой детали, к неудовлетворительному качеству отлитой детали.
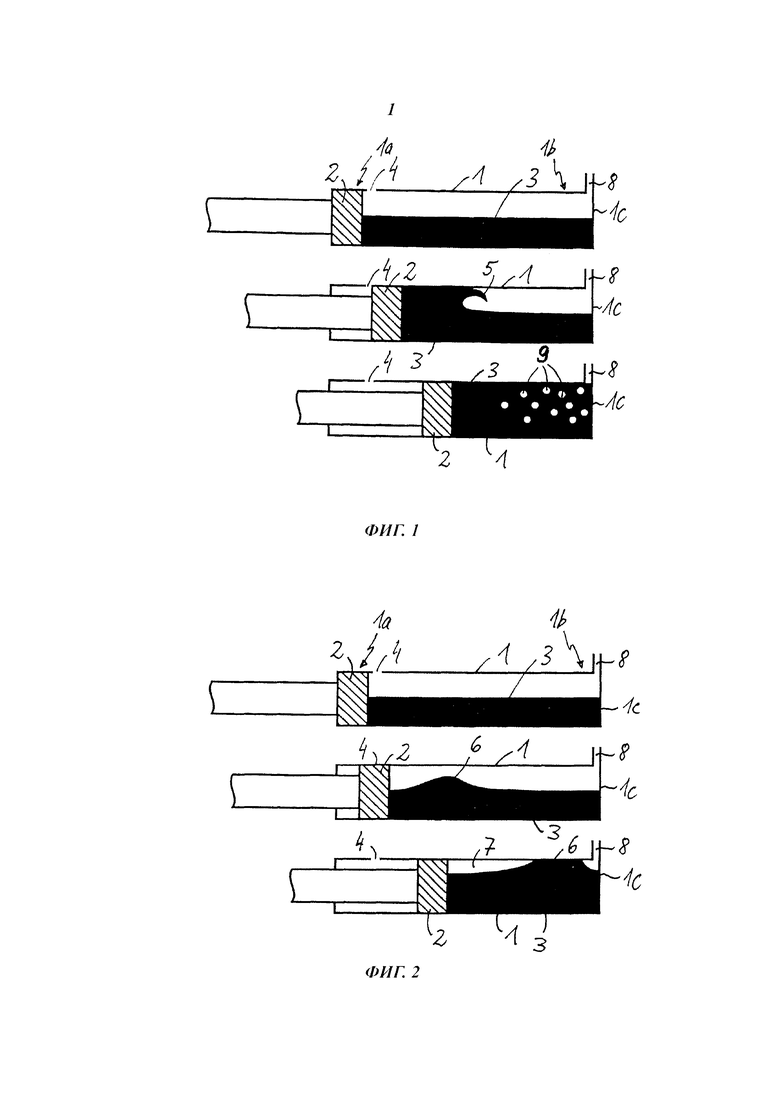
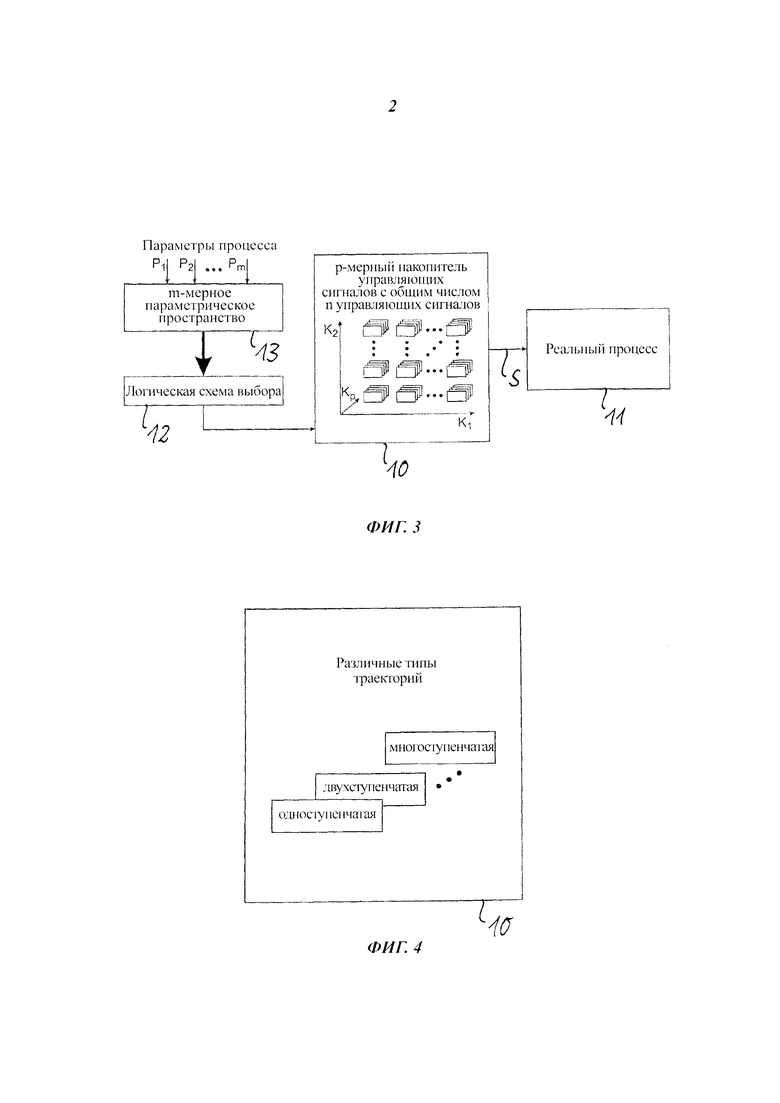
За это ответственны, прежде всего, два эффекта, проиллюстрированные на ФИГ. 1 и ФИГ. 2 каждый при помощи трех последовательных изображений литьевого плунжера 2, последовательно продвигающегося в цилиндр 1 горизонтально расположенной литьевой камеры, изначально частично заполненной расплавленным материалом 3, как показано, соответственно, на самом верхнем последовательном изображении, и литьевого плунжера 2, отведенного к задней стороне 1а, обращенной от литейной формы, литьевой камеры 1, за вход 4 литьевой камеры. На ФИГ. 1 показано возникновение волнореза 5, т.е. накатывающей волны расплавленного материала 3, продавливаемого литьевым плунжером 2 в литьевой камере 1 вперед, в направлении обращенной к литейной форме передней стороны 1b литьевой камеры 1. На ФИГ. 2 изображен эффект преждевременного отрыва волны от литьевого плунжера 2 и/или преждевременного отражения волны от обращенного к литейной форме переднего торца 1 с литьевой камеры 1, т.е. при таком неудачном управлении поступательным движением плунжера волна 6 расплавленного материала начинает убегать вперед от плунжера 2. Если эта волна 6, непосредственно или же после отражения, достигнет верхней части литьевой камеры, она отрежет некоторый объем 7 воздуха/газа у литьевого плунжера 2 от расположенного впереди выпускного отверстия 8 литьевой камеры, как показано на самом нижнем последовательном изображении на ФИГ. 2. Оба эффекта ведут к увеличению воздушных/газовых включений, как схематически показано в виде маленьких пузырьков 9 на самом нижнем последовательном изображении на ФИГ. 1 для случая накатывающей волны.
Из JP 2011206788 А известен способ управления поступательным движением литьевого плунжера в литьевой камере машины для литья под давлением с холодной камерой.
Изобретение решает техническую задачу, заключающуюся в том, чтобы предложить способ указанного в начале типа, который позволил бы управлять поступательным движением литьевого плунжера, в частности, в фазе заполняющего камеру движения, так, чтобы можно было снизить или минимизировать количество воздушных/газовых включений в расплавленном материале, что, как правило, приводит к снижению пористости готовой отлитой детали.
Раскрытие изобретения
Настоящее изобретение решает указанную проблему путем обеспечения способа управления с признаками по п. 1 формулы изобретения.
В способе управления согласно настоящему изобретению для различных заданных наборов значений множества параметров процесса, также именуемых параметрами, влияющих на движение расплавленного материала в литьевой камере во время фазы заполняющего камеру движения, обеспечена соответствующая характеристика управляющего сигнала, которая используется в указанном способе для управления поступательным движением литьевого плунжера во время фазы заполняющего камеру движения камеры из начального положения частичного заполнения расплавленным материалом, соответствующего начальному объему частично заполненной литьевой камеры расплавленным материалом, в положение полного заполнения, соответствующее остаточному объему заполненной литьевой камеры. При этом соответствующую характеристику управляющего сигнала выбирают с учетом различных заданных наборов значений множества параметров процесса литья под давлением, влияющих на движение расплавленного материала в литьевой камере во время фазы заполняющего камеру движения литьевого плунжера, из условия минимизации газовых включений в расплавленном материале при полном заполнении литьевой камеры. Речь идет о таких выбранных характеристиках управляющего сигнала, в отношении которых определено, что каждая из них является наиболее подходящей для определенного набора значений параметров. Термин "наиболее подходящая" следует понимать так, что соответствующая определенному набору значений параметров характеристики управляющего сигнала ведет к тому, что такая прогрессия поступательного движения плунжера, которая снижает или устраняет упомянутые нежелательные эффекты, накатывающая волна и отрезание некоторого объема воздуха, в фактической ситуации, описанной указанным набором значений параметров, лучше, чем все другие имеющиеся прогрессии поступательного движения плунжера. Разумеется, помимо этого основного качественного критерия, определение "наиболее подходящая" учитывает также прочие, релевантные для процесса литья критерии, например минимально возможное время, необходимое для цикла литья, и, следовательно, необходимое для поступательного движения плунжера. Выбор этой наиболее подходящей характеристики управляющего сигнала, следовательно, позволяет поддерживать включение воздуха/газа в расплавленный материал и, следовательно, поддерживать пористость в отлитой детали, в каждом цикле литья, на минимально возможном уровне без заметного замедления цикла литья, по сравнению с обычным управлением процессом литья.
Соответственно, способ управления согласно настоящему изобретению предназначен для того, чтобы, в зависимости от имеющихся к началу цикла литья значений параметров процесса, применять эту наиболее подходящую характеристику управляющего сигнала. Для этого предпочтительно может быть предусмотрено, чтобы возможные наиболее подходящие характеристики управляющего сигнала для различных заданных наборов значений учитываемых параметров определялись и хранились в устройстве управления заранее, т.е. до начала выполнения процесса литья или цикла литья. В этом случае согласно способу управления для каждого цикла литья выбирают наиболее подходящую для фактического набора значений параметров характеристику управляющего сигнала для управления поступательным движением литьевого плунжера во время фазы заполняющего камеру движения. Это подготовительное определение различных прогрессий поступательного движения плунжера, т.е. различных характеристик связанных с соответствующими управляющими сигналами, может осуществляться эмпирически на реальном объекте или, предпочтительно, систематически и, следовательно, детерминировано на основе соответствующих компьютерных имитаций с соответствующими вычислительными моделями. Последнее позволяет провести сравнительно большое число "испытаний" с варьированием значений релевантных параметров процесса. Если имитация проводится до начала проведения процесса литья, то время расчета не ограничено типовой длительностью цикла литья, что позволяет использовать требующую довольно больших расчетов модель, сравнительно хорошо описывающую режим потока расплавленного материала в литьевой камере во время поступательного движения плунжера. Смоделированная модельная система также может представлять собой, в частности, смоделированную систему управления с обратной связью с контроллером с обратной связью, призванным отрегулировать расчетным образом полученные отклонения от требуемой характеристики потока расплавленного материала соответствующими воздействиями контроллера. Таким образом, с помощью модельно-вспомогательного моделирования управления с обратной связью может быть очень точно определена наиболее подходящая характеристика управляющего сигнала для соответствующей начальной ситуации, описанной фактически используемым набором значений параметров. Альтернативно, может быть предусмотрено определение выбранной характеристики управляющего сигнала непосредственно во время проведения процесса литья.
Множество параметров процесса, влияющих на движение расплавленного материала в литьевой камере во время фазы заполняющего камеру движения, содержит по меньшей мере один параметр, связанный с геометрией литьевой камеры, по меньшей мере один параметр, связанный с количеством заполняющего расплавленного материала в литьевой камере, по меньшей мере один параметр, связанный с литейной формой, и/или по меньшей мере один параметр, связанный с температурой литьевой камеры и/или расплавленного материала. Оказалось, что учет одного или более из этих параметров уже позволяет получить вполне пригодные характеристики управляющего сигнала для поступательного движения плунжера, которые в очень значительной степени устраняют нежелательные эффекты типа накатывающей волны или преждевременного отрыва волны/отражения волны. В зависимости от применения, могут учитываться один или более дополнительных параметров. Причем в контексте настоящего документа следует понимать, что каждый параметр, в зависимости от применения, может принимать фактические значения и/или значения, происходящие из одного или более предшествующих циклов литья, и/или значения, определяемые комбинацией таких значений, при этом всякий раз речь может идти об измеренных или расчетным образом полученных значениях.
В одной из разработок настоящего изобретения множество параметров процесса содержит, в частности, по меньшей мере один параметр длины литьевой камеры, по меньшей мере один параметр высоты литьевой камеры, по меньшей мере один параметр степени заполнения литьевой камеры, по меньшей мере один параметр температуры расплавленного материала, по меньшей мере один параметр температуры литьевой камеры и/или по меньшей мере один параметр вязкости расплавленного материала и, в зависимости от применения, один или более дополнительных параметров, при необходимости. Геометрические параметры описывают пространственные граничные условия для движения расплавленного материала в литьевой камере, а параметры температуры/вязкости описывают поведение потока расплавленного материала и также возможные проблемы граничного слоя, например известное поверхностное застывание граничного слоя расплавленного материала на внутренней стенке литьевой камеры.
В одной из преимущественных разработок настоящего изобретения множество типов выбранных характеристик управляющего сигнала сгруппированы по различному числу последовательных ступеней процесса, причем каждая ступень представляет один соответствующий подъем расплавленного материала по высоте у литьевого плунжера. Причем оказалось, что, например, в зависимости от количества заполняющего расплавленного материала и, соответственно, степени заполнения литьевой камеры, благоприятна одно- или многоступенчатая характеристика управляющего сигнала, при этом на каждой ступени уровень заполнения расплавленным материалом у плунжера вначале быстро поднимается на величину, которая может быть задана, а затем, в основном, поддерживается постоянным или, в крайнем случае, медленно меняется. Группирование всех возможных характеристик управляющего сигнала в дискретное множество наборов с различным числом ступеней дает, кроме того, преимущества в отношении объема памяти, требуемого для хранения заранее определенных наиболее подходящих характеристик управляющего сигнала, в отношении быстроты доступа к сохраненным данным для выбора соответствующей наиболее подходящей характеристики управляющего сигнала и в отношении соответственно ступенчато изменяемой скорости поступательного движения литьевого плунжера.
В дополнительной модификации этого аспекта настоящего изобретения каждая ступень организована так, что она придает литьевому плунжеру первоначально ускоренное движение, после которого следует движение литьевого плунжера с такой скоростью, которая определяется на основании заранее определенной прогрессии изменения высоты расплавленного материала у литьевого плунжера. В типовом случае эта дополнительная заранее определенная прогрессия для изменения высоты расплавленного материала у литьевого плунжера предусматривает, что высота расплавленного материала, после того как она вследствие начального ускоренного поступательного движения плунжера сравнительно быстро поднялась на более высокий уровень, затем будет, в основном, поддерживаться на этом новом уровне или, в крайнем случае, заметно медленнее подниматься дальше. Оказалось, что эта привязка поступательного движения литьевого плунжера к определенной прогрессии по времени изменения высоты расплавленного материала у литьевого плунжера может привести к довольно хорошим наиболее подходящим характеристикам управляющего сигнала для поступательного движения плунжера. Кроме того, это еще дает, при необходимости, возможность, непрерывно замеряя датчиками высоту расплавленного материала у литьевого плунжера, осуществлять управляющие вмешательства в процесс поступательного движения плунжера.
В разработке настоящего изобретения выбранные характеристики управляющего сигнала получают при помощи модельно-вспомогательной системы моделирования управления с обратной связью до или, альтернативно, во время проведения процесса поступательного движения литьевого плунжера, с соответствующими, указанными выше преимуществами. Заблаговременное определение позволяет использовать большие вычислительные мощности и, следовательно, более точные расчетные модели. Альтернативное определение непосредственно во время проведения процесса литья позволяет учесть любые фактические возмущения еще в ходе соответствующего цикла литья.
В дополнительной модификации этого аспекта настоящего изобретения модельно-вспомогательная имитационная система управления контуром встроена в устройство управления. В результате, она находится в месте использования устройства управления, т.е., в типовом случае, в месте расположения соответствующей литейной машины, что особенно благоприятно для случаев, когда предусмотрено определение наиболее подходящей характеристики управляющего сигнала непосредственно во время проведения процесса литья или когда она предназначена для обеспечения пользователю литейной машины возможности самому заранее определять наиболее подходящие характеристики управляющего сигнала при помощи модельно-вспомогательной системы моделирования управления с обратной связью для соответствующей литейной машины.
Краткое описание чертежей
Преимущественные варианты осуществления настоящего изобретения и объясненные выше для лучшего их понимания традиционные примеры представлены на чертежах, на которых:
на ФИГ. 1 показаны схематические продольные разрезы литьевой камеры машины для литья под давлением с холодной камерой в трех последовательных положениях поступательного движения традиционно управляемого литьевого плунжера, причем имеет место набегающая волна,
на ФИГ. 2 показаны три схематических продольных разреза, соответствующие ФИГ. 1 для случая традиционного управления поступательным движением литьевого плунжера, при котором имеет место преждевременный отрыв волны и/или отражение волны,
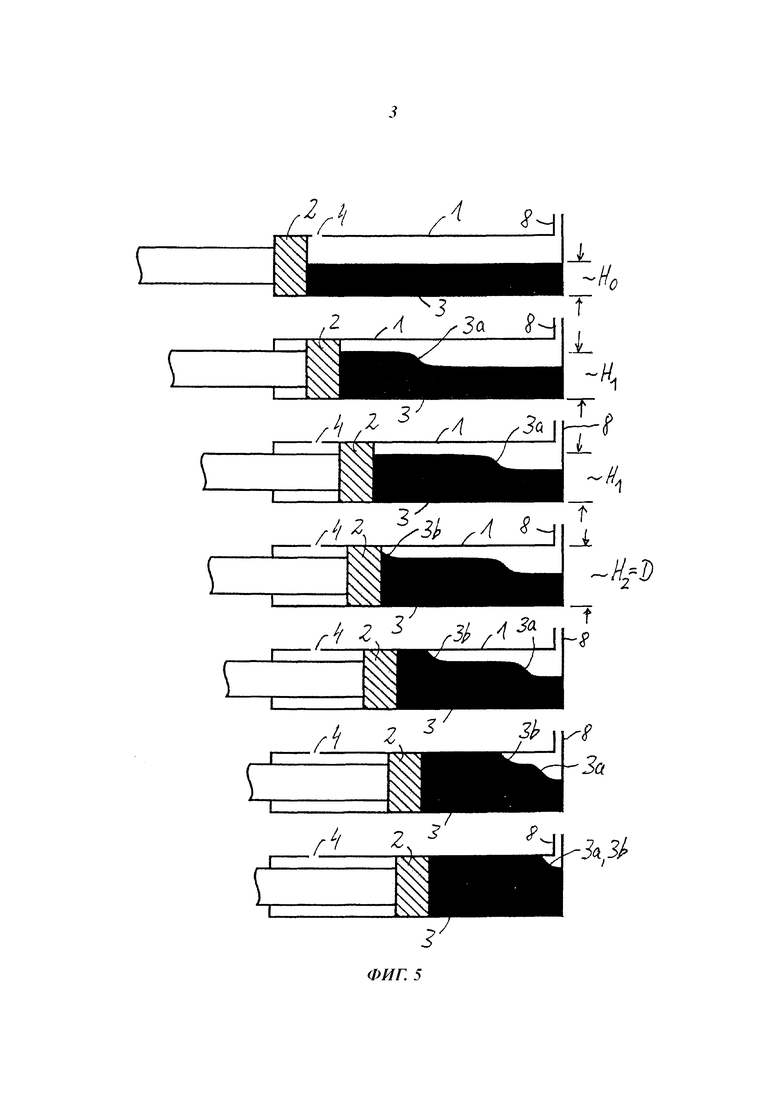
на ФИГ. 3 показана блок-схема устройства управления согласно настоящему изобретению,
на ФИГ. 4 показана блок-схема преимущественного способа реализации накопителя типов управляющих сигналов для устройства управления с ФИГ. 3, и
на ФИГ. 5 показаны схематические продольные разрезы литьевой камеры машины для литья под давлением с холодной камерой в последовательных положениях поступательного движения литьевого плунжера, продвигаемого вперед устройством управления согласно настоящему изобретению.
Осуществление изобретения
Ниже преимущественные варианты осуществления настоящего изобретения раскрыты более подробно со ссылкой на соответствующие фигуры. При этом для облегчения понимания на ФИГ. одними и теми же номерами позиций обозначены идентичные элементы или элементы, выполняющие одни и те же функции.
Показанное на ФИГ. 3 в виде блок-схемы устройство управления служит для управления поступательным движением литьевого плунжера литьевой установки обычной конструкции в машине для литья под давлением с холодной камерой. Такая обычная литьевая установка в типовом случае содержит цилиндрическую литьевую камеру круглого поперечного сечения, которая расположена в литейной машине так, что продольная ось цилиндра горизонтальна. Литьевая камера и литьевой плунжер могут, в частности, соответствовать конструкции, раскрытой выше со ссылками на ФИГ. 1 и 2. В конструкции такого типа, у задней стороны 1а литьевой камеры находится расположенное сверху заливочное отверстие 4, т.е. вход литьевой камеры, через который, например, с помощью литейного ковша расплавленный материал 3 в заданной дозировке заливается в литьевую камеру 1. Равным образом настоящее изобретение пригодно также для альтернативных типов конструкции литьевой установки, в которых расплавленный материал с помощью отрицательного давления всасывается в литьевую камеру или с помощью положительного давления нагнетается в литьевую камеру. С передней стороны 1b литьевой камеры 1 в ее верхней части имеется выпускное отверстие 8 литьевой камеры. В процессе нагнетания под действием поступательного движения литьевого плунжера 2 расплавленный материал 3 через выпускное отверстие 8 камеры и примыкающий к нему питатель нагнетается в литейную форму для образования там отлитой детали. При этом объясненная выше фаза заполняющего камеру движения образует первую фазу этого движения плунжера, продолжающуюся до момента времени, когда последовательно сокращающийся вследствие поступательного движения литьевого плунжера 2 остаточный объем литьевой камеры 1 окажется, в основном, равен объему залитого расплавленного материала 3, т.е. до момента, когда остаточный объем литьевой камеры окажется целиком заполнен расплавленным материалом 3, а остававшийся ранее в литьевой камере 1 объем воздуха/газа окажется практически целиком выведен из литьевой камеры 1 через выпускное отверстие 8, при этом в литейной форме для этого предусмотрены питатель и вентиляционные отверстия. Как уже указывалось, изобретение, в частности, содержит отличительные особенности конструкции устройства управления поступательным движением плунжера в этой начальной фазе заполняющего камеру движения. В остальном, устройство управления может быть реализовано любым известным подходящим способом для управления литьевым плунжером в машине для литья под давлением с холодной камерой.
Как показано на ФИГ. 3, устройство управления включает накопитель 10 данных, в котором хранится множество возможных характеристик управляющего сигнала. Для соответствующего цикла литья устройство управления использует одну из таких характеристик управляющего сигнала и с ее помощью управляет поступательным движением плунжера, в частности, в упомянутой фазе заполняющего камеру движения. Этот цикл литья показан на ФИГ. 3 как реальный процесс 11, который управляется выбранным управляющим сигналом S.
Устройство управления, согласно заданным критериям, выбирает в качестве управляющего сигнала S наиболее подходящий для соответствующего очередного цикла литья управляющий сигнал. Для этого в устройство введена соответствующая логическая схема 12 выбора. Через входной каскад 13 устройства управления в логическую схему 12 выбора для соответствующего цикла литья вводится набор значений m заданных параметров Р1, …, Pm процесса, которые можно задать и которые описывают начальные условия очередного цикла литья в той мере, в какой они релевантны для достижений требуемой прогрессии, определенной как благоприятная, для поступательного движения плунжера в фазе заполняющего камеру движения. В частности, это желаемое, оптимизированное управление поступательным движением плунжера на указанной фазе содержит по меньшей мере значительную возможность избежать вышеописанных эффектов, в качестве неблагоприятной динамики потока расплавленного материала в литьевой камере, которые ведут к увеличению содержания воздушных/газовых включений в расплавленном материале, таких, в частности, эффектов, как показанные на ФИГ. 1 и 2 набегающая волна и преждевременный отрыв волны или отрезание некоторого прилегающего к плунжеру объема воздуха/газа.
Учтенные как релевантные параметры Pi (i=1, …, m) процесса определяются так, чтобы обеспечить их пригодность для соответствующего применения, и включают в себя по меньшей мере один параметр геометрии литьевой камеры, по меньшей мере один параметр количества заполняющего материала, по меньшей мере один параметр литейной формы и/или по меньшей мере один параметр температуры литьевой камеры или температуры расплавленного материала. Типовые параметры геометрии литьевой камеры это, например, длина литьевой камеры и высота литьевой камеры. По меньшей мере один параметр количества заполняющего материала указывает долю объема литьевой камеры, начально заполненную расплавленным материалом. На практике, это может, например, быть начальная высота заполнения, степень заполнения как отношение начальной высоты заполнения к максимально возможной высоте заполнения, т.е. к диаметру литьевой камеры, или измеренный вес либо объем введенного в литьевую камеру расплавленного материала. По меньшей мере один параметр литейной формы может описывать влияние литейной формы, в частности минимальное или максимальное время вентилирования формы, по которому определяют, какова должна или может быть минимальная или максимальная длительность процесса вытеснения воздуха/газа из литьевой камеры. Параметры температуры и/или вязкости описывают поведение потока расплавленного материала и, возможно, также эффекты граничного слоя, такие, как поверхностное застывание или частичное затвердевание расплавленного материала на внутренней стенки литьевой камеры или же внутри расплавленного материала.
Каждый такой параметр может, в зависимости от потребностей, включать фактические значения и/или значения, выведенные из одного или более предшествующих циклов литья, и/или комбинации таких фактических и/или прежних значений. В качестве отдельных значений параметров могут использоваться измеренные значения и/или расчетные или оценочные значения. Таким образом, например, по меньшей мере один параметр количества заполняющего материала может быть одним оценочным значением для фактической степени заполнения и/или одним или более измеренными или расчетными фактическими значениями для степени заполнения, полученными из предшествующих циклов литья. Таким образом, это позволяет во время проведения соответствующего цикла литья, в зависимости от состояния машины в данный момент и предшествующее время, достаточно точно описать фактическое начальное состояние, в той мере, в какой оно релевантно для рассматриваемого здесь поступательного движения плунжера, в виде m-мерного параметрического пространства и через входной каскад 13 ввести его как входную информацию в логическую схему 12 выбора.
Для различных начальных ситуаций подготовка наиболее подходящих характеристик управляющих сигналов, которые в варианте осуществления с ФИГ. 3 хранятся в накопителе 10, может проводиться по-разному; эти возможности далее раскрываются подробнее.
В принципе, рассматриваются две альтернативные возможности: подготавливать управляющий сигнал для управления движением плунжера, используемый для осуществляемого цикла литья, до или в ходе проведения процесса литья. Ниже вначале объясняется реализация подготовки управляющего сигнала до начала цикла. В преимущественном варианте осуществления подготовка наиболее подходящих характеристик управляющего сигнала, сохраняемого затем в накопителе 10 управляющих сигналов, реализуется с помощью модельно-вспомогательного компьютерного моделирования до начала процесса. Это компьютерное моделирование включает в себя модельный контур управления, который представляет собой простую расчетную модель для расчета контроля с упреждением и высокоточную расчетную модель реального процесса, а также модельный контроллер. Хотя, в качестве альтернативы к такому модельному контуру управления, рассматривается также чистое управление с упреждением на основе простой расчетной модели без контроллера, добавление контроллера позволяет достичь более высокой точности или лучшей аппроксимации реального процесса и использовать сравнительно простую модель для управления с упреждением. Модельный контроллер дополняет выдаваемый управлением с упреждением контрольный сигнал до управляющего сигнала для высокоточной расчетной модели, в зависимости от расхождения выдаваемой управлением с упреждением заданной прогрессии и выдаваемой высокоточной расчетной моделью фактической прогрессии одной или более переменных процесса, используемых для этого. Выбранные для различных рассматриваемых начальных условий, представленных упомянутыми параметрами процесса, наиболее подходящие управляющие сигналы, полученные с помощью указанного модельно-вспомогательного моделирования управления с обратной связью, затем, как сказано, хранятся в накопителе 10 и доступны устройству управления во время проведения цикла литья.
Выражение «наиболее подходящая характеристика управляющего сигнала», как уже указывалось выше, следует понимать как характеристику управляющего сигнала, при которой управляемое ею поступательное движение плунжера в фазе заполняющего камеру движения ведет к благоприятному, согласно заданным критериям качества, протеканию процесса литья и, в частности, ведет к такому поведению потока расплавленного материала в литьевой камере, при котором полностью или по меньшей мере в основном устраняются вышеупомянутые эффекты набегающей волны и отрезания воздуха/газа из-за преждевременного отрыва волны и/или отражения волны, причем, с другой стороны, цикл литья и, следовательно, также поступательное движение плунжера должны проходить как можно быстрее. В качестве основы для простой модели проекта управления с упреждением также рассматриваются подходящие модифицированные уравнения потока на мелководье для описания динамики потока расплавленного материала в литьевой камере, причем учитываются отражения жидкости от переднего края литьевой камеры, а также, в хорошем приближении, обычно круглое поперечное сечение литьевой камеры. При этом в проект управления с упреждением может также быть включена верхушка литьевой камеры как ограничение высоты движения расплавленного материала, и аналогично, при необходимости, положения заливочного отверстия литьевой камеры, чтобы гарантированно избежать там выхода расплавленного материала в начале движения литьевого плунжера.
Поскольку в рассматриваемом здесь варианте моделирование выполняется до начала процесса, поэтому модельный расчет не ограничен непосредственной длительностью реального цикла литья. Это позволяет использовать сравнительно точную расчетную модель и, тем самым, заметно повысить качество заранее определенной наиболее подходящей характеристики управляющего сигнала для реального процесса.
Таким образом, при помощи модельного контура управления указанное моделирование позволяет определить очень точные наиболее подходящие характеристики управляющего сигнала, которые затем могут быть применены в ходе чистого управления, без обратной связи, реальным процессом. Альтернативно, в принципе, возможно настоящее управление, с обратной связью, реальным процессом, однако для процесса, рассмотренного здесь как содержащего поступательное движение литьевого плунжера, такое регулирование в большинстве случаев практически исключено, например, уже потому, что выработка требуемых для этого новых и возврат исходных фактических значений регулируемых переменных не могут быть произведены достаточно быстро или слишком дороги. Это справедливо, в частности, для малых машин, у которых время цикла литья так коротко, что снятие и обработка необходимых для автоматического регулирования замеров, по нынешним представлениям, неосуществимы.
Альтернативная возможность предусматривает соответствующее модельно-вспомогательное моделирование управления с обратной связью в ходе проведения цикла литья, причем полученный моделированием управляющий сигнал затем непосредственно используется для управления поступательным движением плунжера в реальном процессе, что делает ненужным накопитель управляющих сигналов. Для возможности моделирования в ходе процесса соответствующим образом должны быть выбраны простая модель управления с упреждением и расчетная модель, с высокой точностью описывающая реальный процесс, чтобы модельные расчеты могли быть выполнены достаточно быстро. Это означает использование увеличенных, в сравнении с моделированием до начала процесса, вычислительных мощностей и/или использование более простой расчетной модели или, в общем, более простой модели управления с обратной связью.
Как указывалось выше, приведенный на ФИГ. 3 в качестве примера вариант осуществления относится к варианту осуществления, в котором множество n наиболее подходящих управляющих сигналов для, возможно, также относительно большого числа наборов учитываемых параметров Р1, …, Pm процесса определяется заранее, например, с помощью упомянутого модельно-вспомогательного моделирования управления с обратной связью, и затем хранятся в накопителе 10. Как явствует из вышеприведенных объяснений параметров P1, …, Pm процесса, в соответственно m-мерном параметрическом пространстве такие наборы параметров процесса имеются даже для случая, когда определенные одинаковые отливаемые детали изготавливаются в многократных последовательных циклах литья, поскольку, во всяком случае, часть этих параметров процесса технологически может варьировать от цикла к циклу. Для каждого цикла литья логическая схема 12 выбора может, на основе соответствующих критериев, определить число р координат K1, …, Kp, выбора для комбинаций которых заранее, по отдельности, в соответствующих процессах моделирования генерируются соответствующие наиболее подходящие управляющие сигналы. Далее, накопитель 10 управляющих сигналов содержит р-мерное пространство координат выбора для множества n наиболее подходящих характеристик управляющего сигнала, как показано на ФИГ. 3, причем число р меньше или равно числу m. В таком случае, может быть целесообразно отображать, как можно больше параметров Р1, …, Pm на как можно меньшее число координат K1, …, Kp выбора, чтобы число n возможных характеристик управляющего сигнала, с учетом требуемого объема памяти и/или предшествующих вычислительных затрат, поддерживалось на минимально возможном уровне.
В этом месте надо упомянуть о том, что, в частности, в случае проводимого до начала процесса литья моделирования с использованием сравнительно высокоточной расчетной модели и инструментального средства моделирования большой вычислительной мощности могут быть учтены практически все релевантные параметры, существенные для реального процесса поступательного движения плунжера во время фазы заполняющего камеру движения, в частности, и такие эффекты вязкости и термические эффекты, как изменение вязкости и частичное затвердевание. При этом для описания динамики потока расплавленного материала в литьевой камере может быть, при необходимости, использовано трехмерное поле скоростей, которое практически полностью учитывает круглое поперечное сечение литьевой камеры и вертикальные потоки.
Исследования, проведенные изобретателями, показали, что упомянутые нежелательные эффекты набегающей волны и отрезания прилегающего к плунжеру объема воздуха/газа, могут быть снижены или устранены, в частности, такой прогрессией поступательного движения плунжера, который вызывает в литьевой камере ступенчатый подъем уровня заполнения для прилегающего к плунжеру расплавленного материала. Эти результаты дают возможность сгруппировать множество n полученных наиболее подходящих управляющих сигналов в р-мерном пространстве координат K1, …, Kp выбора в группы по характеристикам управляющего сигнала, в настоящем документе называемым также типами траекторий управляющего сигнала, с различным числом таких ступеней возбуждения. Это упрощает структуру сохраняемых данных характеристики управляющего сигнала в накопителе 10 и улучшает или ускоряет выбор соответствующей наиболее подходящей характеристики управляющего сигнала логической схемой 12 выбора на основе входных параметров P1, …, Pm.
С этой целью, при предварительной подготовке наиболее подходящей характеристики управляющего сигнала, для каждого набора параметров Р1, …, Pm процесса определяется, какой тип траектории подходит наилучшим образом, т.е. с каким числом таких ступеней возбуждения должно управляться поступательное движение плунжера в данной ситуации для достижения желаемого, наилучшего из возможных, результата. Соответственно, эта информация хранится в накопителе 10, см. ФИГ. 4. Затем, во время процесса литья логическая схема 12 выбора на основе введенных параметров процесса/входной информации решает, согласно какому ступенчатому типу характеристики управляющего сигнала должно осуществляться поступательное движение плунжера в данном цикле литья.
Для поступательного движения плунжера каждая из этих упомянутых ступеней возбуждения представляет один соответствующий участок, на котором вначале плунжер продвигается вперед сравнительно быстро, чтобы поднять высоту заполнения расплавленным материалом у плунжера от прежнего уровня до задаваемого более высокого уровня. После этого задается прогрессия скорости продвижения плунжера вперед, получаемая из заранее определенной прогрессии изменения высоты расплавленного материала у литьевого плунжера, причем эта заранее определенная прогрессия в типовом случае предусматривает, чтобы уровень заполнения расплавленным материалом у плунжера, в основном, поддерживался постоянным или сравнительно медленно поднимался со временем. Число используемых ступеней варьирует, например, в зависимости от степени заполнения. Если в камере пониженный начальный уровень заполнения расплавленным материалом, то выбирается поступательное движение плунжера с большим числом ступеней, чем в случае более высокой степени заполнения.
На ФИГ. 5 показан пример двухступенчатого возбуждения. Пример с ФИГ. 5 дан на базе литьевой камеры 1 и литьевого плунжера 2, как они представлены на ФИГ. 1 и 2 и в их вышеприведенном описании, на которые здесь можно сделать ссылку. В примере с ФИГ. 5 расплавленный материал 3 вначале, до включения поступательного движения плунжера, имеет в литьевой камере 1 высоту Н0, см. самое верхнее последовательное изображение. Из этого положения плунжер 2 вначале движется вперед ускоренно, чтобы создать первую ступень 3а возбуждения волны жидкого расплавленного материала 3, на которой уровень заполнения расплавленным материалом у плунжера 2 поднимается от начального уровня Н0 до соответствующим образом заданного более высокого уровня Н1. Затем плунжер 2 продвигается вперед с уменьшенным ускорением или, по существу, с постоянной скоростью так, что высота заполнения расплавленным материалом у плунжера 2, по существу, остается на уровне H1 первой ступени 3а, причем соответствующее возбуждение волны распространяется вперед, как видно из второго и третьего сверху последовательных изображений на ФИГ. 5.
По прошествии заданного периода времени, при помощи соответственного управления поступательным движением плунжера, в камере 1 генерируется вторая ступень 3b волны возбуждения расплавленного материала 3. Для этого, в свою очередь, плунжер 2 вначале движется с увеличенным ускорением, пока уровень заполнения расплавленным материалом у плунжера 2 не достигнет заданного нового, более высокого уровня Н2. В показанном примере выбора двухступенчатой характеристики управляющего сигнала эта новая высота Н2 соответствует полной высоте камеры, т.е. диаметру D литьевой камеры 1, см. среднюю часть изображения с ФИГ. 5. Затем плунжер 2 снова продвигается вперед с меньшим ускорением или, по существу, с постоянной скоростью так, что расплавленный материал 3 у плунжера 2, по существу, сохраняет новый высотный уровень Н2, причем вторая ступень 3b возбуждения волны распространяется вперед, см. третье снизу последовательное изображение на ФИГ. 5.
Таким образом, на последней ступени возбуждения, в примере на ФИГ. 5 это вторая ступень, объем воздуха/газа, который все еще остается в камере 1 между расплавленным материалом 3 и верхушкой камеры со стороны плунжера, вытесняется от плунжера в направлении конца литьевой камеры, т.е. выпускного отверстия 8 литьевой камеры. Соответствующей координацией отдельных ступеней возбуждения, которая, например, может быть определена упомянутым модельно-вспомогательным моделированием управления с обратной связью до начала процесса литья, можно добиться того, что отдельные ступени возбуждения волны, в примере с ФИГ. 5 это две ступени 3а и 3b, встретятся или соединятся у конца литьевой камеры, и, таким образом, произойдет практически полное вытеснение объема воздуха/газа из литьевой камеры 1, как показано на втором снизу и самом нижнем последовательных изображениях с ФИГ. 5. Причем определение соответствующих наиболее подходящих характеристик управляющего сигнала возможно проводить заранее, целиком систематически, поскольку можно расчетно определить, с какой скоростью распространяются отдельные ступени возбуждения волны в зависимости от их соответствующей высоты в литьевой камере.
Существенным фактором влияния, который может привести к увеличению воздушных/газовых включений в расплавленном материале 3, является возникающая на практике неточность дозировки, например погрешности ± 5% объема подаваемого в камеру 1 расплавленного материала 3. Для учета этого фактора ступенчатый подъем прилегающего к плунжеру уровня расплавленного материала осуществляется так, чтобы даже при максимальной заданной погрешности дозировки высота расплавленного материала у плунжера на всех ступенях, за исключением последнего, гарантированно не доходила до верхушки литьевой камеры. Последняя ступень к неточностям дозировки сравнительно нечувствительна. И нечувствительна потому, что погрешность высоты предпоследней ступени тем менее критична в отношении скорости плунжера, задаваемой системой управления, чем ближе расплавленный материал на этом предпоследней ступени подходит к верхушке литьевой камеры. Поэтому ступенчатое изменение выбирается так, чтобы высота расплавленного материала у плунжера на предпоследней ступени, с одной стороны, даже при максимальной передозировке оставляла заданное минимальное расстояние от верхушки литьевой камеры, а с другой стороны, даже при максимальном занижении дозы не уходила ниже заданного максимального расстояния от верхушки литьевой камеры, так что последняя ступень возбуждения волны обеспечивает желаемое полное вытеснение воздуха/газа, находящегося у плунжера. Соответственно, при таком ступенчатом управлении поступательным движением плунжера, верхушку камеры цилиндра литьевой камеры можно включить в систематическое определение соответствующей наиболее подходящей характеристики управляющего сигнала и, одновременно, обеспечить достаточную устойчивость в отношении погрешностей дозировки.
Разумеется, в зависимости от имеющихся начальных значений параметров Р1, …, Pm, рассматриваемых как релевантные для влияния на процесс, помимо показанного на ФИГ. 5 двухступенчатого управления может быть предусмотрено также одноступенчатое или более чем двухступенчатое управление поступательным движением плунжера. Кроме упомянутого включения погрешностей дозировки, в определение соответствующей наиболее подходящей характеристики управляющего сигнала для поступательного движения плунжера, могут также систематически учитываться характеристики вязкости расплавленного материала и термические эффекты внутри литьевой камеры, например частичное затвердевание, при котором затвердевшие части расплавленного материала препятствуют распространению волны.
В описанных случаях, в которых наиболее подходящие характеристики управляющего сигнала определяются с помощью модельно-вспомогательной системы моделирования управления с обратной связью, эта система может быть встроена в устройство управления, которая в типовом случае находится в месте использования литьевой машины. При этом устройство управления согласно настоящему изобретению может, в свою очередь, быть встроено в центральную систему управления машины для литья под давлением. Альтернативно, модельно-вспомогательная система моделирования управления с обратной связью может быть выполнена вне устройства управления согласно настоящему изобретению, причем в этом случае выбранные модельно-вспомогательной системой моделирования управления с обратной связью наиболее подходящие характеристики управляющего сигнала вводятся или предусматриваются в устройстве управления, например, путем упомянутого сохранения в накопителе управляющих сигналов устройства управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ, В СУЩНОСТИ, ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2583394C2 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| ПРЕСС-ПОРШЕНЬ И ПРЕССОВЫЙ УЗЕЛ С ЗАПОРНЫМ КЛАПАНОМ | 2012 |
|
RU2598069C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2766221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ, В СУЩНОСТИ, ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2567906C2 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
Изобретение относится к литейному производству и предназначено для управления поступательным движением литьевого плунжера в литьевой камере машины для литья под давлением с холодной камерой. Технический результат – повышение качества литья. Способ управления состоит в использовании управляющего сигнала в фазе заполняющего камеру поступательного движения литьевого плунжера из положения частичного заполнения расплавленным материалом, соответствующего начальному объему частично заполненной литьевой камеры расплавленным материалом, в положение полного заполнения, соответствующего остаточному объему заполненной литьевой камеры. При этом соответствующую характеристику управляющего сигнала выбирают с учетом различных заданных наборов значений множества параметров процесса литья под давлением, влияющих на движение расплавленного материала в литьевой камере во время фазы заполняющего камеру движения литьевого плунжера, из условия минимизации газовых включений в расплавленном материале при полном заполнении литьевой камеры. 5 з.п. ф-лы, 5 ил.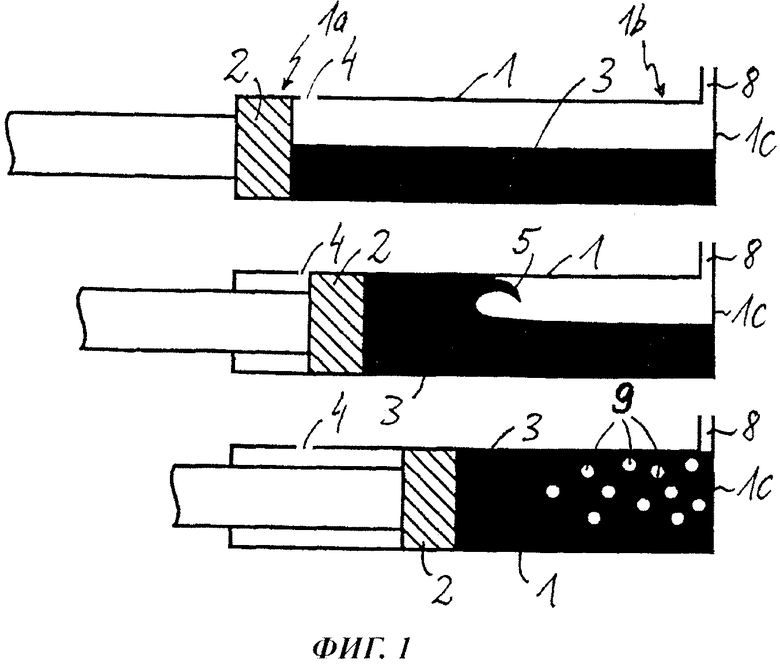
1. Способ управления поступательным движением литьевого плунжера (2) в литьевой камере (1) машины для литья под давлением с холодной камерой, включающий использование управляющего сигнала в фазе заполняющего камеру поступательного движения литьевого плунжера из положения частичного заполнения расплавленным материалом, соответствующего начальному объему частично заполненной литьевой камеры расплавленным материалом, в положение полного заполнения, соответствующего остаточному объему заполненной литьевой камеры, при этом соответствующую характеристику управляющего сигнала выбирают с учетом различных заданных наборов значений множества параметров процесса литья под давлением, влияющих на движение расплавленного материала в литьевой камере во время фазы заполняющего камеру движения литьевого плунжера, из условия минимизации газовых включений в расплавленном материале при полном заполнении литьевой камеры, причем множество параметров процесса литья под давлением включает в себя по меньшей мере один параметр геометрии литьевой камеры, по меньшей мере один параметр количества заполняющего материала, по меньшей мере один параметр литейной формы и/или по меньшей мере один параметр температуры литьевой камеры или температуры расплавленного материала.
2. Способ по п. 1, отличающийся тем, что множество параметров процесса литья под давлением включает в себя по меньшей мере один параметр длины литьевой камеры, по меньшей мере один параметр высоты литьевой камеры, по меньшей мере один параметр степени заполнения литьевой камеры, по меньшей мере один параметр температуры расплавленного материала, по меньшей мере один параметр температуры литьевой камеры и/или по меньшей мере один параметр вязкости расплавленного материала.
3. Способ по п. 1 или 2, отличающийся тем, что управляющие сигналы группируют по различному числу последовательных ступеней подъема расплавленного материала по высоте у литьевого плунжера.
4. Способ по п. 3, отличающийся тем, что для каждой ступени подъема расплавленного материала задают литьевому плунжеру первоначально ускоренное движение, после которого следует движение литьевого плунжера с такой скоростью, которая соответствует заранее заданной характеристике изменения высоты расплавленного материала у литьевого плунжера.
5. Способ по п. 1, отличающийся тем, что характеристики управляющего сигнала получают с использованием моделирования управления из модельно-вспомогательной системы с обратной связью до или во время выполнения поступательного движения литьевого плунжера.
6. Способ по п. 5, отличающийся тем, что в качестве модельно-вспомогательной системы используют встроенную модельно-вспомогательную систему моделирования управления контуром с обратной связью.
| JP 2011206788 A, 20.10.2011 | |||
| JP 2002283034 A, 02.10.2002 | |||
| Устройство для печатания этикеток | 1973 |
|
SU618026A3 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2026144C1 |

