ОБЛАСТЬ ТЕХНИКИ
Данное изобретение в целом относится к способам литья по выплавляемым моделям.
УРОВЕНЬ ТЕХНИКИ
Детали, прежде всего детали, имеющие сложную геометрию, могут быть изготовлены с использованием способа литья по выплавляемым моделям. В стандартном способе литья по выплавляемым моделям изготавливают мастер-модель, соответствующую по форме (но не обязательно по размерам) требуемой готовой детали, причем мастер-модель может быть изготовлена из износостойкого материала, например алюминия. Мастер-модель может храниться на удаленном объекте либо на месте производства готовой детали. При размещении заказа на деталь (или сборочный узел, содержащий деталь) соответствующую мастер-модель устанавливают и используют для изготовления литейной формы (известной как мастер-форма), внутренняя поверхность которой по форме соответствует мастер-модели. Мастер-форма может быть изготовлена с использованием любого из нескольких способов и материалов, в частности создания силиконовой формы мастер-модели. Для получения выплавляемой модели, соответствующей по форме мастер-модели, расплавленный модельный воскообразный состав заливают в полость мастер-формы. Затем выплавляемую модель обрабатывают с целью удаления разделительного состава, оплавлений и/или любых других дефектов. Затем к выплавляемой модели может быть присоединен литниковый стояк, который образует канал подачи расплавленного материала в полость целиковой литейной формы.
Затем в процессе, именуемом формовкой по выплавляемой модели, изготавливают целиковую литейную форму (также известную как оболочка), причем оболочку, как правило, изготавливают из керамического материала путем повторения серии этапов, включающих нанесение формовочного покрытия, обсыпку и отверждение, до получения требуемой толщины литейной формы. Этап нанесения покрытия включает погружение выплавляемой модели (с литниковым стояком) в мелкодисперсную суспензию материала для создания однородного поверхностного покрытия. На этапе обсыпки на мелкодисперсный материал наносят крупнодисперсные керамические частицы. После достижения требуемой толщины на последующем этапе отверждения покрытия высыхают.
Как только оболочка полностью затвердевает, ее переворачивают и помещают в печь или автоклав для выплавления и/или выжигания выплавляемой модели. На этом этапе происходит образование большей части повреждений оболочки, поскольку используемый модельный воскообразный состав часто имеет значительно больший коэффициент теплового расширения по сравнению с окружающим его материалом оболочки. Следовательно, при нагреве модельного воскообразного состава происходит его расширение, создающее напряжения в оболочке. Для уменьшения таких напряжений модельный воскообразный состав нагревают с наибольшей возможной скоростью для того, чтобы обеспечить плавление и отвод с внешней поверхности модельного состава, освобождая пространство для расширения оставшейся части модельного состава.
Затем оболочка может быть предварительно нагрета, и литьевой материал, как правило, расплавленный металл, может быть залит в полость оболочки, оставшуюся в результате выплавления модели с литниковым каналом. Заливка расплавленного металла может происходить под действием силы тяжести или принудительно осуществляться за счет прикладывания повышенного давления воздуха или иных сил к литниковому каналу (и/или любому другому входному отверстию) оболочки. Затем для охлаждения оболочка может быть помещена в емкость, заполненную песком. После отверждения расплавленного металла и его охлаждения до соответствующей температуры оболочку разрушают для извлечения готовой детали. Затем готовая деталь может быть очищена для удаления следов процесса литья (например, для удаления литникового стояка и/или вышлифовки дефектов поверхности) и отправлена на другую площадку для сборки или хранения.
Готовая деталь может быть изготовлена с использованием любого из нескольких материалов. Поскольку каждый материал может иметь свой коэффициент теплового расширения, для каждого материала, используемого для изготовления аналогичной металлической детали, может потребоваться отдельная мастер-модель, имеющая индивидуальный набор параметров. Например, если для изготовления готовой детали, имеющей заданные размеры, используют первый металлический материал (имеющий первый коэффициент теплового расширения), для создания соответствующей выплавляемой модели необходимо использовать отдельную первую мастер-модель. Однако, если для изготовления готовой детали, имеющей заданные размеры, аналогичные готовой детали, изготовленной из первого металлического материала, используют второй металлический материал (имеющий второй коэффициент теплового расширения), для создания соответствующей выплавляемой модели необходимо использовать отдельную вторую мастер-модель. Следовательно, для каждой готовой детали, которая может быть создана из разных материалов, необходимо изготавливать и сохранять две или несколько мастер-моделей. Эта методика приводит к относительно высоким производственным затратам и усложняет производственный процесс. Кроме того, подготовка мастер-формы по выплавляемой модели значительно увеличивает время изготовления готовой детали.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ изготовления готовой детали включает этап формирования или подготовки мастер-модели с использованием технологии аддитивного производства, представляющей собой способ построения трехмерных объектов путем нанесения на материал последовательных слоев материала. Мастер-модель соответствует или в целом соответствует по форме готовой детали, при этом мастер-модель изготавливают из первого материала. Способ также включает этап формовки оболочки мастер-модели путем нанесения одного или нескольких слоев одного или нескольких формовочных материалов на мастер-модель, причем формовочный материал отличается от первого материала. Способ дополнительно включает этап растворения мастер-модели, находящейся в оболочке с образованием полости в оболочке, которая по форме соответствует готовой детали. Способ также включает этап заливки расплавленного материала в полость оболочки, причем расплавленный материал представляет собой второй материал, отличающийся от первого материала и формовочного материала. Способ дополнительно включает этап отверждения расплавленного металла и/или его охлаждения до заданной температуры, в результате чего расплавленный металл становится готовой деталью. Затем способ включает этап удаления оболочки вокруг готовой детали.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фиг. 1 представляет собой пояснение варианта реализации способа изготовления готовой детали.
Фиг. 2 представляет собой вариант реализации мастер-модели, изготовленной с использованием технологии аддитивного производства.
Фиг. 3 представляет собой вариант реализации мастер-модели, имеющей литниковый стояк, изготовленный с использованием технологии аддитивного производства.
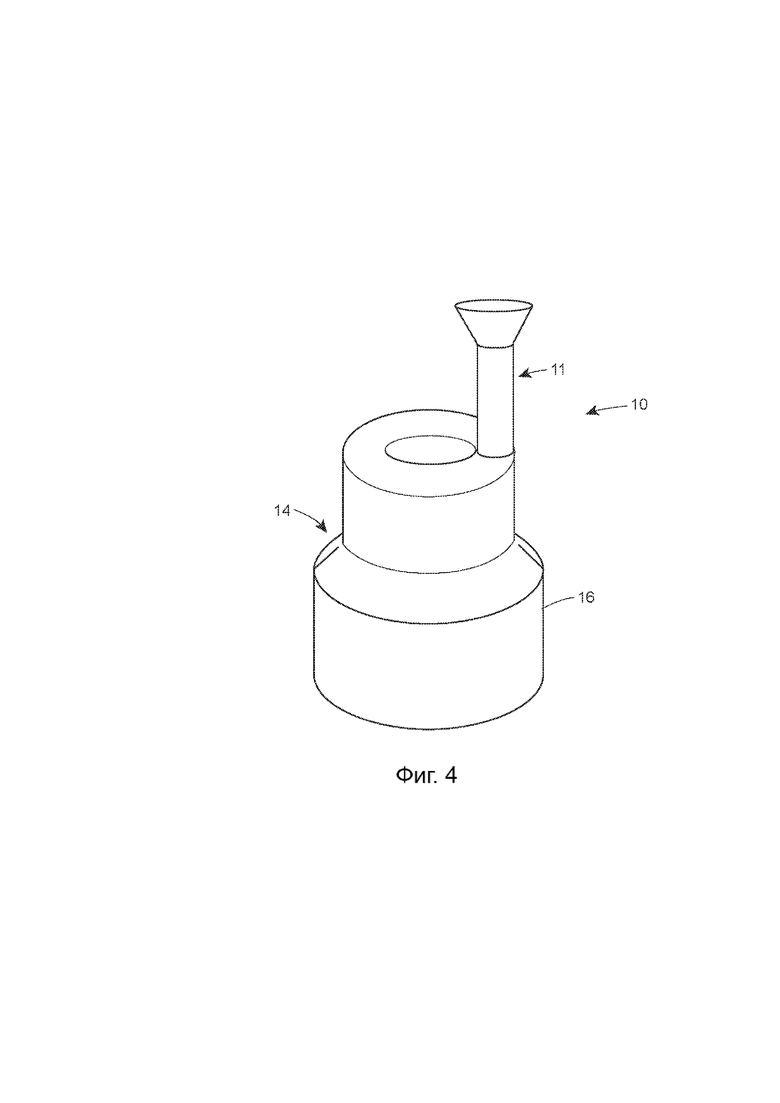
Фиг. 4 представляет собой вариант реализации оболочки, сформованной вокруг варианта мастер-модели по фиг. 3.
Фиг. 5 представляет собой изображение в поперечном разрезе оболочки по фиг. 4 после растворения мастер-модели с образованием оболочковой полости внутри оболочки.
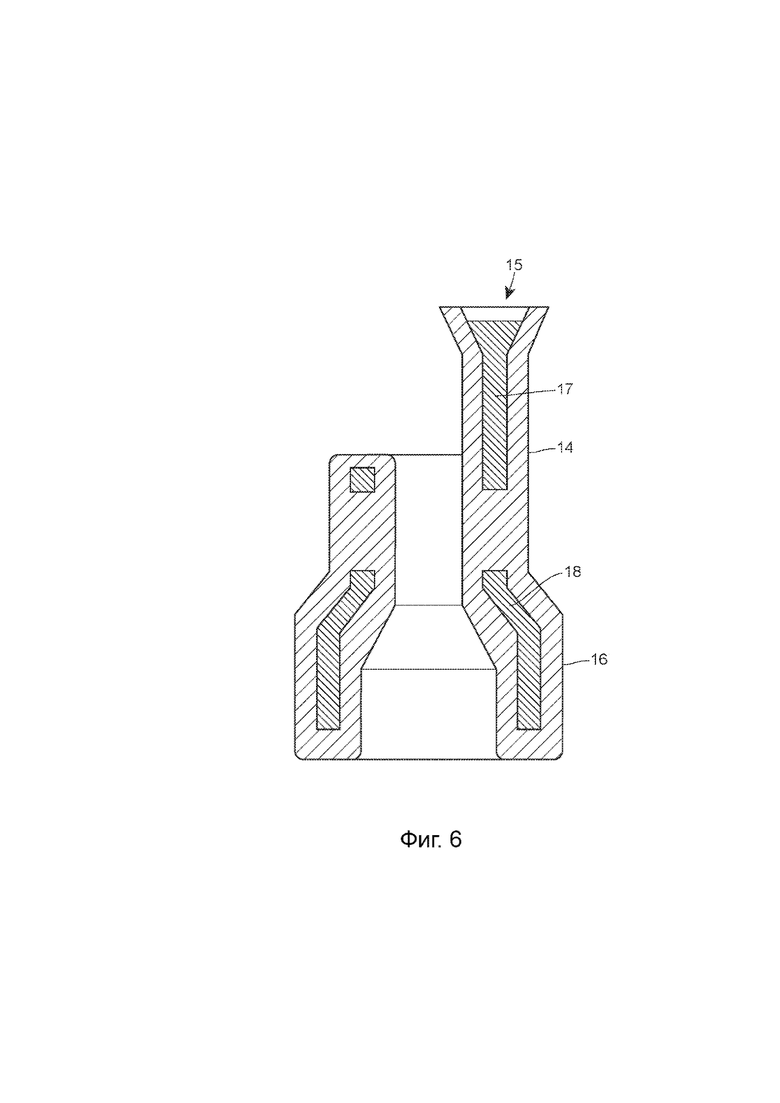
Фиг. 6 представляет собой изображение в поперечном разрезе оболочки по фиг. 5 после заливки литьевого материала в полость оболочки.
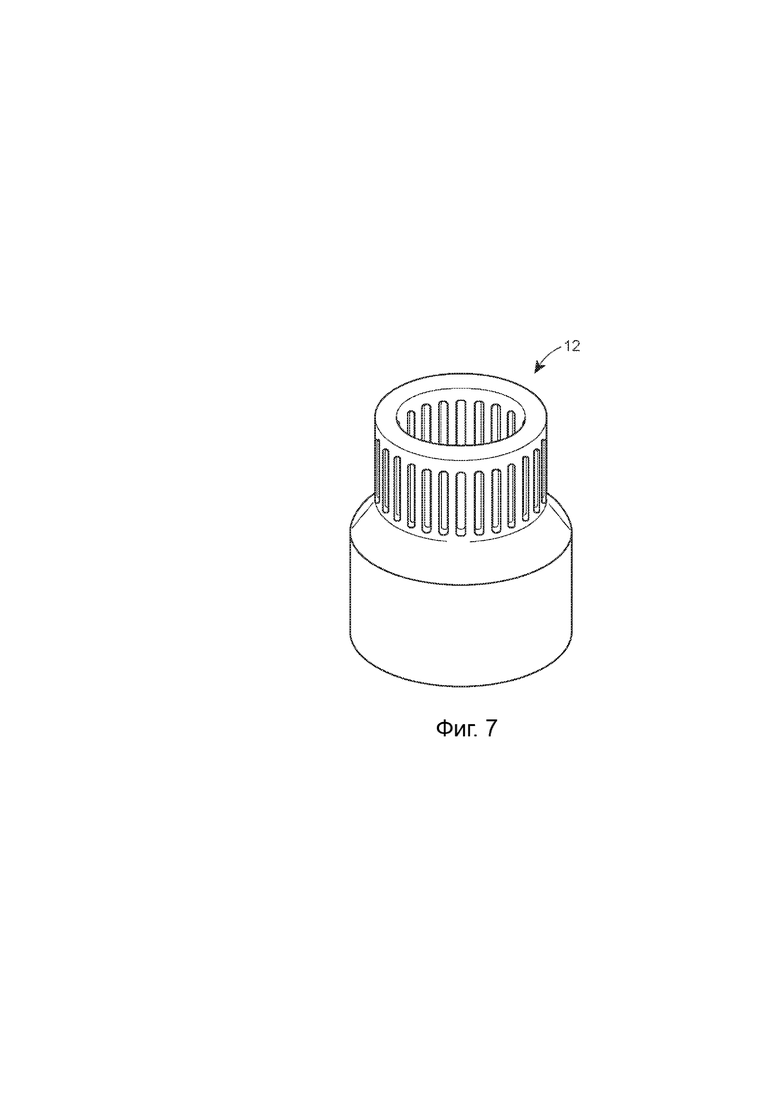
Фиг. 7 представляет собой вариант реализации готовой детали оболочки, соответствующей по форме варианту реализации мастер-модели по фиг. 2.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
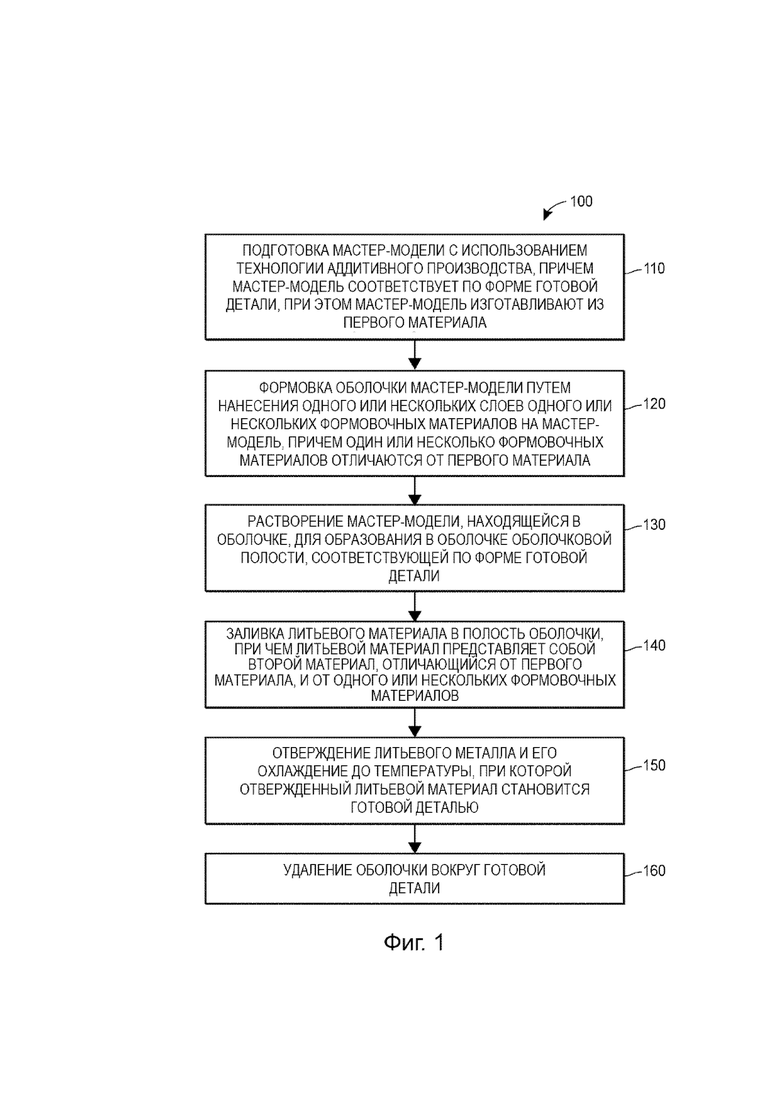
Как показано на фиг. 1, способ 100 изготовления готовой детали включает этап 110 формирования или подготовки мастер-модели с использованием технологии аддитивного производства, представляющей собой способ построения трехмерных объектов путем нанесения на материал последовательных слоев материала. Мастер-модель соответствует или в целом соответствует по форме готовой детали, при этом мастер-модель изготавливают из первого материала. Как показано, на этапе 120 способ 100 также включает формовку оболочки мастер-модели путем нанесения одного или нескольких слоев одного или нескольких формовочных материалов на мастер-модель, причем по меньшей мере один или несколько формовочных материалов отличаются от первого материала. Как отмечено, на этапе 130 способ 100 дополнительно включает растворение мастер-модели, находящейся в оболочке с образованием в оболочке оболочковой полости, которая по форме соответствует готовой детали. Как отмечено, на этапе 140 способ 100 также включает заливку жидкого материала (например, расплавленного металла) в полость оболочки, причем расплавленный материал представляет собой второй материал, отличающийся от первого материала и одного или нескольких формовочных материалов. Как отмечено, на этапе 150 способ 100 дополнительно включает этап отверждения расплавленного металла и/или его охлаждения до заданной температуры, в результате чего жидкий материал становится готовой деталью. Как отмечено, на этапе 160 способ 100 включает последующее удаление оболочки вокруг готовой детали.
Как показано на фиг. 2, мастер-модель 10, которая соответствует (или в целом соответствует) по форме готовой детали 12 (показанной на фиг. 7), может быть изготовлена с использованием технологии аддитивного производства или аддитивного технологического процесса. В некоторых вариантах реализации изобретения готовая деталь 12 может представлять собой деталь, используемую в узле клапана, например клетке клапана или плунжере клапана. Как было показано выше, технология аддитивного производства может представлять собой любой аддитивный технологический процесс или способ построения трехмерных объектов путем нанесения на материал последовательных слоев материала. Способ аддитивного производства может быть осуществлен с помощью любой пригодной технологии или сочетания технологий.
Способ аддитивного производства может включать любой из нескольких способов, например, таких как способ трехмерной печати, стереолитография («SLA»), моделирование методом послойного наплавления («FDM»), многоструйное моделирование («MJM») и селективное лазерное спекание («SLS»). В некоторых вариантах реализации изобретения способ аддитивного производства может включать лазерный синтез на подложке. Для формирования мастер-модели 10 может быть использован любой пригодный первый материал, в том числе пластик или сочетание пластиков (например, нейлон и/или поликарбонат). В некоторых вариантах реализации изобретения две или несколько частей мастер-модели 10 могут быть изготовлены с использованием способов аддитивного производства, при этом две или несколько частей мастер-модели 10 могут быть сопряжены с образованием мастер-модели 10. Процесс аддитивного производства может включать использование одной или нескольких производственных установок, выполняющих любой из описанных выше технологических процессов, в том числе нанесение последовательных слоев жидкого или порошкового материала послойным методом для изготовления мастер-модели 10.
Способ аддитивного производства, как правило, может включать или использовать компьютер, программное обеспечение для трехмерного моделирования (например, программное обеспечение системы автоматизированного проектирования, или CAD), оборудование для производственных установок и материалы для послойного нанесений. В некоторых вариантах реализации изобретения разрабатывают модель CAD (или виртуальную модель) мастер-модели 10, причем одна или несколько производственных установок, осуществляющих аддитивный технологический процесс могут считывать данные из файла CAD, и наносить слои либо добавлять последовательные слои жидкости, порошка, листового материала (например) послойным методом для изготовления мастер-модели 10. Как было показано выше, модель CAD (и мастер-модель 10, сформированная по модели CAD) может иметь размеры, которые отличаются от готовой детали для учета усадки материала во время охлаждения.
В некоторых вариантах реализации изобретения может быть подготовлена единственная мастер-модель 10, и на единственной мастер-модели 10 может быть сформована оболочка, как описано ниже. В таких случаях, как показано на фиг. 3, литниковый стояк 11 или канал для ввода литьевого материала в оболочку 14 (см. фиг. 3) также могут быть сформированы с использованием программного обеспечения CAD с целью одновременного изготовления способом аддитивного производства мастер-модели 10 и литникового стояка 11. Специалисту в данной области техники понятно, что может быть сформировано любое количество литниковых стояков 11 или других каналов, причем литниковые стояки 11 или других каналы могут иметь любую пригодную форму или сочетание форм, позволяющих осуществлять заливку жидкого материала в полость, образованную оболочкой после растворения мастер-модели 10, как подробно описано ниже.
В некоторых вариантах реализации изобретения могут быть сформированы несколько мастер-моделей 10 (именуемых модельным блоком) с целью формовки оболочек в сборе, при этом мастер-модели могут быть связаны одним или несколькими литниковыми стояками 11 или каналами, позволяющими литьевому материалу проникать в каждую соответствующую оболочку оболочкового блока во время пакетной заливки литьевого материала. Один или несколько литниковых стояков или каналов, связывающих мастер-модели, также могут быть созданы с использованием программного обеспечения CAD и технологии аддитивного производства.
Поскольку для подготовки мастер-модели 10 в любом случае возникновения необходимости получения мастер-модели 10 требуется только модель CAD, полностью исключается трудоемкий процесс изготовления металлической мастер-модели, пресс-формы для мастер-модели и выплавляемой модели. Кроме того, исключается необходимость в проведении учета физических мастер-моделей разного размера для каждого потенциального выбора материала, что дополнительно сокращает затраты и время выполнения заказа. Кроме того, внесение небольших изменений в модели CAD может быть выполнено быстро и дешево без затрат времени и средств на изготовление новой металлической мастер-модели.
После создания мастер-модели 10 выполняют формовку оболочки 14 мастер-модели 10 путем нанесения одного или нескольких слоев одного или нескольких формовочных материалов 16 на мастер-модель, как показано на фиг. 4. В процессе формовки оболочки формовочный материал 16 отличается от первого материала. Как было показано выше, оболочка 14 может быть изготовлена из керамического материала (или материалов) и сформована путем повторения серии этапов, включающих нанесение формовочного покрытия, обсыпку и отверждение, до получения требуемой толщины литейной формы.
В процессе нанесения формовочного покрытия (также называемом «грунтовочным покрытием») мастер-модель 10 (и присоединенный к ней литниковый стояк 11 или канал) погружают в суспензию мелкодисперсного огнеупорного материала для равномерного покрытия поверхности. К традиционным материалам, используемым для нанесения формовочного покрытия, могут относиться: кварц, циркон, различные алюмосиликаты и электрокорунд. Для удержания огнеупорного материала могут быть использованы связующие вещества, при этом в качестве связующих веществ могут быть использованы этилсиликаты, кремнезоли, натриевые жидкие стекла и их композиции с контролируемыми значениями рН и вязкости. Мелкодисперсный огнеупорный материал предохраняет мелкие элементы мастер-модели 10.
После нанесения формовочного покрытия может начинаться этап обсыпки. На этапе обсыпки крупнодисперсные керамические материалы любым пригодным методом могут быть нанесены на мастер-модель 10 (и на мелкодисперсный огнеупорный материал). Например, крупнодисперсные керамические материалы могут быть нанесены на мастер-модель 10 (и на мелкодисперсный огнеупорный материал) путем погружения мастер-модели 10 (и мелкодисперсного огнеупорного материала) в псевдоожиженный слой, помещая мастер-модель 10 (и мелкодисперсный огнеупорный материал) в пескоразбрызгиватель или используя ручное нанесение крупнодисперсных материалов.
Процесс нанесения формовочного покрытия и процесс обсыпки могут повторяться до получения требуемой толщины оболочки. Затем оболочка высыхает или полностью отверждается на этапе отверждения, что может занимать от 16 до 48 часов. Сушка может быть ускорена за счет применения вакуума или уменьшения влажности окружающей среды.
Сразу после полного отверждения оболочки 14 мастер-модель 10 может быть «удалена» из оболочки 14 с образованием оболочковой полости 18, как показано на изображении в поперечном разрезе оболочки 14 на фиг. 5. Мастер-модель 10 может быть удалена из оболочки 14 любым пригодным способом, не включающим выплавление мастер-модели 10 с использованием повышенной температуры. Например, на мастер-модель 10 может быть направлена энергия ультразвука, так чтобы растворить или ожижить первый материал мастер-модели 10. Поскольку энергия ультразвука не влияет на один или несколько формовочных материалов 16, жидкий первый материал может быть вылит из образованной полости 18 оболочки через отверстие 15, сформированное литниковым стояком 11 или каналом. В некоторых вариантах реализации изобретения мастер-модель 10 может быть растворена с использованием ультразвуковой ванны с жидкостью, например водяной или (водяной с химическими добавками) ванны. В других вариантах реализации изобретения химические вещества могут использоваться для растворения мастер-модели 10, так что первый материал мастер-модели 10 растворяют или ожижают.
Специалист в данной области техники согласится с преимуществом, которое обеспечивает удаление мастер-модели 10 без использования повышенных температур. Например, как было показано выше, типичные выплавляемые мастер-модели выплавляли из оболочки с использованием автоклава для нагрева оболочки. Кроме того, как было показано выше, используемый модельный воскообразный состав часто имел значительно больший коэффициент теплового расширения по сравнению с окружающим его материалом оболочки, что при тепловом расширении модельного состава приводит к возникновению напряжений в оболочке. При исключении автоклава, тем самым устраняется существенная причина разрушения оболочки, что также делает процесс более время- и ресурсосберегающим.
После удаления мастер-модели 10 из оболочки 14 с образованием оболочковой полости 18 оболочка 14 может быть предварительно нагрета. Литьевой материал 17, как правило, расплавленный металл, может затем заливаться в полость оболочки 18 через отверстие 15, образованное литниковым стояком 11 или каналом, как показано на фиг. 6. Литьевой материал 17 может представлять собой второй материал, который отличается от первого материала мастер-модели 10 или одного или нескольких формовочных материалов 16 оболочки 14. Заливка литьевого материала 17 может происходить под действием силы тяжести или принудительно осуществляться за счет прикладывания повышенного давления воздуха или иных сил к отверстию 15 оболочки.14.
Затем может происходить отверждение литьевого материала 17 и/или его охлаждение до заданной температуры, когда отвержденный литьевой материал 17 становится или представляет собой готовую деталь 12 (показана на фиг. 7). В некоторых вариантах реализации изобретения оболочка 14 может быть помещена в емкость, заполненную песком для охлаждения. После отверждения литьевого материала 17 и/или его охлаждения до надлежащей температуры, оболочка 14 вокруг готовой детали 12 может быть удалена. Например, оболочка 14 может быть отбита, удалена разрушающим веществом, разрушена вибрацией, или водоструйной резкой, или химически растворена для извлечения готовой детали. Готовая деталь 12 затем может быть очищена для удаления следов процесса литья (например, для удаления остатков литникового стояка и/или вышлифовки дефектов поверхности), как показано на фиг. 7. Готовая деталь 12 затем может быть отправлена на производственную площадку для сборки или хранения.
Описанные выше различные варианты реализации изобретения не предназначены для ограничения объема данного изобретения. В описанные варианты реализации изобретения могут быть внесены изменения, которые, тем не менее, находятся в сфере действия пунктов прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ выращивания крупногабаритных тонкостенных моделей отливок деталей двигателестроения с использованием технологии 3D печати | 2022 |
|
RU2807279C1 |
| Способ изготовления пустотелых ювелирных изделий | 1990 |
|
SU1813026A3 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| СПОСОБ ЛИТЬЯ И СРЕДСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2311984C2 |


Изобретение относится к области литейного производства. Способ литья по выплавляемым моделям для изготовления готовой детали включает формовку оболочки вокруг мастер-модели, растворение мастер-модели, находящейся в оболочке, с образованием в оболочке полости, соответствующей готовой детали, заливку литьевого материала в полость оболочки, его отверждение и удаление оболочки. Мастер-модель, соответствующую по форме готовой детали, изготавливают из одного или нескольких пластиковых материалов с использованием аддитивной технологии. Растворение мастер-модели, находящейся в оболочке, осуществляют при помощи ультразвука, что позволяет производить данную операцию без использования повышенных температур и тем самым избежать повреждений оболочки, возникающих при воздействии на нее расширяющейся за счет нагрева мастер-модели. 8 з.п. ф-лы, 7 ил.
1. Способ литья по выплавляемым моделям для изготовления готовой детали, включающий:
подготовку мастер-модели с использованием технологии аддитивного производства, причем мастер-модель соответствует по форме готовой детали, при этом мастер-модель образована одним или более пластиковым материалом;
формовку оболочки мастер-модели путем нанесения одного или нескольких слоев одного или нескольких формовочных материалов на мастер-модель, причем формовочный материал отличается от указанного одного или более пластикового материала;
ультразвуковое растворение мастер-модели, находящейся в оболочке, с образованием в оболочке полости, которая по форме соответствует готовой детали;
заливку литьевого материала в полость оболочки, причем литьевой материал представляет собой материал, отличающийся от указанного одного или более пластикового материала и одного или нескольких формовочных материалов;
отверждение литьевого материала и/или его охлаждение до заданной температуры, в результате чего жидкий материал становится готовой деталью; и
удаление оболочки вокруг готовой детали.
2. Способ по п. 1, отличающийся тем, что ультразвуковое растворение мастер-модели, находящейся в оболочке, включает направление ультразвуковой энергии на мастер-модель, находящуюся в оболочке.
3. Способ по п. 1 или 2, отличающийся тем, что ультразвуковое растворение мастер-модели, находящейся в оболочке, включает ультразвуковое растворение мастер-модели, находящейся в оболочке, с использованием одного или нескольких химических веществ.
4. Способ по любому из пп. 1-3, отличающийся тем, что ультразвуковое растворение мастер-модели, находящейся в оболочке, не подвергает оболочку воздействию увеличения температуры.
5. Способ по любому из пп. 1-4, отличающийся тем, что способ аддитивного производства включает использование производственной установки, выполняющей нанесение последовательных слоев жидкого или порошкового материала послойным методом для изготовления мастер-модели.
6. Способ по любому из пп. 1-5, отличающийся тем, что способ аддитивного производства представляет собой одно из: трехмерную печать, стереолитографию, моделирование методом послойного наплавления, многоструйное моделирование, селективное лазерное спекание.
7. Способ по любому из пп. 1-6, отличающийся тем, что для изготовления мастер-модели производственная установка использует виртуальную модель, созданную с помощью системы автоматизированного проектирования.
8. Способ по любому из пп. 1-7, дополнительно включающий:
использование системы автоматизированного проектирования для создания виртуальной модели мастер-модели, и при этом виртуальную модель использует производственная установка для изготовления мастер-модели.
9. Способ по любому из пп. 1-8, отличающийся тем, что литьевой материал представляет собой расплавленный металл.
| US 20100006252 A1, 14.01.2010 | |||
| Способ закрепления водонасыщенного лессового грунта | 1979 |
|
SU872643A1 |
| Формирователь импульсов для устройств передачи информации по проводным линиям связи | 1991 |
|
SU1764170A1 |
| US 20070068649 A1, 29.03.2007 | |||
| Гидронавеска для навесных сельскохозяйственных орудий | 1957 |
|
SU114430A1 |
| СПОСОБ ПОДГОТОВКИ БЛОКА УДАЛЯЕМЫХ МОДЕЛЕЙ ПЕРЕД ФОРМООБРАЗОВАНИЕМ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 1981 |
|
SU1256302A1 |
| Способ удаления пенополистироловых моделей из керамических форм при изготовлении крупногабаритных отливок | 1986 |
|
SU1419802A1 |

