Изобретение относится к области электронной техники, а именно к способу регенерации цилиндрических металлостеклянных вводов СВЧ-энергии (в дальнейшем - «ввод энергии»).
Ввод энергии состоит из цилиндрического корпуса, внутри которого соосно расположен центральный проводник, представляющий из себя металлический стержень. При изготовлении ввода энергии пространство между корпусом и стержнем заполняется стеклом, с которым спаивается как корпус, так и стержень, что обеспечивает вакуумноплотное соединение. При этом, в зависимости от условий применения ввода СВЧ-энергии, как корпус, так и стержень могут иметь сложную конфигурацию.
При изготовлении корпуса ввода энергии используются токарная, фрезерная и химическая обработки, вследствие чего он обладает достаточно высокой себестоимостью изготовления.
Поэтому корпус, а иногда и стержень, бракованных вводов СВЧ-энергии регенерируют с целью повторного их использования. Брак в процессе изготовления вводов СВЧ-энергии возникает по причине негерметичности металлостеклянного спая корпуса и стержня.
Задачей предлагаемого изобретения является создание простого способа регенерации корпуса и стержня ввода.
Наиболее близким к предлагаемому изобретению техническим решением (прототипом) выбран современный и единственно известный способ регенерации элементов металлостеклянного узла (Коленко Е.А. Технология лабораторного эксперимента. – Справочник. СПб.: Политехника, 1994. С. 493-751 с.: ил. ISBN 5-7325-0025-1), основанный на химическом травлении.
Согласно способу, предлагаемому в прототипе, стекло, находящееся на металле, растворяют в расплаве едкого натра и едкого калия, смешанных в массовом эвтектическом соотношении: 41,7% едкого натра и 58,3% едкого калия. Температура плавления этой смеси 170°C. Скорость растворения стекла практически любой марки при температуре расплава 200-250°C составляет 0,8 мм за 10 мин, а при температуре 300-350°C - 1-1,2 мм за 10 мин. Используемый расплав совершенно не реагирует со спаянными со стеклом металлами. Легкий темный налет на коваре и хромосодержащих сплавах не изменяет размера деталей. Перед повторным использованием освобожденные от стекла детали желательно подвергнуть легкому химическому травлению либо препаративному отжигу во влажном водороде. Заметим, что хромосодержащие материалы, из которых изготовлены вводы в стекло, отжигать в водороде не рекомендуется. Сосуд, в котором производят травление стекла, должен быть изготовлен из железа или любой марки стали, с которыми расплав щелочей совершенно не взаимодействует. Нагрев исходной смеси компонент до плавления может быть электрическим или газовым. После полного удаления стекла металлические детали надо промыть в проточной воде и высушить при 60-70°C. Если регенерации подвергаются узлы, в которых имеются паянные с другими металлами швы, герметичность пайки после травления не нарушается.
Этот способ позволяет разъединить корпус ввода энергии и стержень, но является очень сложным, требующим большого количества технологических операций, а также специального оборудования и химических реагентов. Так как способ, описанный в прототипе, целиком основан на химических реакциях, он также является длительным по причине малой площади контакта стекла с химическим реагентом. Также при использовании данного способа неизбежно возникают изменения размеров корпуса и стержня в результате взаимодействия металла корпуса и стержня с реагентами, растворяющими стекло. Особенно, когда материал корпуса - нержавеющая сталь. Кроме того, химическая реставрация требует соблюдения строгих норм техники безопасности.
Технический результат предлагаемого изобретения заключается в упрощении и ускорении процесса регенерации ввода энергии, повышении его качества и улучшении условий труда.
Технический результат достигается тем, что предлагается способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии, включающий разъединение спаянных со стеклом корпуса и стержня и последующую их пайку с новой стеклянной заготовкой, при этом корпус регенерируемого ввода фиксируют в оправке, после чего вводят в него пуансон с цилиндрической рабочей частью, наружный диаметр которой на 0,03-0,2 мм меньше внутреннего диаметра корпуса регенерируемого ввода и в торце которой выполнено центральное осевое отверстие, диаметр которого больше на 0,03-0,1 мм диаметра стержня, при этом глубина центрального осевого отверстия больше длины выступающей части стержня, затем к пуансону прикладывают усилие, достаточное для удаления из корпуса стержня со спаянным с ним стеклом, после чего извлекают корпус из оправки для последующей пайки.
В предлагаемом изобретении регенерируемый ввод фиксируют в оправке посредством внешней резьбы, выполненной на корпусе ввода, и внутренней резьбы, выполненной в оправке.
В предлагаемом изобретении регенерируемый ввод фиксируют в оправке посредством торцевого упора, выполненного в виде внутреннего кольцевого выступа.
В предлагаемом изобретении регенерируемый ввод фиксируют в оправке, содержащей направляющую для пуансона.
В предлагаемом изобретении на пуансон оказывают давление посредством пресса.
В предлагаемом изобретении к пуансону прикладывают ударную нагрузку.
Сущность изобретения заключается в получении простого и безопасного способа регенерации корпуса и стержня СВЧ-ввода. Спаянное с корпусом и стержнем стекло удаляется механически, при этом, за счет меньшего диаметра рабочей части пуансона, стекло внутри корпуса удаляется не полностью, а в количестве, достаточном для введения в корпус новой стеклянной заготовки и стержня. Это исключает повреждение внутренней поверхности корпуса (гарантирует сохранение его размеров). Также обеспечивается упрощение и ускорение процесса, ослабление требований техники безопасности (полное исключение химического растворения стекла и последующей химической очистки реставрированного корпуса перед использованием его для получения ввода путем пайки корпуса со стеклом заготовки).
Экспериментальным путем было установлено, что наилучшего результата удается достичь при использовании пуансона, наружный диаметр цилиндрической рабочей которого меньше внутреннего диаметра корпуса регенерируемого ввода на 0,03-0,2 мм. При этом центрирование пуансона в корпусе СВЧ-ввода осуществляется за счет центрального осевого отверстия в торце рабочей части пуансона.
Предлагаемое техническое решение позволяет преодолеть техническое противоречие, а именно осуществить удаление из корпуса СВЧ-ввода прочно спаянное с ним стекло, при этом сохранив корпус для повторного использования. Известными химическими способами осуществить данную задачу необычайно сложно, так как при травлении недопустимо нарушается внутренняя поверхность корпуса СВЧ-ввода (особенно, когда материалом корпуса является нержавеющая сталь). При использовании же предложенного способа поверхность корпуса не повреждается - корпус пригоден для получения годного реставрированного ввода.
При удалении из корпуса стержня с частью стекла на внутренней поверхности корпуса тонкий слой стекла, непосредственно спаянный с корпусом, остается. И, таким образом, металлическая поверхность корпуса остается неповрежденной.
При этом отсутствует необходимость в дополнительной химической очистке корпуса, поскольку последующая пайка корпуса со стеклом при температуре порядка 900°C исключает сохранение в нем каких бы то ни было органических веществ, а удаление из корпуса стержня с частью спаянного с ним стекла с помощью предварительно обезжиренного пуансона исключает загрязнение стекла оставшегося в корпусе. При этом технологическая гигиеничность оставшегося в корпусе стекла обеспечивается еще и тем, что удаляемая из корпуса вместе со стержнем цилиндрическая по форме порция стекла несколько большего диаметра, чем диаметр пуансона, непосредственно с оставшимся в корпусе стеклом пуансон не соприкасается.
При повторной пайке оставшееся на поверхности корпуса стекло расплавляется и смешивается со стеклом введенной в корпус стеклянной заготовки.
Предлагаемый способ позволяет:
- во-первых, упростить процесс регенерации корпуса ввода энергии, в частности в десятки раз сократить время, затрачиваемое на проведение этого процесса;
- во-вторых, полностью исключить необходимость химической и термической обработки регенерированного корпуса перед его повторным использованием;
- в-третьих, резко ослабить требования техники безопасности в связи с полным устранением всех химических операций.
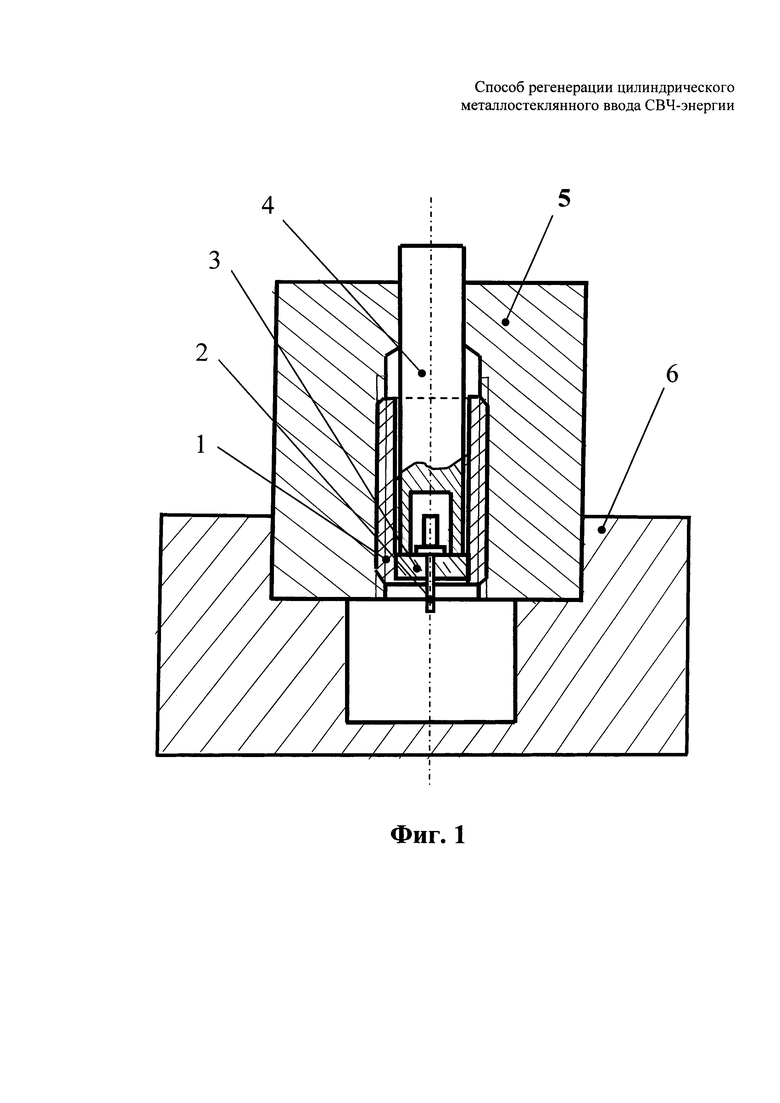
Изобретение поясняется фиг. 1, на которой показан вариант закрепления регенерируемого цилиндрического металлостеклянного ввода СВЧ-энергии для осуществления предлагаемого способа регенерации, где 1 - корпус ввода энергии, 2 - стержень ввода энергии, 3 - стекло, с которым спаян корпус и 4 - пуансон, 5 - оправка, 6 - основание.
Предлагаемый способ регенерации корпуса и стержня металлостеклянного ввода СВЧ-энергии осуществляется следующим образом.
Ввод СВЧ-энергии, состоящий из корпуса 1, стержня 2 и спаянного с ними стекла 3, закрепляют в оправке 5, например посредством резьбы, выполненной на корпусе ввода и в оправке 5, затем оправку 5 с ввинченным в нее вводом энергии устанавливают на основание 6. Через направляющую оправки 5 на поверхность стекла 3 ввода энергии опускают пуансон. 4. На конец пуансона 4, выступающего над поверхностью оправки 5, оказывают осевое усилие (прессом или ударом), достаточное для удаления (или разрушения) стекла 3. Стержень 2 с оторванной частью стекла 3 попадает в имеющуюся в основании 6 выемку. Освобожденный от стекла корпус 1 обезжиренным инструментом вывинчивают из оправки 5.
В соответствии с предлагаемым изобретением была осуществлена регенерация металлостеклянного ввода СВЧ-энергии. Металлостеклянный ввод (материал корпуса - нержавеющая сталь, материал стержня - сплав ковар, марка стекла - С52-1), с резьбой на наружной поверхности М6 и внутренней цилиндрической поверхностью диаметра 3,5+0,01 мм ввинчивают в оправку, содержащую направляющую для пуансона, оправку устанавливают на основание, после чего, через отверстие в направляющей, вводят в нее цилиндрический пуансон до упора в стекло металлостеклянного ввода энергии. Пуансон изготовлен в виде цилиндра из стали, при этом наружный диаметр пуансона - 3,3 мм, диаметр осевого отверстия в торце пуансона - 0,5+0,05 мм, а его глубина 15 мм. По выступающему из оправки концу пуансона наносят удар. Снимают оправку с основания и вывинчивают из нее корпус регенерируемого ввода, а из выемки основания извлекают стержень с остатками спаянного с ним стекла.
Если удаленный из корпуса стержень изготовлен из ковара и его тоже необходимо повторно использовать, то это может быть осуществлено известным способом - растворением стекла в плавиковой кислоте. Однако, важно, теперь этот процесс осуществляется многократно быстрее, чем когда стержень находится внутри корпуса, так как теперь доступ к стеклу за пределами спая его со стержнем всесторонний. При этом очень важно то, что резко сокращается время соприкосновения стержня с кислотой, таким образом значительно сокращается риск его повреждения.
Проверка на течеискателе показала - при использовании регенерированных предлагаемым способом корпусов брак по вакуумной неплотности не превышает обычного.
Таким образом, при использовании предлагаемого способа удается максимально быстро и просто осуществить разъединение корпуса и стержня регенерируемого цилиндрического металлостеклянного ввода СВЧ-энергии. При этом, в отличие от химических способов регенерации, не требуется специально подготовленное помещение и сложное оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОСТЕКЛЯННЫХ ИЗДЕЛИЙ | 2019 |
|
RU2737451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ МЕТАЛЛОСТЕКЛЯННЫХ ЭЛЕКТРОСОЕДИНИТЕЛЕЙ | 2020 |
|
RU2738636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКНА ВЫВОДА ЭНЕРГИИ СВЧ | 2019 |
|
RU2725698C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОАКСИАЛЬНОГО ВЫСОКОЧАСТОТНОГО ГЕРМОВВОДА | 2024 |
|
RU2826694C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОВЫВОДНОГО ПАЯНОГО СОЕДИНЕНИЯ | 2008 |
|
RU2392240C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОВОЛЬТНОГО ПАЯНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2778223C1 |
| Способ получения металлостеклянного соединения | 2024 |
|
RU2829338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ТОКОВВОДОВ С КОРПУСОМ ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 2010 |
|
RU2457189C1 |
| Металлокерамический узел (его варианты) | 1981 |
|
SU1031955A1 |
Изобретение относится к области электронной техники, а именно к способу регенерации цилиндрических металлостеклянных вводов СВЧ-энергии (в дальнейшем - «ввод энергии»). Технический результат предлагаемого изобретения заключается в упрощении и ускорении процесса регенерации ввода энергии, повышении его качества и улучшении условий труда. Технический результат достигается тем, что предлагается способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии, включающий разъединение спаянных со стеклом корпуса и стержня и последующую их пайку с новой стеклянной заготовкой, при этом корпус регенерируемого ввода фиксируют в оправке, после чего вводят в него пуансон с цилиндрической рабочей частью, наружный диаметр которой на 0,03-0,2 мм меньше внутреннего диаметра корпуса регенерируемого ввода и в торце которой выполнено центральное осевое отверстие, диаметр которого больше на 0,03-0,1 мм диаметра стержня, при этом глубина центрального осевого отверстия больше длины выступающей части стержня, затем к пуансону прикладывают усилие, достаточное для удаления из корпуса стержня со спаянным с ним стеклом, после чего извлекают корпус из оправки для последующей пайки. 6 з.п. ф-лы, 1 ил.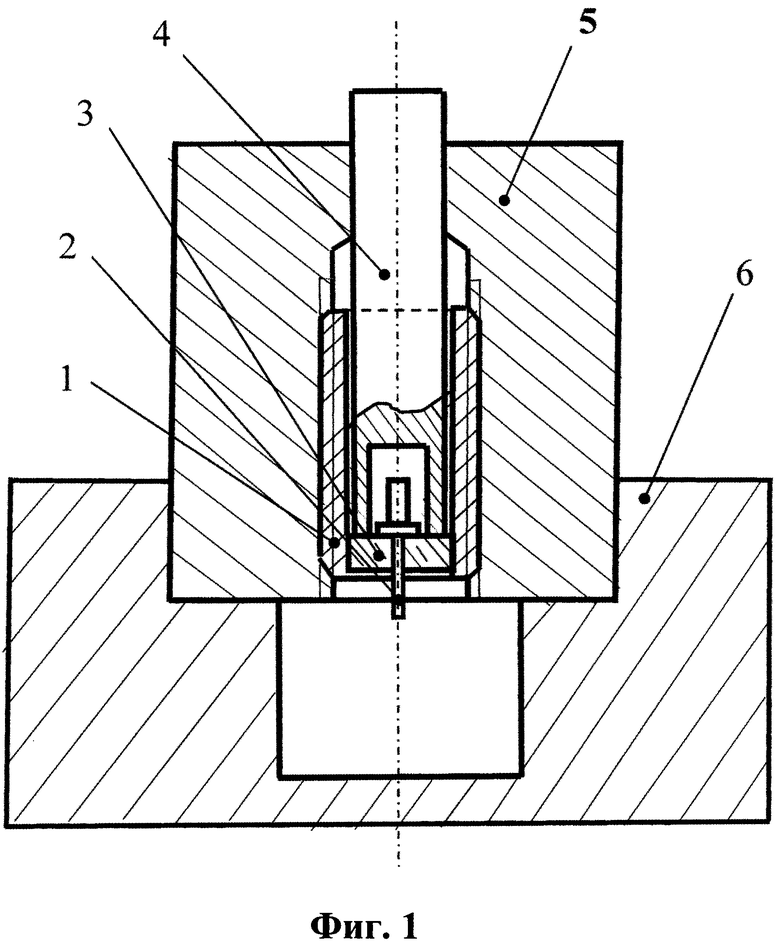
1. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии, включающий разъединение спаянных со стеклом корпуса и стержня и последующую их пайку с новой стеклянной заготовкой, отличающийся тем, что корпус регенерируемого ввода фиксируют в оправке, после чего вводят в него пуансон с цилиндрической рабочей частью, наружный диаметр которой на 0,03-0,2 мм меньше внутреннего диаметра корпуса регенерируемого ввода и в торце которой выполнено центральное осевое отверстие, диаметр которого больше на 0,03-0,1 мм диаметра стержня, при этом глубина центрального осевого отверстия больше длины выступающей части стержня, затем к пуансону прикладывают усилие, достаточное для удаления из корпуса стержня со спаянным с ним стеклом, после чего извлекают корпус из оправки для последующей пайки.
2. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что регенерируемый ввод фиксируют в оправке посредством внешней резьбы, выполненной на корпусе ввода, и внутренней резьбы, выполненной в оправке.
3. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что регенерируемый ввод фиксируют в оправке посредством торцевого упора, выполненного в виде внутреннего кольцевого выступа.
4. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что регенерируемый ввод фиксируют в оправке, содержащей направляющую для пуансона.
5. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что оправка, в которой зафиксирован регенерируемый ввод, установлена на основании, в котором выполнена выемка, поперечные размеры которой меньше внешних поперечных размеров оправки.
6. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что на пуансон оказывают давление посредством пресса.
7. Способ регенерации цилиндрического металлостеклянного ввода СВЧ-энергии по п. 1, отличающийся тем, что к пуансону прикладывают ударную нагрузку.
| СПОСОБ ОТБРАКОВКИ ОПОРНЫХ ДИЭЛЕКТРИЧЕСКИХ СТЕРЖНЕЙ ДЛЯ ВЫСОКОЧАСТОТНОГО ПАКЕТА ПРИБОРА СВЧ | 1995 |
|
RU2079178C1 |
| ГЕРМЕТИЗИРОВАННЫЙ МНОГОАМПЕРНЫЙ ВВОД | 1998 |
|
RU2163040C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| УСТРОЙСТВО ДЛЯ СВЧ-НАГРЕВА | 1993 |
|
RU2073960C1 |
| WO 2005006355 A1, 20.01.2005. | |||

