ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу вытягивания, при котором, в случае вытягивания материала в форме пластины, поступление материала в вытяжной штамп регулируется посредством кромки волочения, предусмотренной за пределами вытянутого участка.
УРОВЕНЬ ТЕХНИКИ
[0002] Когда материал пластинчатой формы вытягивается посредством штамповки, кромки волочения, имеющие углубленные и выступающие формы, заданные в верхнем и нижнем штампах, формируются на участках наружных кромок материала пластинчатой формы, чтобы регулировать количество материала, поступающего в вытяжной штамп. В случае, когда кромки волочения предусмотрены за пределами формы изделия, участки, снабженные кромками волочения, являются ненужными после операции вытяжки и должны быть удалены. Выход материала, таким образом, снижается на количество, соответствующее удаленным участкам.
[0003] Ввиду этого, патентная литература 1 предлагает способ, при котором, в случае вытягивания множества выступающих форм, кромки волочения, имеющие формы, аналогичные выступающим формам, которые должны быть вытянуты позже, сформированы в крайних участках материала. Поскольку кромки волочения, имеющие формы, аналогичные выступающим формам, формируются в форме изделия (выступающие формы) в вытягивании, выполняемом позже, нет необходимости устранять кромки волочения.
СПИСОК ПАТЕНТНОЙ ЛИТЕРАТУРЫ
[0004] Патентная литература 1: публикация нерассмотренной японской патентной заявки № S63-16819
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В способе вытягивания, описанном выше, кромки волочения должны быть сформированы в формы, аналогичные форме изделия. Таким образом, форма вытянутого участка (изделия) ограничена, и степень свободы в форме изделия уменьшается.
[0006] Задачей настоящего изобретения является создание способа вытягивания, способного увеличивать степень свободы в форме изделия, в то же время пресекая снижение выхода материала в случае, когда вытягивание выполняется с помощью кромок волочения.
[0007] Способ вытягивания в соответствии с одним вариантом осуществления включает в себя: формирование кромки волочения в материале пластинчатой формы, в котором вытягиваемый участок сформирован, за пределами вытягиваемого участка, кромка волочения используется, чтобы регулировать поступление материала в форме пластины в вытяжной штамп; вытягивание вытягиваемого участка в материале пластинчатой формы с помощью кромки волочения, которая сформирована; и раздавливание и сплющивание кромки волочения после вытягивания вытягиваемого участка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
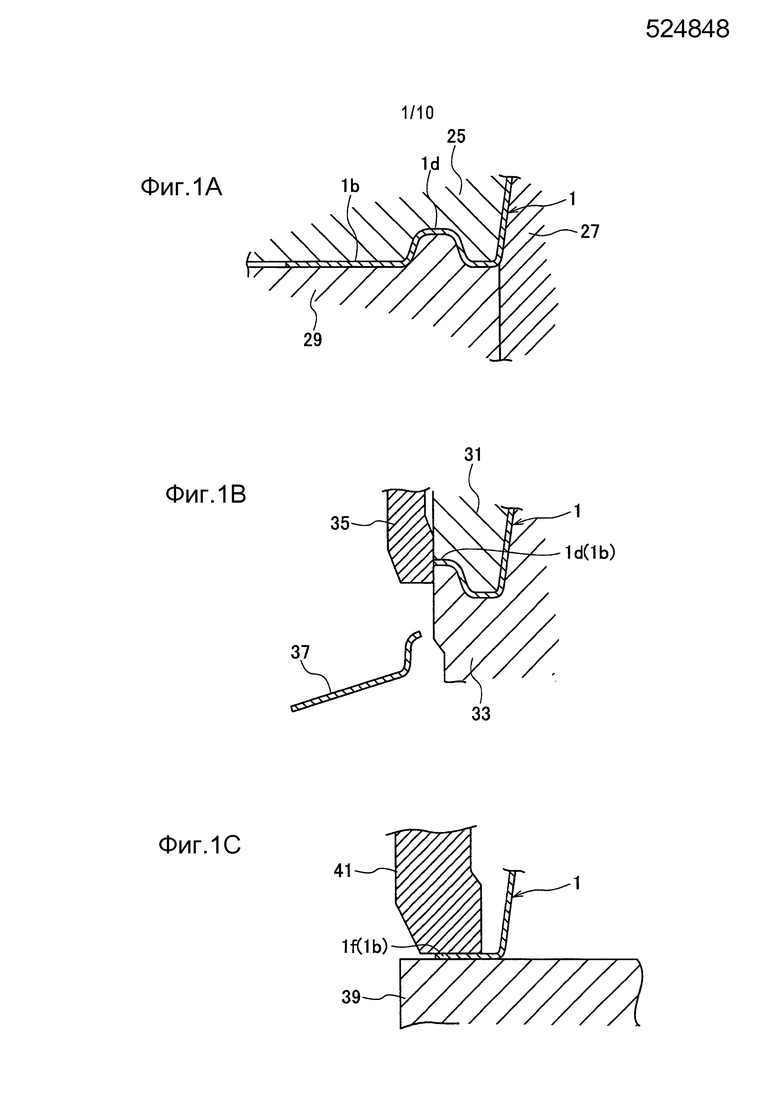
[0008] Фиг. 1A - схема этапа обработки, показывающая способ вытягивания в первом варианте осуществления настоящего изобретения.
Фиг. 1B - схема этапа обработки, который следует за фиг. 1A и который показывает способ вытягивания.
Фиг. 1C - схема этапа обработки, который следует за фиг. 1B и который показывает способ вытягивания.
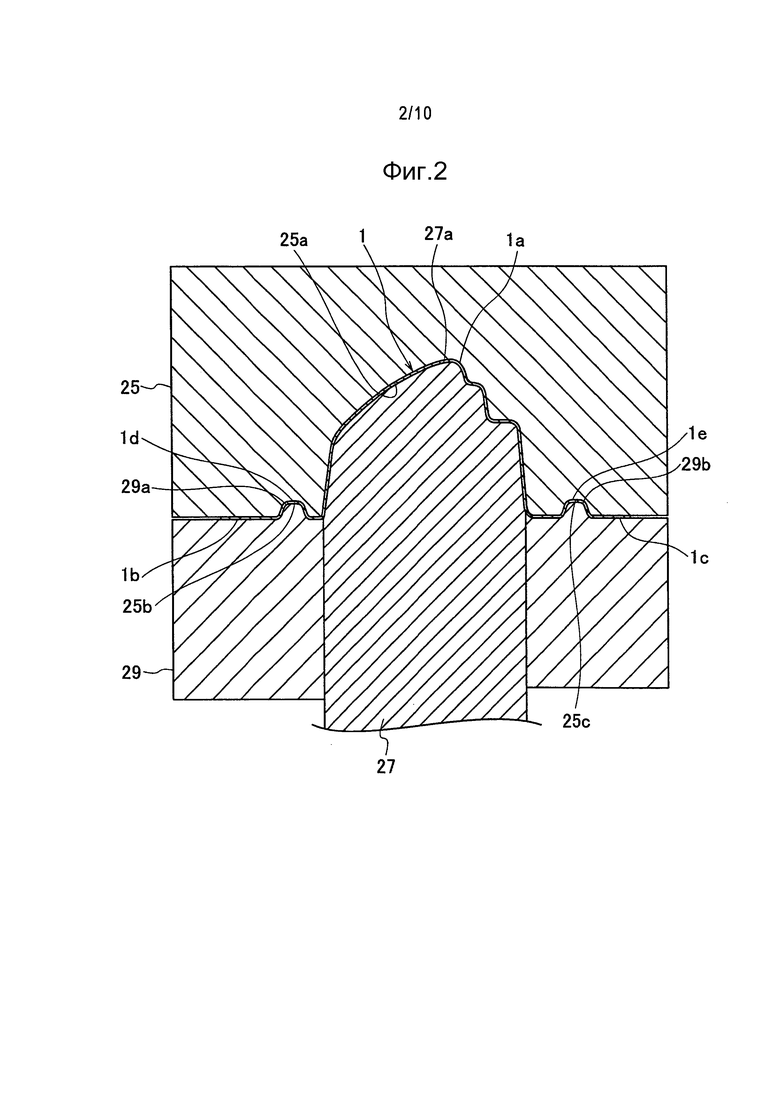
Фиг. 2 - общий вид в разрезе во время операции вытягивания, которая соответствует фиг. 1A.
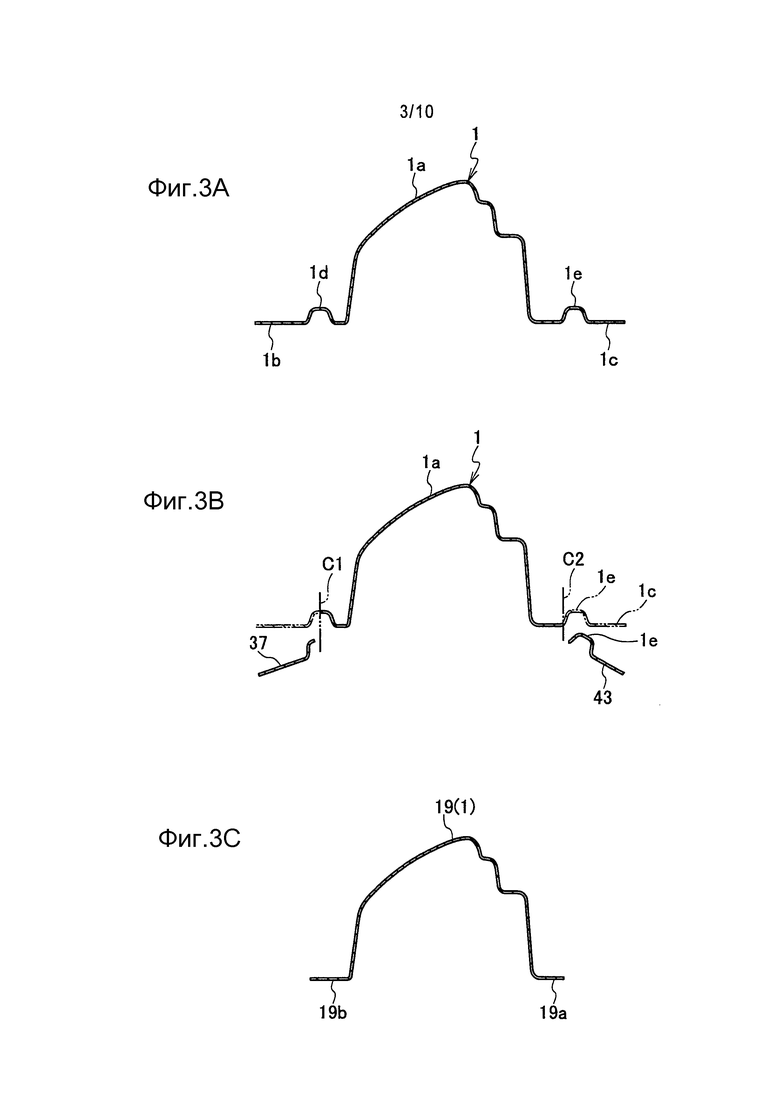
Фиг. 3A - пояснительный вид формы, показывающий форму заготовки в момент, соответствующий этапу обработки с фиг. 1A.
Фиг. 3B - пояснительный вид формы, показывающий форму заготовки в момент, соответствующий этапу обработки с фиг. 1B.
Фиг. 3C - пояснительный вид формы, показывающий форму заготовки в момент, соответствующий этапу обработки с фиг. 1C.
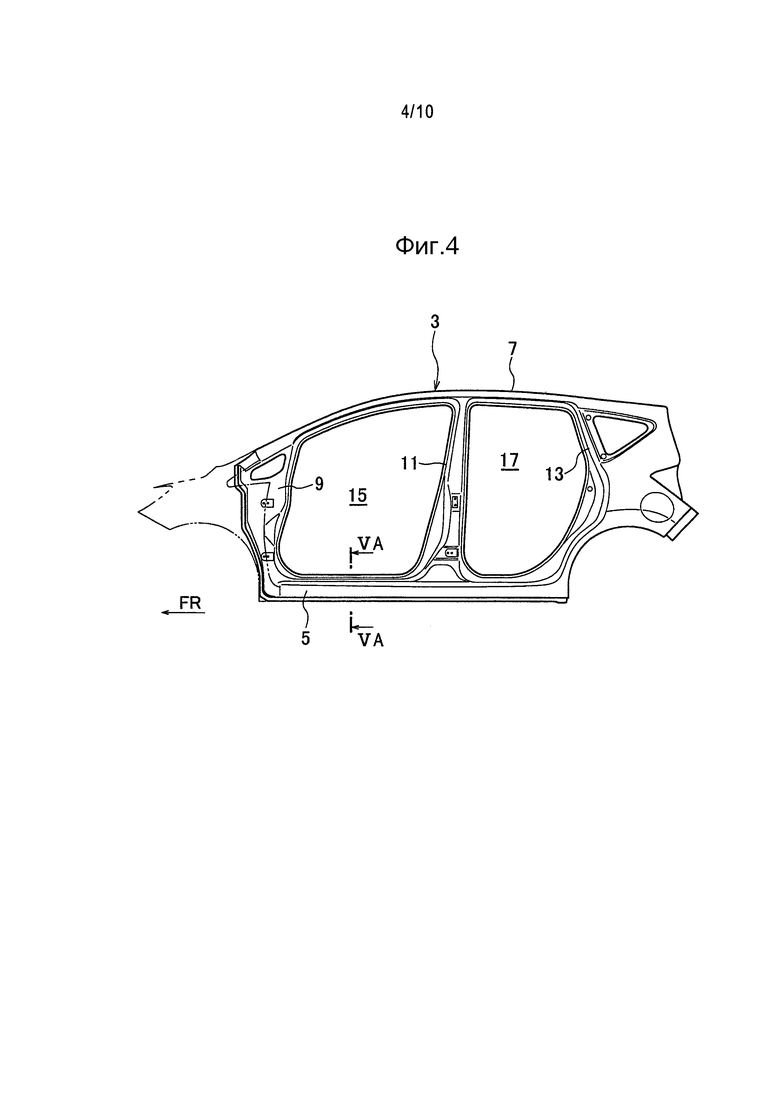
Фиг. 4 - вид сбоку, показывающий бок кузова автомобиля, к которому применен способ вытягивания первого варианта осуществления.
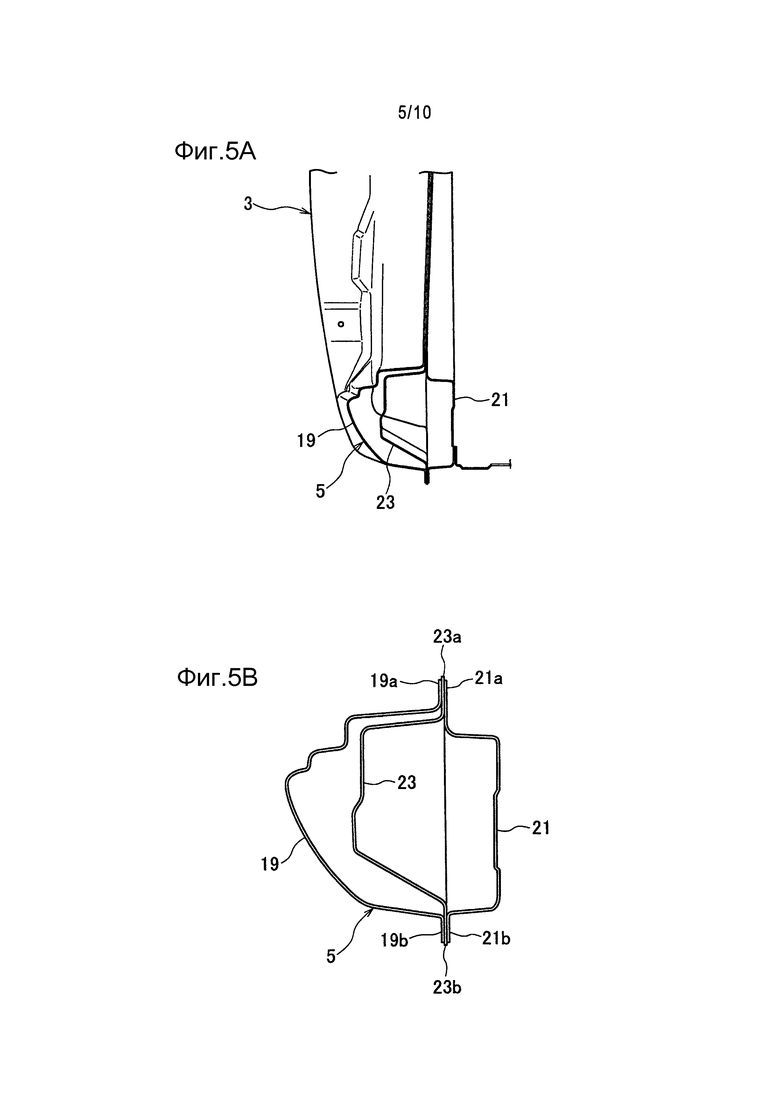
Фиг. 5A - вид в поперечном разрезе, взятом по линии VA-VA с фиг. 4.
Фиг. 5B - вид в поперечном разрезе основного участка с фиг. 5A.
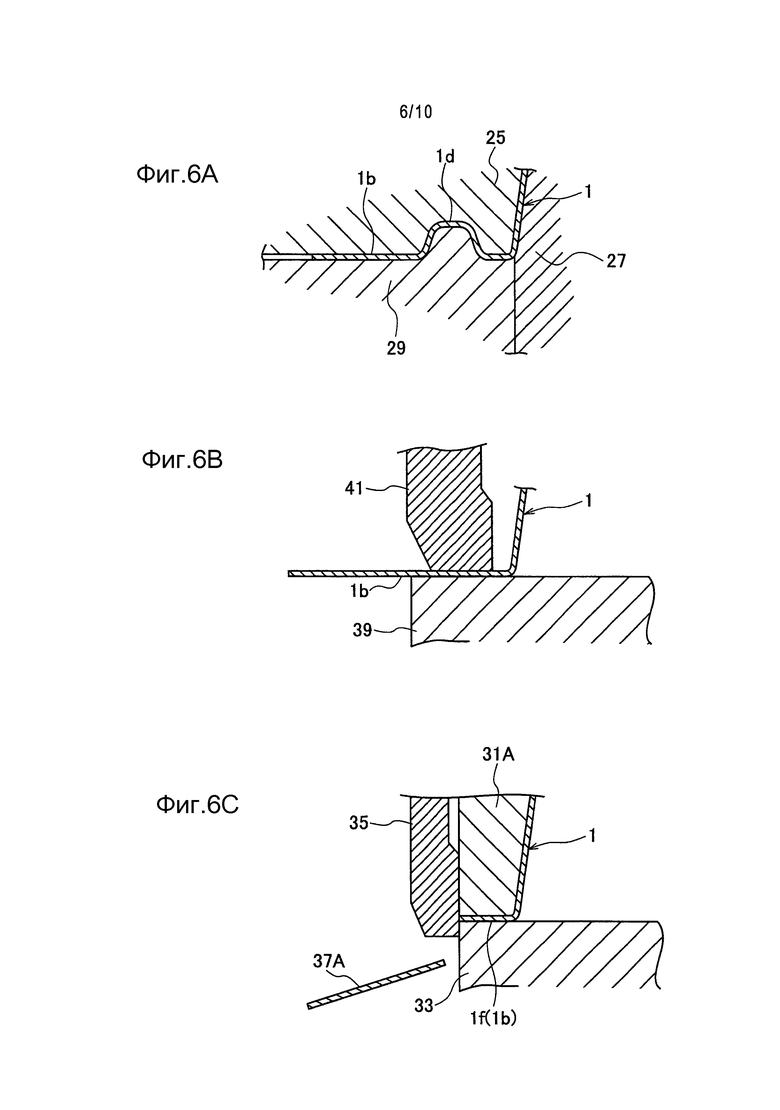
Фиг. 6A - схема этапа обработки, показывающая способ вытягивания во втором варианте осуществления.
Фиг. 6B - схема этапа обработки, который следует за фиг. 6A и который показывает способ вытягивания.
Фиг. 6C - схема этапа обработки, который следует за фиг. 6B и который показывает способ вытягивания.
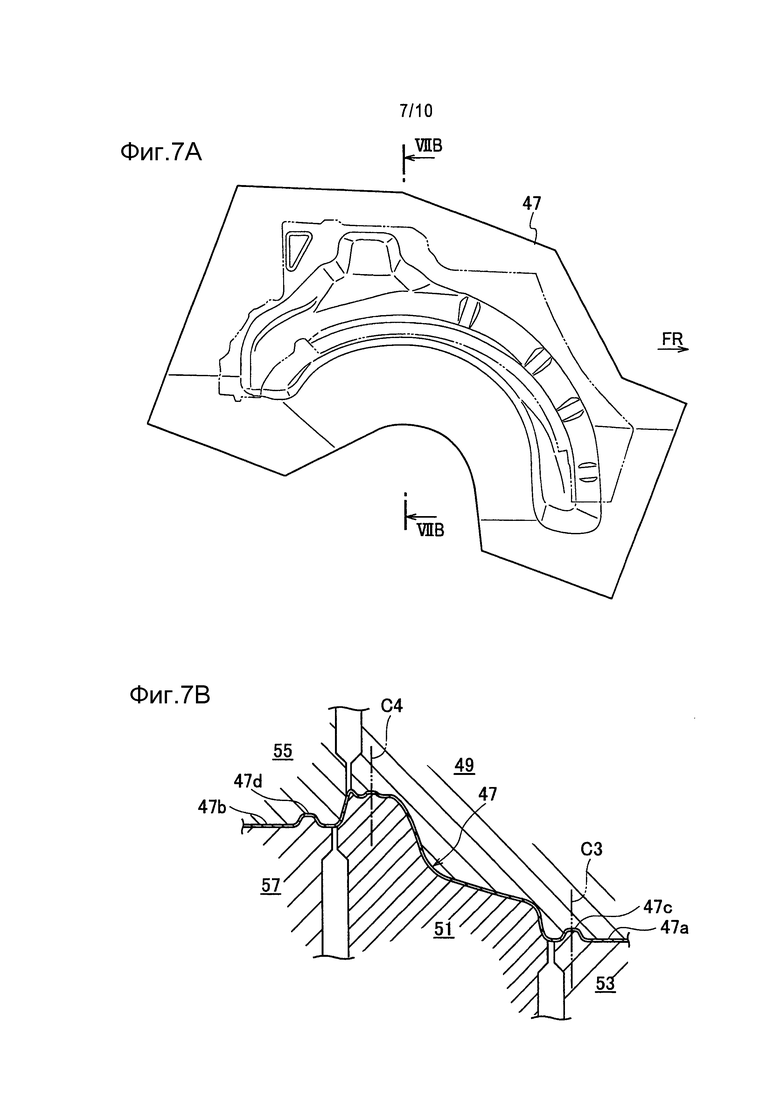
Фиг. 7A - вид сбоку, показывающий внешнюю панель в участке задней колесной арки, к которому применен способ вытягивания варианта осуществления настоящего изобретения.
Фиг. 7B - вид в поперечном разрезе во время вытягивания, который взят по линии VIIB-VIIB с фиг. 7A.
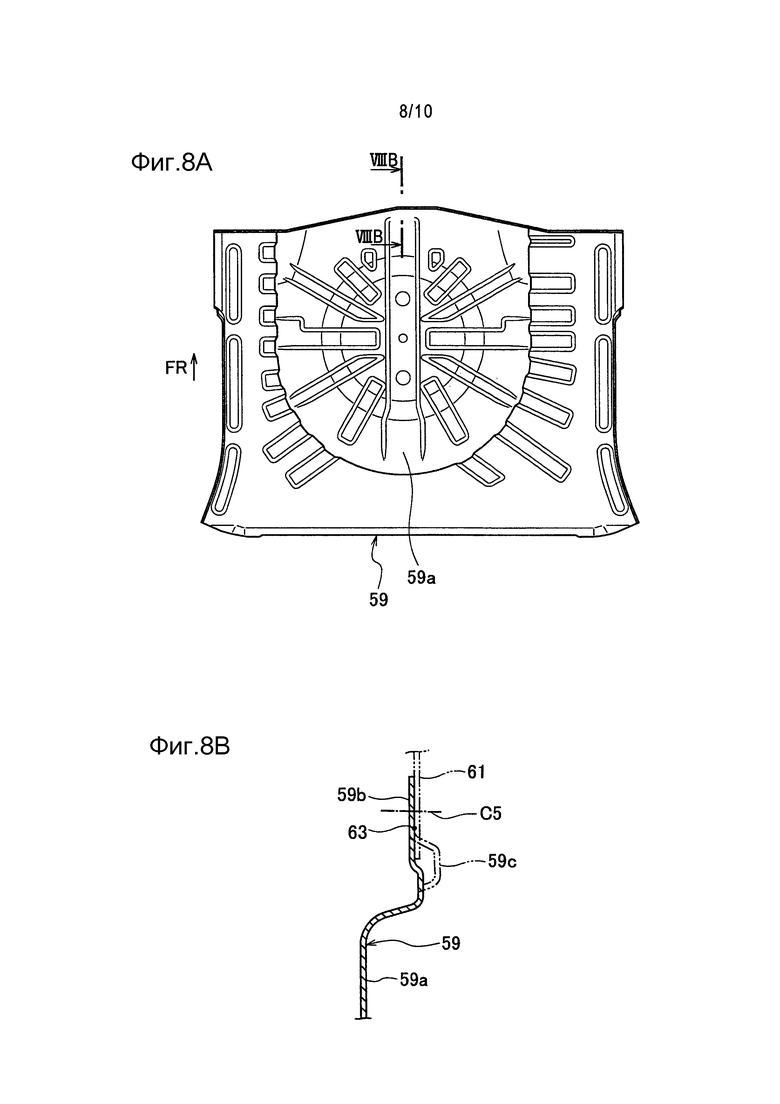
Фиг. 8A - вид сверху панели пола, в которой сформирован участок хранения запасной шины, и к которой применен способ вытягивания варианта осуществления настоящего изобретения.
Фиг. 8B - вид в поперечном разрезе, взятом по линии VIIIB-VIIIB с фиг. 8A, и показывает участок вокруг участка соединения с задней панелью пола панели пола.
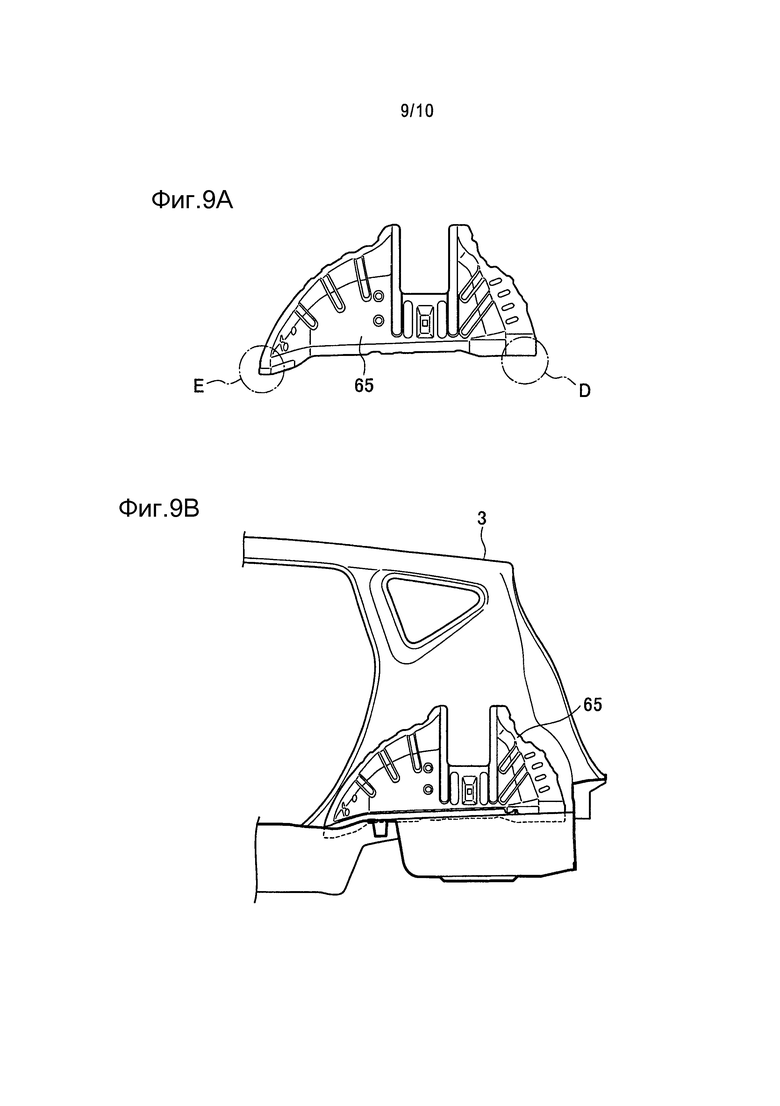
Фиг. 9A - вид сбоку внутренней панели в участке задней колесной арки, к которому применен способ вытягивания варианта осуществления настоящего изобретения.
Фиг. 9B - вид сбоку, показывающий внутреннюю панель с фиг. 9A вместе с боковиной кузова.
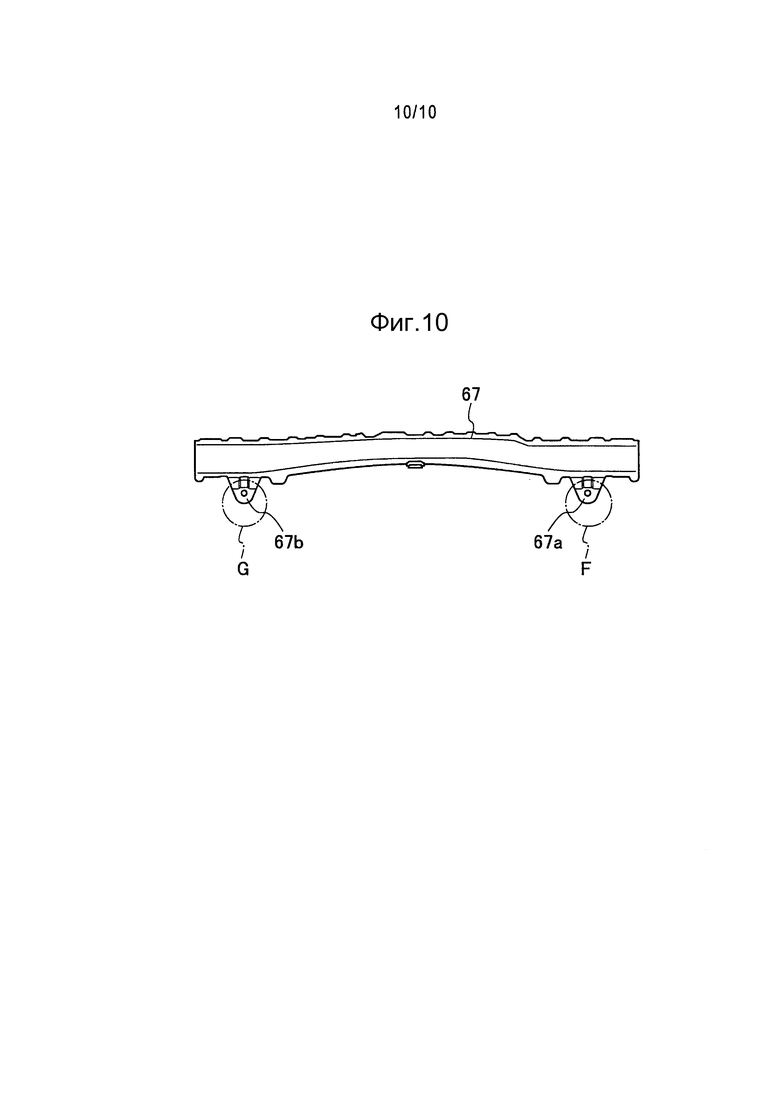
Фиг. 10 - вид сверху верхней панели приборного щитка, к которой способ вытягивания варианта осуществления настоящего изобретения применен.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0009] Варианты осуществления настоящего изобретения описаны далее со ссылкой на чертежи.
[0010] Фиг. 1A-1C показывают способ вытягивания в первом варианте осуществления настоящего изобретения и заготовку 1, которая является материалом пластинчатой формы, вытягиваемым посредством штамповки, как показано на фиг. 2. Прессованное изделие в данном документе используется в качестве боковой продольной балки 5, которая является составной частью кузова транспортного средства автомобиля, как показано на фиг. 4, и которая расположена в нижнем участке внешней панели 3 боковины кузова.
[0011] Направление, показанное стрелкой FR на фиг. 4, является передней стороной кузова транспортного средства. Боковая продольная балка 5 и продольный брус 7 крыши в верхнем участке соединены друг с другом посредством передней стойки 9, центральной стойки 11 и задней стойки 13, которые размещены в таком порядке от передней стороны кузова транспортного средства к задней стороне кузова транспортного средства. Участок 15 проема передней двери сформирован за передней стойкой 9 и спереди от центральной стойки 11, в то время как участок 17 проема задней двери сформирован за центральной стойкой 11 и спереди от задней стойки 13.
[0012] Как показано на фиг. 5A и 5B, боковая продольная балка 5 включает в себя внешнюю панель 19 боковой продольной балки, внутреннюю панель 21 боковой продольной балки и усилитель 23, расположенный между внешней панелью 19 боковой продольной балки и внутренней панелью 21 боковой продольной балки. Верхние фланцы 19a, 21a и 23a этих трех элементов сделаны перекрывающими друг друга, и их нижние фланцы 19b, 21b и 23b также сделаны перекрывающими друг друга. Фланцевые участкиы соединены и прикреплены друг к другу посредством точечной сварки. В варианте осуществления предоставлено описание операции вытягивания внешней панели 19 боковой продольной балки из этих элементов.
[0013] Как показано на фиг. 2 и 1A, когда заготовка 1 вытягивается во внешнюю панель 19 боковой продольной балки, верхний штамп 25, нижний штамп 27, сформированные из штамповального пресса, и прижим 29 для заготовки используются в качестве вытяжного штампа. Выступающий участок 1a заготовки 1 (внешняя панель 19 боковой продольной балки), который является вытягиваемым участком, выступающим во внешнюю сторону кузова транспортного средства, вытягивается между углубленным участком 25a верхнего штампа 25 и передним крайним участком 27a нижнего штампа 27. В этой операции вытягивания фланцевые участки 1b и 1c, расположенные с обеих сторон выступающего участка 1a, прижимаются посредством верхнего штампа 25 и прижима 29 для заготовки сверху и снизу, чтобы удерживаться между ними. Прижим 29 для заготовки имеет кольцеообразную форму (трубчатую форму), окружающую периферию нижнего штампа 27, сформированного из штамповального пресса.
[0014] Кромки 1d и 1e волочения, выступающие в том же направлении, что и выступающий участок 1a, сформированы во фланцевых участках 1b и 1c заготовки 1. Каждая из кромок 1d и 1e волочения протягивается в направлении, ортогональном поверхности листа на фиг. 2, и может быть непрерывной одной кромкой или набором множества кромок, предусмотренных с промежутками. Участки 25b и 25c углубления кромки предусмотрены в верхнем штампе 25, чтобы соответствовать кромкам 1d и 1e волочения, и выступающие участки 29a и 29b кромки предусмотрены в прижиме 29 для заготовки, чтобы соответствовать кромкам 1d и 1e волочения.
[0015] В случае вытягивания заготовки 1, чтобы формировать выступающий участок 1a, который является основным участком изделия, формирование кромок 1d и 1e волочения может регулировать поступление материала в вытяжной штамп, используемый, чтобы формировать выступающий участок 1a, и, таким образом, получается стабильная форма изделия. Отметим, что размеры и формы кромок 1d и 1e волочения не ограничены показанными на чертежах и могут быть изменены по необходимости в зависимости от размера и формы выступающего участка 1a, который должен быть вытянут. Например, кромки 1d и 1e волочения могут выступать вниз на фиг. 2.
[0016] После того как операция вытягивания выполнена с помощью кромок 1d и 1e волочения, как показано на фиг. 2 и 1A, часть (включающая в себя часть кромки 1d волочения) фланцевого участка 1b заготовки, извлекаемая после открытия штампа, удаляется посредством операции отрезания. Фиг. 1A соответствует фиг. 2, в то время как фиг. 1B показывает состояние, когда часть фланцевого участка 1b вытягиваемой заготовки 1, извлеченной из вытяжного штампа на фиг. 2, удалена. Заготовка 1 прижимается посредством верхнего прессующего штампа 31 и нижнего прессующего штампа 33 сверху и снизу, чтобы удерживаться между ними.
[0017] Отрезающее лезвие 35 движется вниз в этом состоянии, чтобы удалять часть (включающую в себя часть кромки 1d волочения) фланцевого участка 1b посредством операции отрезания, и формируется отходный материал 37. Другими словами, часть кромки 1d волочения удаляется. На фиг. 3B положение отреза в операции отрезания, описанной выше, показано линией C1 отреза.
[0018] После того как часть (включающая в себя часть кромки 1d волочения) фланцевого участка 1b удалена, выполняется операция раздавливания и сплющивания оставшегося участка кромки 1d волочения. Фиг. 1C показывает состояние, когда операция раздавливания и сплющивания оставшегося участка выполняется. Заготовка 1 помещается в штамп 39, и, в этом случае, фланцевый участк 1b, имеющий кромку 1d волочения, находится в контакте с верхом штампа 39.
[0019] Штамповальный пресс 41 опускается сверху, чтобы прикладывать давление к заготовке 1, помещенной на штамп 39, и кромка 1d волочения, таким образом, раздавливается и сплющивается. Участок фланцевого участка 1b, имеющий кромку 1d волочения, таким образом, формируется в плоский участок 1f, соответствующий фланцевому участку 19b внешней панели 19 боковой продольной балки, показанной на фиг. 5B.
[0020] Между тем, в фланцевом участке 1c, расположенном на правой стороне заготовки 1 на фиг. 2, вся кромка 1e волочения устраняется посредством операции отрезания в положении линии C2 разреза, как показано на фиг. 3B, и отходный материал 43, включающий в себя кромку 1e волочения, создается. Эта операция отрезания выполняется способом, аналогичным операции отрезания, показанной на фиг. 1B.
[0021] Внешняя панель 19 боковой продольной балки для боковой продольной балки 5, как показано на фиг. 3C, завершается посредством операции обработки, описанной выше. Операция вытягивания, аналогичная вытягиванию для внешней панели 19 боковой продольной балки, описанному выше, может быть выполнена для внутренней панели 21 боковой продольной балки и усилителя 23, показанных на фиг. 5A и 5B.
[0022] Отметим, что операция вытягивания по внешней панели 19 боковой продольной балки, показанной на фиг. 2, выполняется вместе с операцией прессования по всей внешней панели 3 боковины кузова, показанной на фиг. 4. В этом случае, участок 15 проема передней двери и участок 17 проема задней двери вырубаются перед операцией вытягивания.
[0023] Внешняя панель 19 боковой продольной балки, подвергнутая операции вытягивания, как описано выше, соединяется и закрепляется посредством точечной сварки, как показано на фиг. 5B, с внутренней панелью 21 боковой продольной балки и усилителю 23, которые вытягиваются аналогичным образом. В варианте осуществления, в формировании нижнего фланцевого участка 19b внешней панели 19 боковой продольной балки, фланцевый участок 1b заготовки 1 удаляется не таким образом, что вся кромка 1d волочения включается в удаляемый участок, а таким образом, что часть кромки 1d волочения включается в удаляемый участок. Другими словами, часть кромки 1d волочения остается включенной во внешнюю панель 19 боковой продольной балки, которая является готовым изделием.
[0024] Затем, часть кромки 1d раздавливается и сплющивается, как показано на фиг. 1C, и фланцевый участок 19b соединяется с фланцевым участком 21b внутренней панели 21 боковой продольной балки через фланцевый участок 23b усилителя 23 с раздавленным участком, используемым как часть фланцевого участка 19b. Участок, включающий в себя раздавленный участок кромки 1d волочения, таким образом, включается в фланцевый участок 19b внешней панели 19 боковой продольной балки, которая является изделием.
[0025] Раздавливание и сплющивание кромки 1d волочения облегчает точечную сварку фланцевых участков, и степень адгезии между фланцами увеличивается. Это улучшает водонепроницаемость во фланцевой части, включающей в себя фланцевый участок 19b, который расположен в нижнем участке боковой продольной балки 5, и который расположен близко к поверхности дороги.
[0026] В варианте осуществления фланцевый участок 1b устраняется не таким способом, что вся кромка 1d волочения включается в удаляемый участок, а таким способом, что часть кромки 1d волочения включается в удаляемый участок, как описано выше. Вследствие этого, по меньшей мере, часть кромки 1d волочения включена в изделие.
[0027] Соответственно, выход материала в варианте осуществления лучше, чем в случае, когда фланцевый участок 1b удаляется таким способом, что вся кромка 1d волочения включена в удаляемый участок, предполагается, что длина выступа (длина в вертикальном направлении на фиг. 5B) фланцевого участка 19b внешней панели 19 боковой продольной балки является одинаковой в обоих случаях. Снижение выхода продукции может, таким образом, быть пресечено. Кроме того, кромка 1d волочения раздавливается и сплющивается после вытягивания перед формированием в изделие, которое должно быть использовано в качестве фланцевого участка 19b. Следовательно, форма изделия, в частности, форма выступающего участка 1a, который является основным участком изделия, менее вероятно должна быть ограничена, и уменьшение степени свободы в форме изделия может быть пресечено. Кроме того, формирование фланцевого участка 19b в плоской форме может улучшать качество внешнего вида. Это обусловлено тем, что, хотя фланцевый участок 19b является менее видимым участком, предусмотренным в нижнем участке кузова транспортного средства, фланцевый участок 19b все еще является видимым участком.
[0028] В варианте осуществления, описанном выше, описан случай, когда одна кромка 1d волочения сформирована во фланцевом участке 1b. Однако, множество кромок 1d волочения могут быть сформированы во фланцевом участке 1b. В этом случае, подача материала при вытягивании может быть более надежно пресечена вследствие увеличенного числа кромок 1d волочения. Затем, часть фланцевого участка 1b, включающая в себя кромки 1d волочения за исключением кромки 1d волочения в положении, наиболее близком к выступающему участку 1a, которые предусмотрены снаружи этой кромки 1d волочения, удаляются, при этом только кромка 1d волочения в самом близком положении остается. Это может уменьшать прикладываемое давление по сравнению со случаем, когда все из множества кромок 1d волочения остаются и раздавливаются, и операция раздавливания, таким образом, облегчается. Отметим, что, также в этом случае, часть фланцевого участка 1b может быть удалена таким образом, что часть кромки 1d волочения в положении, ближайшем к выступающему участку 1a, остается, как показано на фиг. 1B.
[0029] Фиг. 6A-6C показывают способ вытягивания во втором варианте осуществления настоящего изобретения и являются схемами этапов обработки, соответствующим фиг. 1A-1C. Во втором варианте осуществления кромка 1d вытягивания раздавливается и сплющивается посредством штампа 39 и штамповального пресса 41, используемого на фиг. 1C, на этапе обработки на фиг. 6B следом за фиг. 6A, показывающим состояние, когда заготовка 1 вытягивается. После этого, как показано на фиг. 6C, операция отрезания выполняется с помощью нижнего прессующего штампа 33 и отрезающего лезвия 35, используемого на фиг. 1B, а также верхнего прессующего штампа 31A, таким способом, что часть раздавленного участка кромки 1d волочения остается, и отходный материал 37A формируется.
[0030] В варианте осуществления, как и в первом варианте осуществления, часть фланцевого участка 1b, имеющая кромку 1d волочения, таким образом, формируется в плоский участок 1f, соответствующий фланцевому участку 19b внешней панели 19 боковой продольной балки, показанной на фиг. 5B. Соответственно, в варианте осуществления, как и в первом варианте осуществления, выход материала лучше, чем в случае, когда фланцевый участок 1b удаляется таким способом, что вся кромка 1d волочения включена в удаляемый участок, и снижение выхода продукции может, таким образом, быть пресечено. Кроме того, поскольку кромка 1d волочения раздавливается и сплющивается после вытягивания перед формированием в изделие, которое должно быть использовано в качестве фланцевого участка 19b, форма изделия менее вероятно должна быть ограничена, и уменьшение степени свободы в форме изделия может быть пресечено.
[0031] В первом варианте осуществления, показанном на фиг. 1A и 1C, после того как часть кромки 1d волочения удалена, оставшаяся часть кромки 1d волочения раздавливается. Между тем, во втором варианте осуществления, показанном на фиг. 6A-6C, обратно первому варианту осуществления, после того как кромка 1d волочения раздавлена, часть фланцевого участка 1b удаляется.
[0032] Когда часть кромки 1d волочения уже удалена при раздавливании кромки 1d волочения на фиг. 1C, как в первом варианте осуществления, кромка 1d волочения имеет форму, меньшую, чем форма в случае, когда часть кромки 1d волочения не удаляется. Соответственно, операция раздавливания облегчается, и технологичность улучшается. Фланцевый участок 19b внешней панели 19 боковой продольной балки, которая является изделием, может, таким образом, быть точно обработан в плоскую форму. Более того, операция точечной сварки после этого может быть точно выполнена, и прочность изделия улучшается.
[0033] Между тем, когда кромка 1d волочения уже раздавлена и сплющена при удалении части фланцевого участка 1b на фиг. 6C, как во втором варианте осуществления, операция отрезания облегчается по сравнению со случаем, когда кромка 1d волочения не раздавливается. Следовательно, точность размеров фланцевого участка 19b после обрезки может быть дополнительно улучшена.
[0034] В первом и втором вариантах осуществления, описанных выше, давление, приложенное к кромке 1d волочения в случае, когда кромка 1d волочения раздавливается и сплющивается посредством операции прессования, задается большим, чем давление, приложенное к кромке 1d волочения в случае, когда выступающий участок 1a, являющийся вытягиваемым участком, формируется посредством штамповки. Фланцевый участок 19b может, таким образом, быть раздавлен и дополнительно сплющен, и качество внешнего вида дополнительно улучшается.
[0035] Кроме того, в первом и втором вариантах осуществления, описанных выше, давление прикладывается только к участку кромки 1d волочения снаружи выступающего участка 1a, когда кромка 1d волочения раздавливается и сплющивается. В этом случае, давление, приложенное, чтобы раздавливать и сплющивать кромку 1d волочения, может быть задано меньшим, чем давление в случае, когда давление прикладывается к участку, включающему в себя выступающий участок 1a. Кроме того, могут быть использованы меньшие по размеру прессовые штампы. Соответственно, возможно облегчать операцию прессования и уменьшать стоимость оборудования.
[0036] Хотя часть фланцевого участка 1b удаляется посредством операции обрезки таким образом, что часть кромки 1d волочения остается (т.е., часть кромки 1d волочения не удаляется) в первом и втором вариантах осуществления, описанных выше, настоящее изобретение не ограничено этим. Часть фланцевого участка 1b может быть удалена посредством операции обрезки таким образом, что вся кромка 1d волочения остается (т.е., вся кромка 1d волочения не удаляется). Результаты, описанные выше, могут быть получены также и в этом случае.
[0037] Фиг. 7A показывает внешнюю панель участка задней колесной арки автомобиля. Фиг. 7B показывает пример, в котором способы вытягивания вариантов осуществления настоящего изобретения применяются к внешней панели, показанной на фиг. 7A. Заготовка 47, которая является материалом в форме пластины, который должен быть сформирован во внешнюю панель, вытягивается в указанную форму посредством верхнего штампа 49 и нижнего штампа 51. Заготовка 47, показанная на фиг. 7B, соответствует поперечному участку по линии VIIB-VIIB на фиг. 7A. Направление, показанное стрелкой FR на фиг. 7A, является передней стороной кузова транспортного средства.
[0038] Правый крайний участок 47a заготовки 47 на фиг. 7B удерживается посредством верхнего штампа 49 и нижнего прижима 53 для заготовки, а левый крайний участок 47b ее удерживается посредством верхнего и нижнего прижимов 55 и 57 для заготовки. Кроме того, кромка 47c волочения предусмотрена в крайнем участке 47a между верхним штампом 49 и нижним прижимом 53 для заготовки, и кромка 47d волочения предусмотрена в крайнем участке 47b между верхним и нижним прижимами 55 и 57 для заготовки. Верхний штамп 49, нижний штамп 51 и прижимы 53, 55 и 57 для заготовки формируют вытяжной штамп.
[0039] В этом примере, как на фиг. 1B и 1C, после того как часть кромки 47c волочения в правом крайнем участке 47a на фиг. 7B удаляется в положении линии C3 отреза, выполняется операция раздавливания и сплющивания оставшейся части кромки 47c волочения. Раздавливание и сплющивание кромки 47c волочения облегчает точечную сварку раздавленного участка, и степень адгезии в сваренном участке улучшается, тем самым, улучшая водонепроницаемость. В левом крайнем участке 47b операция отрезания выполняется в положении линии C4 отреза, и вся кромка 47d волочения удаляется. В этом примере, как и во втором варианте осуществления, показанном на фиг. 6A-6C, возможно раздавливать кромку 47c волочения и затем удалять часть краевого участка 47a таким образом, что часть кромки 47c волочения в раздавливаемом участке включена в удаляемый участок.
[0040] Соответственно, выход материала в этом примере лучше, чем в случае, когда крайний участок 47a заготовки 47 удаляется таким образом, что вся кромка 47c волочения включена в удаляемый участок, и снижение выхода продукции может, таким образом, быть пресечено. Кроме того, поскольку кромка 47c волочения используется, будучи раздавленной и сплющенной после вытягивания перед формированием в изделие, форма изделия менее вероятно должна быть ограничена, и уменьшение степени свободы в форме изделия может быть пресечено. Кроме того, раздавливание и сплющивание кромки 47c волочения может улучшать качество внешнего вида. Это обусловлено тем, что, хотя раздавленный участок менее вероятно должен быть видим, пока шина в колесной арке не будет удалена, раздавленный участок становится видимым, когда шина удалена.
[0041] Фиг. 8A показывает панель 59 пола, включающую в себя участок 59a углубления для хранения шины, сконфигурированный, чтобы хранить неиллюстрированную запасную шину в заднем участке автомобиля. Фиг. 8B является видом в поперечном разрезе вдоль линии VIIIB-VIIIB на фиг. 8A и показывает пример, в котором настоящее изобретение применено к панели 59 пола на фиг. 8A. Отметим, что направление, показанное стрелкой FR на фиг. 8A, является передней стороной кузова транспортного средства. Как показано на фиг. 8B, крайний участок задней панели 61 пола на задней стороне кузова транспортного средства сделан перекрывающим переднюю сторону кузова транспортного средства для панели 59 пола и соединяется с ней.
[0042] В панели 59 пола, к которой применено настоящее изобретение, кромка 59c волочения сформирована в краевом участке 59b на стороне, которая должна быть присоединена к задней панели 61 пола. Кромка 59c волочения формируется при вытягивании всей панели 59 пола и затем раздавливается после вытягивания. Затем, раздавленный участок приваривается и присоединяется к задней панели 61 пола посредством точечной сварки в привариваемом участке 63. Крайний участок 59b после раздавливания кромки 59c волочения удаляется посредством отрезания в положении линии C5 отреза перед точечной сваркой при необходимости.
[0043] В примере весь участок, в котором предусмотрена кромка 59c волочения, таким образом, включен в изделие. Соответственно, участок, который должен быть отброшен вследствие резки, уменьшается по сравнению со случаем, когда крайний участок 59b отрезается таким образом, что кромка 59c волочения включена в удаляемый участок, и уменьшение выхода материала может быть пресечено.
[0044] Кроме того, поскольку неиллюстрированное покрытие пола помещается на участок соединения между панелью 59 пола и задней панелью 61 пола, участок соединения обычно сделан невидимым посредством покрытия пола. Однако, поскольку удаление покрытия пола делает участок соединения видимым, качество внешнего вида может быть улучшено посредством раздавливания кромки 59c волочения.
[0045] Другие участки, к которым варианты осуществления настоящего изобретения могут быть применены, включают в себя участок D и участок E внутренней панели 65 задней колесной арки во участке задней колесной арки, показанном на фиг. 9A и 9B, и участок F и участок G, включающие в себя соединительные фланцы 67a и 67b, предусмотренные рядом с обоими боковинами, в поперечном направлении транспортного средства, верхней панели 67 приборного щитка, показанного на фиг. 10. Соединительные фланцы 67a и 67b соединятся с неиллюстрированной панелью пола приборного щитка.
[0046] В каждом из участков (участок D, участок E, участок F и участок G), показанных на фиг. 9A, 9B и 10, кромка волочения формируется в операции вытягивания изделия и раздавливается после вытягивания, и часть кромки волочения или вся кромка волочения объединяются в изделие.
[0047] Как описано выше, в вариантах осуществления настоящего изобретения, посредством раздавливания кромки волочения, используемой в вытягивании вытягиваемого участка, раздавленный участок может использоваться как часть изделия. Снижение выхода продукции может, таким образом, быть пресечено. Кроме того, поскольку кромка волочения раздавливается после вытягивания, форма изделия менее вероятно должна быть ограничена, и уменьшение степени свободы в форме изделия может быть пресечено.
[0048] Полное содержимое японской патентной заявки № P2012-282192 (зарегистрированной 26 декабря 2012 года) содержится в данном документе по ссылке.
[0049] Хотя настоящее изобретение было описано выше посредством ссылки на варианты осуществления и пример, настоящего изобретение не ограничено этим, и специалистам в области техники может быть очевидно, что различные модификации и улучшения могут быть выполнены.
Перечень ссылочных позиций
[0050] 1, 47 заготовка (материал пластинчатой формы)
1a выступающий участок (вытягиваемый участок)
1d, 47c, 59c кромка волочения
25, 49 верхний штамп (вытяжной штамп)
27, 51 нижний штамп (вытяжной штамп)
29 прижим для заготовки (вытяжной штамп)
53, 55, 57 прижим для заготовки (вытяжной штамп)
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВАННЫЙ КОМПОНЕНТ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2636426C2 |
| СПОСОБ ФОРМОВАНИЯ ЛИСТА ИЗ ВЫСОКОПЛАСТИЧНОГО АЛЮМИНИЕВОГО ИЛИ ТИТАНОВОГО СПЛАВА | 1998 |
|
RU2169628C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1973 |
|
SU395149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРОМКИ ИЛИ ВЕНЧИКА НА ОТКРЫТОМ КОНЦЕ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2433880C2 |
| СТАНИНА ДЛЯ ОБЖИМНЫХ КЛЕТЕЙ ПРОКАТНОГО СТАНА, ВЫПОЛНЕННАЯ ИЗ НЕСКОЛЬКИХ КОМПОНЕНТОВ | 2004 |
|
RU2355490C2 |
| ИЗГОТОВЛЕНИЕ БАНОК | 2011 |
|
RU2573850C2 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ТРУБ СО СПИРАЛЬНЫМ ЗАМКОВЫМ ШВОМ ИЗ ЦЕЛЬНОГО РУЛОННОГО ПРОКАТА | 2006 |
|
RU2429094C2 |
| Сектор обшивки входной кромки, способ и устройство для формирования сектора обшивки входной кромки | 2014 |
|
RU2698244C2 |
| ВНУТРЕННЯЯ ПАНЕЛЬ ДВЕРИ И СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕЙ ПАНЕЛИ ДВЕРИ | 2017 |
|
RU2699435C1 |
| Пачка табачных изделий | 2013 |
|
RU2625731C2 |
Заявленное изобретение относится к области обработки металлов давлением и может быть использовано при волочении формуемого материала пластинчатой формы в вытяжном штампе. Вытягиваемый участок вытягивают в материале пластинчатой формы с помощью сформированной кромки волочения, которую после вытягивания раздавливают и сплющивают. Регулируют поступления вытягиваемого материала в вытяжной штамп. 4 з.п. ф-лы, 10 ил. 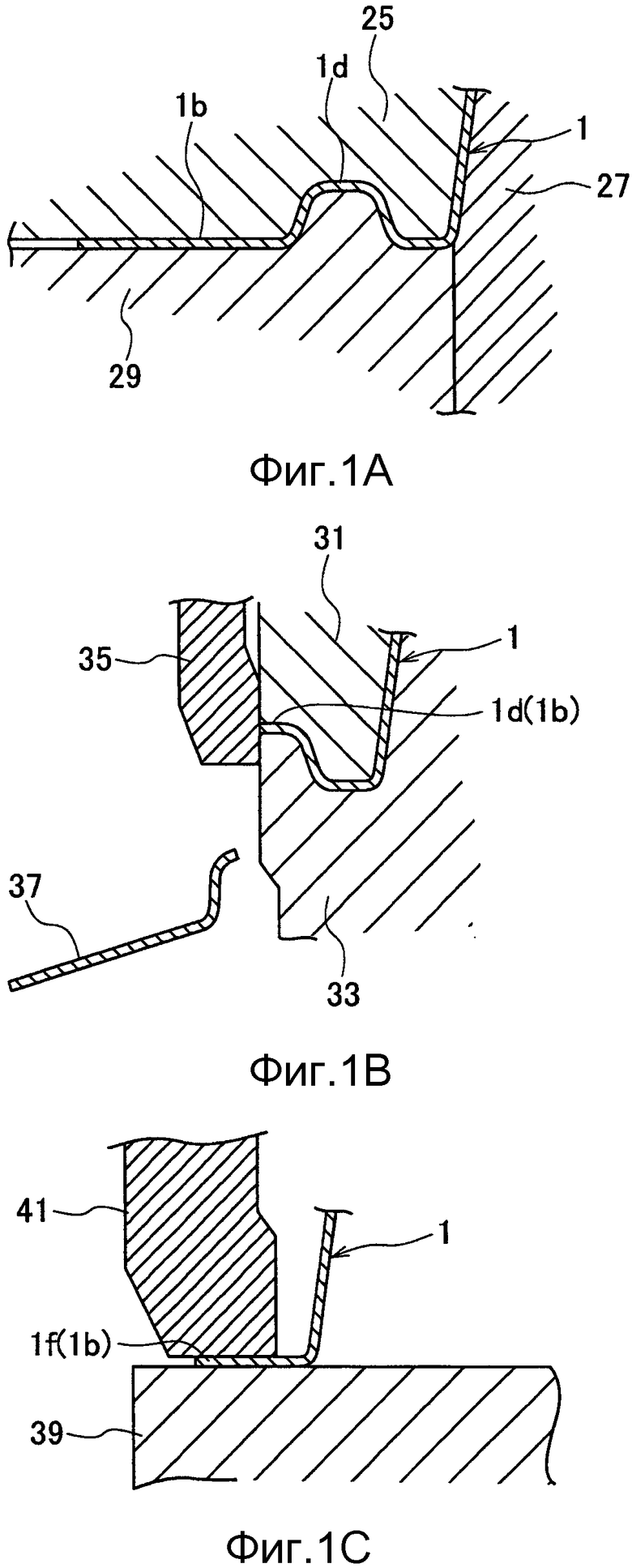
1. Способ вытягивания, при котором
формируют кромку волочения в материале пластинчатой формы, в котором сформирован вытягиваемый участок, за пределами вытягиваемого участка, причем кромку волочения используют для регулирования подачи материала пластинчатой формы в вытяжной штамп;
формируют вытягиваемый участок в материале пластинчатой формы с помощью кромки волочения, которая сформирована;
раздавливают и сплющивают кромку волочения, прикладывая давление только к участку кромки волочения в материале пластинчатой формы за пределами вытянутого участка, после формирования вытянутого участка; и
удаляют заданный участок материала пластинчатой формы за пределами вытянутого участка после раздавливания и сплющивания кромки волочения,
при этом при раздавливании и сплющивании кромки волочения кромку волочения раздавливают посредством операции прессования с давлением, превышающим давление, прилагаемое к кромке волочения при формировании вытягиваемого участка посредством штамповки.
2. Способ по п. 1, при котором заданный участок включает в себя часть кромки волочения, которая раздавлена.
3. Способ по п. 1, при котором заданный участок исключает кромку волочения, которая раздавлена.
4. Способ по п. 1, при котором, после того как кромка волочения раздавлена и сплющена, кромку волочения, которая раздавлена, соединяют с фланцем другого элемента.
5. Способ по п. 4, при котором, на этапе соединения кромки волочения, которая раздавлена, с фланцем другого элемента, кромку волочения, которая раздавлена, соединяют с фланцем указанного другого элемента посредством точечной сварки.
| Способ штамповки кузовных панелей с фланцем | 1990 |
|
SU1754277A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |

