Изобретение относится к листовой штамповке, а именно к способам формообразования панелей кузовов
Известен способ штамповки кузовных деталей с применением тормозных порогов и ребер, предусматривающий интенсификацию растяжения листовой заготовки с целью повышения точности деталей (см. В.В. Серепьев Опыт построения вытяжных переходов для облицовочных деталей автомобилей, 1958, с 314-315, а также описание к а.с. № 1442292, кл В 21D22/02,опубл. 15 10.1986 г).
Недостатком способа является относительно низкая точность штампованных деталей вследствие сохранения влияния упругих деформаций
Известен также способ штамповки кузовных деталей с фланцем, включающий зажим заготовки с формированием технологических тормозных ребер вытяжку, обрезку и последующую правку вытяжного радиуса и фланца, при котором точность штампованной детали достигается за счет корректирования формы рабочих частей вытяжного штампа относительно форма мастер-модели на величину упругой деформации (см , например, справочник Ковка и штамповка под редакцией А.Д. Матвеева, М Машиностроение, 1987, т. 4, с 527-529).
Способ имеет следующие недостатки:
-значительное увеличение трудоемкости изготовления и наладки вытяжного штампа, связанное с невозможностью точного расчетного определения величины коррекции формы мастер-модели, что вызывает необходимость проведения большого обье- ма экспериментальных работ при наладке штампа;
-возможность появления следов перелома поверхности бликов, особенно на лицевых деуалях, что связано с отступлением формы отдельных зон рабочих частей штампа от мастер-модели;
-последующее отклонение формы детали на операции правки вытяжного радиуса и фланца, обусловленное местным растяжением металла на радиусе при правке и вызывающее увеличение неравномерности деформаций в зоне фланца и стенки, что приводит к короблению детали.
со
с
VJ ел
4 ГО
1 VJ
Целью предложенного способа является повышение качества и точности получаемых кузовных панелей.
Поставленная цель достигается тем, что правку производят с предварительным зажимом наружной кромки фланца и последующим распрямлением технологических наборов в его плоскость, при этом технологические наборы формируют с длиной I образующей в поперечном сечении, определяемой из соотношения
Xi-x2+ a2 Rai)--g-bf.
180°
где Xi и Х2 соответственно величина прямолинейного участка стенки детали и дуги дна детали после операций предварительной обрезки и правки;
Виг- соответственно радиус между стенкой и фланцем детали после операций предварительной обрезки и правки,
а и аг - соответственно центральный угол между стенкой и фланцем детали после операций предварительной обрезки и правки,град;
g - ширина фланца детали между точками перехода радиуса R во фланец и фланца в технологический набор после вытяжки;
f - ширина фланца детали между точкой перехода радиуса г во фланец и наружной точкой распрямленного технологического набора после правки.
Формовку технологических наборов выполняют в непосредственной близости от вытяжного радиуса R, например на поверхности фланца панели, образованной перетяжным порогом.
Заявляемый способ отличается тем, что правку осуществляют с предварительным зажимом наружной кромки фланца и распрямлением технологических наборов в его плоскость, при этом необходимая длина образующей технологических наборов в поперечном сечении I определяется из вышеуказанного соотношения. Применение способа исключает необходимость изменения формы рабочих частей для компенсации упругих деформаций и достижения высокой точности панелей.
Анализ известных способов штамповки кузовных панелей показал, что некоторые отдельно взятые приемы, используемые в заявляемом решении, известны, например формообразование технологических наборов, прижим фланца детали, расправление технологических наборов в плоскость.
Однако их применение в известных технических решениях не обеспечивает получения штампованных кузовных панелей с той точностью, которая достигается в заявляемом техническом решении благодаря новой совокупности приемов, а именно: - вытяжке с формообразованием технологических наборов во фланце детали, величина которых определяется по предложенной зависимости (см. выше);
-предварительной обрезке фланца с 0 целью более полного проявления упругих
деформаций;
-распрямлению технологических наборов с предварительным зажимом наружной кромки фланца, что обеспечивает поворот
5 стенки панели до требуемого положения и ее фиксацию в этом положении; дополнительное упрочнение зоны проема детали и устранение неравномерности местных напряжений при переформовке вытяжного ра0 диуса; дополнительное упрочнение металла в зоне фланца, возникающее при распрямлении технологических наборов в его плоскость.
Таким образом, выполнение названных
5 приемов в предлагаемой совокупности обеспечивает получение нового свойства - высокой точности панели.
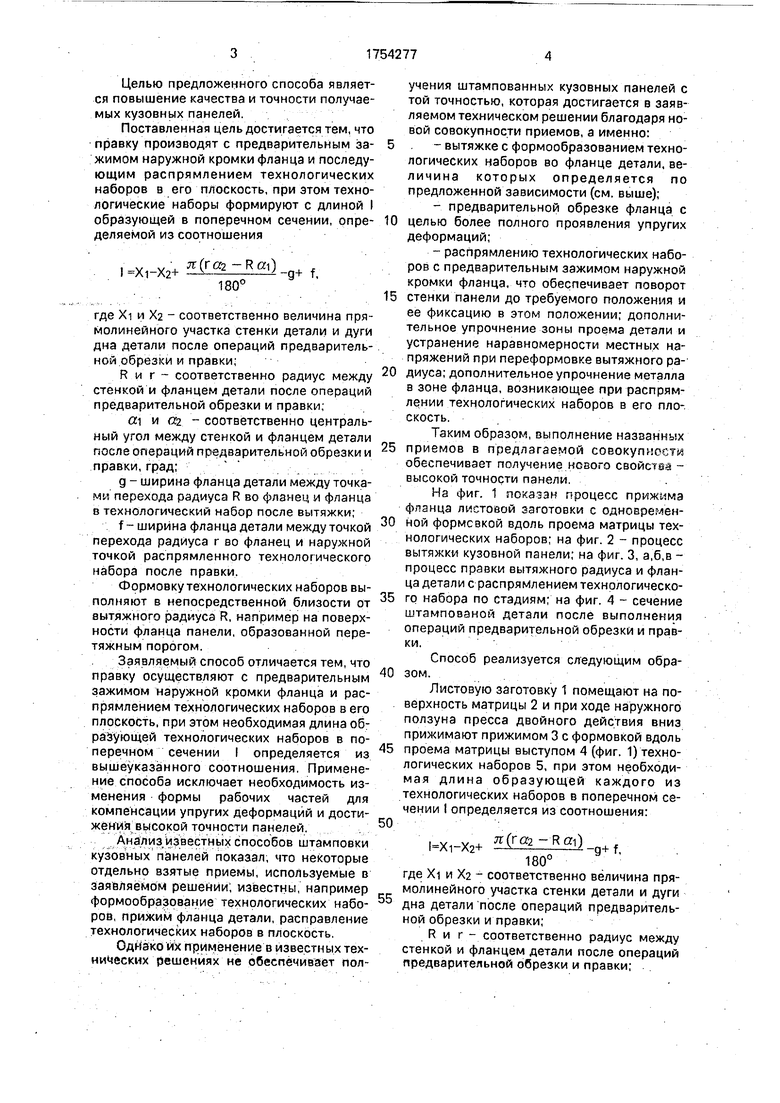
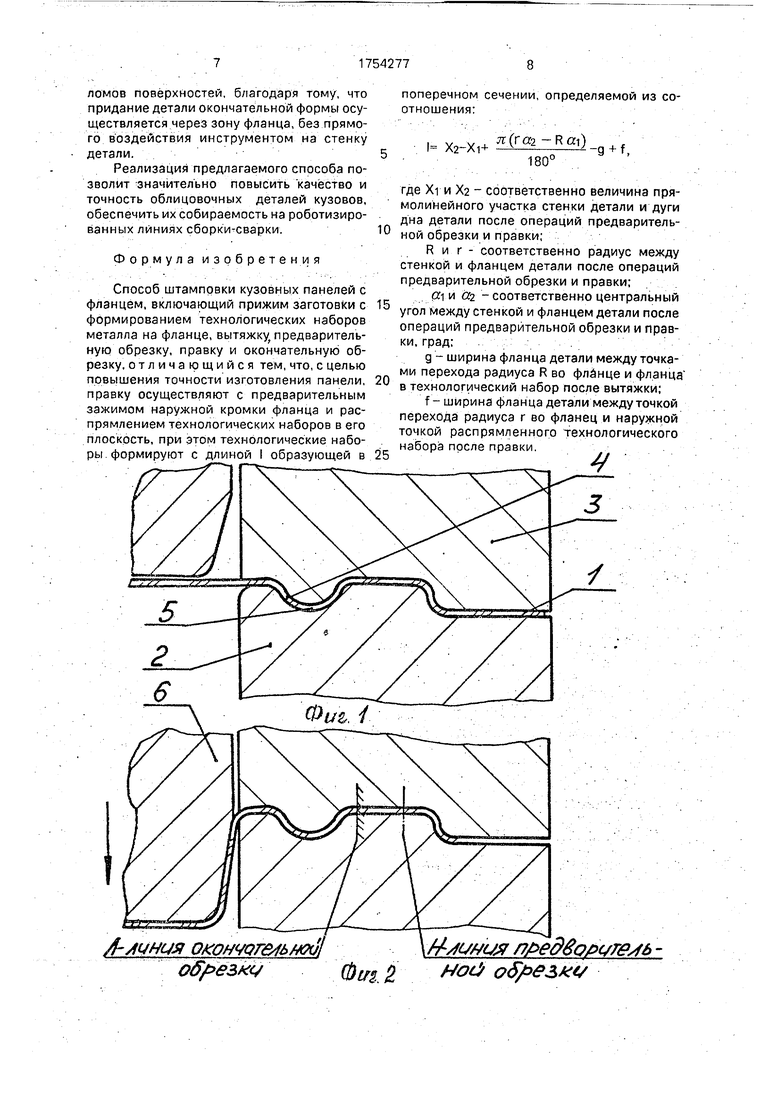
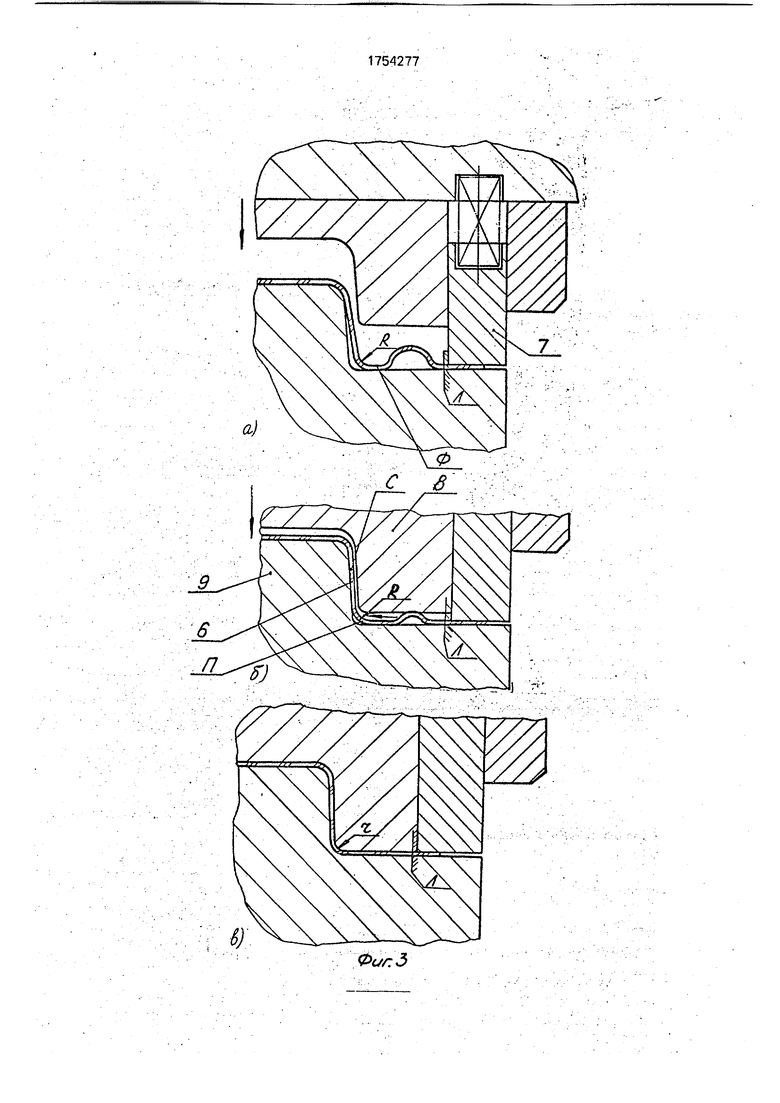
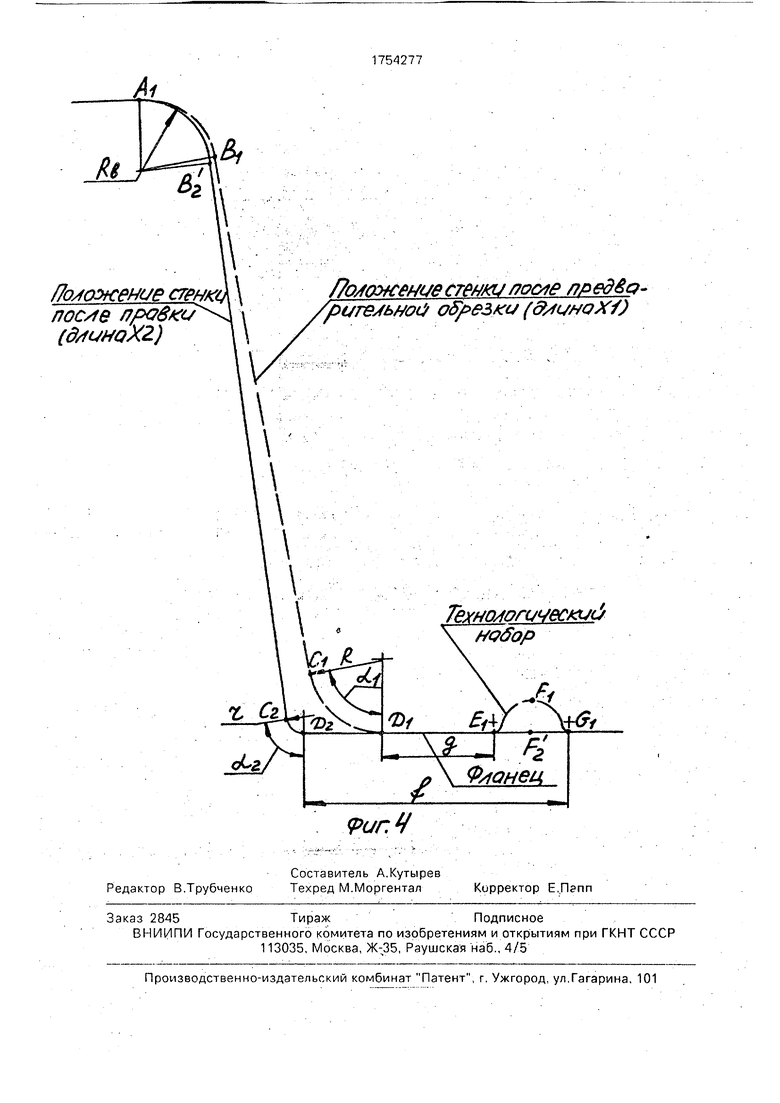
На фиг. 1 показан процесс прижима фланца листовой заготовки с одновре лен0 ной формовкой вдоль проема матрицы технологических наборов; на фиг. 2 - процесс вытяжки кузовной панели; на фиг. 3, а,б,в - процесс правки вытяжного радиуса и фланца детали с распрямлением технологическо5 го набора по стадиям; на фиг. 4 - сечение штампованой детали после выполнения операций предварительной обрезки и правки.
Способ реализуется следующим обра0 зом.
Листовую заготовку 1 помещают на поверхность матрицы 2 и при ходе наружного ползуна пресса двойного действия вниз прижимают прижимом 3 с формовкой вдоль
5 проема матрицы выступом 4 (фиг. 1) технологических наборов 5, при этом необходимая длина образующей каждого из технологических наборов в поперечном сечении I определяется из соотношения:
0
i xi-x2+ (rfla-Rg +f.
180°
где Xi и Ха - соответственно величина прямолинейного участка стенки детали и дуги дна детали после операций предварительной обрезки и правки;
Риг- соответственно радиус между стенкой и фланцем детали после операций предварительной обрезки и правки;
5
а и «2 -соответственно центральный угол между стенкой и фланцем детали после операций предварительной обрезки и правки, град;
g - ширина фланца детали между точками перехода радиуса R во фланец и фланца в технологический набор после вытяжки;
f - ширина фланца детали между точкой перехода радиуса г во фланец и наружной точкой распрямленного технологического набора после правки.
Затем при ходе внутреннего ползуна пуансоном 6 производят вытяжку детали (фиг. 2), причем торможение фланца осуществляется за счет перетяжного порога, а также выступа 4.
После этого с целью более полного проявления упругих деформаций стенок произ- еодят предварительную обрезку детали, которая позволяет исключить фиксирующее действие жесткого перегиба фланца на технологическом пороге и таким образом увеличить точность получаемых деталей после правки.
Затем заготовку помещают в право- чный штамп. Для при ходе ползуна пресса вниз наружную часть фланца зажимают посредством подпружиненного прижима 7 (фиг. 3, а). При дальнейшем ходе ползуна матрицей 8 правочного штампа производят правку фланца Ф и переформовку радиуса R вытяжного перехода в радиус г штампованной детали: при воздействии плоскости П правочной матрицы 8 на технологические наборы 5 происходит распрямление наборов в плоскость фланца Ф. Металл из технологического набора, распрямляясь в условиях зажатой наружной зоны фланца, движется (по направлению стрелки) в область наименьшего сопротивления- в зону проема штампованной детали и разворачивает стенку с радиусом R в положение до соприкосновения ее с боковой поверхностью Б правочного пуансона 9 (фиг. 3, б). При этом за счет поступления из технологических наборов переформовка радиуса R в радиус г (фиг. 3, б) происходит без дополнительного местного растяжения металла в зоне радиуса г и стенки панели, а следовательно без увеличения неравномерности остаточных напряжений, приЁодящих к отклонению формы панели. Длина образующей I каждого из технологических наборов в поперечном сечении пропорциональнауп- ругим деформациям стенок панели и соответствует разнице между длинами участков AiB2C2D2F2d и AiBiCiDiEiFiGi штамповочных переходов, соответственно,
после операций предварительной обрезки и правки (фиг. 4).
Значение величины I определяется из соотношения:
l-Xi-X2+(rfla-RQ -g+f. 180°
где I - длина образующей технологического О набора в поперечном сечении(участок EiFiGi);
Xi и Х2 - соответственно величины прямолинейных участков стенки детали (BiCi и В2С2) и дуги дна детали (AiBi и AiB2) после операций предварительной обрезки и правки;
R и г - соответственно радиус между стенкой и фланцем детали после операций предварительной обрезки и правки; 0«1 и «2 -соответственно центральный
угол между стенкой и фланцем детали после операций предварительной обрезки и прав- ки,град;
g - ширина фланца детали между точка- 5 ми перехода радиуса R во фланец (Di) и фланца в технологический набор (Ei) после вытяжки;
f-ширина фланца детали между точкой перехода радиуса г во фланец (D2) и наружной точкой распрямленного технологического набора после правки (Gi).
После возврата ползуна пресса в исх д- ное положение панель извлекают из npauo- чного штампа и выполняют последующие операции листовой штамповки.
После окончательной обрезки детали сохранение стенками полученного точного положения обеспечивается за счет увеличения жесткости фланца вследствие: - дополнительного упрочнения зоны проема детали и устранения неравномерности местных напряжений при переформовке радиуса с R на г;
- дополнительного упрочнения металла в зоне фланца детали, возникающего при распрямлении технологического набора в его плоскость.
По сравнению с базовым объектом предлагаемый способ обеспечивает:
Повышение точности кузовных панелей с фланцем;
Резкое снижение трудоемкости проектирования и наладки штамповой оснастки за счет применения технологических наборов, распрямляемых при правке детали с исключением необходимости корректирования формы рабочих частей;
Высокое качество поверхности лицевых деталей вследствие отсутствия следов пере0
5
5
0
5
ломов поверхностей, благодаря тому, что придание детали окончательной формы осуществляется через зону фланца, без прямого воздействия инструментом на стенку детали.
Реализация предлагаемого способа позволит значительно повысить качество и точность облицовочных деталей кузовов, обеспечить их собираемость на роботизированных линиях сборки-сварки.
Формула изобретения
Способ штамповки кузовных панелей с фланцем, включающий прижим заготовки с формированием технологических наборов металла на фланце, вытяжку предварительную обрезку, правку и окончательную обрезку, отличающийся тем, что, с целью повышения точности изготовления панели, правку осуществляют с предварительным зажимом наружной кромки фланца и распрямлением технологических наборов в его плоскость, при этом технологические наборы формируют с длиной I образующей в
ижтгугту г{,n:tf-
А-ЛЧНУЯ ОКОНЧОГ&ЬМУ
о&резщ
М//у#уя / / едво/ с/я лб Фт. 2 Но ofyesw
0
5
0
5
поперечном сечении, определяемой из соотношения:
hX2-Xi+ ra2-R 1)-g + f, 180°
где Xi и Ха - соответственно величина прямолинейного участка стенки детали и дуги дна детали после операций предварительной обрезки и правки;
R и г - соответственно радиус между стенкой и фланцем детали после операций предварительной обрезки и правки;
а и а.2 - соответственно центральный угол между стенкой и фланцем детали после операций предварительной обрезки и правки, град;
g - ширина фланца детали между точками перехода радиуса R во фланце и фланца в технологический набор после вытяжки;
f - ширина фланца детали между точкой перехода радиуса г во фланец и наружной точкой распрямленного технологического набора после правки.
V
Фиг.д
в,
I
fto/fожение СТРМЫ
лос/te яро6ки
(дмноХ2)
ftojowewe стенки лосяе r ped&Q- / t/r&sb#o(j о&резм (d/twoXJ)
Темологическиб нзёор
.-Ј

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КУЗОВНЫХ ПАНЕЛЕЙ С ФЛАНЦЕМ | 1992 |
|
RU2048227C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ ТОРМОЖЕНИЯ ФЛАНЦА ЛИСТОВОЙ ЗАГОТОВКИ В ПРОЦЕССЕ ВЫТЯЖКИ | 2003 |
|
RU2242317C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2100121C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2090289C1 |
Использование: листовая штамповка панелей кузовов. Сущность изобретения заготовку зажимают и формируют на фланце технологический набор, производят вытяжку, предварительную обрезку, а затем правку с предварительным зажимом наружной кромки фланца и распрямлением набора в его плоскость 4 ил.
| Справочник Ковка и штамповка / Под ред А.Д | |||
| Матвеева М Машиностроение, 1987, т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для получения световых декораций на прозрачном экране | 1920 |
|
SU527A1 |
