1
В основном авт. св. № 101055 описан способ глубокой вытяжки полых изделий из листового металла, ио которому прижимному кольцу в процессе рабочего движения вытяжного пуансона сообщают возвратно-поступательные движения (пульсирующие) вдоль оси нуансона. Это обеснечивает разглаживание складок на фланцевой части вытягиваемого изделия.
Цель изобретения - обеспечить заданный закон изменения толщины стенки изделия при вытяжке высокопластичного материала.
Это достигается тем, что фланцевую часть заготовки перед входом на вытяжную кромку матрицы на ширине, большей радиальпого перемещения материала, вызванного единичным ходом пуансона, при каладом цикле пульсации раздавливают по толщине.
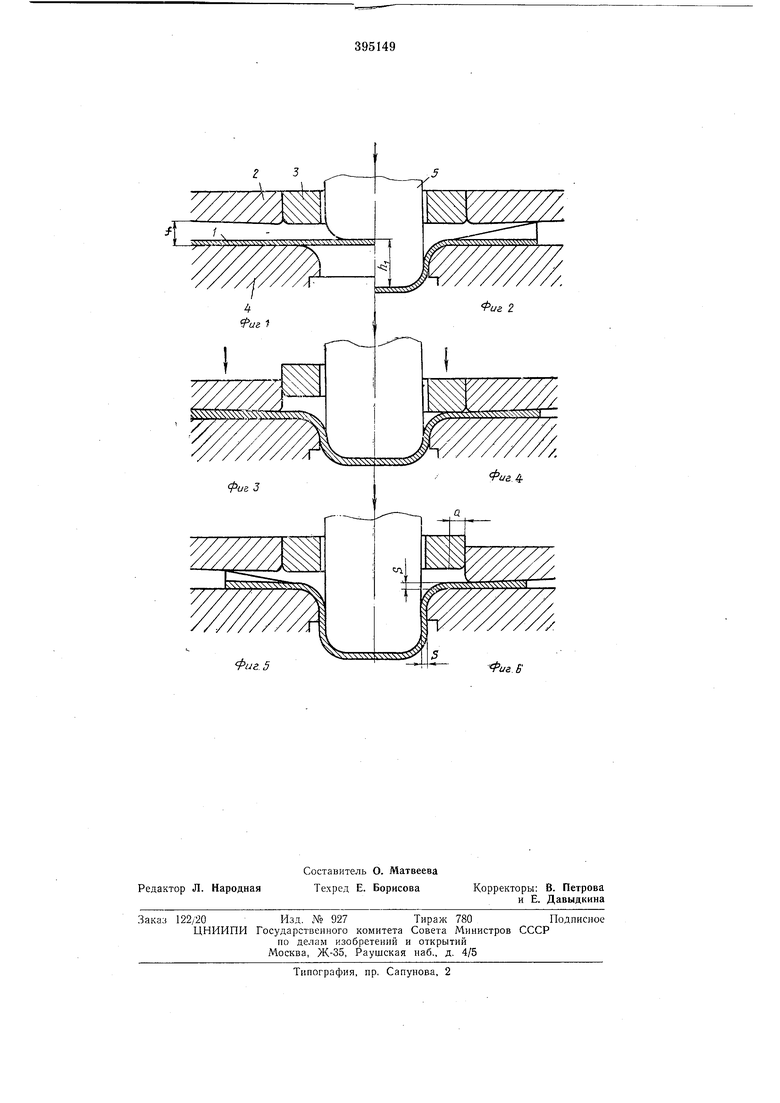
На фиг. 1 ноказан щтамп, исходное положение; на фиг. 2 - гофрированне фланца; на фиг. 3 - разглаживание фланца прижимным кольцом; на фиг. 4 - раздавливание участка фланца раздавливающим кольцом; на фиг. 5 - следующий цикл гофрирования фланца; на фиг. 6 - разглаживание фланца.
Заготовки 1 устанавливают в щтамн. В исходном положении прижимное 2 и раздавливающее 3 кольца отстоят от матрицы 4 на расстояние f. При опускании пуансона 5 на величину единичного хода hi происходит
складкообразование фланца. Величину / амплитуды пульсации прижимного кольца 2 и единичного хода fti нуансона 5 устанавливают из условия качественного разглаживания фланца с помощью прижимного кольца 2 и последующего раздавливания участка заготовки шириной а до толщины S.
После подъема прнжимного 2 и раздавливающего 3 колец на заданную амплитуду
пульсации f начинается следующий цикл складкообразования, разглаживания и раздавливания фланцевой части заготовки.
Задавая раздавливаюн,ему кольцу 3 переменную глубину раздавливанпя S, можно получать цилпндрические, коробчатые и другие детали с переменной тол1цн11ой стенки.
Предмет изобретения
Способ глубокой вытяжки полых изделий из листового металла по авт. св. № 101055, отличающийся тем, что, с целью обеспечения заданного закона изменения толщины стенки изделия при вытяжке высокопластичного материала, фланцевую часть заготовки перед входом на вытяжную кромку матрицы на щирине, большей радиального перемещения материала, вызванного единичным ходом пуансона, нрн каждом цикле пульсации раздавлнвают по толщине.
фиг. 5
Б
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Способ вытяжки полых деталей из листового материала | 1981 |
|
SU1009569A1 |
| Способ вытяжки полых изделий из листового металла | 1954 |
|
SU101055A1 |
| Способ вытяжки полых изделий из листовых заготовок | 1987 |
|
SU1547919A1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1970 |
|
SU269138A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1973 |
|
SU453220A1 |