Изобретение относится к способу формования металлических сплавов, способных деформироваться с удлинением, как правило, от двухсот процентов или более. Более конкретно, изобретение относится к составу смазки для использования при повышенных температурах, при формовании с контролируемой скоростью растяжения таких высокопластичных сплавов.
Предпосылки изобретения
Известно, что определенные металлические сплавы, например алюминиевые и титановые сплавы, прошедшие обработку с получением малого размера зерна (например, < 10 мкм), могут быть нагреты до сравнительно высокой температуры обработки и подвергнуты при контролируемой скорости растяжению, чтобы достигнуть общее удлинение перед разрушением, которое является достаточно высоким для металлов. Например, алюминиевые сплавы 5083 и 7475 и сплавы титан-6% алюминий-4% ванадий могут быть переработаны в виде холоднокатаных тонкозернистых листов посредством различных операций формования в достаточно сложные формы в одиночной операции формования. Подробное обсуждение таких сплавов и технологии, посредством которой листы могут быть подвергнуты формообразованию, содержится в Metals Handbook, 9-е изд. , том 14, озаглавленный "Forming and Forging" на страницах 852-868, в разделе, озаглавленном "Superplastic Sheet Forming".
В вышеупомянутом разделе Metals Handbook описываются около восьми составов алюминиевых сплавов и 12 составов титановых сплавов, обладающих способностью к высокопластичному формованию. При нагреве алюминиевых сплавов, например, до температуры в диапазоне от 400oC до 550oC их подвергают растяжению при скорости от 10-4 до 5•10-3 с-1, с получением удлинения от 400% до 1200%. Аналогично, при деформировании тонкозернистых титановых сплавов при температурах в диапазоне от 815oC до 1000oC при скоростях растяжения от 2•10-4 до 10-3 с-1 достигают удлинения в диапазоне от 100% до 1100%. Общая характеристика этих сплавов заключается в том, что они имеют очень малые размеры металлургического зерна порядка примерно 10 мкм, и их обрабатывают при высокой температуре, обычно большей, чем одна вторая от абсолютной температуры плавления и при контролируемой скорости растяжения обычно в диапазоне от 10-4 до 10-2 с-1.
Такие сплавы обычно перерабатывают в форме листа с толщиной, равной примерно от одного до трех миллиметров посредством ряда способов формования. Следующие способы формования применяют для этих высокопластичных сплавов: формование раздуванием, вакуумное формование, термическое формование, формование растяжением и высокопластичное формование/диффузионная сварка и тому подобные. В основном, такие способы включают обжимание листа высокопластичного, способного к формованию сплава на его краях, нагревание листа до подходящей для высокопластичного формования температуры и приложение к одной стороне листа избыточного давления рабочей жидкости. Нагретый лист таким образом растягивают при соответствующей скорости удлинения, чтобы растянуть лист на поверхности полости для прессования или поверхности штампа. Такие технологии описываются в деталях в разделе "Superplastic Sheet Forming" определенного выше тома Metals Handbook.
В таких операциях формования высокопластичных листов часто используют смазку/разъединяющий реагент, (a) чтобы обеспечить смазывание, когда лист скользит на формующей поверхности, или (b) чтобы создать пограничный слой между перекрывающимися участками двух и более листов, для обеспечения локализованного диффузионного связывания между листами в процессе деформирования, или (c) отделение отформованных листов от пресс-формы или штампа при завершении операции формования. Для таких целей применяется нитрид бора или графит.
Всегда, конечно, существует потребность в новых и улучшенных смазках/разъединяющих реагентах для процессов формования металлических листов. В то время, как было доказано, что применение графита и нитрида бора, как правило, является удобным, выяснилось, что графит образует загрязнения в процессе работ, в связи с чем возникает проблема очистки при завершении операции формования. Хотя нитрид бора создает меньше проблем по очистке, однако он относительно дорог. Более того, графит и нитрид бора являются, действительно, слишком скользкими для некоторых операций формования листа.
Существо изобретения
Изобретение относится к созданию смазки и комбинации смазок для использования в операциях формования высокопластичного листа. Смазка/разъединяющий реагент представляет собой либо гидроксид магния [Mg(OH)2], используемый сам по себе, либо смесь гидроксида магния и нитрида бора (BN). Смеси содержат гидроксида магния в количестве, по меньшей мере, 10% вес.
Гидроксид магния применяют согласно изобретению предпочтительно в виде способной распыляться водной суспензии (обычно, эмульсия магнезии). Подходящие жидкие суспензии смесей гидроксида магния и нитрида бора аналогично распыляют на поверхность формуемого металла, или формующего инструмента, или штампа. Жидкий растворитель, как, например, воду или спирт, выбирают так, чтобы он выпаривался либо при комнатной температуре, либо при нагревании листа и штампа до температуры, необходимой для высокопластичного формования. Например, при формовании алюминиевого сплава 5083 операцию формования выполняют при температуре примерно 500oC. В процессе нагрева обрабатываемой детали и штампа, покрытых суспензией смазки, до такой высокой температуры формования растворитель, представляющий собой воду или спирт, испаряется и остается сухой остаток Mg(OH)2 (или MgO) и BN в виде пленки. Как MgO, так и BN сохраняют свои желаемые смазывающие свойства при температурах формования для высокопластичных алюминиевых и титановых сплавов.
Как известно, нитрид бора представляет собой скользкую смазку со сравнительно низким трением. Однако гидроксид магния или оксид магния, в зависимости от температуры формования, обладает более высоким коэффициентом трения, который является полезным во многих операциях формования высокопластичного листа. Когда высокопластичный лист деформируют в форму матрицы штампа или другую сложную форму, различные участки листа испытывают различное удлинение и могут нуждаться в различных свойствах смазки.
Некоторые участки листа с высоким удлинением нуждаются в сравнительно низком коэффициенте трения. Для такой ситуации, в частности, подходящими являются смеси гидроксида магния и нитрида бора, которые содержат только примерно от 20 до 50% вес. гидроксида магния. Например, для тех участков листа, которые, как ожидается, скользят по поверхности стенки штампа или другого формующего инструмента, такая смесь вполне подходит. А для тех участков листа, которые сгибают и деформируют по крутому радиусу, как, например, по кромкам полости, на которых лист изначально закреплен, целесообразно иметь очень высокую пропорцию гидроксида магния. Как установлено, гидроксид магния имеет такие разделяющие и смазывающие свойства, которые способствуют довольно быстрому формованию алюминиевого листа по крутому радиусу без разрывов или трещин.
В то время, как предпочтительным является использование гидроксида магния в водной суспензии, было бы также подходящим использовать промежуточный продукт гидроксида магния, например оксид магния. Гидроксид магния и смеси гидроксида магния и нитрида бора обеспечивают высокие смазывающие/разъединяющие свойства при температурах формования листа, в частности, для высокопластичных алюминиевых сплавов и высокопластичных титановых сплавов. Более того, остаток легко удаляется с поверхности формованного листа мылом и водой. Суспензия из магнезии является относительно недорогой по сравнению с нитридом бора, что позволяет сократить затраты.
Другие цели и преимущества изобретения станут очевидными из его детального описания со ссылками на прилагаемые чертежи.
Краткое описание чертежей
На фиг. 1A-1D показаны четыре стадии формования обычного листа из алюминиевого сплава, обладающего высокой пластичностью.
Способ согласно изобретению описывается ниже на примере деформации алюминиевого сплава 5083, который продается в форме листов и находится в подходящем металлургическом состоянии для высокопластичного деформирования. При описании способа формования алюминиевого сплава 5083 согласно изобретению становится ясным, что смазка, являющаяся предметом изобретения, подходит для использования при высокопластичном формовании при температурах до 1000oC листов из алюминиевых и титановых сплавов нижеприведенного состава или других составов.
Алюминиевый сплав 5083 имеет следующий номинальный химический состав 4-4,9% вес. магния, 0,4-1% вес. марганца, 0,05-0,25% вес. хрома, примерно 0,1% вес. меди, остальное преимущественно алюминий, за исключением примесей. Образец плоской заготовки из этого состава, как правило, подвергают гомогенизирующей тепловой обработке, горячей прокатке, чтобы получить длинную заготовку, и затем холодной прокатке, чтобы получить лист окончательной толщины в диапазоне от примерно 1 до 3 мм. Окончательная тепловая обработка может быть проведена таким образом, чтобы лист имел очень тонкозернистую структуру. Заготовки из высокопластичного листового материала подходящей формы затем нагревают до температуры в диапазоне от примерно 500oC до 540oC и подвергают формованию при скорости растяжения в диапазоне от примерно 10-4 до 10-3 секунд-1.
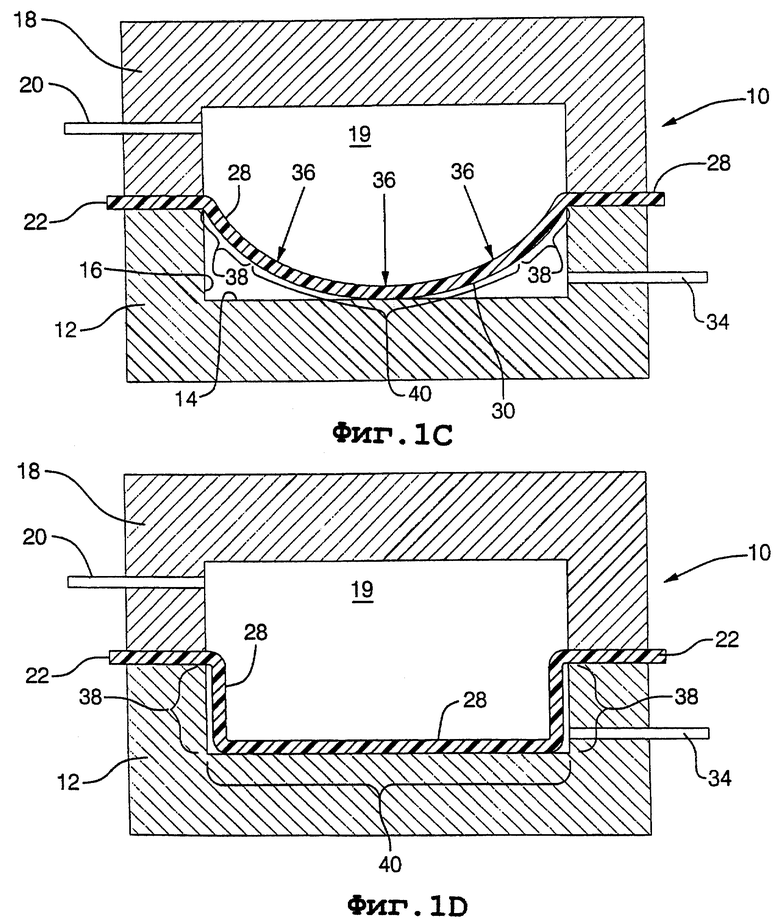
На фиг. 1A-1D схематично показан способ формования выдуванием или растяжением листа из высокопластичного алюминиевого сплава 5083. Устройство для формования выдуванием показано в позиции 10 в разрезе. Устройство для формования 10 содержит матрицу 12. Матрица 12 имеет поверхности, формирующие деталь, включающие нижнюю поверхность 14 и боковую стенку 16. Штамп 12 устанавливает границы неглубокой матрицы, которая может иметь, например, круглое или другое поперечное сечение. Элемент дополнительной рабочей газовой камеры 18 образует камеру давления 19, заполняемую рабочим газом или другой подходящей жидкостью под давлением. Камера 18 снабжена средством 20 для подвода рабочего газа, например воздуха или аргона.
Лист 22 из высокопластичного, способного к формованию алюминиевого сплава 5083 располагают между матрицей 12 штампа и камерой 18. Штамп 12 и камера 18 имеют дополнительные уплотняющие поверхности 24 и 26, соответственно приспособленные для герметичного сцепления по верхней 28 и нижней 30 поверхности листа 22. Одна или обе поверхности 24 и 26 могут иметь уплотняющие края или тому подобное (не показано) для герметичного сцепления краев (или фланцевых частей) листа 22 так, чтобы сохранять рабочее давление в камере 19 в течение всего времени обработки. С помощью этого предотвращается вытягивание листа 22 за пределы поверхностей 24 и 26. Формование листа 22 по поверхностям 14 и 16 матрицы осуществляют посредством вытягивания частей, образованных поверхностями 24 и 26.
Как показано на фиг. 1A, неформованный, но способный к высокопластичному формованию 5083 лист 22 размещают между матрицей 12 штампа и камерой 18. Предусмотрены средства (не показанные на чертеже) для нагрева как штампа 10, так и листа 22 до температуры, необходимой для высокопластичного формования. В процессе нагрева как в камере 19, так и полости 32 штампа поддерживают определенное давление газа аргона для защиты листа от атмосферной коррозии. В матрице 12 штампа выполнено входное/выходное отверстие для подачи аргона для этой цели и для вывода аргона из полости после выгрузки листа 22. Когда температура штампа и листа достигла рабочей температуры, например, 500oC для алюминиевого сплава 5083, отверстие 34 открывают в полость 32 и через отверстие 20 в камеру 19 вводят аргон под давлением. Давление аргона воздействует на верхнюю поверхность 28 листа 22 таким образом, чтобы вытянуть его при контролируемой скорости удлинения в диапазоне от примерно 10-4 см/см секунду до 10-3 см/см секунду. Так как части листа могут подвергаться удлинению порядка 300%, ясно, что процесс формования является относительно медленным. По этой причине может быть эффективной любая смазка или другое средство, которое может быть применено, чтобы увеличить скорость процесса формования.
Как изображено на фиг. 1B, под действием давления (стрелки 36) аргона на верхнюю поверхность 28 листа 22 начинается деформирование листа вниз по направлению к стенке 16 и нижней поверхности 14 штампа. На фиг. 1C центральная часть нижней поверхности 30 листа 22 сцепляется с нижней поверхностью 14 матрицы 12. Дальнейшая деформация, как видно на фиг. 1D, состоит в выдавливании листа, способного к высокопластичному формованию, по поверхностям 14, 16 штампа для формования.
Как правило, два различных типа смазок являются эффективными при формовании листа этой конфигурации. На участках, охватываемых скобками 38 на фиг. 1B, нижнюю поверхность 30 листа 22 заставляют изгибаться и деформироваться вокруг края поверхности 24 штампа. На участке 38 в качестве предпочтительной применяется смазка/разъединяющий реагент с относительно высоким коэффициентом трения. Для этой цели предпочтительным является использование одного гидроксида магния в качестве смазки. На участке, обозначенном позицией 40 на фиг. 1B, поверхность 30 будет сцепляться и скользить по формующим поверхностям матрицы 12. На участке 40 деформируемого листа желательно иметь более высокие смазочные свойства. По этой причине предпочтительными являются распыляемые суспензионные смеси нитрида бора и гидроксида магния, содержащие от 20% до 60% нитрида бора.
На фиг. 1D показана завершающая стадия формообразования листа 22 в инструменте 10. Прямая стенка уже отформована вокруг структуры поддона. Это представляет собой серьезную деформацию листа 22. Лист деформировался вокруг внутренних краев поверхности 24 штампа и в соответствии с нижней поверхностью 14 и вертикальной стенкой 16. Дальнейшее обсуждение аспекта смазки в способе формования следует ниже.
При завершении операции формования верхнюю камеру 18 инструмента поднимают, расцепляя с верхней поверхностью 28 листа 22 и отформованную деталь извлекают из нижней части штампа. Смазка способствует освобождению отформованной части от поверхности штампа. Так как формующая обработка является длительной, желательно удалить деталь, пока она находится при довольно высокой температуре, чтобы сократить время повторного нагрева штампа и время обработки следующей детали.
Согласно изобретению используют гидроксид магния и смесь гидроксида магния с нитридом бора в пропорциях вплоть до 90% вес. нитрида бора при формовании способных к высокопластичному формованию листов из алюминиевых или титановых сплавов. Содержание нитрида бора, если он имеется в смазке, зависит, как упомянуто выше, от требований самой операции формования. Во многих случаях гидроксид магния является предпочтительным для изгиба и операций с низким удлинением. В других случаях, когда деформация детали является значительной и требуются более высокие смазывающие свойства, желательно использовать преобладание нитрида бора. Значительные количества гидроксида магния могут быть использованы с нитридом бора, чтобы обеспечить преимущественно такие же смазочные свойства, как у нитрида бора, но при меньшей стоимости. Эти материалы легко смешиваются, в частности, в воде или спиртовом растворителе. Они практически не растворяются в этих жидкостях. Нет проблем при их смешении в любой желательной пропорции и в достаточно суспендирующей жидкости, чтобы быть способными к распылению. После того как их сушат на поверхности и операция формования завершена, смазка легко удаляется с отформованной детали с использованием воды. Смазки являются чистыми и их легко использовать в процессе обработки.
В тестах, проводимых по технологии согласно изобретению, имеющаяся в продаже суспензия магнезии, Mg(OH)2, была использована одна или в смеси с сортом нитрида бора, полученной в виде объемно смолотого разъединяющего реагента. Водную суспензию смесей магнезия/нитрид бора разбавили спиртом и нанесли на поверхность листа с помощью ручного высокообъемного распылителя с низким давлением подачи. Раствор подали распылением на способную к высокопластичному формованию заготовку и высушили. Обычно является важным обеспечить равномерное нанесение пленки смазки, чтобы избежать наплывов на штампе, которые могут влиять на качество поверхности детали. Гидроксид магния или смеси гидроксид магния/нитрид бора удаляют с отформованных деталей, используя мыло и воду. Никакого отслаивания смазки или прилипания к оператору не происходит.
Были разработаны тесты по трению, чтобы воспроизвести процессы формования.
Данные по трению были получены на гидроксиде магния и смесях гидроксида магния с нитридом бора в условиях, предназначенных для воспроизведения условий формования высокопластичного листа. Тестирование включало в себя нанесение смазки, как описано выше, на лист алюминиевого сплава 5083. Покрытый смазкой лист привели в контакт с вращающейся стальной пластиной, чтобы воспроизвести операцию формования. Тест провели при 500oC с нагрузкой 200 Ньютон на покрытый смазкой лист и со скоростью растяжения, равной 5•10-4/секунду. Тестирование определило коэффициент трения как функцию прошедшего времени до примерно 6 минут для различных смазок, чтобы воспроизвести операцию формования такой продолжительности.
Испытания по трению были проведены на смесях гидроксида магния и нитрида бора в следующих пропорциях: 0:1, 1:4, 1:1, 4:1 и 1:0, которые дают образцы, имеющие 0, 20, 50, 80 и 100 процентов гидроксида магния. Чистый гидроксид магния и 80/20 смесь гидроксида магния с нитридом бора показала более высокий коэффициент трения, чем неразбавленный нитрид бора в течение периода испытания. Однако наблюдалась очень маленькая разница в коэффициенте трения между чистым нитридом бора и нитридом бора с 20% и 50% гидроксида магния. Это показывает, что разбавленный Mg(OH)2 нитрид бора дает примерно такие же смазывающие свойства в операции высокопластичного формования, как чистый нитрид бора. Однако нитрид бора, разбавленный гидроксидом магния, имел бы меньшую стоимость.
Эксперименты высокопластичного формования с использованием гидроксида магния в качестве смазки/разъединяющего реагента провели на двух штампах, которые воспроизводили условия формования, с которыми сталкиваются при операциях коммерческого высокопластичного формования.
Первый штамп (матрица 1) представлял собой неглубокую матрицу, примерно 50 миллиметров глубиной, с формой, подобной матрице 12 на фиг. 1A- 1D с очень крутым (2,0 мм) входным радиусом штампа. Полное растяжение в детали этой конфигурации является относительно низким (деформация 0,7 макс. истинной толщины). Однако крутые входные радиусы создавали неоднородные условия формования. Разрушение детали, как правило, имеет место в этой детали посредством образования шейки или трещин ниже входного радиуса.
Тесты формования с высокой пластичностью провели на конфигурации матрицы 1, чтобы определить смазку, наиболее подходящую для детали с наиболее быстрым временем цикла. Испытанные смазки включают графит, нитрид бора, гидроксид магния и тальк [Mg3Si4O10(OH)2]. 100% гидроксид магния давал значительное улучшение в формовании и уменьшенном времени цикла по сравнению с материалами с высокими смазывающими свойствами - графитом и нитридом бора. С графитом или нитридом бора в качестве смазки наиболее быстрое время цикла, которое могло быть использовано без какого-либо образования шейки, было на восемь минут больше, чем время, требуемое для образования формы матрицы 1 с гидроксидом магния. Тальк также давал хорошую деталь примерно в таком же цикле, как гидроксид магния. Однако тальк при работе с ним вносил загрязнения, создавал уносимые воздухом частицы и откладывался на штампе. Таким образом, высокий коэффициент трения смазки, которая представляла собой гидроксид магния, особенно предпочтительна при формовании деталей с крутым входным радиусом, обеспечивая сокращение времени формования.
Была испытана вторая конфигурация детали (матрица 2). Матрица 2 представляет собой штамп, который имеет глубокую (125 мм) прямую стенку матрицу, но с большими входными радиусами (25,4 мм). Эта матрица требует высоких растяжений (1,3-1,5 растяжения от исходной толщины), чтобы сформовать деталь. Детали матрицы 2 выходят из строя из-за избыточной кавитации или образования трещин в нижних углах матрицы.
Испытания формования с высокой пластичностью были осуществлены на конфигурации матрицы 2 для определения, можно ли с помощью гидроксида магния осуществить необходимое формование нижних углов без трещинообразования или значительной кавитации. Использование гидроксида магния в качестве смазки для формования ведет к некоторой кавитации в нижнем углу. Однако использование смеси 70 нитрида бора/30 гидроксида магния (частей по весу) привело к успешному формованию детали без какой-либо видимой кавитации. В то время как чистый нитрид бора также может успешно применяться при формовании детали, смазка нитрида бора, разбавленная гидроксидом магния, является более дешевой альтернативой.
Кроме улучшенной способности формования гидроксид магния и смеси гидроксид магния/нитрид бора являются более чистыми для использования по сравнению с графитом. Части, покрытые графитовой смазкой, создают много уносимых воздухом частиц во время выгрузки детали. Никакого отслаивания гидроксида магния или смесей гидроксид магния/нитрид бора не наблюдается. Какое-либо избыточное нанесение смеси при использовании легко удаляется мылом и водой. После формования со смесями гидроксид магния/нитрид бора остатки смазки легко удаляются с детали с помощью мыла и воды. Удаление графита требует кислотной промывки или продувки паром.
Использование гидроксида магния и смесей гидроксид магния/нитрид бора является полезным при высокопластичном формовании листовых материалов из алюминиевых и титановых сплавов. Возможно, что некоторые участки, на которых необходимо применять смазки с различными смазывающими свойствами, требуют различные комбинации Mg(OH)2 и BN. Гидроксид магния и нитрид бора могут применяться при использовании двойной подающей системы, у которых гидроксид магния и нитрид бора смешивают в нужной пропорции перед распылением. Эта пропорция может быть различной в течение использования, чтобы получить заготовку листа с участками, требующими высокого и относительно низкого трения.
Таким образом, согласно изобретению предлагается комбинация смазок, которая может использоваться при высоких температурах высокопластичного формования листов из алюминиевых и титановых сплавов. Это может быть использовано в фактически любой вариации процессов, которые применяют при высокопластичном формовании листовых материалов. Хотя данное изобретение описано на примере его конкретной реализации, само собой разумеется, оно может быть легко приспособлено квалифицированным специалистом для других случаев. Рамки изобретения ограничиваются только пунктами формулы изобретения.
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке алюминиевых или титановых сплавов в условиях сверхпластичности. Гидроксид магния или смеси гидроксида магния и нитрида бора в жидком растворителе наносят, например, распылением на поверхность листа высокопластичного, способного к формованию металлического сплава, облегчают формование такого листового материала и извлечение сформованного листового материала из формующего инструмента или штампа. Изобретение позволяет улучшить условия деформирования сплавов, повысить качество штампованных изделий. 5 з.п.ф-лы, 4 ил.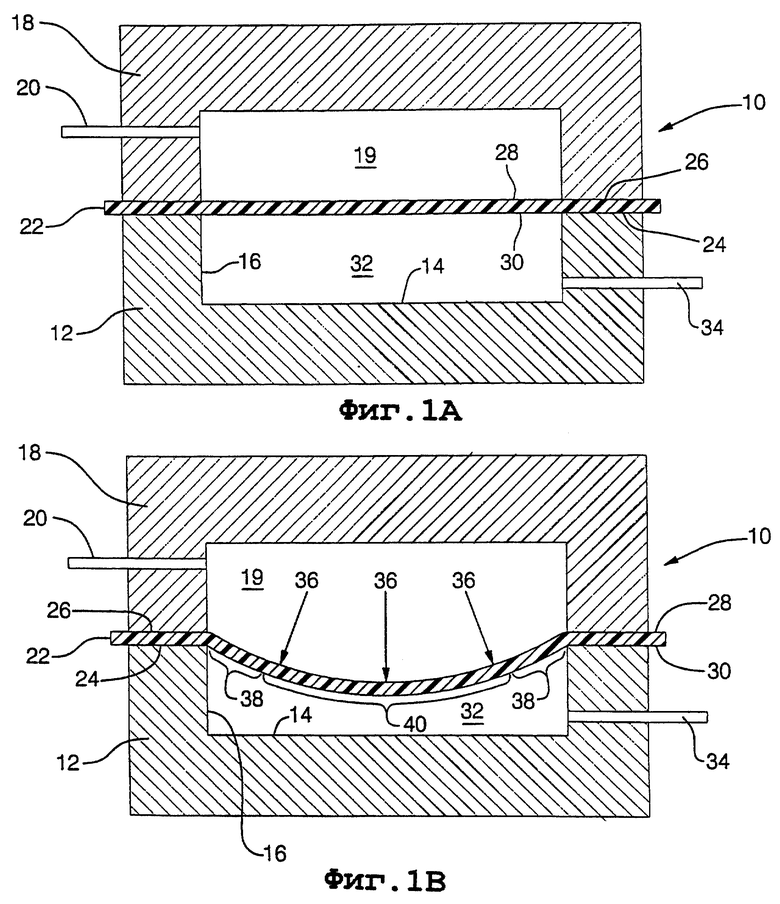
| US 5135582 A, 04.08.1992 | |||
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1982 |
|
SU1031577A1 |
| DE 3001791 A1, 23.07.1981 | |||
| СПОСОБ РАЗРЕШЕНИЯ ГРУППОВОЙ ЦЕЛИ | 2009 |
|
RU2407034C9 |
| US 4706361 A, 17.11.1987 | |||
| US 4250727 A, 17.02.1981. | |||

