ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу производства стального листа с черным покрытием, а также к способу производства формованного изделия из стального листа с черным покрытием.
УРОВЕНЬ ТЕХНИКИ
[0002] В таких областях, как кровельные материалы и наружные материалы для зданий, бытовых приборов и автомобилей, с точки зрения дизайна и т.д. увеличивается потребность в стальных листах, имеющих черный внешний вид. Поверхность стального листа может черниться путем нанесения материала черного покрытия на поверхность стального листа для того, чтобы сформировать пленку черного покрытия. В описанных выше областях, однако, во многих случаях с точки зрения коррозионной стойкости используются стальные листы с металлическим покрытием, таким как полученные способом погружения в расплав цинковое покрытие, содержащее алюминий цинковое покрытие, а также содержащее алюминий и магний цинковое покрытие. Покрытый металлом стальной лист имеет поверхность с металлическим блеском серебристо-серого цвета. Соответственно, для того, чтобы получить черный внешний вид качественного дизайна путем нанесения материала черного покрытия, толстая пленка покрытия обязана скрывать цвет покрытого металлом стального листа, что приводит к высоким затратам на покрытие. Кроме того, толстая пленка покрытия препятствует электросварке, такой как точечная сварка, что является другим неудобством.
[0003] В качестве способа для скрытия металлического блеска серебристо-серого цвета покрытого металлом стального листа без формирования пленки черного покрытия был предложен способ чернения самого слоя металлического покрытия (см., например, Патентный документ PTL 1). Патентный документ PTL 1 раскрывает способ формирования тонкого черного слоя на поверхности слоя металлического покрытия путем обдува стального листа с содержащим алюминий цинковым покрытием, полученным способом погружения в расплав, высокотемпературным водяным паром в течение 24 часов или более. В способе производства стального листа с черным покрытием, описанном в Патентном документе PTL 1, в слое металлического покрытия содержится ускоряющий чернение элемент, такой как магний, медь и висмут. Описывается однако, что содержание ускоряющего чернение элемента более 1 масс.% замедляет окисление цинка, приводя к уменьшению ускоряющего эффекта для чернения.
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004] PTL 1 - Японская выложенная патентная заявка №SHO 64-56881
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] Проблема в способе производства стального листа с черным покрытием, описанном в Патентном документе PTL 1, заключается в том, что когда слой металлического покрытия чернится по всей его толщине, слой металлического покрытия становится хрупким, что снижает адгезию, и поэтому толстый черный слой не может быть сформирован. Следовательно, в стальном листе с черным покрытием, произведенном в соответствии со способом производства, описанным в Патентном документе PTL 1, когда поверхность слоя металлического покрытия царапается при обработке и подобном, обнаруживается серебристо-белый цвет, являющийся цветом самого слоя металлического покрытия, что ухудшает внешний вид поверхности, и поэтому стальной лист с черным покрытием не может выдерживать интенсивную обработку. Кроме того, другая проблема в способе производства стального листа с черным покрытием, описанном в Патентном документе PTL 1, заключается в том, что процесс чернения требует длительного времени.
[0006] Задача настоящего изобретения состоит в том, чтобы предложить способ производства стального листа с черным покрытием, не требующий длительного времени для чернения и обеспечивающий стальному листу превосходную способность сохранять черный внешний вид после обработки. Кроме того, другая задача настоящего изобретения состоит в том, чтобы предложить способ производства формованного изделия из стального листа с черным покрытием.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Авторы настоящего изобретения обнаружили, что эти задачи могут быть решены путем использования в качестве исходного листа стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, который включает в себя полученный способом погружения в расплав слой содержащего алюминий и магний цинкового покрытия, содержащий 1,0 масс.% или более и 22,0 масс.% или менее алюминия и 1,5 масс.% или более и 10,0 масс.% или менее магния, и контактирования покрытого металлом стального листа с водяным паром в замкнутом сосуде, и провели дополнительные исследования для того, чтобы выполнить настоящее изобретение.
[0008] А именно, первый аспект настоящего изобретения относится к следующему способу производства стального листа с черным покрытием.
[1] Способ производства стального листа с черным покрытием, включающий в себя: обеспечение стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, который включает в себя полученный способом погружения в расплав слой содержащего алюминий и магний цинкового покрытия, содержащий 1,0 масс.% или более и 22,0 масс.% или менее алюминия и 1,5 масс.% или более и 10,0 масс.% или менее магния; и контактирование стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, с водяным паром в замкнутом сосуде, в котором концентрация кислорода составляет 13% или менее.
[2] Способ производства стального листа с черным покрытием в соответствии с п.[1], дополнительно включающий в себя формирование пленки неорганического покрытия на поверхности стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав.
[3] Способ производства стального листа с черным покрытием в соответствии с п. [2], в котором пленка неорганического покрытия включает в себя одно или более соединений, выбранных из группы, состоящей из оксида вентильного металла, оксоата (соль кислородсодержащей кислоты) вентильного металла, гидроксида вентильного металла, фосфата вентильного металла и фторида вентильного металла. [4] Способ производства стального листа с черным покрытием в соответствии с п. [3], в котором вентильный металл является одним или более металлами, выбранными из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, вольфрама, кремния и алюминия.
[5] Способ производства стального листа с черным покрытием в соответствии с п. [1], дополнительно включающий в себя формирование пленки покрытия из органической смолы на поверхности стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав.
[6] Способ производства стального листа с черным покрытием в соответствии с п. [5], в котором органическая смола, содержащаяся в пленке покрытия из органической смолы, является смолой на основе уретана, полученной путем реакции многоатомных спиртов, состоящих из многоатомного спирта на основе эфира и многоатомного спирта на основе сложного эфира, с полиизоцианатом, причем доля многоатомного спирта на основе эфира в многоатомных спиртах составляет от 5 масс. % до 30 масс. %.
[7] Способ производства стального листа с черным покрытием в соответствии с п. [6], в котором пленка покрытия из органической смолы дополнительно включает в себя поливалентный фенол.
[8] Способ производства стального листа с черным покрытием в соответствии с любым из пп. [5]-[7], в котором пленка покрытия из органической смолы включает в себя смазку.
[9] Способ производства стального листа с черным покрытием в соответствии с любым из пп. [5]-[8], в котором пленка покрытия из органической смолы включает в себя одно или более соединений, выбранных из группы, состоящей из оксида вентильного металла, оксоата вентильного металла, гидроксида вентильного металла,
фосфата вентильного металла и фторида вентильного металла.
[10] Способ производства стального листа с черным покрытием в соответствии с п.[9], в котором вентильный металл является одним или более металлами, выбранными из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, вольфрама, кремния и алюминия.
[11] Способ производства стального листа с черным покрытием в соответствии с любым из пп.[5]-[10], в котором пленка покрытия из органической смолы является слоем ламината или слоем покрытия.
[12] Способ производства стального листа с черным покрытием в соответствии с любым из пп.[5]-[11], в котором пленка покрытия из органической смолы является прозрачной пленкой покрытия.
[0009] Кроме того, второй аспект настоящего изобретения относится к следующему способу производства формованного изделия из стального листа с черным покрытием.
[13] Способ производства формованного изделия из стального листа с черным покрытием, включающий в себя: обеспечение стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, который включает в себя полученный способом погружения в расплав слой содержащего алюминий и магний цинкового покрытия, содержащий 1,0 масс.% или более и 22,0 масс.% или менее алюминия и 1,5 масс.% или более и 10,0 масс.% или менее магния; контактирование стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, с водяным паром в замкнутом сосуде; и формование стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до или после контактирования стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, с водяным паром, причем концентрация кислорода в замкнутом сосуде составляет 13% или менее.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0010] В соответствии с настоящим изобретением стальной лист с черным покрытием, имеющий черный внешний вид, превосходный с точки зрения дизайна и обладающий превосходной способностью сохранять черный внешний вид после обработки, а также формованные изделия из него могут быть произведены за короткое время. Произведенный в соответствии с настоящим изобретением стальной лист с черным покрытием имеет превосходный дизайн, стойкость черного внешнего вида, формуемость и коррозионную стойкость при применении в качестве покрытого металлом стального листа для, например, кровельных материалов и наружных материалов зданий, бытовых приборов и автомобилей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Фиг. 1A представляет собой изображение со сканирующего электронного микроскопа, иллюстрирующее поперечное сечение слоя металлического покрытия стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до обработки водяным паром, а Фиг. 1B представляет собой изображение со сканирующего электронного микроскопа, иллюстрирующее поперечное сечение слоя металлического покрытия стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после обработки водяным паром;
Фиг. 2A представляет собой оптическое микроскопическое изображение поперечного сечения слоя металлического покрытия стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после обработки водяным паром, а Фиг. 2B представляет собой изображение со сканирующего электронного микроскопа того же самого поперечного сечения, что и изображенное на Фиг. 2A;
Фиг. 3A представляет собой фотографию, иллюстрирующую поверхность стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после ее обработки водяным паром в открытой системе, а Фиг. 3B представляет собой фотографию, иллюстрирующую поверхность стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после ее обработки водяным паром в замкнутой системе; и
Фиг. 4 представляет собой схематическую диаграмму, иллюстрирующую ламинированную форму покрытых металлом стальных листов и прокладок в Экспериментальном примере 3.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0012] 1. Способ производства стального листа с черным покрытием
Способ производства стального листа с черным покрытием по настоящему изобретению включает в себя: 1) первую стадию обеспечения стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав; и 2) вторую стадию контактирования стального листа с содержащим алюминий и магний цинковым покрытием с водяным паром в замкнутом сосуде. Данный способ может дополнительно включать в себя: 3) третью стадию формирования пленки неорганического покрытия или пленки покрытия из органической смолы на поверхности стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до или после второй стадии в качестве дополнительной стадии.
[0013] [Первая стадия]
На первой стадии готовится стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, в котором слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, (в дальнейшем также называемый «слоем металлического покрытия») формируется на поверхности стального листа из основного материала.
[0014] (Стальной лист из основного материала)
Вид стального листа из основного материала особенно не ограничивается. В качестве стального листа из основного материала может использоваться, например, стальной лист, включающий в себя низкоуглеродистую сталь, среднеуглеродистую сталь, высокоуглеродистую сталь, легированную сталь и т.п. В том случае, когда требуется хорошая способность к прессованию, в качестве стального листа из основного материала предпочтительным является стальной лист для глубокой вытяжки, включающий низкоуглеродистую сталь с добавлением титана, низкоуглеродистую сталь с добавлением ниобия и т.п. Кроме того, может использоваться стальной лист высокой прочности, в который добавлены фосфор, кремний, марганец и т.п.
[0015] (Слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав)
В качестве исходного листа, используемого в способе производства по настоящему изобретению, используется стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, включающий в себя слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, который содержит 1,0 масс.% или более и 22,0 масс.% или менее алюминия и 1,5 масс.% или более и 10,0 масс.% или менее магния. Более предпочтительно используется стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, включающий в себя слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, который дополнительно содержит единственную фазу алюминия в качестве металлической текстуры слоя металлического покрытия. Термин «единственная фаза алюминия» означает фазу алюминия, не имеющую эвтектической структуры, такую как фаза Al” с цинком в состоянии твердого раствора. Единственной фазой алюминия является, например, первичный Al”. Алюминий и магний являются элементами, которые улучшают коррозионную стойкость стального листа, покрытого металлом на основе цинка, и являются существенными элементами для проведения чернения в настоящем изобретении, как будет описано позже. В том случае, когда содержание алюминия или содержание магния меньше, чем значение нижнего предела указанного диапазона, достаточная коррозионная стойкость не обеспечивается. С другой стороны, в том случае, когда содержание алюминия или содержание магния больше, чем верхнее предельное значение, качественный покрытый металлом стальной лист не может быть получен из-за чрезмерного образования оксидов (окалины) на поверхности ванны для нанесения покрытия во время производства покрытого металлом стального листа.
[0016] Слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, имеющего описанный выше состав, включает в себя тройную эвтектическую структуру Al/Zn/Zn2Mg. При наблюдении поперечного сечения слоя металлического покрытия, например, как на Фиг. 1A и Фиг. 1B, пропорция тройной эвтектической структуры Al/Zn/Zn2Mg во всем поперечном сечении различается в зависимости от состава металлического покрытия. В трехкомпонентной системе Zn-Al-Mg эвтектический состав включает в себя приблизительно 4 масс.% алюминия и приблизительно 3 масс.% магния. В том случае, когда состав металлического покрытия близок к эвтектическому составу, тройная эвтектическая структура Al/Zn/Zn2Mg, соответственно, является фазой, занимающей самую большую площадь в поперечном сечении металлического покрытия, занимая приблизительно 80% всей площади. Доля занимаемой площади, однако, уменьшается по мере того, как состав отклоняется от эвтектического состава, так что в некоторых случаях самую большую площадь в поперечном сечении вместо тройной эвтектической структуры Al/Zn/Zn2Mg может занимать другая фаза. В зависимости от состава металлического покрытия слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, дополнительно включает в себя первичный Al”. Схематическое поперечное сечение слоя металлического покрытия, имеющего состав с концентрацией алюминия 6,0 масс.%, концентрацией магния 3,0 масс.% и остатком из цинка, иллюстрируется, например, на Фиг. 1A. В слое металлического покрытия перемешаны тройная эвтектическая структура Al/Zn/Zn2Mg (обозначенная на чертеже как «Al/Zn/Zn2Mg») и основная кристаллическая структура алюминия (обозначенная на чертеже как «первичный Al”»). Первичный Al” можно легко отличить от алюминиевой фазы тройной эвтектики при микроскопическом наблюдении. В зависимости от состава металлического покрытия первичный кристалл слоя металлического покрытия может быть вместо алюминиевой фазы сформирован из цинковой фазы, фазы Zn2Mg или фазы Mg2Si.
[0017] Как проиллюстрировано на Фиг. 1A, каждая из соответствующих фаз, которые образуют тройную эвтектическую структуру Al/Zn/Zn2Mg (алюминиевая фаза, цинковая фаза и фаза Zn2Mg), имеет нерегулярный размер и форму, и все они перемешаны друг с другом. Цинковая фаза в тройной эвтектической структуре Al/Zn/Zn2Mg (область, имеющая светло-серый цвет в тройной эвтектической структуре на Фиг. 1A) является твердым раствором цинка, который образует твердый раствор с небольшим количеством алюминия и дополнительно образует твердый раствор с магнием в зависимости от обстоятельств. Фаза Zn2Mg в тройной эвтектической структуре (область, имеющая темно-серый цвет в тройной эвтектической структуре на Фиг. 1A, и область, распределенная в чешуйчатой форме между цинковыми фазами) является фазой интерметаллического соединения, которое существует на диаграмме бинарного равновесия Zn-Mg около той точки, где содержание цинка составляет приблизительно 84 масс.%.
[0018] Кроме того, алюминиевая фаза и алюминиевая фаза первичного кристалла тройной эвтектической структуры получаются из фазы Al” (твердый раствор алюминия, который образует твердый раствор с цинком и включает в себя небольшое количество магния) при высокой температуре на диаграмме тройного равновесия Al-Zn-Mg. Фаза Al” при высокой температуре обычно выглядит как мелкодисперсная алюминиевая фаза и мелкодисперсная цинковая фаза раздельно при нормальной температуре. Мелкодисперсная алюминиевая фаза и мелкодисперсная цинковая фаза в тройной эвтектической структуре диспергированы в фазе Zn2Mg.
[0019] (Производство стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав)
Стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, может быть произведен, например, путем подготовки ванны для нанесения покрытия способом погружения в расплав, включающей в себя 1,0 масс.% или более и 22,0 масс.% или менее алюминия, 1,5 масс.% или более и 10,0 масс.% или менее магния с остатком из цинка, погружения стального листа из основного материала в ванну для нанесения покрытия способом погружения в расплав, а затем вытаскивания стального листа из основного материала покрытия для нанесения металлического покрытия на поверхность стального листа из основного материала.
[0020] Кроме того, кремний, который может подавить рост слоя железоалюминиевого сплава на границе между стальным листом из основного материала и слоем металлического покрытия, может быть добавлен к ванне для нанесения металлического покрытия в диапазоне от 0,005 масс.% до 2,0 масс.% для того, чтобы улучшить адгезию стального листа из основного материала со слоем металлического покрытия. В этом случае фаза Mg2Si иногда наблюдается как металлическая структура в слое металлического покрытия. Когда концентрация кремния превышает 2,0 масс.%, существует риск того, что на поверхности слоя металлического покрытия образуется оксид на основе кремния, который замедляет чернение.
[0021] Кроме того, титан, бор, сплав Ti-B, содержащее титан соединение или содержащее бор соединение могут быть добавлены к ванне для нанесения покрытия для того, чтобы подавить образование и рост фазы Zn11Mg2, которая оказывает неблагоприятное влияние на внешний вид и коррозионную стойкость. Предпочтительно устанавливать количество этих добавляемых соединений так, чтобы оно находилось в пределах диапазона от 0,001 масс.% до 0,1 масс.% для титана и в пределах диапазона от 0,0005 масс.% до 0,045 масс.% для бора. Когда титан или бор добавляются в чрезмерном количестве, появляется риск выпадения осадка в слое металлического покрытия. В дополнение к этому, добавление титана, бора, сплава Ti-B, содержащего титан соединения или содержащего бор соединения оказывает слабое влияние на чернение путем обработки водяным паром.
[0022] В дополнение к этому, в настоящем описании значение содержания каждого компонента в слое металлического покрытия является значением, получаемым путем деления массы каждого металлического компонента, содержащегося в слое металлического покрытия, на массу всех металлов, содержащихся в слое металлического покрытия, и выраженным в процентах. А именно, масса кислорода и масса воды, содержащихся в оксидах или гидроксидах, не входят в число компонентов слоя металлического покрытия. Таким образом, в случае, когда во время обработки водяным паром не происходит элюирования металлического компонента, значение содержания каждого компонента в слое металлического покрытия до и после обработки водяным паром не изменяется.
[0023] Толщина слоя металлического покрытия особенно не ограничивается, однако предпочтительно, чтобы толщина слоя металлического покрытия находилась в пределах диапазона от 3 до 100 мкм. В случае, когда толщина слоя металлического покрытия составляет менее 3 мкм, во время обработки легко образуются царапины, которые достигают стального листа из основного материала, и поэтому существует риск снижения коррозионной стойкости и способности сохранять черный внешний вид. С другой стороны, когда толщина слоя металлического покрытия превышает 100 мкм, появляется риск отделения слоя металлического покрытия от стального листа из основного материала в обработанной детали, потому что, когда слой металлического покрытия и стальной лист основного материала подвергаются сжатию, способность к пластической деформации слоя металлического покрытия отличается от способности к пластической деформации стального листа из основного материала.
[0024] [Вторая стадия]
Покрытый металлом стальной лист, приготовленный на первой стадии, контактирует с водяным паром в замкнутом сосуде для чернения слоя металлического покрытия на второй стадии. Путем контактирования водяного пара в замкнутом сосуде со стальным листом с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, можно понизить степень яркости поверхности (значение L*) слоя металлического покрытия до 60 или менее (предпочтительно до 40 или менее, еще более предпочтительно до 35 или менее). Степень яркости поверхности (значение L*) слоя металлического покрытия измеряется способом измерения спектрального отражения в соответствии с японским промышленным стандартом JIS K 5600 с использованием спектроскопического дифференциального колориметра.
[0025] Когда покрытый металлом стальной лист контактирует с водяным паром на второй стадии, в слое металлического покрытия образуется черный оксид (см. Фиг. 2A). Здесь выражение «в слое металлического покрытия» подразумевает обе поверхности слоя металлического покрытия и внутреннюю часть слоя металлического покрытия. Механизм, с помощью которого образуется черный оксид, особенно не ограничивается, однако предполагаемый механизм является следующим.
[0026] Оксиды алюминия и магния, которые являются легко окисляющимися элементами, присутствуют на поверхности слоя металлического покрытия. Когда начинается обработка водяным паром, окисленный слой на поверхности реагирует с H2O и преобразуется прежде всего в гидроксид, и H2O, проходящая через оксидный слой, реагирует с металлом в слое металлического покрытия. При этом предпочтительно окисляется цинк, содержащийся в фазе Zn2Mg, составляющей тройную эвтектическую структуру. Окисление цинка, содержащегося в фазе Zn2Mg, с течением времени прогрессирует в направлении глубины слоя металлического покрытия. В атмосфере водяного пара с низким содержанием кислорода магний, находящийся в непосредственной близости от оксидов цинка, имея высокую способность реагировать с кислородом, отнимает кислород у оксидов цинка и формирует оксид магния. Следовательно, считается, что оксид цинка изменяется на оксид с недостатком кислорода (например, ZnO1−x) с нестехиометрическим составом. Когда образуется оксид с недостатком кислорода, как описано выше, свет захватывается на уровне дефектов, и поэтому оксид имеет черный внешний вид. Способ производства стального листа с черным покрытием в соответствии с настоящим изобретением, следовательно, позволяет ускорить чернение путем увеличения содержания магния в слое металлического покрытия, что отличается от стального листа с черным покрытием, описанного в Патентном документе PTL 1. С другой стороны, реакция окисления цинка, содержащегося в цинковой фазе, протекает медленно, так что большая часть цинка остается металлом. В результате слой металлического покрытия стального листа с черным покрытием, полученного в соответствии с настоящим изобретением, включает в себя металлическую текстуру черных оксидов цинка, полученного из фазы Zn2Mg, распределенной в чешуйчатой форме. В зависимости от состава металлического покрытия и условий охлаждения слоя металлического покрытия, в некоторых случаях в слое металлического покрытия могут также существовать фазы Zn11Mg2. В этом случае, цинк, содержащийся в фазе Zn11Mg2, также окисляется, и магний, присутствующий вокруг, отнимает у него кислород, образуя тем самым оксид цинка с недостатком кислорода, имеющий черный цвет.
[0027] В случае слоя металлического покрытия, имеющего единственную фазу алюминия, черные оксиды цинка образуются внутри слоя металлического покрытия за более короткое время. Алюминий обладает более высокой способностью к реакции с H2O по сравнению с цинком и магнием. В результате металлический алюминий, входящий в контакт с водяным паром при высокой температуре, быстро образует оксиды. После того как алюминий, содержащийся в единственной фазе алюминия, быстро окисляется, окисление цинка, содержащегося в фазе Zn2Mg, расположенной под алюминием, продолжается в направлении глубины слоя металлического покрытия. Единственная фаза алюминия таким образом функционирует как "проход" для ускорения окисления алюминия внутри слоя металлического покрытия. В результате присутствие единственной фазы алюминия в слое металлического покрытия позволяет формировать черные оксиды цинка в слое металлического покрытия за более короткое время. На Фиг. 1B показано, что глубина, на которой существуют черные оксиды цинка, различается между областью, имеющей единственную фазу алюминия (первичный Al”), и областью, не имеющей единственной фазы алюминия.
[0028] В способе производства, описанном в Патентном документе PTL 1, чернится только поверхность слоя металлического покрытия благодаря образованию игольчатых кристаллов ZnO1−x. С другой стороны, в способе производства по настоящему изобретению многослойный слой черных оксидов формируется на поверхности слоя металлического покрытия, и частицы черных оксидов диспергируются внутри слоя металлического покрытия, принимая во внимание вышеописанный механизм реакции. Таким образом, в стальном листе с черным покрытием, полученном по способу производства настоящего изобретения, черный внешний вид сохраняется даже тогда, когда при обработке на слое металлического покрытия образуются царапины. То, что оксид, присутствующий внутри слоя металлического покрытия, обладает черным цветом, может быть подтверждено путем наблюдения поперечного сечения слоя металлического покрытия через оптический микроскоп (см. Фиг. 2A) или путем удаления металлических цинка, алюминия и магния из слоя металлического покрытия с помощью амальгамирования, используя насыщенный раствор HgCl2 для сбора только оксида. В дополнение к этому, черный оксид, диспергированный в слое металлического покрытия, может быть зачернен до его внутренней части или только на его поверхности.
[0029] Когда при проведении обработки водяным паром на второй стадии в атмосфере присутствует кислород, чернение не может быть проведено в достаточной степени. Логично предположить, что это происходит потому, что когда обработка водяным паром проводится в атмосфере, содержащей большое количество кислорода, образование основного цинкового карбоната алюминия, имеющего серый цвет в поверхностном слое, имеет приоритет перед образованием оксида с недостатком кислорода, имеющего черный цвет. Таким образом, на второй стадии необходимо проводить обработку водяным паром при уменьшенной концентрации кислорода (парциальном давлении кислорода) в атмосфере. В частности, предпочтительно, чтобы концентрация кислорода во время обработки водяным паром составляла 13% или менее. Способ уменьшения концентрации кислорода в атмосфере особенно не ограничивается. Например, может быть поднята концентрация водяного пара (относительная влажность), воздух в сосуде может быть замещен инертным газом, или воздух может быть удален из сосуда вакуумным насосом и т.п. В любом из случаев необходимо, чтобы обработка водяным паром проводилась в замкнутом сосуде.
[0030] В способе производства стального листа с черным покрытием, описанном в Патентном документе PTL 1, высокотемпературный водяной пар распыляется на поверхность покрытого металлом стального листа. Соответственно, считается, что обработка водяным паром выполняется в открытой системе, в которой концентрация кислорода не может регулироваться. Однако, слой металлического покрытия не может быть в достаточной степени зачернен путем обработки водяным паром стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, приготовленного на первой стадии, в открытой системе, в которой концентрация кислорода не может регулироваться. Фиг. 3A и Фиг. 3B представляют собой фотографии, иллюстрирующие результаты обработки водяным паром стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, имеющего слой содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, с содержанием алюминия 6,0 масс.% и с содержанием магния 3,0 масс.%. Фиг. 3A представляет собой фотографию, иллюстрирующую стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после распыления водяного пара с температурой 98°C в течение 60 часов в открытой системе с концентрацией кислорода более 13% (значение L*: 62). Фиг. 3B представляет собой фотографию, иллюстрирующую стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, после контактирования с водяным паром с температурой 140°C в течение 4 часов в замкнутой системе с концентрацией кислорода 13% или менее (значение L*: 32). Фотографии показывают, что обработку водяным паром необходимо выполнять в замкнутой системе, концентрация кислорода в которой может быть отрегулирована для удовлетворительного чернения слоя содержащего алюминий и магний цинкового покрытия, полученного способом погружения в расплав, который содержит 1,0 масс.% или более и 22,0 масс.% или менее алюминия и 1,5 масс.% или более и 10,0 масс.% или менее магния.
[0031] (Температура обработки)
Предпочтительно, чтобы температура для обработки водяным паром поддерживалась в пределах диапазона 50°C или более и 350°C или менее. Когда температура для обработки водяным паром составляет менее 50°C, скорость чернения является низкой, и производительность чернения понижается. Кроме того, когда вода нагревается до температуры 100°C или более в замкнутом сосуде, давление в сосуде становится равным атмосферному или выше, и концентрация кислорода в атмосфере может быть легко уменьшена, и поэтому более предпочтительно, чтобы температура обработки водяным паром составляла 100°C или более. С другой стороны, когда температура для обработки водяным паром превышает 350°C, управление скоростью чернения становится трудным из-за чрезвычайно высокой скорости чернения. Кроме того, когда температура для обработки водяным паром превышает 350°C, для обработки требуется не только крупногабаритное устройство, но также и полное время обработки, включая время, необходимое для повышения и понижения температуры, становится длительным, что не является практичным. Таким образом, с точки зрения удаления кислорода из атмосферы и управления скоростью чернения особенно предпочтительно, чтобы температура для обработки водяным паром находилась в пределах диапазона 100°C или более и 200°C или менее.
[0032] В случае, когда желательно понизить температуру для обработки водяным паром до значений менее 100°C, в сосуд может быть помещен инертный газ для того, чтобы подавить смешивание кислорода путем установки давления в сосуде, равным атмосферному или выше. Вид инертного газа особенно не ограничивается, при условии, что инертный газ не имеет никакого отношения к реакции чернения. Примеры инертного газа включают в себя аргон, азот, гелий, неон, криптон и ксенон. Среди этих инертных газов предпочтительными являются аргон, азот и гелий, которые доступны по низкой цене. Кроме того, обработка водяным паром может быть проведена после удаления воздуха из сосуда вакуумным насосом и т.п.
[0033] (Относительная влажность)
Предпочтительно, чтобы относительная влажность водяного пара во время обработки водяным паром находилась в пределах диапазона 30% или более и 100% или менее, более предпочтительно в пределах диапазона 30% или более и менее чем 100%. В случае, когда относительная влажность водяного пара составляет менее 30%, скорость чернения становится медленной, и производительность понижается. Кроме того, в том случае, когда относительная влажность водяного пара составляет 100%, существует риск ухудшения внешнего вида из-за адгезии конденсата на поверхности покрытого металлом стального листа.
[0034] Время обработки водяным паром может быть соответствующим образом установлено в зависимости от условий обработки водяным паром (температура, относительная влажность, давление и так далее), количества алюминия и магния в слое металлического покрытия, необходимой степени яркости и так далее.
[0035] (Предварительный нагрев)
Кроме того, когда покрытый металлом стальной лист нагревается перед выполнением обработки водяным паром для формирования Zn11Mg2 из Zn2Mg в слое металлического покрытия, можно сократить время обработки водяным паром для получения черного внешнего вида слоя металлического покрытия. Предпочтительно, чтобы температура нагрева покрытого металлом стального листа в это время находилась в пределах диапазона от 150°C до 350°C. В случае, когда температура нагрева составляет менее 150°C, время обработки для формирования Zn11Mg2 из Zn2Mg с помощью предварительного нагрева становится долгим, и поэтому выгоды сокращения времени для обработки водяным паром не получается. С другой стороны, в том случае, когда температура нагрева превышает 350°C, становится возможным преобразовать Zn2Mg в Zn11Mg2 за короткое время, однако когда реакция протекает дальше, появляется риск того, что изменение состояния слоя металлического покрытия будет развиваться дальше, и получится слой металлического покрытия, в котором соответствующие фазы разделены и который обладает слабой коррозионной стойкостью, и поэтому управление предварительным нагревом является непростым. Время предварительного нагрева может быть соответствующим образом установлено в зависимости от температуры обработки, количества алюминия и магния в слое металлического покрытия и так далее. Обычно может быть достаточно нагревания при температуре 250°C в течение приблизительно 2 часов.
[0036] Обработка водяным паром может быть применена к покрытому металлом стальному листу, смотанному в рулон, к плоскому покрытому металлом стальному листу перед формованием, а также к плоскому покрытому металлом стальному листу после выполнения формования, сварки и т.п.
[0037] [Дополнительная стадия]
На необязательной дополнительной стадии, которая выполняется до или после второй стадии на поверхности стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, формируется пленка неорганического покрытия или пленка покрытия из органической смолы. Пленка неорганического покрытия и пленка покрытия из органической смолы улучшают коррозионную стойкость и стойкость к фрикционной коррозии (сохранение черного внешнего вида) стального листа с черным покрытием.
[0038] (Пленка неорганического покрытия)
Пленка неорганического покрытия предпочтительно включает в себя одно или более соединений (в дальнейшем именуемое «соединение вентильного металла»), выбранных из группы, состоящей из оксида вентильного металла, оксоата вентильного металла, гидроксида вентильного металла, фосфата вентильного металла и фторида вентильного металла. Включение соединения вентильного металла уменьшает нагрузку на окружающую среду и придает превосходную барьерную функцию. Вентильный металл означает металл, оксид которого обладает высокой изоляционной прочностью. Примеры вентильного металла включают в себя один или более металлов, выбранных из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, вольфрама, кремния и алюминия. Известное соединение может использоваться в качестве соединения вентильного металла.
[0039] Включение растворимого фторида вентильного металла в пленку неорганического покрытия может придать функцию самовосстановления. Фторид вентильного металла, растворенный в атмосферной влаге, образует оксиды или гидроксиды, имеющие плохую растворимость, которые повторно осаждаются на стальном листе в дефектных областях пленки покрытия, и тем самым закрывают дефектные области. Для включения растворимого фторида вентильного металла в пленку неорганического покрытия растворимый фторид вентильного металла может быть добавлен к материалу неорганического покрытия, либо растворимый фторид, такой как (NH4)F, может быть добавлен к соединению вентильного металла.
[0040] Пленка неорганического покрытия может дополнительно включать в себя растворимый или плохо растворимый фосфат металла или комплексный фосфат. Растворимый фосфат, элюируемый из пленки неорганического покрытия к дефектным областям на пленке покрытия, реагирует с металлом покрытого стального листа, формируя нерастворимый фосфат и дополняя тем самым функцию самовосстановления вентильного металла, придаваемую растворимым фторидом. Плохо растворимый фосфат диспергируется в пленке неорганического покрытия для улучшения прочности пленки покрытия. Примеры металла, содержащегося в растворимом фосфате металла или комплексном фосфате, включают в себя щелочной металл, щелочноземельный металл и марганец. Примеры плохо растворимого фосфата металла или комплексного фосфата включают в себя алюминий, титан, цирконий, гафний и цинк.
[0041] Пленка неорганического покрытия может быть сформирована известным способом. Например, материал неорганического покрытия, включающий в себя соединение вентильного металла и т.п., может быть нанесен на поверхность стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до или после контакта с водяным паром, а затем высушен без промывки водой. Примеры способа нанесения покрытия включают в себя способ нанесения покрытия с помощью валка, способ нанесения покрытия методом центрифугирования и способ распыления. В том случае, когда соединение вентильного металла добавляется к материалу неорганического покрытия, органическая кислота, имеющая хелатирующую функцию, может быть добавлена к неорганическому материалу покрытия так, чтобы соединение вентильного металла могло устойчиво присутствовать в материале неорганического покрытия. Примеры органической кислоты включают в себя дубильную кислоту, винную кислоту, лимонную кислоту, щавелевую кислоту, малоновую кислоту, молочную кислоту и уксусную кислоту.
[0042] (Пленка покрытия из органической смолы)
Органическая смола для получения пленки покрытия из органической смолы может быть смолой на основе уретана, смолой на основе эпоксида, смолой на основе олефина, смолой на основе стирола, смолой на основе полиэстера, смолой на основе акрила, смолой на основе фтора, комбинацией этих смол, или сополимером или модифицированным продуктом этих смол. Использование этих органических смол, обладающих гибкостью, предотвращает появление трещин во время производства стального листа с черным покрытием, улучшая его коррозионную стойкость. Далее, соединения вентильного металла, включенные в органическую полимерную пленку, могут быть диспергированы в органической полимерной пленке (органической полимерной матрице), как описано далее.
[0043] Предпочтительно пленка покрытия из органической смолы включает в себя смазку. Включение смазки уменьшает трение между пресс-формой и поверхностью покрытого металлом стального листа во время обработки, такой как прессование, так что механическое повреждение покрытого металлом стального листа может быть подавлено (улучшение стойкости к фрикционной коррозии). Тип смазки специально не ограничивается, и она может быть выбрана из известных смазок. Примеры смазок включают в себя органический воск, такой как воск на основе фтора, воск на основе полиэтилена и воск на основе стирола, а также неорганическую смазку, такую как дисульфид молибдена и тальк.
[0044] Аналогично пленке неорганического покрытия пленка покрытия из органической смолы предпочтительно включает в себя описанные выше соединения вентильного металла. Включение соединения вентильного металла уменьшает нагрузку на окружающую среду и придает превосходную барьерную функцию.
[0045] Аналогично пленке неорганического покрытия пленка покрытия из органической смолы может дополнительно включать в себя растворимый или плохо растворимый фосфат металла или комплексный фосфат. Растворимый фосфат, элюируемый из пленки органического покрытия к дефектным областям на пленке покрытия, реагирует с металлом покрытого стального листа, формируя нерастворимый фосфат и дополняя тем самым функцию самовосстановления вентильного металла, придаваемую растворимым фторидом. Плохо растворимый фосфат диспергируется в пленке органического покрытия для улучшения прочности пленки покрытия.
[0046] Пленка покрытия из органической смолы, включающая в себя соединение вентильного металла и фосфат, обычно обеспечивает формирование интерфейсного реакционного слоя между покрытым металлом стальным листом и пленкой покрытия из органической смолы. Интерфейсный реакционный слой представляет собой плотный слой, сформированный из фторида цинка, фосфата цинка и фторида или фосфата вентильного металла, которые являются продуктами реакции фторида или фосфата, содержащихся в материале органического покрытия, с металлами, содержащимися в покрытом металлом стальном листе или вентильном металле. Интерфейсный реакционный слой имеет превосходную способность к блокированию окружающей среды, предотвращая попадание коррозионных компонентов из атмосферы на покрытый металлом стальной лист. При этом пленка покрытия из органической смолы включает в себя частицы оксида вентильного металла, гидроксида вентильного металла, фторида вентильного металла и фосфата, которые диспергируются в органической полимерной матрице. Поскольку частицы оксидов вентильного металла и т.д. пространственно диспергированы в органической полимерной матрице, коррозионные компоненты, проходящие через органическую полимерную матрицу, такие как влага, могут быть захвачены. В результате пленка покрытия из органической смолы существенно уменьшает попадание коррозионных компонентов на интерфейсный реакционный слой. Благодаря пленке покрытия из органической смолы и интерфейсному реакционному слою может быть достигнут превосходный антикоррозионный эффект.
[0047] Пленка покрытия из органической смолы может быть, например, пленкой покрытия из смолы на основе уретана, которая содержит смолу на основе уретана, обладающую превосходной гибкостью. Смола на основе уретана для формирования пленки покрытия из смолы на основе уретана может быть получена путем реакции многоатомного спирта с полиизоцианатом. В случае обработки водяным паром для чернения после формирования пленки покрытия из смолы на основе уретана многоатомный спирт предпочтительно включает в себя комбинацию многоатомного спирта на основе эфира (многоатомного спирта, имеющего эфирную связь) и многоатомного спирта на основе сложного эфира (многоатомного спирта, имеющего сложноэфирную связь) в предопределенном соотношении.
[0048] Пленка покрытия из органической смолы на основе уретана, сформированная из одного только многоатомного спирта на основе сложного эфира в качестве многоатомного спирта, позволяет гидролизовать водяным паром сложноэфирные связи в смоле на основе уретана, так что коррозионная стойкость не может быть достаточно улучшена. С другой стороны, пленка покрытия из органической смолы на основе уретана, сформированная из одного только многоатомного спирта на основе эфира в качестве многоатомного спирта, обладает недостаточной адгезией к покрытому металлом стальному листу, так что коррозионная стойкость не может быть достаточно улучшена. В отличие от этого, авторы настоящего изобретения обнаружили, что использование комбинации многоатомного спирта на основе эфира и многоатомного спирта на основе сложного эфира в предопределенном соотношении заметно улучшает коррозионную стойкость покрытого металлом стального листа, с эффективным использованием преимуществ как многоатомного спирта на основе эфира, так и многоатомного спирта на основе сложного эфира, которые компенсируют недостатки друг друга. Влияние пленки покрытия из органической смолы на основе уретана на улучшение коррозионной стойкости тем самым может быть сохранено даже при обработке водяным паром для придания черного цвета после формирования пленки покрытия из органической смолы на основе уретана. Таким образом может быть произведен стальной лист с черным покрытием, имеющий черный цвет и превосходную коррозионную стойкость.
[0049] Тип многоатомного спирта на основе эфира специально не ограничивается, и он может быть подходящим образом выбран из известных многоатомных спиртов. Примеры многоатомного спирта на основе эфира включают в себя полиэтиленгликоль, полипропиленгликоль и полиалкиленовые многоатомные спирты с неразветвленной цепью, такие как продукты присоединения к глицерину оксида этилена или оксида пропилена.
[0050] Тип многоатомного спирта на основе сложного эфира также специально не ограничивается, и он может быть подходящим образом выбран из известных многоатомных спиртов. Используемый многоатомный спирт может быть, например, линейным полиэстером, имеющим гидроксильную группу в молекулярной цепи, которая получается реакцией двухосновной кислоты с низкомолекулярным многоатомным спиртом. Примеры двухосновной кислоты включают в себя адипиновую кислоту, азелаиновую кислоту, додекандикарбоновую кислоту, димерную кислоту, изофталевую кислоту, гексагидрофталевый ангидрид, терефталевую кислоту, диметилтерефталат, итаконовую кислоту, фумаровую кислоту, малеиновый ангидрид, а также сложные эфиры каждой из этих кислот.
[0051] Доля многоатомного спирта на основе эфира в многоатомном спирте, сформированном из комбинации многоатомного спирта на основе эфира и многоатомного спирта на основе сложного эфира, предпочтительно находится в диапазоне от 5 масс.% до 30 масс.%. Доля многоатомного спирта на основе эфира менее 5 масс.% приводит к чрезмерно увеличенной доле многоатомного спирта на основе сложного эфира, так что пленка покрытия из органической смолы на основе уретана легко гидролизуется. Следовательно, коррозионная стойкость не может быть улучшена в достаточной степени. С другой стороны, доля многоатомного спирта на основе эфира более 30 масс.% приводит к чрезмерно увеличенной доле многоатомного спирта на основе эфира, так что уменьшается адгезия к покрытому металлом стальному листу. Следовательно, коррозионная стойкость не может быть улучшена в достаточной степени.
[0052] Тип полиизоцианата специально не ограничивается, и он может быть подходящим образом выбран из известных полиизоцианатов. Используемый полиизоцианат может быть, например, соединением полиизоцианата, имеющим ароматическое кольцо. Примеры соединений полиизоцианата, имеющих ароматическое кольцо, включают в себя гексаметилендиизоцианат, орто-, мета-, или пара-фенилендиизоцианат, 2,4- или 2,6-толилендиизоцианат, 2,4- или 2,6-толилендиизоцианат, имеющий гидрированное ароматическое кольцо, дифенилметан-4,4'-диизоцианат, 3,3'-диметил-4,4'-бифенилендиизоцианат, ω,ω '-диизоцианат-1,4-диметилбензол и ω,ω'-диизоцианат-1,3-диметилбензол. Все эти вещества могут использоваться по отдельности, или они могут использоваться в комбинации из двух или более веществ.
[0053] Предпочтительно пленка покрытия из органической смолы на основе уретана дополнительно включает в себя поливалентный фенол. Пленка покрытия из органической смолы на основе уретана, включающая в себя поливалентный фенол, позволяет создать слой концентрированного поливалентного фенола на границе между покрытым металлом стальным листом и поливалентным фенолом для того, чтобы обеспечить прочную адгезию между ними. Соответственно, добавление поливалентного фенола в пленку покрытия из органической смолы на основе уретана дополнительно улучшает коррозионную стойкость пленки покрытия из органической смолы на основе уретана.
[0054] Тип поливалентного фенола специально не ограничивается, и он может быть подходящим образом выбран из известных поливалентных фенолов. Примеры поливалентного фенола включают в себя дубильную кислоту, галлиевую кислоту, гидрохинон, катехин и флороглюцин. Количество поливалентного фенола, добавляемого в пленку покрытия из органической смолы на основе уретана предпочтительно находится в диапазоне от 0,2 масс.% до 30 масс.%. Количество добавляемого поливалентного фенола менее 0,2 масс.% дает недостаточный эффект поливалентного фенола. С другой стороны, при количестве добавляемого поливалентного фенола более 30 масс.% может ухудшиться стабильность материала покрытия.
[0055] Пленка покрытия из органической смолы может быть слоем покрытия или слоем ламината. Пленка покрытия из органической смолы является предпочтительно прозрачной пленкой покрытия для использования преимуществ черного внешнего вида стального листа с черным покрытием.
[0056] Пленка органического покрытия может быть сформирована известным способом. Например, в случае, когда пленка покрытия из органической смолы формируется как слой покрытия, материал органического покрытия, который содержит органическую смолу и вентильный металл и т.д., может быть нанесен на поверхность стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до или после контакта с водяным паром, а затем высушен без промывания водой. Примеры способа нанесения покрытия включают в себя способ нанесения покрытия с помощью валка, способ нанесения покрытия методом центрифугирования и способ распыления. В том случае, когда соединение вентильного металла добавляется к материалу органического покрытия, органическая кислота, имеющая хелатирующую функцию, может быть добавлена к органическому материалу покрытия так, чтобы соединение вентильного металла могло устойчиво присутствовать в материале органического покрытия. В случае нанесения материала органического покрытия, который содержит органическую смолу, соединение вентильного металла, фторид и фосфат, на поверхность покрытого металлом стального листа, пленка покрытия (интерфейсный реакционный слой), состоящая из продукта реакции неорганических отрицательно заряженных ионов, таких как ионы фтора и ионы фосфора, с металлами, содержащимися в покрытом металлом стальном листе или вентильном металле, предпочтительно и плотно формируется на поверхности покрытого металлом стального листа, на котором формируется пленка покрытия из органической смолы, включающая в себя диспергированные частицы оксидов вентильного металла, гидроксидов вентильного металла, фторидов вентильного металла и фосфатов. В отличие от этого, в том случае, когда пленка покрытия из органической смолы формируется как слой ламината, органическая полимерная пленка, которая содержит вентильный металл и т.п., может быть ламинирована на поверхность покрытого металлом стального листа.
[0057] В соответствии с процедурами, описанными выше, слой металлического покрытия может черниться для производства стального листа с черным покрытием, обладающего превосходной способностью к сохранению черного внешнего вида и прессуемостью.
[0058] Способ производства по настоящему изобретению использует водяной пар для чернения, так что стальной лист с черным покрытием может быть произведен без дополнительной нагрузки для окружающей среды.
[0059] Кроме того, в стальном листе с черным покрытием, полученном в соответствии со способом производства по настоящему изобретению, черный оксид, придающий черный цвет, присутствует не только на поверхности слоя металлического покрытия, но также и внутри слоя металлического покрытия. Таким образом, стальной лист с черным покрытием, полученный в соответствии со способом производства по настоящему изобретению, может сохранять черный внешний вид даже тогда, когда поверхность слоя металлического покрытия царапается, и демонстрирует превосходную способность сохранять черный внешний вид.
[0060] Кроме того, в стальном листе с черным покрытием, полученном в соответствии со способом производства по настоящему изобретению, черный оксид, придающий черный цвет, диспергируется в слое металлического покрытия, не формируя единственную пленку. Таким образом, стальной лист с черным покрытием, полученный в соответствии со способом производства по настоящему изобретению, обладает превосходной прессуемостью без уменьшения адгезии слоя металлического покрытия. Как само собой разумеется, стальной лист с черным покрытием, полученный в соответствии со способом производства по настоящему изобретению, обладает превосходной коррозионной стойкостью, аналогичной коррозионной стойкости обычного стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав.
[0061] Кроме того, стальной лист с черным покрытием, полученный в соответствии со способом производства по настоящему изобретению, не имеет пленки покрытия, и поэтому точечная сварка также может быть проведена тем же самым образом, как и в обычном стальном листе с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав.
[0062] 2. Способ производства формованного изделия из стального листа с черным покрытием
Способ производства формованного изделия из стального листа с черным покрытием по настоящему изобретению включает в себя: 1) обеспечение стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, 2) контактирование стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, с водяным паром в замкнутом сосуде, и 3) формование стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, до или после стадии 2.
[0063] [Первая стадия и вторая стадия]
Вышеописанные первая стадия и вторая стадия являются теми же самыми, что и первая стадия и вторая стадия вышеописанного способа производства стального листа с черным покрытием.
[0064] [Третья стадия]
На третьей стадии, которая выполняется до или после второй стадии, формуется стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав. В частности, в том случае, когда третья стадия выполняется после второй стадии, стальной лист с черным покрытием, проконтактировавший с водяным паром, формуется для того, чтобы получить сформованное изделие из стального листа с черным покрытием. С другой стороны, в том случае, когда третья стадия выполняется перед второй стадией, покрытый металлом стальной лист формуется до того, как он будет контактировать с водяным паром. В этом случае формованное изделие из покрытого металлом стального листа чернится путем контактирования сформованного изделия из покрытого металлом стального листа с водяным паром на второй стадии, выполняемой после формования.
[0065] Способ формования стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, особенно не ограничивается и может соответственно быть выбран из известных способов, таких как способы прессования, штамповки и вытяжки.
[0066] Сформованное изделие из стального листа с черным покрытием, обладающего превосходной способностью сохранять черный внешний вид и превосходной прессуемостью, может быть произведено путем вышеописанных процедур.
[0067] В способе производства по настоящему изобретению чернение проводится с использованием водяного пара, и поэтому сформованное изделие из стального листа с черным покрытием может быть произведено без создания дополнительной нагрузки на окружающую среду.
[0068] Кроме того, в формованном изделии из стального листа с черным покрытием, полученного в соответствии со способом производства по настоящему изобретению, черный оксид, придающий черный цвет, присутствует не только на поверхности слоя металлического покрытия, но также и внутри слоя металлического покрытия. Таким образом, сформованное изделие из стального листа с черным покрытием, полученного в соответствии со способом производства по настоящему изобретению, может сохранять черный внешний вид даже тогда, когда поверхность слоя металлического покрытия царапается, и демонстрирует превосходную способность сохранять черный внешний вид.
[0069] Кроме того, сформованное изделие из стального листа с черным покрытием, полученного в соответствии со способом производства по настоящему изобретению, не имеет пленки покрытия, и поэтому точечная сварка также может быть проведена тем же самым образом, как и в обычном сформованном изделии из стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав.
ПРИМЕРЫ
[0070] Следующие примеры дополнительно иллюстрируют настоящее изобретение, однако область охвата настоящего изобретения не ограничивается этими примерами.
[0071] [Экспериментальный пример 1]
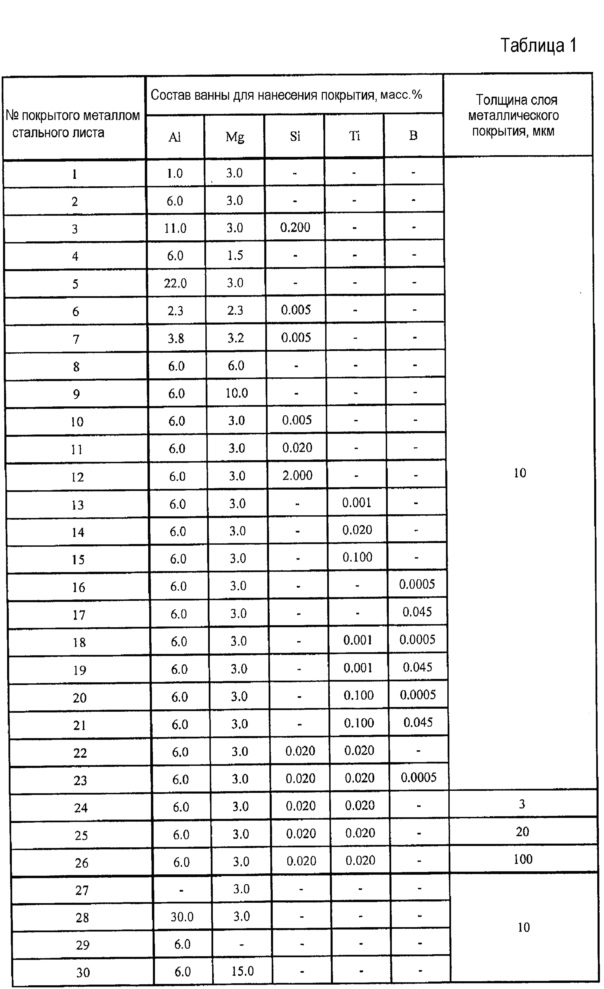
Стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, имеющий слой металлического покрытия с толщиной от 3 мкм до 100 мкм, был подготовлен из субстрата SPCC с толщиной листа 1,2 мм. Состав ванны для нанесения покрытия (концентрация цинка, алюминия, магния, кремния, титана и бора) менялся так, чтобы подготовить 30 видов покрытых металлом стальных листов, каждый из которых имел слой металлического покрытия с различным составом и различной толщиной. Состав ванны для нанесения покрытия и толщина слоя металлического покрытия для каждого из 30 видов готовых покрытых металлом стальных листов показаны в Таблице 1. Состав ванны для нанесения покрытия и состав слоя металлического покрытия являются одинаковыми.
[0072]
[0073] Фиг. 1A представляет собой электронную микроскопическую фотографию, иллюстрирующую поперечное сечение слоя металлического покрытия покрытого металлом стального листа №2. На Фиг. 1A «A» обозначает часть, соответствующую первичному Al”, а «B» обозначает часть, соответствующую тройной эвтектической структуре Al/Zn/Zn2Mg.
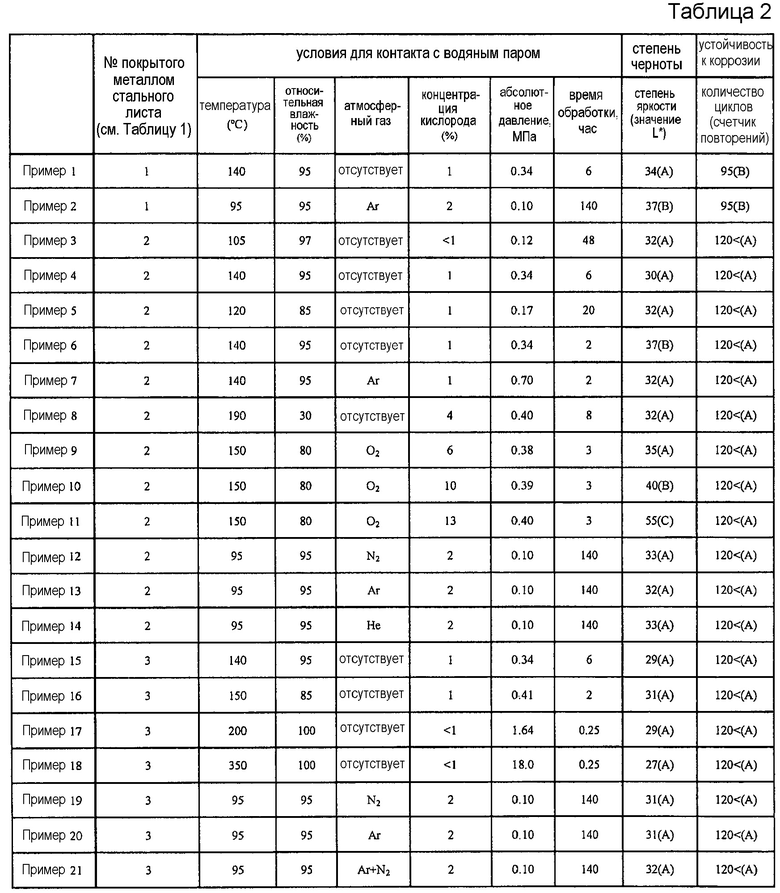
[0074] Одна часть приготовленного покрытого металлом стального листа была помещена в устройство влажной тепловой обработки при высокой температуре и высоком давлении (производства компании Hisaka Works, Ltd.) для контактирования слоя металлического покрытия с водяным паром при условиях, показанных в Таблицах 2-4. При влажной тепловой обработке при высокой температуре и высоком давлении условия контактирования стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав с водяным паром, контролировались и измерялись следующим образом. Что касается температуры, термопара с защитной трубкой была вставлена около стального листа с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, помещенного в устройство влажной тепловой обработки при высокой температуре и высоком давлении, и значения температуры, выдаваемые термопарой, регистрировались. Относительная влажность измерялась влажным термометром. Что касается абсолютного давления, небольшой манометр с электрическим выходом сигнала был присоединен к верхней части устройства влажной тепловой обработки при высокой температуре и высоком давлении, и значения давления, выдаваемые манометром, регистрировались. Вспомогательный резервуар, сообщающийся с устройством влажной тепловой обработки при высокой температуре и высоком давлении через клапан и трубку, был установлен с целью измерения концентрации кислорода. Вспомогательный резервуар включает в себя механизм нагрева и механизм охлаждения, как и устройство влажной тепловой обработки при высокой температуре и высоком давлении (основной корпус). Клапан открывался, и атмосфера из основного корпуса отбиралась во вспомогательный резервуар через соединительную трубку, в то время как температура вспомогательного резервуара поддерживалась на том же самом уровне, что и в основном корпусе. После этого клапан закрывался, вспомогательный резервуар охлаждался до нормальной температуры для того, чтобы сконденсировать водяной пар, и таким образом количество водяного пара измерялось как количество воды, а остаточный газ анализировался для количественного определения концентрации кислорода во вспомогательном резервуаре. Количественно определенная концентрация кислорода преобразовывалась в концентрацию кислорода в основном корпусе путем определения концентрации водяного пара в основном корпусе по измеренному количеству воды.
[0075] Фиг. 1B представляет собой фотографию с электронного микроскопа, иллюстрирующую поперечное сечение слоя металлического покрытия покрытого металлом стального листа Примера 5 после обработки водяным паром. На Фиг. 1B «A» обозначает часть, соответствующую первичному Al”, а «B» обозначает часть, соответствующую тройной эвтектической структуре Al/Zn/Zn2Mg. На Фиг. 1B для удобства описания область окисленного металла на чертеже также классифицируется в ту же самую группу, что и перед окислением (тройная эвтектическая структура Al/Zn/Zn2Mg и первичный Al”). При сравнении Фиг. 1A и Фиг. 1B видно, что изменения произошли главным образом в алюминиевой фазе.
[0076] Фиг. 2A представляет собой оптическое микроскопическое изображение поперечного сечения слоя металлического покрытия стального листа после обработки водяным паром в Примере 5. Фиг. 2B представляет собой изображение со сканирующего электронного микроскопа того же самого поперечного сечения, что и изображенное на Фиг. 2A. Как проиллюстрировано на фотографиях, черные оксиды существуют не только на поверхности, но также и внутри слоя металлического покрытия. Было наблюдено, что в каждом из слоев металлического покрытия стальных листов в других Примерах (Примеры 1-4 и 6-50), черные оксиды существуют внутри слоя металлического покрытия.
[0077] Степень яркости (значение L*) слоя металлического покрытия была измерена для каждого из покрытых металлом стальных листов после обработки водяным паром (Примеры 1-50 и Сравнительные примеры 1-11) путем измерения спектрального отражения с использованием спектроскопического дифференциального колориметра (марка TC-1800, производства компании Tokyo Denshoku Co., Ltd.) в соответствии с японским промышленным стандартом JIS K 5600. Условия измерения были следующими:
Оптические условия: метод d/8° (оптическая система с двойным лучом)
Поле зрения: 2 градуса
Способ измерения: рефлектометрия
Стандартный свет: C
Цветовая система: CIELAB
Длина волны измерения: 380-780 нм
Интервал между длинами волн измерения: 5 нм
Спектроскоп: дифракционная решетка 1200/мм
Освещение: галогенная лампа (напряжение: 12 В, мощность: 50 Вт, срок службы: 2000 часов)
Область измерения: диаметр = 7,25 мм
Детекторный элемент: фотоумножитель (марки R928 производства компании Hamamatsu Photonics K.K.)
Коэффициент отражения: от 0 до 150%
Температура измерения: 23°C
Стандартная пластина: белая
[0078] Все покрытые металлом стальные листы после обработки водяным паром (Примеры 1-50 и Сравнительные примеры 1-11), имеющие значение L*, равное 35 или менее, были оценены как «A», имеющие значение L* более чем 35 и 40 или менее, были оценены как «B», имеющие значение L* более чем 40 и 60 или менее, были оценены как «C», а имеющие значение L* более чем 60, были оценены как «D».
[0079] Коррозионная стойкость была оценена для каждого из покрытых металлом стальных листов после обработки водяным паром (Примеры 1-50 и Сравнительные примеры 1-11). После запечатывания торцов образца (150 мм длиной и 70 мм шириной), вырезанного из каждого из покрытых металлом стальных листов, образец подвергался повторяющимся циклам, включающим в себя в каждом цикле стадию распыления соленой воды, стадию сушки и стадию увлажнения (8 часов). Оценка делалась на основе количества циклов, необходимых для того, чтобы доля области, подвергшейся красной коррозии, достигла 5%. На стадии распыления соленой воды водный раствор NaCl с концентрацией 5%, имеющий температуру 35°C, распылялся на образец в течение 2 часов. На стадии сушки образец выдерживался стоймя в течение 4 часов в окружающей среде при температуре атмосферы 60°C и относительной влажности 30%. На стадии увлажнения образец выдерживался стоймя в течение 2 часов в окружающей среде при температуре атмосферы 50°C и относительной влажности 95%. Образцы, требовавшие более 120 циклов для того, чтобы доля области, подвергшейся красной коррозии, достигла 5%, получали оценку «A», образцы, требовавшие 70 циклов или более и 120 или менее, получали оценку «B», и образцы, требовавшие менее 70 циклов, получали оценку «D».
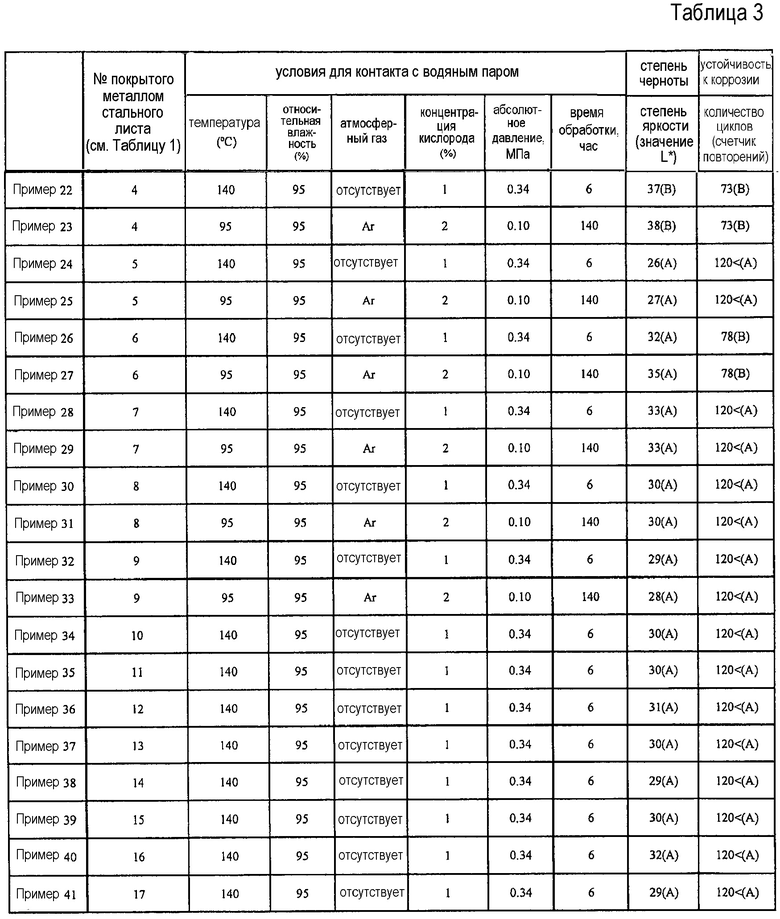
[0080] Степень яркости и результаты испытания коррозионной стойкости поверхности слоя металлического покрытия каждого из покрытых металлом стальных листов после обработки водяным паром показаны в Таблицах 2-4.
[0081]
[0082]
[0083]
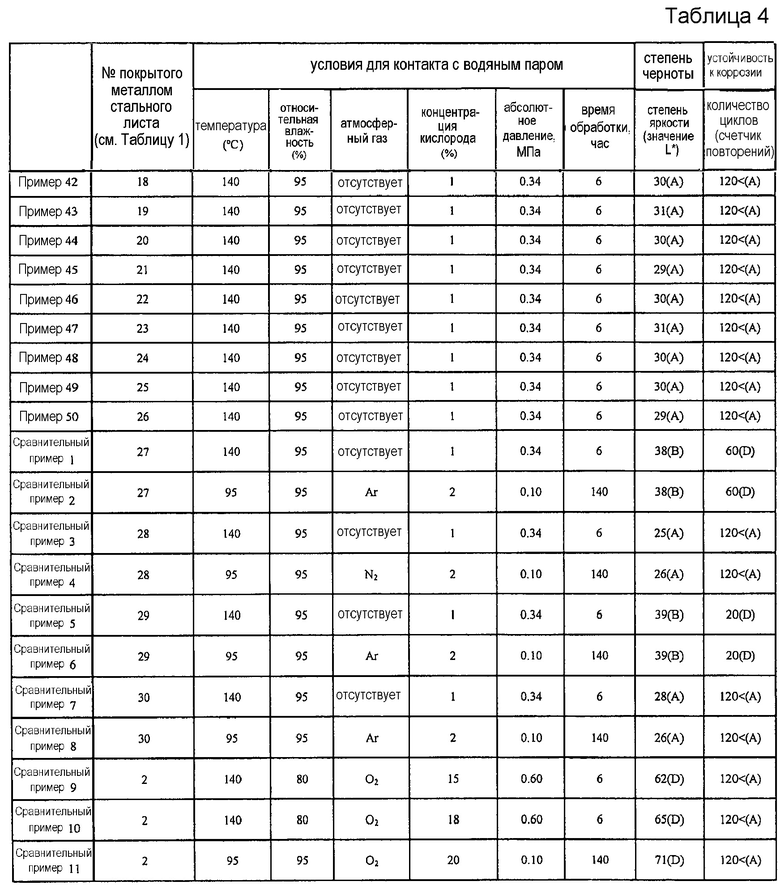
[0084] Как показано в Таблицах 2-4, покрытые металлом стальные листы в Сравнительных примерах 1 и 2 имели плохую коррозионную стойкость из-за того, что содержание алюминия в слое металлического покрытия в них было ниже, чем нижний предел. Покрытые металлом стальные листы в Сравнительных примерах 5 и 6 имели плохую коррозионную стойкость из-за того, что содержание магния в слое металлического покрытия в них было ниже, чем нижний предел. Каждый из покрытых металлом стальных листов в Сравнительных примерах 3, 4, 7 и 8 не был качественно покрыт металлом, так как чрезмерное образование оксидов (окалины) на поверхности ванны для нанесения покрытия во время производства покрытого металлом стального листа вызвало добавление окалины на поверхность слоя металлического покрытия, хотя все эти образцы имели хорошую коррозионную стойкость. В покрытых металлом стальных листах Сравнительных примеров 9-11 концентрация кислорода во время обработки водяным паром была высокой, и поэтому чернение не смогло быть выполнено в достаточной степени. Напротив, покрытые металлом стальные листы Примеров 1-50 чернились в достаточной степени, а коррозионная стойкость слоев металлического покрытия была удовлетворительной.
[0085] Кроме того, адгезия слоя металлического покрытия также была оценена для каждого покрытого металлом стального листа после обработки водяным паром. Оценка адгезии проводилась путем вырезания образца для испытания из каждого покрытого металлом стального листа после обработки водяным паром, сгибания образца для испытания на 180° (3 раза), и проведения испытания на отслаивание с целлофановой пленкой для части сгиба. В любом из покрытых металлом стальных листов Примеров 1-50 доля отслоившейся области составляла менее 10%, и было подтверждено, что выгодная рабочая адгезия сохраняется даже после обработки водяным паром.
[0086] Из вышеописанных результатов становится понятно, что способ производства стального листа с черным покрытием по настоящему изобретению может производить стальной лист с черным покрытием, обладающий превосходной способностью сохранять черный внешний вид, превосходной прессуемостью и коррозионной стойкостью.
[0087] [Экспериментальный пример 2]
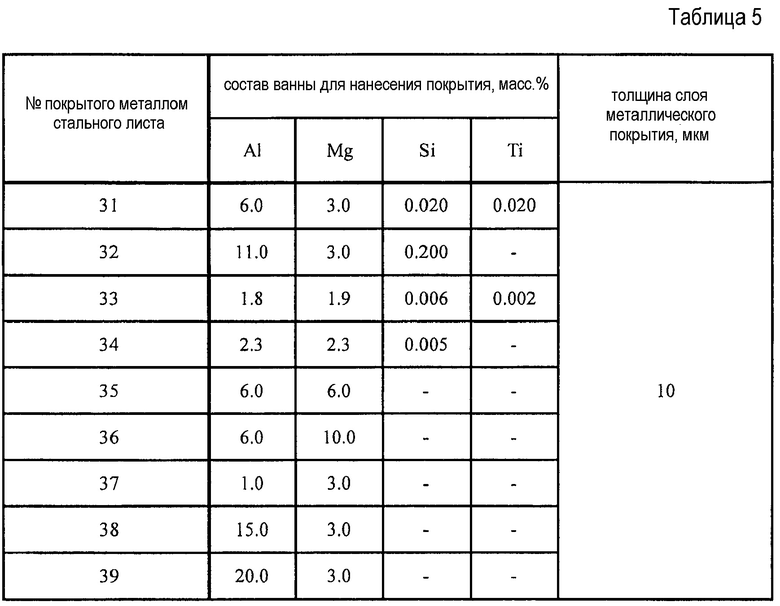
Стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, имеющий слой металлического покрытия с толщиной 10 мкм, был подготовлен из субстрата SPCC с толщиной листа 1,2 мм. Состав ванны для нанесения покрытия (концентрация цинка, алюминия, магния, кремния и титана) менялся так, чтобы подготовить 9 видов покрытых металлом стальных листов, каждый из которых имел слой металлического покрытия с различным составом. Состав ванны для нанесения покрытия для каждого из 9 видов готовых покрытых металлом стальных листов показан в Таблице 5. Состав ванны для нанесения покрытия и состав слоя металлического покрытия являются одинаковыми.
[0088]
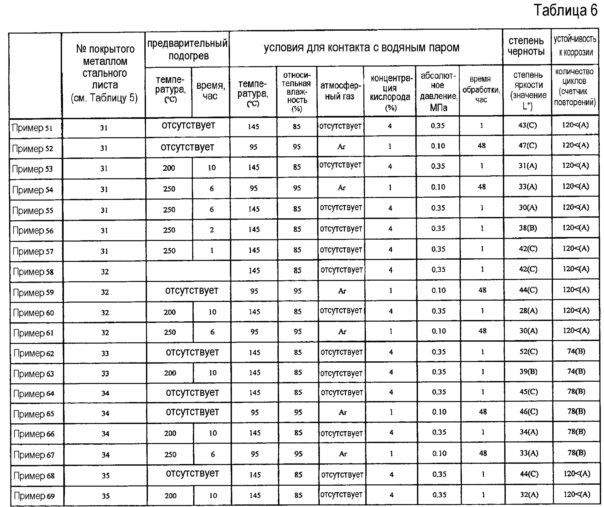
[0089] Каждый из приготовленных покрытых металлом стальных листов помещался в инкубатор (типа PV(H)-331; производства компании ESPEC CORP.), и подогревался в атмосфере при условиях, показанных в таблицах 6 и 7. Затем подогретый покрытый металлом стальной лист помещался в устройство влажной тепловой обработки при высокой температуре и высоком давлении для контактирования слоя металлического покрытия с водяным паром при условиях, показанных в Таблицах 6 и 7.
[0090] Степень яркости (значение L*) поверхности слоя металлического покрытия для каждого покрытого металлом стального листа после обработки водяным паром (Примеры 51-77) измерялась с использованием спектроскопического дифференциального колориметра. Испытание коррозионной стойкости также выполнялось для каждого из покрытых металлом стальных листов после обработки водяным паром (Примеры 51-77). Степень яркости и результаты испытания коррозионной стойкости поверхности слоя металлического покрытия каждого из покрытых металлом стальных листов после обработки водяным паром показаны в Таблицах 6 и 7.
[0091]
[092]
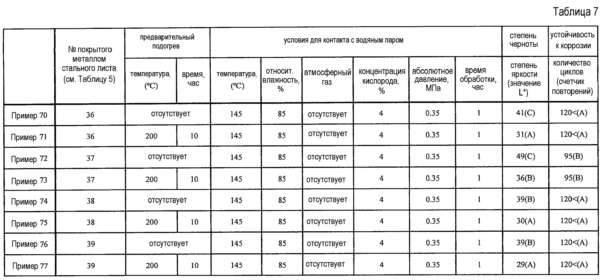
[0093] Как показано в Таблицах 6 и 7, покрытые металлом стальные листы, предварительно подогретые перед обработкой водяным паром в Примерах 53-57, 60, 61, 63, 66, 67, 69, 71, 73, 75 и 77, чернились в достаточной степени за более короткое время по сравнению с примерами без предварительного подогрева. При оценке адгезии для каждого из покрытых металлом стальных листов после обработки водяным паром практически никакого отслаивания не было найдено ни в одном из покрытых металлом стальных листов из Примеров. Следовательно, было подтверждено, что хорошая адгезия при обработке сохранилась после обработки водяным паром.
[0094] Из вышеописанных результатов становится понятно, что время, требуемое для обработки водяным паром, может быть сокращено путем выполнения предварительного нагрева перед обработкой водяным паром.
[0095] [Экспериментальный пример 3]
Из каждого из покрытых металлом стальных листов №1, 4 и 24 в Таблице 1 были вырезаны 7 образцов для испытания (размером 500 мм × 500 мм). Кроме того, из полипропиленовой нетканой ткани, имеющей толщину приблизительно 0,7 мм, были вырезаны 9 плоских прокладок (размером 450 мм × 450 мм). Как проиллюстрировано на Фиг. 4, было сформировано слоеное тело, включающее в себя 21 образец для испытаний (покрытых металлом стальных листов) и 9 прокладок (из нетканой ткани). Если смотреть на покрытый металлом стальной лист №1, имеется 3 части, где покрытые металлом стальные листы непосредственно контактируют друг с другом, и имеется 3 части, где между покрытыми металлом стальными листами находится прокладка. В каждом из покрытых металлом стальных листов №4 и 24 также имеется 3 части, где покрытые металлом стальные листы непосредственно контактируют друг с другом, и имеется 3 части, где между покрытыми металлом стальными листами находится прокладка.
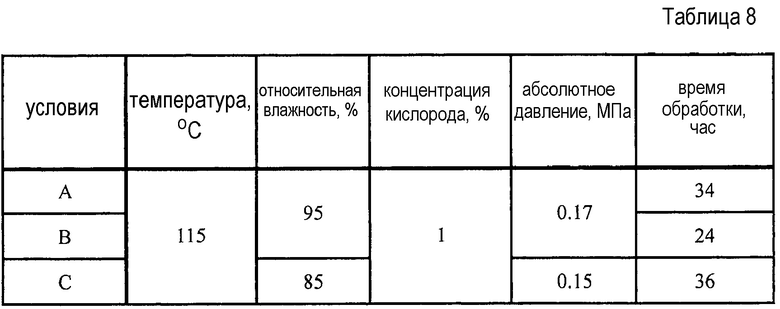
[0096] Слоеное тело было помещено в устройство влажной тепловой обработки при высокой температуре и высоком давлении, и обработка водяным паром проводилась при условиях, показанных в Таблице 8.
[0097]
[0098] Однородность чернения и коррозионная стойкость были оценены для каждого образца после обработки водяным паром. Прежде всего, слоеное тело было разобрано, и для каждого покрытого металлом стального листа были вынуты образцы для испытания, подвергнутые обработке водяным паром в таком состоянии, где между покрытыми металлом стальными листами не содержалась прокладка (3 образца на Фиг. 4 снизу), и образцы для испытания, подвергнутые обработке водяным паром в таком состоянии, где между покрытыми металлом стальными листами содержалась прокладка (3 образца на Фиг. 4 сверху).
[0099] Степень яркости (значение L*) в периферийных частях (произвольные 4 части для каждого образца, расположенные на расстоянии 20 мм внутрь от края образца) и в центральных частях (произвольные 4 части для каждого образца, расположенные около центра образца), измерялась с использованием спектроскопического дифференциального колориметра для каждого из этих 3 образцов для испытания, условия обработки водяным паром которых были одними и теми же. Среднее значение для трех образцов вычислялось отдельно для периферийных частей и отдельно для центральных частей. Разность ΔL* среднего значения L* в центральных частях и среднего значения L* в периферийных частях использовалась в качестве индекса оценки однородности чернения. Каждый образец для испытания получал оценку «A» в случае, когда значение ΔL* было 5 или менее, оценку «B» в случае, когда значение ΔL* было более чем 5 и 10 или менее, оценку «C» в случае, когда значение ΔL* было больше чем 10 и 15 или менее, и оценку «D» в случае, когда значение ΔL* было более чем 15.
[0100] Кроме того, образец для испытания размером 70 мм × 150 мм был вырезан из центральной части каждого образца, и его коррозионная стойкость оценивалась с помощью тех же самых процедур, что и в Экспериментальном примере 1.
[0101] Степень яркости поверхности слоя металлического покрытия и результаты испытаний коррозионной стойкости для каждого образца после обработки водяным паром показаны в Таблице 9.
[0102]
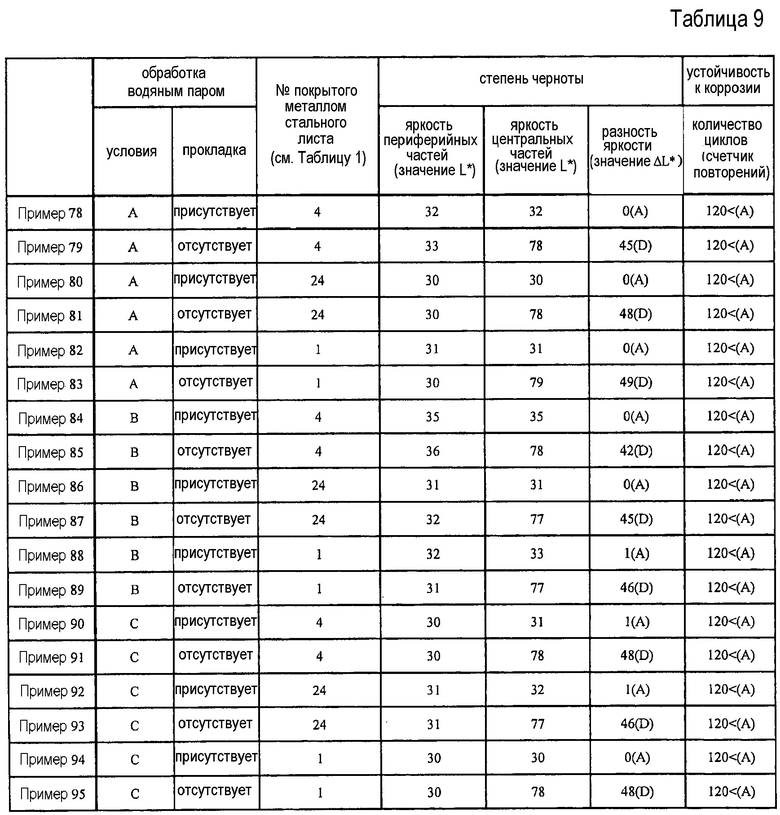
[0103] Как показано в Таблице 9, в образцах для испытания, подвергнутых обработке водяным паром в состоянии, когда между покрытыми металлом стальными листами не было прокладки (Примеры 79, 81, 83, 85, 87, 89, 91, 93 и 95), чернота в периферийных частях была достаточной, однако чернота в центральных частях была недостаточной. Причиной этого предполагается то, что образцы для испытания входят в контакт друг с другом без зазора, и поэтому достаточное количество водяного пара не смогло достичь центральных частей. С другой стороны, в образцах для испытания, подвергшихся обработке водяным паром в состоянии, когда между покрытыми металлом стальными листами находилась прокладка (Примеры 78, 80, 82, 84, 86, 88, 90, 92 и 94), не только периферийные части, но также и центральные части почернели в достаточной степени, и однородность чернения также была хорошей. В этих образцах для испытания не было следов от прокладки.
[0104] Из вышеописанных результатов становится понятно, что стальной лист с черным покрытием, обладающий превосходным внешним видом и превосходной коррозионной стойкостью, может быть произведен путем удержания прокладки между покрытыми металлом стальными листами даже в том случае, когда обработка водяным паром проводится одновременно для множества покрытых металлом стальных листов.
[0105] [Экспериментальный Пример 4]
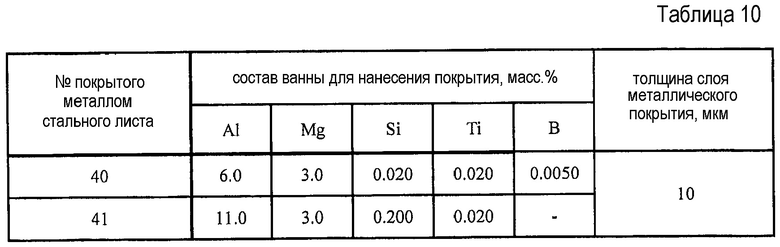
Стальной лист с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, имеющий слой металлического покрытия с толщиной 10 мкм, был подготовлен из субстрата SPCC с толщиной листа 1,2 мм. Состав ванны для нанесения покрытия (концентрация цинка, алюминия, магния, кремния, титана и бора) менялся так, чтобы подготовить 2 вида покрытых металлом стальных листов, каждый из которых имел слой металлического покрытия с различным составом. Состав ванны для нанесения покрытия для каждого из 2 видов готовых покрытых металлом стальных листов показаны в Таблице 10. Состав ванны для нанесения покрытия и состав слоя металлического покрытия являются одинаковыми.
[0106]
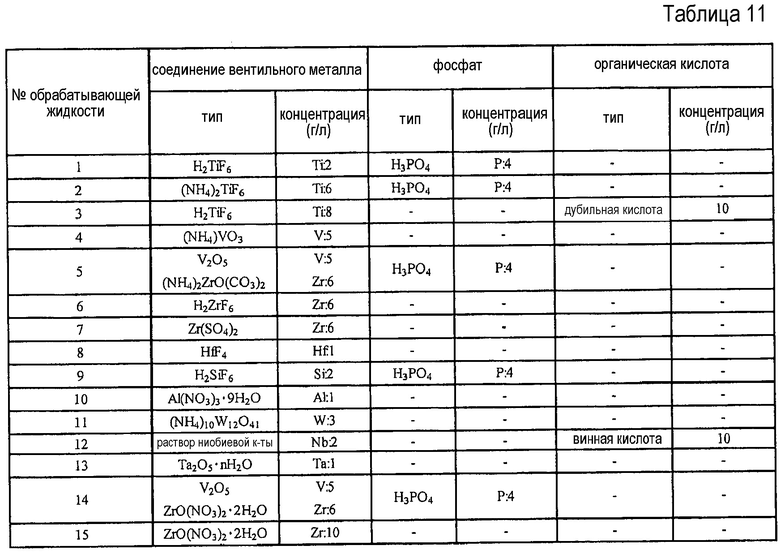
[0107] Каждая неорганическая жидкость для химической обработки, показанная в Таблице 11, была нанесена на готовый покрытый металлом стальной лист, и покрытый металлом стальной лист был помещен в электрическую печь без промывки водой, а затем нагрет и высушен в условиях, когда конечная температура листа составляла 120°C, с тем, чтобы сформировать пленку неорганического покрытия на поверхности покрытого металлом стального листа.
[0108]
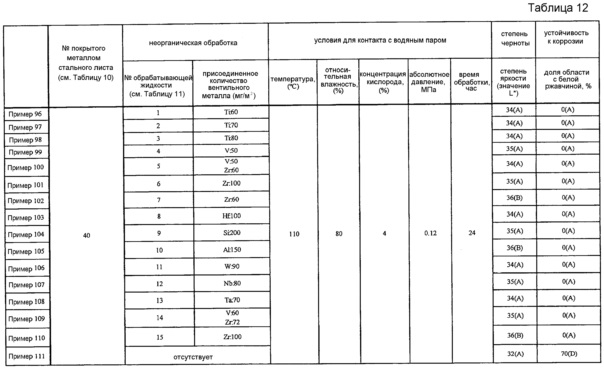
[0109] Покрытый металлом стальной лист, на котором была сформирована пленка неорганического покрытия, был помещен в устройство влажной тепловой обработки при высокой температуре и высоком давлении для того, чтобы слой металлического покрытия контактировал с водяным паром при условиях, показанных в Таблицах 12 и 13.
[0110] Степень яркости (значение L*) поверхности слоя металлического покрытия для каждого покрытого металлом стального листа (Примеры 96-127) после обработки водяным паром была измерена с использованием спектроскопического дифференциального колориметра. Кроме того, также проводилось испытание коррозионной стойкости для каждого покрытого металлом стального листа (Примеры 96-127) после обработки водяным паром. Испытание коррозионной стойкости проводилось путем распыления водного раствора NaCl с температурой 35°C на образец в течение 12 часов в соответствии с японским промышленным стандартом JIS Z2371. Случай, когда доля области, в которой после распыления образовалась "белая ржавчина" (продукты коррозии цинка), составляла 0%, оценивался как "A", случай, когда эта доля была более чем 0% и 10% или менее, оценивался как "B", случай, когда эта доля была более чем 10% и 20% или менее, оценивался как "C", и случай, когда эта доля была более чем 20%, оценивался как "D".
[0111] Степень яркости поверхности слоя металлического покрытия и результаты испытаний коррозионной стойкости для каждого покрытого металлом стального листа после обработки водяным паром показаны в Таблицах 12 и 13.
[0112]
[0113]
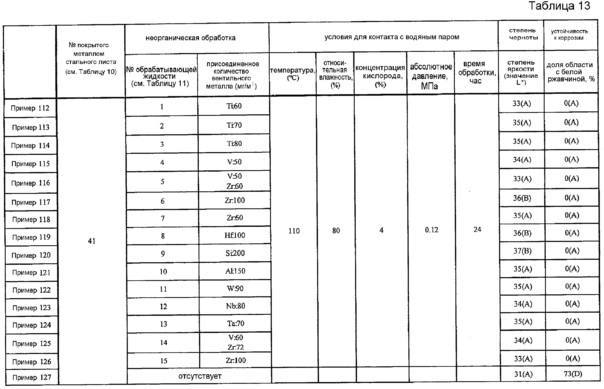
[0114] Как показано в Таблицах 12 и 13, покрытые металлом стальные листы Примеров 961-10 и 112-126, на которых была сформирована пленка неорганического покрытия, обладают более высокой коррозионной стойкостью по сравнению с покрытыми металлом стальными листами Примеров 111 и 127, на которых пленка неорганического покрытия не была сформирована.
[0115] Из вышеописанных результатов становится понятно, что коррозионная стойкость стального листа с черным покрытием может быть улучшена путем формирования пленки неорганического покрытия.
[0116] [Экспериментальные примеры 5]
Покрытые металлом стальные листы № 40 и № 41 из Таблицы 10 были помещены в устройство влажной тепловой обработки при высокой температуре и высоком давлении, и слои металлического покрытия контактировали с водяным паром при условиях, показанных в Таблице 14, для того, чтобы получить стальной лист с черным покрытием.
[0117]
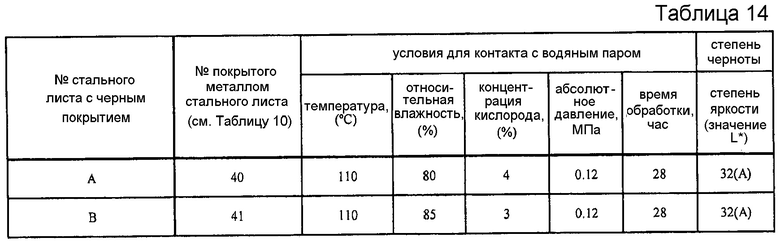
[0118] Каждая органическая жидкость для химической обработки, показанная в Таблице 15, была нанесена на полученный стальной лист с черным покрытием, и стальной лист с черным покрытием был помещен в электрическую печь без промывки водой, а затем нагрет и высушен в условиях, когда конечная температура листа составляла 160°C, с тем, чтобы сформировать пленку покрытия из органической смолы на поверхности покрытого металлом стального листа.
[0119]
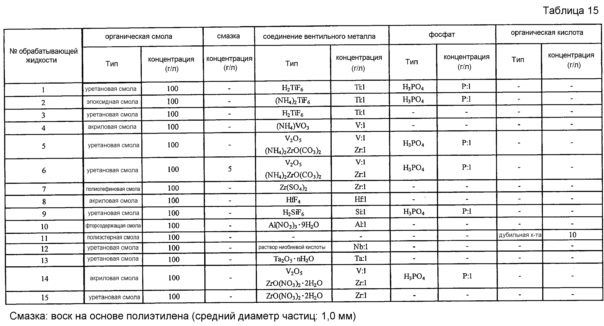
[0120] Испытание коррозионной стойкости и испытание стойкости к фрикционной коррозии проводились для каждого покрытого металлом стального листа, на котором была сформирована пленка покрытия из органической смолы, и для каждого покрытого металлом стального листа, на котором пленка покрытия из органической смолы не была сформирована (Примеры 128-159). Испытание коррозионной стойкости проводилось путем распыления водного раствора NaCl с температурой 35°C на образец в течение 12 часов в соответствии с японским промышленным стандартом JIS Z2371. В испытании стойкости к фрикционной коррозии образец размером 30 мм на 250 мм подвергался валиковой пробе (высота валика: 4 мм, прикладываемое давление: 3,0 кН), и скользящая поверхность визуально наблюдалась после испытания. Образец с долей поцарапанной области на скользящей поверхности, равной 0% (царапины отсутствуют), получал оценку «A», с долей поцарапанной области более чем 0% и менее чем 5% получал оценку «B», с долей поцарапанной области 5% или более и менее чем 10% получал оценку «C», и с долей поцарапанной области 10% или более получал оценку «D».
[0121] Результаты испытаний коррозионной стойкости и стойкости к фрикционной коррозии для каждого покрытого металлом стального листа показаны в Таблице 16.
[0122]
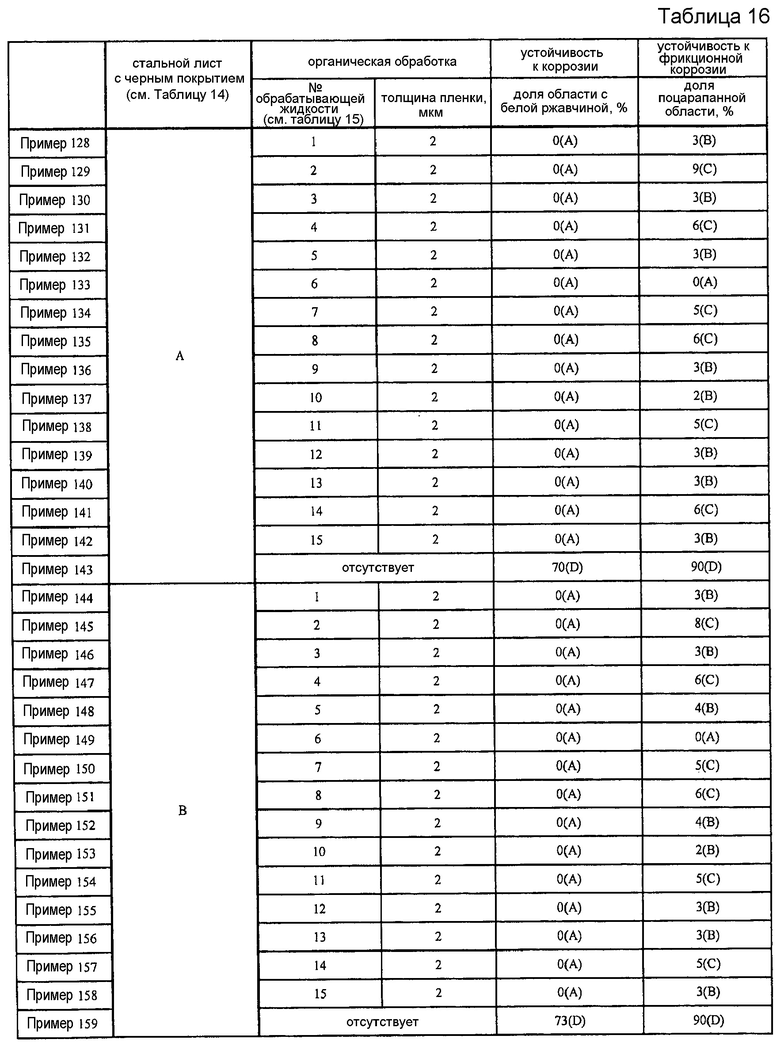
[0123] Как показано в Таблице 16, покрытые металлом стальные листы Примеров 128-142 и 144-158, на которых была сформирована пленка покрытия из органической смолы, обладают более высокой коррозионной стойкостью и более высокой стойкостью к фрикционной коррозии по сравнению с покрытыми металлом стальными листами Примеров 143 и 159, на которых пленка покрытия из органической смолы не была сформирована.
[0124] Из вышеописанных результатов становится понятно, что коррозионная стойкость и стойкость к фрикционной коррозии стального листа с черным покрытием могут быть улучшены путем формирования пленки покрытия из органической смолы.
[0125] [Экспериментальный пример 6]
Покрытый металлом стальной лист №40 или №41 из Таблицы 10 был покрыт органической жидкостью для химической обработки, показанной в Таблице 17, и помещен в электрическую печь без промывки водой с тем, чтобы он был нагрет и высушен при температуре листа, равной 160°C. После этого на поверхности покрытого металлом стального листа была сформирована пленка покрытия из органической смолы (пленка покрытия из смолы на основе уретана). Использованный многоатомный спирт на основе эфира представлял собой полипропиленгликоль. Использованный многоатомный спирт на основе сложного эфира представлял собой адипиновую кислоту. Использованный полиизоцианат представлял собой гидрированный толилендиизоцианат.
[0126]
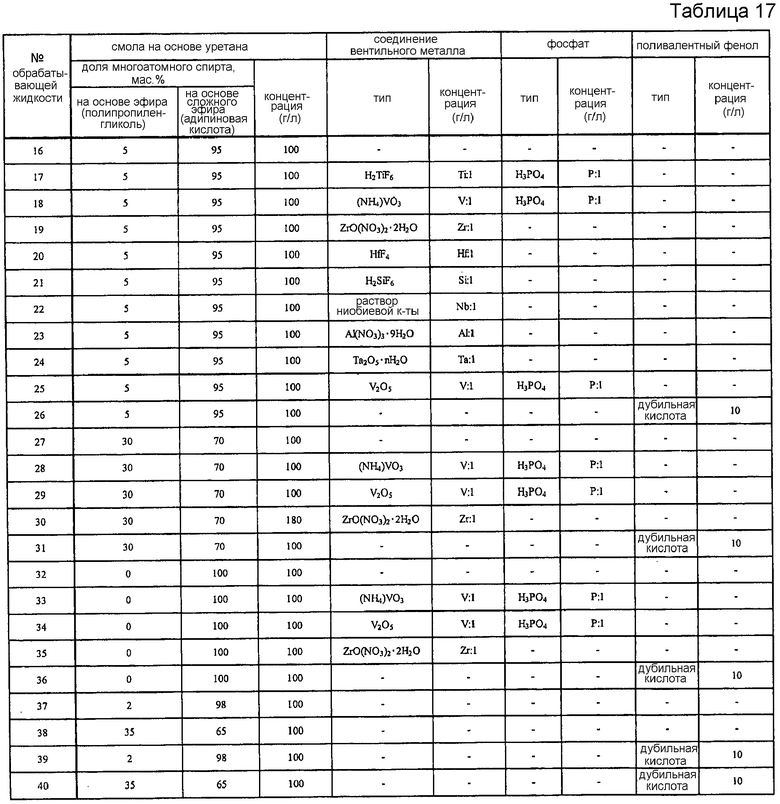
[0127] Покрытый металлом стальной лист, имеющий пленку покрытия из органической смолы, был помещен в устройство влажной тепловой обработки при высокой температуре и высоком давлении, и слой металлического покрытия контактировал с водяным паром при условиях, показанных в Таблицах 18 и 19.
[0128] Степень яркости (значение L*) поверхности слоя металлического покрытия для каждого покрытого металлом стального листа (Примеры 160-209) после обработки водяным паром измерялась с использованием спектроскопического дифференциального колориметра. Кроме того, после обработки водяным паром для каждого покрытого металлом стального листа (Примеры 160-209) также проводилось испытание на коррозионную стойкость.
[0129] Степень яркости поверхности слоя металлического покрытия и результаты испытаний на коррозионную стойкость для каждого покрытого металлом стального листа после обработки водяным паром показаны в Таблицах 18 и 19.
[0130]
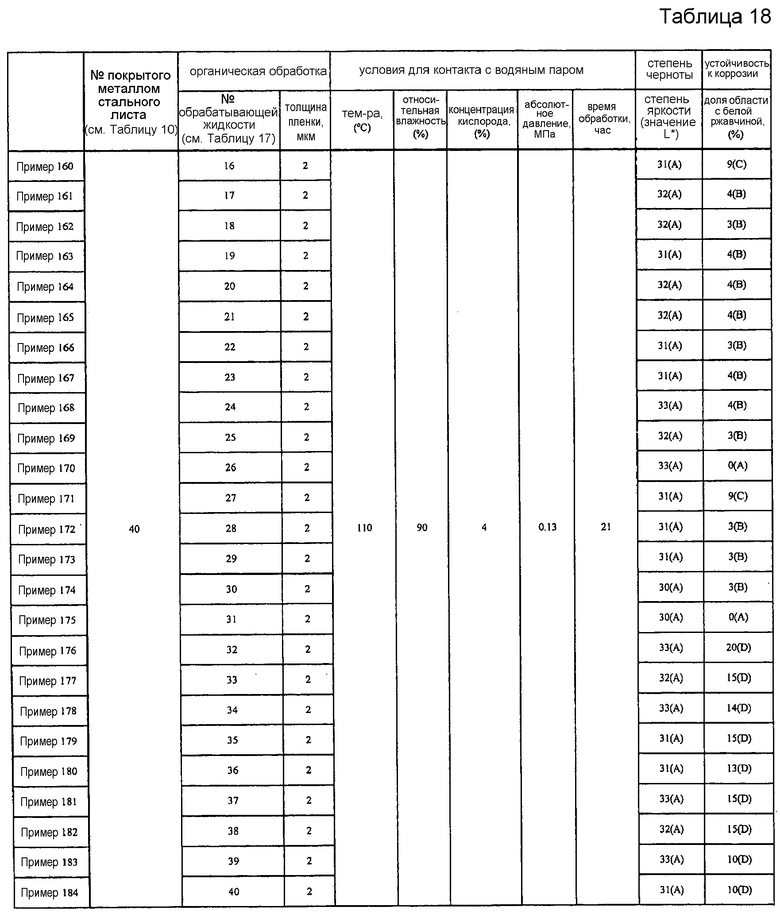
[0131]
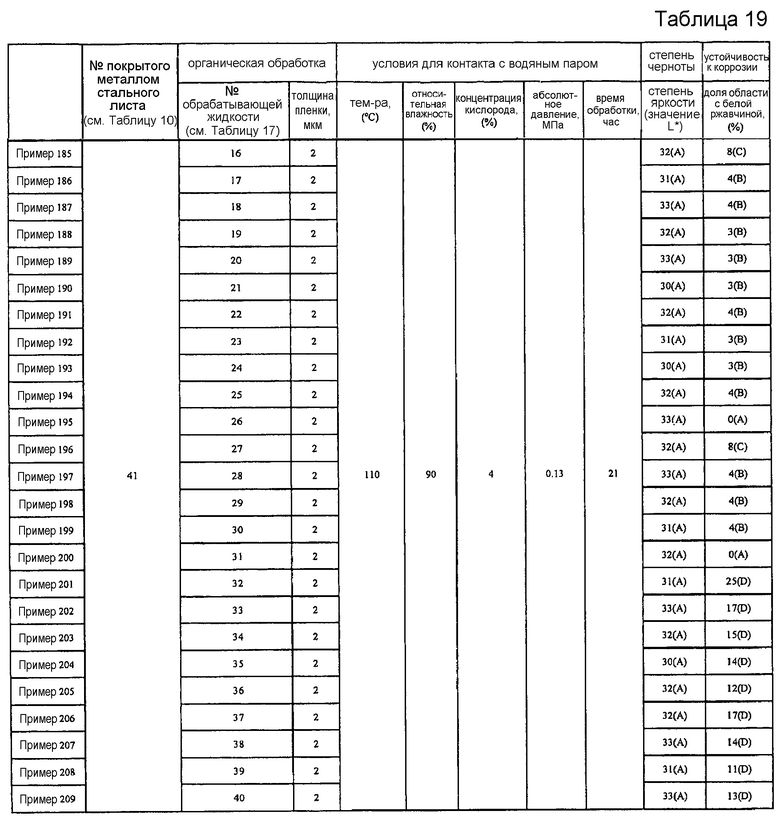
[0132] В данном Экспериментальном примере пленка покрытия из органической смолы была сформирована на стальном листе с содержащим алюминий и магний цинковым покрытием, полученным способом погружения в расплав, и после этого покрытый металлом стальной лист, на котором была сформирована пленка покрытия из органической смолы, был обработан водяным паром для чернения. В этом случае, коррозионная стойкость иногда не может быть улучшена в достаточной степени, даже когда формируется пленка покрытия из органической смолы (см. Примеры 176-184 и 201-209). С другой стороны, коррозионная стойкость стальных листов с черным покрытием Примеров 160-175 и 185-200, на которых была сформирована пленка покрытия из уретановой смолы, полученной путем комбинирования многоатомного спирта на основе эфира и многоатомного спирта на основе сложного эфира в предопределенном соотношении, была улучшена в достаточной степени.
[0133] Настоящая патентная заявка испрашивает приоритет японской патентной заявки №2012-100449, поданной 25 апреля 2012, и японской патентной заявки №2013-062233, поданной 25 марта 2013, раскрытия которых, включая описания и чертежи, включены в настоящий документ посредством ссылки во всей их полноте.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0134] Стальной лист с черным покрытием по настоящему изобретению обладает превосходными дизайнерскими свойствами, способностью сохранять черный внешний вид, хорошей прессуемостью и коррозионной стойкостью и поэтому является полезным в качестве покрытого металлом стального листа, который будет использоваться для, например, кровельных материалов или наружных материалов зданий, электрических приборов, автомобилей и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ И СПОСОБ ПРОИЗВОДСТВА ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2621518C2 |
| СТАЛЬНОЙ ЛИСТ С ЧЕРНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2605050C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ | 2016 |
|
RU2690248C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ЧЕРНЫМ ПОКРЫТИЕМ | 2018 |
|
RU2762073C2 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА ПОКРЫТОГО РАСПЛАВОМ ЦИНКОВОГО СПЛАВА СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2590443C1 |
| ТЕПЛОПОГЛОЩАЮЩИЙ И ИЗЛУЧАЮЩИЙ СТАЛЬНОЙ ЛИСТ И ТЕПЛОПОГЛОЩАЮЩИЙ И ИЗЛУЧАЮЩИЙ ЭЛЕМЕНТ | 2016 |
|
RU2663655C1 |
| Способ производства коррозионностойкого стального листа | 2020 |
|
RU2771720C2 |
| СТАЛЬНОЙ ЛИСТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2010 |
|
RU2535424C1 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ | 2006 |
|
RU2412278C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ | 1998 |
|
RU2203980C2 |
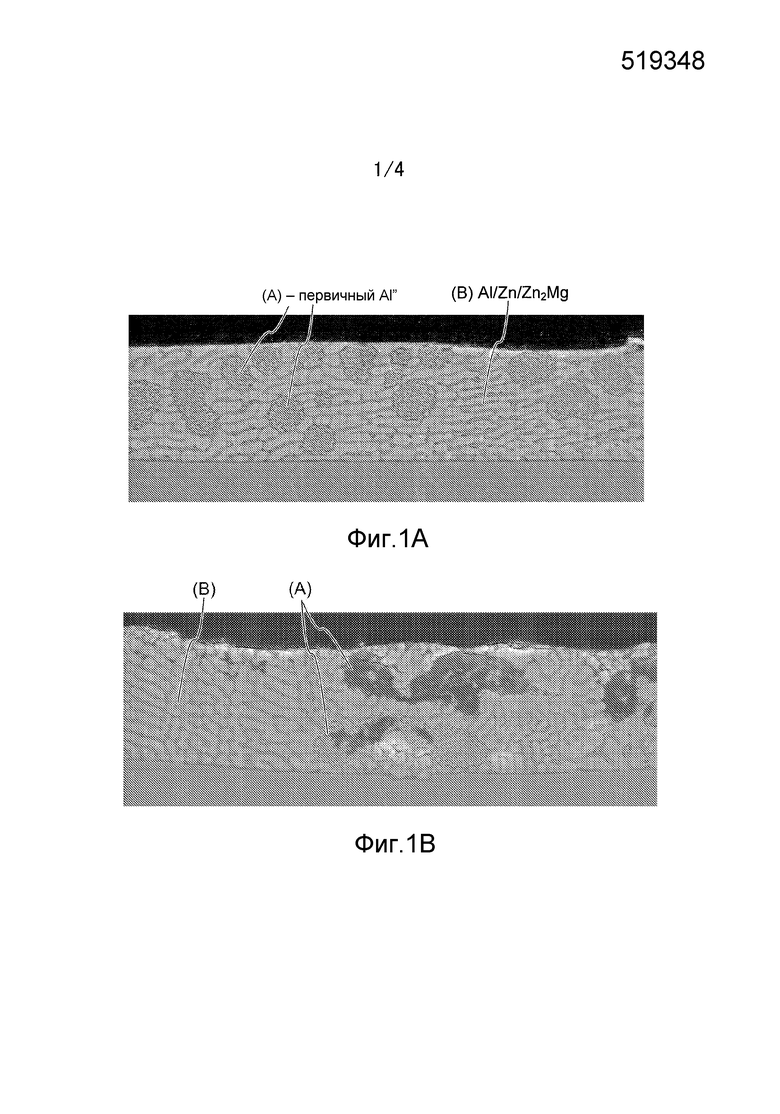
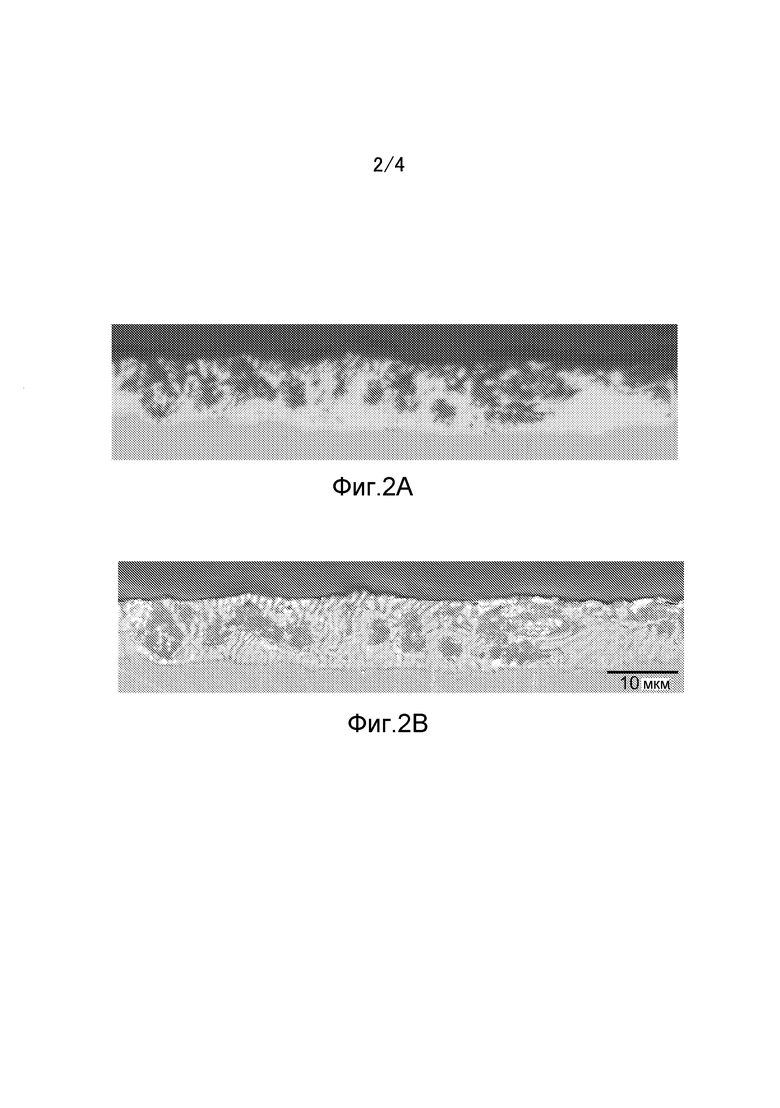
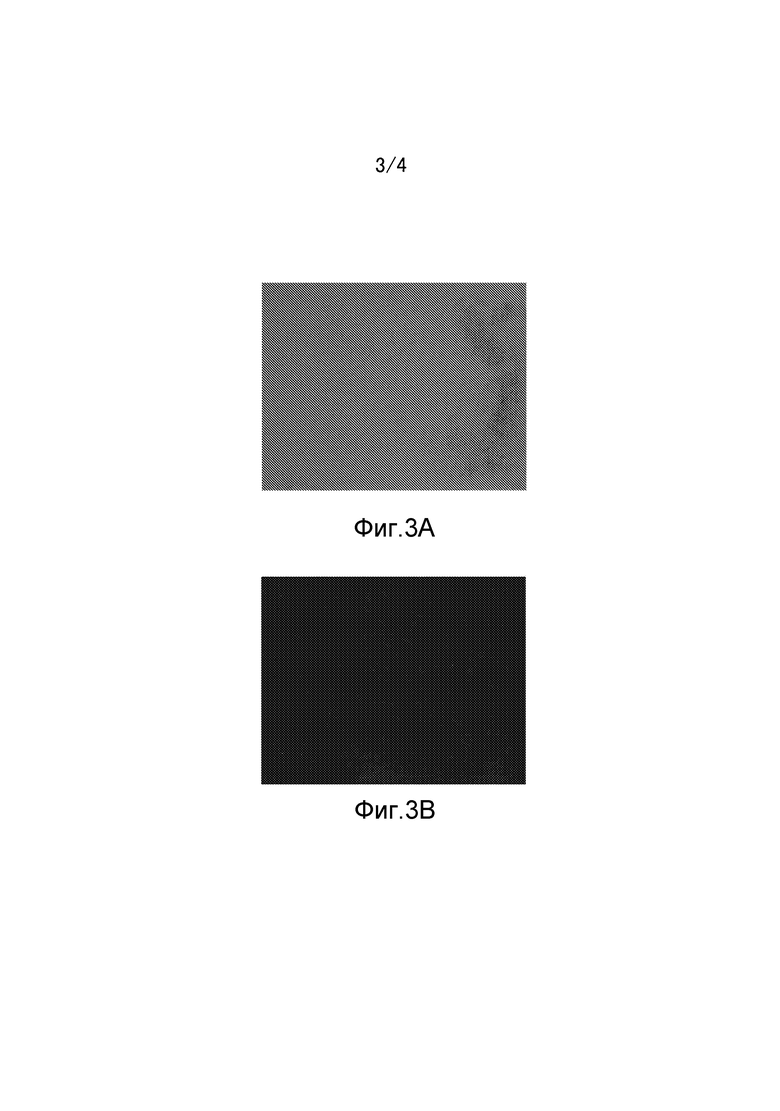
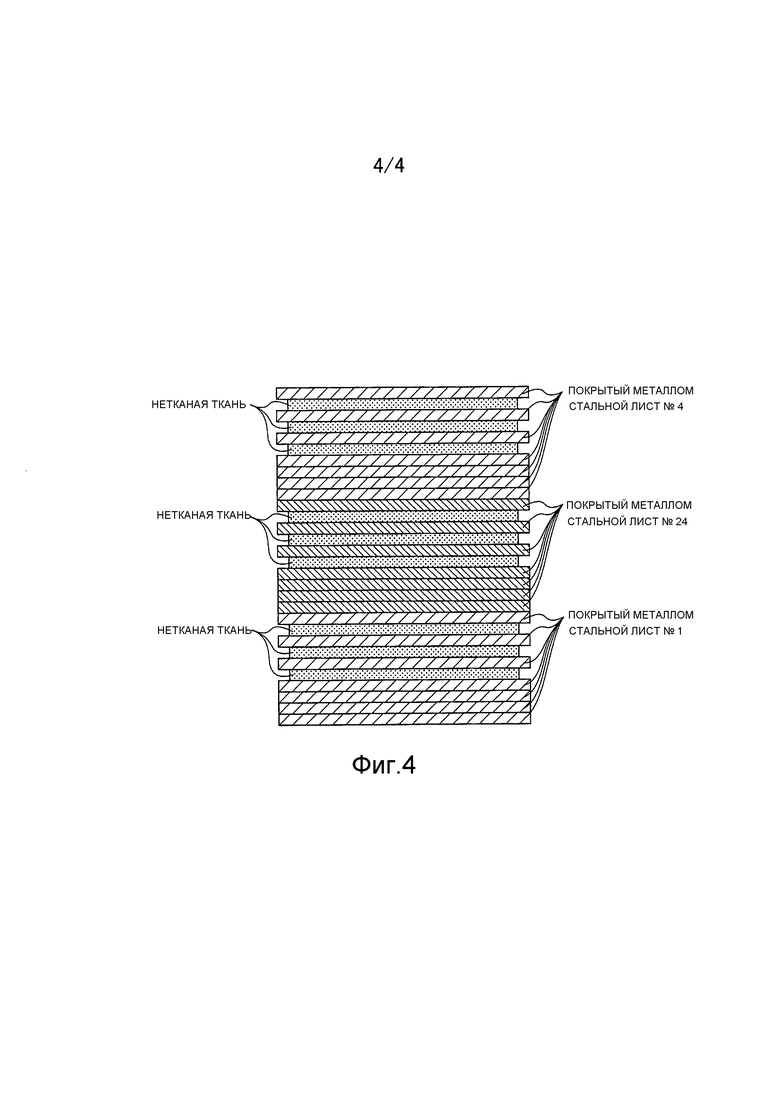
Настоящее изобретение относится к способу получения стального листа с очерненным цинковым покрытием, который может быть использован в качестве кровельного и наружного материала зданий, бытовых приборов и автомобилей. Осуществляют получение слоя цинкового покрытия путем погружения в цинковый расплав с алюминием и магнием, содержащего от 1,0 или более до 22,0 или менее мас.% алюминия, от 1,5 или более до 10,0 или менее мас.% магния, цинк - остальное. Осуществляют контактирование упомянутого стального листа с упомянутым цинковым покрытием с водяным паром в замкнутом сосуде при концентрации кислорода в замкнутом сосуде 13% или менее для получения стального листа с очерненным цинковым покрытием. В варианте осуществления изобретения до или после контактирования стального листа с водяным паром осуществляют формование стального листа. Обеспечивается стальной лист со стойким очерненным покрытием, который имеет превосходный дизайн, формуемость и коррозионную стойкость. 2 н. и 8 з.п. ф-лы, 4 ил., 19 табл., 209 пр.
1. Способ получения стального листа с очерненным цинковым покрытием, включающий:
получение слоя цинкового покрытия путем погружения в цинковый расплав с алюминием и магнием, содержащего от 1,0 или более до 22,0 или менее мас.% алюминия, от 1,5 или более до 10,0 или менее мас.% магния, цинк - остальное,
контактирование упомянутого стального листа с упомянутым цинковым покрытием с водяным паром в замкнутом сосуде при концентрации кислорода в замкнутом сосуде 13% или менее для получения стального листа с очерненным цинковым покрытием.
2. Способ по п. 1, дополнительно включающий формирование пленки неорганического покрытия на поверхности стального листа с очерненным цинковым покрытием, причем упомянутая пленка неорганического покрытия включает в себя одно или более соединений, выбранных из группы, состоящей из оксида вентильного металла, оксоата вентильного металла, гидроксида вентильного металла, фосфата вентильного металла и фторида вентильного металла, причем вентильный металл является одним или более элементом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, вольфрама, кремния и алюминия.
3. Способ по п. 1, дополнительно включающий формирование пленки покрытия из органической смолы на поверхности стального листа с очерненным цинковым покрытием.
4. Способ по п. 3, в котором органическая смола, содержащаяся в пленке покрытия из органической смолы, представляет собой смолу на основе уретана, полученную путем реакции многоатомных спиртов, состоящих из многоатомного спирта на основе эфира и многоатомного спирта на основе сложного эфира, с полиизоцианатом, причем доля многоатомного спирта на основе эфира в многоатомных спиртах составляет от 5 до 30 мас.%.
5. Способ по п. 4, в котором пленка покрытия из органической смолы дополнительно содержит поливалентный фенол.
6. Способ по п. 3, в котором пленка покрытия из органической смолы содержит смазку.
7. Способ по п. 3, в котором пленка покрытия из органической смолы содержит одно или более соединений, выбранных из группы, состоящей из оксида вентильного металла, оксоата вентильного металла, гидроксида вентильного металла, фосфата вентильного металла и фторида вентильного металла, причем вентильный металл является одним или более элементом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, вольфрама, кремния и алюминия.
8. Способ по п. 3, в котором пленка покрытия из органической смолы является слоем ламината или слоем покрытия.
9. Способ по п. 3, в котором пленка покрытия из органической смолы является прозрачной пленкой покрытия.
10. Способ получения формованного изделия из стального листа с очерненным цинковым покрытием, включающий:
получение слоя цинкового покрытия путем погружения в цинковый расплав с алюминием и магнием, содержащего от 1,0 или более до 22,0 или менее мас.% алюминия, от 1,5 или более до 10,0 или менее мас.% магния, цинк - остальное;
контактирование стального листа с упомянутым цинковым покрытием с водяным паром в замкнутом сосуде при концентрации кислорода в замкнутом сосуде 13% или менее для получения стального листа с очерненным цинковым покрытием,
причем до или после контактирования стального листа с водяным паром осуществляют формование стального листа.
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

