ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу и устройству для изготовления стального листа с черным покрытием.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Потребности в стального листа черного цвета в области кровельных и наружных материалов для зданий, автомобильной промышленности, бытовой техники и в других областях растут по мере осознания важности внешнего вида используемого материала. В качестве способа чернения поверхности стального листа был принят способ нанесения черной краски на поверхность с целью формирования на ней пленки черной краски, а также был предложен способ чернения без формирования какой-либо пленки черной краски путем окисления самого слоя покрытия с целью предотвращения металлического блеска и серебристо-белого оттенка стального листа с покрытием в области подложки. Например, в Патентном документе 1 описан способ, с помощью которого в герметичной камере пар приводят в контакт с стальным листом, покрытым горячим методом сплавом цинк-алюминий-магний Zn-Al-Mg, формируя таким образом почерневшую оксидную пленку в слое покрытия из сплава Zn-Al-Mg.
[0003] В Патентном документе 2 описан другой способ, с помощью которого пар приводят в контакт с покрытыми сплавом стальными листами, между поверхностями которых вставлены проставки, обеспечивающие одинаковое распределение пара при его контакте с покрытыми стальными листами, как в центральных частях, так и в периферийных частях, что приводит к более равномерному чернению поверхности слоя покрытия.
[0004] Далее в настоящем описании стальной лист, покрытый горячим методом сплавом Zn-Al-Mg иногда будет для краткости называться «стальной лист с покрытием». Кроме того, слой покрытия из сплава Zn-Al-Mg, нанесенного горячим методом на поверхность стального листа, иногда для краткости будет называться «слой покрытия». Кроме того, иногда будет указываться контактная обработка, называемая для краткости «обработка паром», посредством которой пар в герметичной камере приводят в контакт с стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, чтобы придать черный цвет слою этого покрытия.
[0005] (Документы предшествующего уровня техники)
(Патентные документы)
Патентный документ 1: патент Японии №5335159
Патентный документ 2: опубликованная заявка на патент Японии №2013-241676
[0006] (Проблема, которую необходимо решить)
Как описано выше, для достижения более равномерного чернения слоя покрытия важным условием является обеспечение распределения достаточного количества пара по всей площади обрабатываемого стального листа с покрытием с целью обеспечения равномерного контакта с поверхностью слоя покрытия.
[0007] Однако при изготовлении стального листа с черным покрытием посредством обработки паром вышеописанным традиционным способом возникла проблема, заключающаяся в том, что изготовленный стальной лист с черным покрытием иногда имеет внешний вид неравномерного черного цвета. На основании различных исследований принято считать, что вероятной причиной этой проблемы неравномерности является то, что необходимое количество пара для обработки не распределяется равномерно по листовой стали, предназначенной для чернения в герметичной камере.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0008] Ввиду вышеописанных проблем предоставляется настоящее изобретение, целью которого является разработка способа изготовления стального листа с черным покрытием, имеющей улучшенный внешний вид благодаря равномерному чернению слоя покрытия.
[0009] (Средства решения поставленных задач)
[1] Настоящее изобретение предоставляет способ изготовления стального листа с черным покрытием путем приведения пара в контакт с стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, в закрытой атмосфере, причем этот способ включает этап на котором в герметичной камере, выполненной таким образом, что в ней поддерживают заданное значение давления посредством регулирования количества пара, подаваемого в эту герметичную камеру, и/или количества пара, выпускаемого из этой герметичной камеры, обеспечивая тем самым возможность контакта между стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, и паром, вводимым в эту герметичной камеру, внутреннее давление которой поддерживают с обеспечением указанного заданного значения.
[0010] [2] В способе изготовления стального листа с черным покрытием по вышеуказанному пункту [1] заданное значение равно или выше 80%, а также равно или ниже 120% от заданного значения давления, установленного для герметичной камеры.
[0011] [3] Настоящее изобретение предоставляет устройство для изготовления стального листа с черным покрытием путем приведения пара в контакт с стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, причем указанное устройство содержит: герметичную камеру, выполненную с возможностью размещения в ней стального листа, покрытого горячим методом сплавом Zn-Al-Mg; и блок управления давлением, выполненный с возможностью регулирования количества пара, вводимого в эту герметичную камеру и/или количества пара, выпускаемого из этой герметичной камеры, с поддержанием заданного значения давление в этой камере, причем в этой герметичной камере, внутреннее давление которой можно поддерживать с обеспечением заданного значения давления с помощью блока управления давлением, допускают возможность контакта между стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, и паром, вводимым в герметичную камеру.
[0012] [4] В устройстве для изготовления стального листа с черным покрытием по вышеуказанному пункту [3] это заданное значение равно или выше 80% и равно или ниже 120% от заданного значения давления для этой герметичной камеры.
[0013] В соответствии с вышеописанным [1] или [3],
когда пар входит в контакт с стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, в герметичной камере для чернения
путем подачи пара в герметичную камеру через впускное отверстие и обеспечения вывода пара из герметичной камеры через выпускное отверстие,
газообразный водород, образующийся в результате реакции чернения с паром, может быть соответствующим образом отведен из герметичной камеры, тогда как в герметичной камере может быть обеспечено необходимое количество пара.
Герметичная камера выполнена так, что внутреннее давление в ней может поддерживаться с обеспечением заданного значения посредством регулирования количества пара, подаваемого в герметичную камеру и/или количества пара, выводимого из этой камеры.
[0014] Согласно [2] или [4], приведенным выше,
в зависимости от режима обработки паром стального листа с покрытием в герметичной камере,
внутреннее давление соответствующим образом регулируют в диапазоне от 80% до 120% по отношению к заданному значению давления в этой герметичной камере во время обработки паром, что позволяет изготавливать высококачественную листовую сталь с черным покрытием.
[0015] (Преимущественные эффекты изобретения)
Согласно настоящему изобретению может быть предоставлен способ изготовления высококачественного стального листа с черным покрытием улучшенного внешнего вида.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Для более глубокого понимания настоящего изобретения и его преимуществ, последующее описание необходимо рассматривать в сочетании с прилагаемыми чертежами, на которых:
на ФИГ. 1 показана блок-схема способа изготовления стального листа с черным покрытием в соответствии с настоящим изобретением;
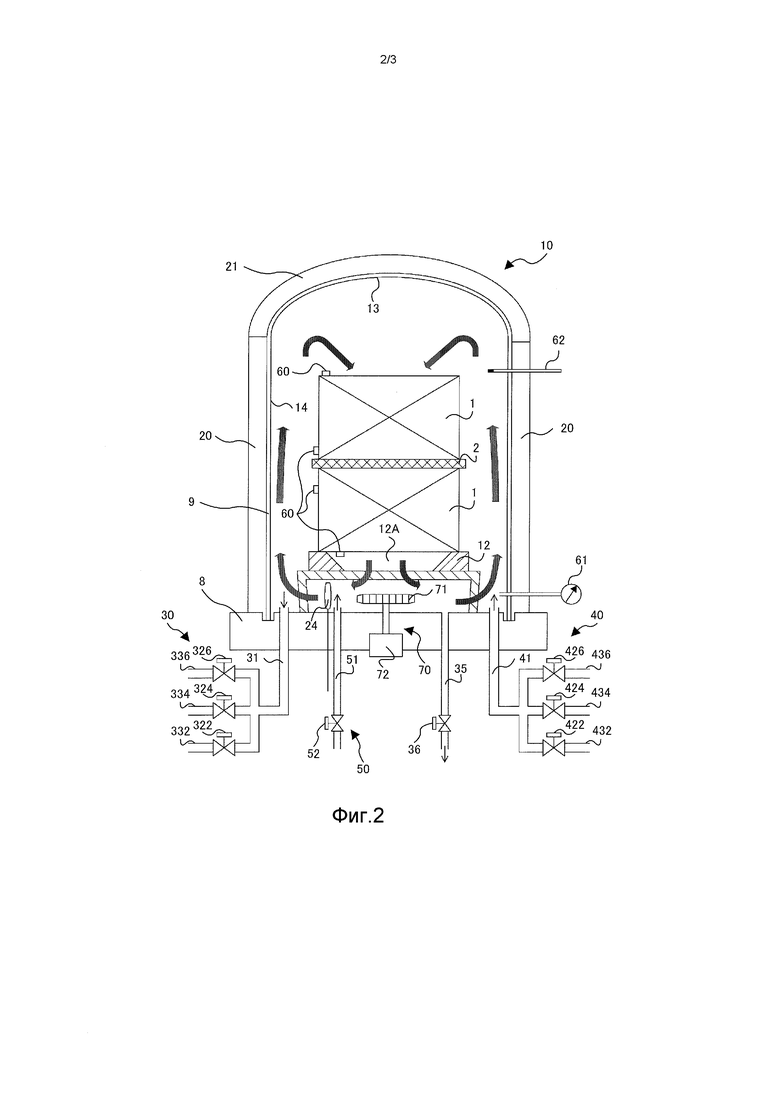
на ФИГ. 2 показан схематический вид устройства для изготовления стального листа с черным покрытием в соответствии с настоящим изобретением;
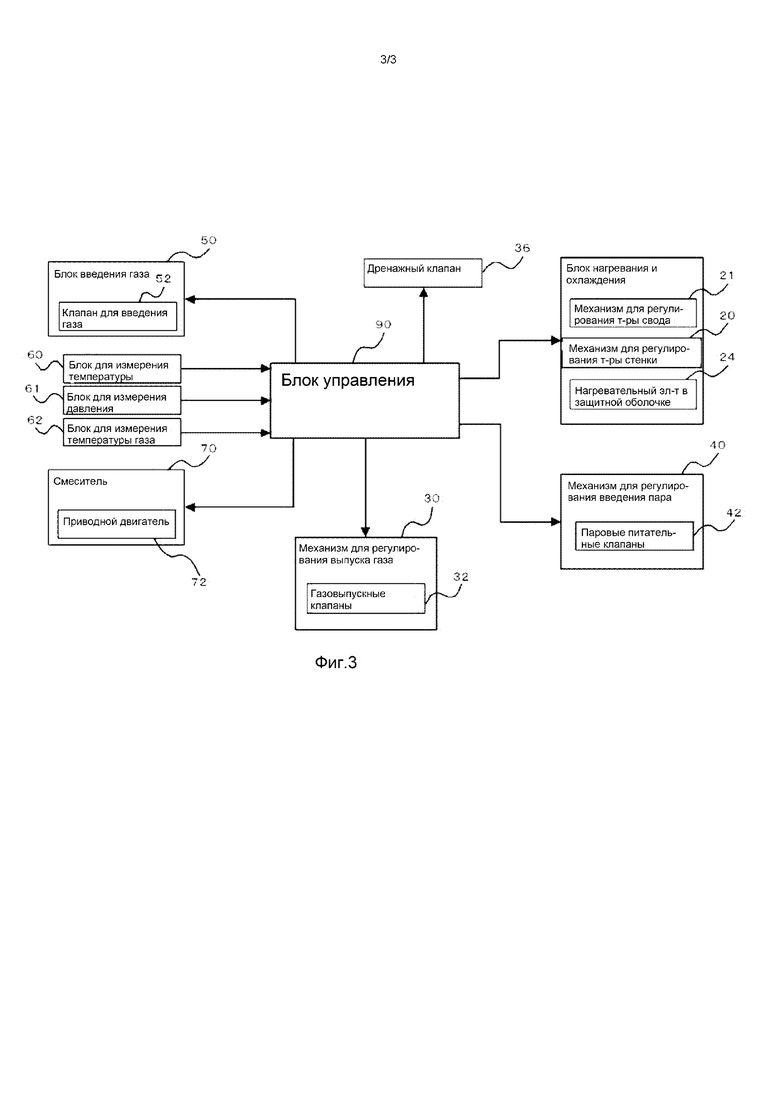
на ФИГ. 3 показана блок-схема системы управления устройством для изготовления стального листа с черным покрытием в соответствии с настоящим изобретением.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0017] [Способ изготовления стального листа с черным покрытием]
Способ изготовления стального листа с черным покрытием в соответствии с настоящим изобретением включает метод приведения пара в контакт с стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, в герметичной камере так, чтобы изготовить стальной лист с черным покрытием.
[0018] Как показано на блок-схеме по ФИГ. 1, способ согласно настоящему изобретению выполняют в следующем порядке в пять этапов:
на первом этапе (S110) нагревают стальной лист, покрытый горячим методом сплавом Zn-Al-Mg, расположенный в герметичной камере;
на втором этапе (S120) выпускают газовую атмосферу из герметичной камеры так, чтобы уменьшить давление газа в этой камере до 70 кПа или ниже;
на третьем этапе (S130) вводят пар в эту камеру и выполняют чернение слоя покрытия стального листа с покрытием при заданном давлении;
на четвертом этапе (S140), после третьего этапа (S130), восстанавливают внутреннее давление в герметичной камере до значения давления наружного воздуха и затем снова снижают давление газа в этой камере до 70 кПа или ниже; и
на пятом этапе (S150) охлаждают стальной лист с покрытием в герметичной камере.
Следует отметить, что термин «газовая атмосфера» означает газы, присутствующие в герметичной камере, и, более конкретно, такая газовая атмосфера является общим термином, обозначающим внешний воздух, пар, водородсодержащий пар, газообразный азот и так далее.
[0019] Далее для каждого этапа будет представлено подробное объяснение.
[0020] (Первый этап)
На первом этапе (S110) нагревают стальной лист с покрытием, установленный в герметичной камере.
[0021] Герметичная камера (10) содержит стенд (12) для размещения на нем стального листа (1) с покрытием и имеет прочность, достаточную для того, чтобы по меньшей мере выдерживать снижение давления, вызванное выпуском газовой атмосферы, введение пара, нагрев, охлаждение и тому подобное. Герметичная камера (10) выполнена таким образом, что она может находиться в закрытом состоянии, для того чтобы практически предотвратить проникновение в нее газа снаружи, или в открытом состоянии, с целью обеспечения возможности загрузки в нее снаружи стального листа с покрытием. Герметичная камера (10) содержит отверстия, выполненные в поверхности ее стенки или днища, и предназначенные для соединения с трубами, такими как труба (31) для выпуска газа, труба (41) для подачи пара, труба (51) для введения газа, дренажная труба (35), которая будет описана позже, и герметичная камера (10) выполнена так, что она приводится в закрытое состояние посредством закрытия клапанов, установленных на этих трубах. Кроме того, герметичная камера (10) может быть снабжена механизмами (20, 21), установленными на внешней поверхности ее стенки и предназначенными для нагревания или охлаждения камеры с тем, чтобы регулировать температуру внутри камеры.
[0022] Каждый стальной лист (1) с покрытием имеет базовый стальной лист и слой покрытия из сплава Zn-Al-Mg, нанесенного горячим методом на поверхность базового стального листа.
[0023] Базовый стальной лист особенно не ограничен по типу и в качестве такой стали можно применять, например, низкоуглеродистую сталь, среднеуглеродистую сталь, высокоуглеродистую сталь, или легированную сталь. Если требуется хорошая штампуемость, предпочтительно применять листовую сталь для глубокой вытяжки, такую как листовую низкоуглеродистую сталь, содержащую Ti или Nb. Кроме того, также может быть использована высокопрочная листовая сталь, содержащая Р, Si, Мn или тому подобное.
[0024] Слой из сплава Zn-Al-Mg, нанесенный горячим методом, выполнен по меньшей мере по составу так, чтобы вызывать почернение за счет контакта пара с этим слоем покрытия. Механизм чернения слоя покрытия в контакте с паром не выяснен. В качестве одной гипотезы предполагают, что оксиды (такие как ZnO1-X) и гидроксиды Zn, Al и Мg, имеющие дефектную структуру кислороддефицитного типа, образуются на поверхности и в объеме слоя покрытия при контакте с паром. Когда таким образом генерируются оксиды и гидроксиды кислороддефицитного типа, свет захватывается дефектами энергетических уровней, вызванными этими оксидами и гидроксидами, и в результате такие оксиды и гидроксиды проявляют черный цвет.Например, слой покрытия из сплава Zn-Al-Mg, образовавшийся в соотношении от 0,1 до 60 масс. % Al, от 0,01 до 10 масс. % Мg, остальное - Zn, может быть предпочтительно подвергнут чернению путем приведения пара в контакт с этим слоем покрытия.
[0025] На рынке наиболее распространена листовая сталь, покрытая горячим методом сплавом Zn-Al-Mg, слой покрытия которой содержит приблизительно 6 масс. % алюминия и 3 масс. % магния. Металлическая структура такого слоя покрытия представляет собой структуру тройной эвтектики Al-Zn-Zn2Mg, в матрице которой содержится первичная Al-фаза или смесь первичной Al-фазы и одной Zn-фазы, и слой этого покрытия предпочтительно можно чернить посредством обработки паром. Фазы (А1-фаза, Zn-фаза и Zn2Mg-фаза) имеют каждая неправильные размеры и формы и взаимно перемешаны. Первичная Al-фаза и Al-фаза в структуре тройной эвтектики Al-Zn-Zn2Mg образованы из Аl''-фазы при высокой температуре на тройной диаграмме равновесия Al-Zn-Mg (в которой Аl''-фаза представляет собой твердый раствор Al с растворенным в нем Zn и содержащий небольшое количество Мg). При обычных температурах Аl''-фаза, возникающая при высокой температуре, обычно появляется в виде разделенных мелкой Al-фазы и тонкой Zn-фазы. Zn-фаза в структуре тройной эвтектики представляет собой твердый раствор Zn, в котором растворено небольшое количество Al и, возможно, дополнительно в нем растворен Мg. Zn2Mg-фаза в структуре тройной эвтектики представляет собой интерметаллическое соединение, присутствующее в двоичной диаграмме равновесия Zn-Mg вблизи точки, соответствующей приблизительно 84 масс. % Zn.
[0026] Слой покрытия, который предпочтителен для чернения при его контакте с паром, не ограничивается слоем покрытия, металлическая структура которого представляет собой структуру тройной эвтектики Al-Zn-Zn2Mg, имеющую в матрице первичную Al-фазу или смесь первичной Al-фазы и одной Zn-фазы. Слой покрытия также может быть слоем, металлическая структура которого имеет Zn-фазу или фазу интерметаллического соединения в качестве первичной фазы, где интерметаллическое соединение основано на других элементах, таких как Si, содержащихся в этом слое покрытия. Кроме того, структура тройной эвтектики Al-Zn-Zn2Mg может быть заменена интерметаллическими соединениями, такими как Zn2Mg и Zn11Mg2. При соприкосновении с паром интерметаллические соединения также образуют оксиды и гидроксиды Zn, Al и Mg, имеющие дефектную кислороддефицитную структуру на поверхности и в объеме слоя покрытия, и вызванные ими дефекты энергетических уровней, захватывающие свет, и в результате, такие оксиды и гидроксиды проявляют черный внешний вид.
[0027] По толщине слоя покрытия нет особых ограничений. Толщина предпочтительно составляет от 3 до 100 мкм. Если толщина слоя покрытия составляет 3 мкм или более, то при манипулировании стальным листом (1) с покрытием снизится вероятность того, что царапины достигнут базового стального листа. В результате стальной лист (1) с покрытием улучшается с сохранением черного цвета внешнего покрытия, а также коррозионной стойкости. В то же время, если толщина слоя покрытия составляет 100 мкм или меньше, то уменьшается вероятность взаимного разделения слоя покрытия и базового стального листа в технологической установке, где такое разделение происходит из-за разницы в пластичности между слоем покрытия и базовой листовой сталью при сжатии.
[0028] Нет особых ограничений на форму стального листа (1) с покрытием при условии, что слой покрытия области, подлежащей чернению, может контактировать с паром. Стальной лист (1) с покрытием может быть покрыт, например, плоским слоем покрытия (сталь в форме листа) или изогнутым слоем покрытия (сталь в форме рулона). «Форма рулона» означает, что стальной лист (1) с покрытием обратимо деформируют, сматывая в рулон с интервалами в радиальном направлении. Стальной лист (1) с покрытием находится предпочтительно в форме рулона с точки зрения легкости, с которой такой стальной лист можно разместить внутри герметичной камеры (10) и перемещать до и после обработки. Если стальной лист (1) с покрытием имеет форму рулона, каждый промежуток в радиальном направлении, то есть кратчайшее расстояние между смежными поверхностями, предпочтительно составляет 0,05 мм или более, чтобы обеспечить проникновение пара.
[0029] Кроме того, между поверхностями стального листа (1) с покрытием, свернутой в форме рулона, для сохранения вышеописанных интервалов могут быть вставлены проставки. Проставки имеют по меньшей мере такую форму, чтобы пар мог в достаточной степени распределяться по поверхности слоев покрытия стального листа (1) в форме рулона, и в связи с этим проставки могут иметь линейную или плоскую форму. Линейные проставки расположены частично на поверхности стального листа (1) с покрытием, а плоские проставки расположены, по меньшей мере частично, на поверхности стального листа (1) с покрытием. Площадь контакта между проставками и поверхностью стального листа (1) с покрытием предпочтительно мала, и, говоря более конкретно, составляет всего 15 мм2 или меньше в каждой точке контакта. Не существует особых ограничений на материал проставок, если только такой материал сильно не изнашивается и не воспламеняется, или не сплавляется с покрытыми стальными листами, или не растворяется в покрытых стальных листах во время обработки паром. Материал проставок предпочтительно представляет собой металл или полимер и, более предпочтительно, проницаем для пара.
[0030] Далее, если в соответствии с проектом должен быть оставлен не черненный участок поверхности стального листа (1) с покрытием, то такой участок может быть создан путем маскировки алюминиевой или полимерной лентой.
[0031] Далее, расположение стального листа (1) с покрытием в герметичной камере (10), может быть выполнено в виде одного слоя или стопы из множества слоев. Например, в виде одного слоя, каждый из описанных выше рулонов стального листа (1) с покрытием может быть расположен вертикально. В виде стопы из множества слоев, если, например, два или более из вышеописанных рулонов стального листа (1) с покрытием должны быть подвергнуты чернению одновременно, они могут быть расположены один над другим в вертикальном положении в герметичной камере (10). При размещении стального листа (1) с покрытием в герметичной камере (10) смежные слои стального листа с покрытием предпочтительно имеют вышеописанный интервал 0,05 мм или более, например, за счет вставления между ними проставки для облегчения проникновения пара. Кроме того, стальной лист (1) с покрытием, подлежащая чернению в герметичной камере (10), может иметь любую произвольно заданную форму. Стальной лист (1) с покрытием такой произвольно заданной формы может быть размещен на полке, установленной в герметичной камере (10), или подвешен к ней.
[0032] Далее, на первом этапе (S110) стальной лист (1) с покрытием нагревают в присутствии газа (газ с низким содержанием пара), точка росы которого постоянно ниже, чем температура стального листа (1) с покрытием. Другими словами, газовая атмосфера, присутствующая в герметичной камере (10), должна быть газом с низким содержанием пара. В качестве газа с низким содержанием пара может быть принят наружный воздух, с точки зрения оборудования, посредством которого можно нагревать листовую сталь (1) с покрытием. Однако наружный воздух может быть заменен инертным газом, таким как азот, при условии, что стальной лист (1) с покрытием может почернеть, или наружный воздух может быть заменен атмосферой с меньшей точкой росы, чем наружный воздух. Газ с низким содержанием пара можно вводить в герметичную камеру (10) посредством блока (50) подачи газа, соединенного с камерой (10). В настоящем описании газ, у которого точка росы ниже, чем температура стального листа (1) с покрытием, будет называться «газом с низким содержанием пара».
[0033] Как правило, температура стального листа (1) с покрытием перед нагреванием находится на обычном уровне, а стальной лист (1) имеет большую теплоемкость. В этих условиях, если стальной лист (1) нагревают в присутствии обогащенной паром газовой атмосферы, точка росы которой может быть выше, чем температура стального листа (1), то существует вероятность, что эта газовая атмосфера будет охлаждаться вблизи поверхности стального листа (1). В результате поверхность стального листа (1) с покрытием подвергнется конденсации газовой атмосферы. Кроме того, участок стального листа (1), на котором образуется конденсат, препятствует контакту с паром и чернению, и по этой причине существуют вероятность того, что слой покрытия будет подвергнут неравномерному чернению. Кроме того, существуют вероятность того, что конденсат разрушит поверхность листовой стали (1), что вызовет образование белой ржавчины, которая испортит внешний вид стали.
[0034] В связи с этим на первом этапе (S110) в качестве варианта осуществления настоящего изобретения стальной лист (1) с покрытием нагревают в присутствии газа с низким содержанием пара. Это сдерживает образование конденсата и, следовательно, обеспечивает более равномерное чернение слоя покрытия и дополнительно улучшает внешний вид стального листа (1) с покрытием. Поэтому, еще более предпочтительно, чтобы точка росы газовой атмосферы на первом этапе (S110) была ниже или равна обычной температуре. В качестве газовой атмосферы на этом этапе может быть принят, например, наружный воздух. Поскольку температура стального листа (1) с покрытием растет по мере нагрева, точка росы газовой атмосферы находится постоянно ниже температуры стального листа (1) в предположении, что такая точка росы будет ниже, чем температура стального листа (1) в начале нагрева, тем самым предотвращая образование конденсата на стальном листе (1).
[0035] На первом этапе (S110) стальные листы (1) с покрытием нагревают до тех пор, пока температура поверхности слоя покрытия не достигнет уровня, при котором слой покрытия почернеет в результате контакта с паром (эта температура далее именуется «температура чернения»). Стальной лист (1) с покрытием, расположенный в герметичной камере (10), может быть нагрет до температуры, превышающей эту температуру чернения, при измерении температуры поверхности, например, с помощью датчика температуры.
[0036] Следует отметить, что, из-за большой теплоемкости стального листа (1) с покрытием, существует определенная вероятность того, что температура не будет расти равномерно по поверхности листовой, стали (1) и, следовательно, температура поверхности будет иметь некоторую неоднородность. По этой причине предпочтительно, чтобы во время измерения температуры, которое осуществляется во множестве точек или во множестве областей на поверхности стального листа (1) с покрытием или по всей ее поверхности, нагревание проводилось до тех пор, пока самое низкое из измеренных значений не достигнет температуры чернения. Следует отметить, что на основе накопленных данных, полученных в результате измерений, можно также установить режим нагрева до его окончания без каких-либо фактических измерений температуры.
[0037] Температуру чернения можно произвольно регулировать в зависимости от состава (например, количества Al и Мg в слое покрытия) или толщины слоя покрытия, требуемой светлоты, и так далее. Температура чернения предпочтительно должна находится в диапазоне от 50°С до 350°С, более предпочтительно в диапазоне от 105°С до 200°С. При температуре выше 105°С время чернения может быть сокращено. При температуре ниже 350°С габариты устройства для чернения можно уменьшить, а также можно снизить энергопотребление, необходимое для нагрева пара и стального листа (1) с покрытием при чернении, и при этом степень чернения слоя покрытия можно легко контролировать.
[0038] На способ нагрева стального листа (1) с покрытием особых ограничений нет при условии, что поверхность слоя покрытия можно нагреть до уровня, соответствующего температуре чернения. Стальной лист (1) с покрытием можно нагревать таким образом, что, например, нагреватель (24), такой как нагревательный элемент в защитной оболочке, установленный внутри герметичной камеры (10), выполнен с возможностью нагрева газовой атмосферы внутри камеры (10), чтобы посредством конвекции такого нагретого газа нагревать стальной лист (1). В качестве альтернативы, стальной лист (1) с покрытием можно нагревать, например, с использованием механизмов (20, 21), установленных на внешней поверхности стенки камеры (10), которые выполнены с возможностью регулирования температуры внутри камеры (10), таким образом позволяя нагревать стальной лист (1). Разумеется, нагревание можно осуществлять либо за счет применения одного из средств, например, нагревателя (24) или механизмов (20, 21), либо за счет применения комбинации этих устройств.
[0039] Следует отметить, что внутри герметичной камеры (10) может быть установлен смеситель (70), например, циркуляционный вентилятор (71) для перемешивания газовой атмосферы, нагретой в герметичной камере (10), что приводит к быстрому, эффективному и равномерному нагреву стального листа (1) с покрытием.
[0040] (Второй этап)
На втором этапе (S120) газовую атмосферу выпускают из герметичной камеры (10) через выпускную трубу (31), чтобы снизить давление газа в герметичной камере (10) до 70 кПа или ниже. Откачивающий насос (не показан), установленный, например, снаружи камеры (10), выполнен с возможностью вакуумирования камеры (10) для снижения внутреннего давления газовой атмосферы в ней до значения в вышеописанном диапазоне. Выпуск газовой атмосферы на втором этапе (этап S120) можно выполнить один раз или более чем один раз. В последнем случае выпуск газовой атмосферы через трубу (31) из камеры (10) и введение газа с низким содержанием пара через трубу (51) для введения газа в герметичную камеру (10) можно выполнить многократно, чтобы дополнительно уменьшить количество газовых компонентов, при этом количество газа, оставшегося в герметичной камере (10), не меняется.
[0041] В одном варианте осуществления настоящего изобретения, на втором этапе (S120) выпускают газовую атмосферу из герметичной камеры (10), уменьшая давление газа в ней, так что пар, который будет введен на третьем этапе (S130), как описано ниже, может быть распределен в достаточной степени в области между поверхностями стального листа (1), тем самым обеспечивая более равномерную паровую обработку по всему слою покрытия, подлежащего чернению, и позволяя уменьшить неравномерность чернения. Кроме того, в результате откачки газа на втором этапе (S120) концентрация кислорода в герметичной камере (10) после введения пара на третьем этапе (S130) может быть ограничена до 13% или ниже. С этих точек зрения, на втором этапе (S120) давление газа в герметичной камере (10) предпочтительно должно быть 70 кПа или ниже и более предпочтительно 50 кПа или ниже.
[0042] (Третий этап)
На третьем этапе (S130) в герметичную камеру (10) вводят пар, так что слой покрытия стального листа (1) чернеет. Другими словами, на третьем этапе (S130) выполняют обработку паром стального листа (1) с покрытием.
[0043] Для того чтобы провести равномерное чернение стального листа (1), на третьем этапе (S130) чернение предпочтительно осуществляют после измерения температуры во множестве точек или во множестве областей на поверхности слоя покрытия или по всей поверхности слоя покрытия, чтобы удостовериться, что разность между самым высоким и самым низким измеренными значениями равна или ниже 30°С, предпочтительно, чтобы эта разность была равна или ниже 20°С, более предпочтительно равна или ниже 10°С. Другими словами, предпочтительно, чтобы чернение на третьем этапе (S130) выполнялось после того, как вся поверхность стального листа (1) с покрытием приобретает одинаковую температуру. Чтобы привести стальной лист (1) с покрытием в состояние, при котором перепад температур на его поверхности находится в пределах вышеописанного диапазона, между первым этапом (S110) и вторым этапом (S120) или между вторым этапом (S120) и третьим этапом (S130) можно ввести промежуточный этап в качестве этапа выравнивания температуры поверхности, на котором стальной лист (1) с покрытием находится в состоянии покоя и достигается равномерность температуры по всей поверхности слоя покрытия.
[0044] На третьем этапе (S130), температура атмосферы в герметичной камере (10) во время обработки паром составляет предпочтительно 105°С или выше, а относительная влажность в герметичной камере (10) во время обработки паром находится в диапазоне от 80% до 100%. Устанавливая температуру атмосферы выше 105°С, а относительную влажность выше 80%, можно провести чернение в течение более короткого периода времени. Кроме того, при температуре выше 105°С слой покрытия может почернеть до приемлемого состояния, а именно, светлота L слоя покрытия в цветовом пространстве L*а*b*, например, может уменьшиться до значения ниже 60, предпочтительно ниже 40, более предпочтительно ниже 35. Следует отметить, что светлота (значение L*) поверхности слоя покрытия определяется как спектральная отражательная способность, регистрируемая спектроколориметром. Кроме того, при температуре атмосферы выше 105°С конденсация влаги затруднена, поэтому подавляется образование конденсата в герметичной камере (10) и на поверхности слоя покрытия. Температура атмосферы предпочтительно находится в интервале от 105°С до 350°С, более предпочтительно в интервале от 105°С до 200°С. Относительная влажность предпочтительно составляет 100%. Концентрация кислорода в герметичной камере (10) во время обработки паром предпочтительно составляет 13% или ниже. Концентрация кислорода в этом диапазоне может подавлять неравномерность почернения. В настоящем описании температура газовой атмосферы в герметичной камере (10) будет называться «температурой атмосферы». Эту температуру можно измерять с помощью блока (62) измерения температуры газа, установленного в герметичной камере (10).
[0045] Кроме того, во время обработки паром на третьем этапе (S130), внутренняя часть герметичной камеры (10) может быть нагрета для поддержания описанной выше температуры атмосферы. Особых ограничений в отношении способа нагрева не существует при условии, что температуру воздуха и относительную влажность в герметичной камере (10) можно регулировать в вышеописанных диапазонах, соответственно. Для нагрева, например, могут использоваться механизмы (20, 21) регулирования температуры или нагреватель (24), такой как нагревательный элемент в защитной оболочке, установленный в герметичной камере (10). Внутренняя часть камеры (10) может нагреваться также посредством нагретого пара, вводимого во внутреннюю часть.
[0046] Даже с помощью современных технологий прямое измерение относительной влажности, точки росы, или парциального давления пара в атмосфере, температура которой выше 100°С, может быть выполнено с трудом. На третьем этапе (S130) атмосфера в герметичной камере (10) сразу после начала введения пара полностью состоит из пара. По этой причине относительную влажность в герметичной камере (10) определяют путем деления значения давления, полученного в результате измерения манометром (61) в герметичной камере (10), на давление насыщенного водяного пара, которое является известным значением при заданной температуре. Однако, как только начинается чернение слоя покрытия, металл этого слоя реагирует с паром, образуя оксиды и гидроксиды, а также газообразный водород, являющийся побочным продуктом. В результате значение общего давления, полученного с помощью манометра (61) (блока измерения давления), является суммой парциальных давлений пара и водорода. Другими словами, даже если пар вводят для поддержания заданного общего значения давления, возникает проблема, заключающаяся в том, что значение фактической относительной влажности может быть ниже, чем конечное значение вышеописанного предпочтительного диапазона, из-за явления, при котором образующийся газообразный водород присутствует в газовой атмосфере в герметичной камере (10) во время обработки паром.
[0047] Другими словами, цинк (Zn) вступает в реакцию с паром с образованием оксидов или гидроксидов цинка и с выделяющимся при этом газообразным водородом. Полная реакция предположительно выражается уравнениями [1], [2], показанными ниже. Возникающая при этом проблема заключается в том, что генерируемый газообразный водород накапливается в герметичной камере (10) и величина относительной влажности снижается в присутствии такого газообразного водорода вместе с паром. Авторы настоящего изобретения полагают, что в герметичной камере (10), в ограниченном пространстве которой происходят такие явления, отсутствует возможность достаточного контакта слоя покрытия с паром, что приводит к неоднородному внешнему виду стального листа (1) с черным покрытием.
[0048] Для решения описанных выше проблем для поддержания соответствующей требованиям относительной влажности, на третьем этапе (S130) в качестве варианта осуществления настоящего изобретения, вводят пар в герметичную камеру (10), а затем выпускают определенное количество газовой атмосферы из герметичной камеры (10) и дополнительно вводят пар в герметичную камеру (10). Другими словами, в результате выпуска определенного количества газовой атмосферы, сопровождаемого дальнейшим введением пара, газовая атмосфера, содержащая газообразный водород, образующийся в герметичной камере (10), может быть выпущен из камеры на третьем этапе (S130). Как указано выше, газообразный водород удаляют из герметичной камеры (10) и, следовательно, общее давление в герметичной камере не включает парциальное давление образующегося водорода, а состоит только из давления насыщенного водяного пара. Следовательно, значение соответствующей относительной влажности может быть определено в результате деления общего значения давления в герметичной камере (10) на давление насыщенного водяного пара при этой температуре.
[0049] Кроме того, если выпускают газовую атмосферу так, что в герметичной камере (10) не остается газообразного водорода, то в этой камере образуется однокомпонентная система из воды (водяного пара), в которой общее давление и температура в герметичной камере (10) не становятся двумя независимыми переменными, но каждая из них становится одной переменной, которая определяется однозначно другой переменной; другими словами, давление насыщенного пара определяется однозначно температурой насыщенного пара, либо, температура насыщенного пара определяется однозначно давлением насыщенного пара. Преимущество такой связи заключается в простоте контроля; а именно, нужно выбрать только из общего давления и температуры в герметичной камере (10) на основании сравнения управляемости между ними. Таким образом, генерируемый газообразный водород может быть спокойно удален эффективным образом без какого-либо сложного управления обработкой паром в процессе производства, в то время как пар может быть распределен в достаточном количестве по всей площади стального листа с покрытием, что позволяет обеспечить равномерное чернение слоя покрытия и изготовить стальной лист с черным покрытием улучшенного внешнего вида.
[0050] Следует отметить, что, если в процессе чернения протекает реакция по описанному выше уравнению [1], то 1 моль пара расходуется в этой реакции для образования 1 моль газообразного водорода, без какого-либо изменения объема газа. Другими словами, контролируя подачу пара и выпуск газовой атмосферы таким образом, чтобы общее давление в герметичной камере (10) оставалось на определенном уровне, образующийся газообразный водород выводят практически полностью на основе соотношения в уравнении [3], представленного ниже.
Уравнение [3]: «Количество пара, введенного в герметичную камеру» = «Чистое количество выпущенного пара» + «Количество образующегося газообразного водорода»
[0051] Далее, если протекает реакция по описанному выше уравнению [2], то 2 моль пара расходуется в реакции для получения 1 моль газообразного водорода, что приводит к некоторому уменьшению объема газа и некоторому снижению внутреннего давления в герметичной камере (10), но все же при сохранении количества пара, необходимого для чернения слоя покрытия. Другими словами, даже если давление в герметичной камере (10) снизить до 80% от заданного значения, то такое отрицательное давление все же позволит выпускать образующийся газообразный водород и подавать необходимое количество пара для чернения слоя покрытия.
[0052] Далее, описанная выше реакция по уравнению [1] является экзотермической. Следовательно, существует вероятность, что внутренняя температура в герметичной камере (10) во время обработки паром превысит заданную температуру чернения. Чем выше температура, тем выше давление насыщенного водяного пара. Исходя из этого принципа, в зависимости от внутренней температуры камеры (10), давление можно повысить до 120% от заданного значения, чтобы обеспечить достаточное количество пара для чернения слоя покрытия.
[0053] Таким образом, внутреннее давление в герметичной камере (10) во время обработки паром предпочтительно поддерживают в диапазоне от 80% до 120% от заданной величины давления.
[0054] Кроме того, выпуск газовой атмосферы и введение пара можно осуществлять непрерывно в течение третьего этапа (S130), а именно от начала до завершения на этом этапе. В качестве альтернативы эти операции можно выполнять один раз на этом этапе или более одного раза через определенные интервалы на этом этапе.
[0055] Далее, газовую атмосферу в герметичной камере (10) можно перемешивать с помощью смесителя (70) в процессе чернения после введения или при введении пара в герметичную камеру (10), чтобы предотвратить неравномерное почернение листовой стали (1) с покрытием.
[0056] Далее, время обработки паром можно произвольно регулировать в зависимости от состава (например, количеством Al и Мg в слое покрытия) или толщины слоя покрытия, требуемой светлоты, и так далее. Однако время обработки паром предпочтительно составляет около 24 часов.
[0057] В одном варианте осуществления настоящего изобретения, количество пара, вводимого в герметичную камеру (10), и количество газовой атмосферы, выпускаемой из герметичной камеры (10), можно регулировать. Как показано на ФИГ. 2, количество пара в герметичной камере (10) для чернения слоя покрытия регулируют механизмом (40), позволяющим регулировать количество пара, вводимого в герметичную камеру (10), и механизмом (30), позволяющим регулировать количество газовой атмосферы, выпускаемой из камеры (10) так, чтобы обеспечить поддержание заданного значение давления. Говоря более конкретно, эти механизмы (30, 40) содержат трубы различных номинальных диаметров (20А, 25А, 80А), а эти трубы содержат газовыпускные клапаны (322, 324, 326) (все они будут далее в целом именоваться «газовыпускные клапаны (32)») и клапаны (422, 424, 426) подачи пара (все они будут далее именоваться «паровые питательные клапаны (42)»), причем эти клапаны (32, 34) открывают и закрывают с помощью блока (90) управления, который будет описан ниже и предназначены для регулирования количества вводимого пара и количества выпускаемой газовой атмосферы, тем самым обеспечивая поддержание значения внутреннего давления на соответствующем уровне в герметичной камере (10).
[0058] В одном варианте осуществления настоящего изобретения, количество пара в герметичной камере (10) регулируют следующим образом. Требуемое для чернения количество пара определяют в соответствии с площадью поверхности стального листа (1) с покрытием, расположенной в герметичной камере (10). Для обеспечения необходимого количества пара в герметичной камере (10) газовыпускные клапаны (32) механизма (30) находятся в заданных положениях открытия, тогда как степень открытия снабжающих паром клапанов (42) регулирующего механизма (40) подачи пара можно регулировать. Следует отметить, что такая установка положений открытия не является единственно возможной, и что клапаны (42) механизма (40) могут находиться в заданных положениях открытия, в то время как положения открытия газовыпускных клапанов (32) механизма (30) могут регулироваться. Кроме того, степенью открытия клапанов (32) механизма (30) и клапанов (42) механизма (40) можно управлять в подходящие моменты времени.
[0059] Кроме того, считают, что вследствие экзотермической реакции в соответствии с уравнением [1], описанной выше, температура стального листа (1) с покрытием увеличивается в течение процесса чернения. Если внутреннее давление в герметичной камере (10) продолжает оставаться на заданном уровне, то стальной лист (1) подвергается воздействию пониженной относительной влажности, что является неблагоприятным для быстрого чернения. В этом случае газовыпускные клапаны (32) механизма (30) и/или клапаны (42) подачи пара механизма (40) устанавливают в определенных положениях открытия, отрегулированных таким образом, чтобы обеспечить возможность ввода большего количества пара в герметичную камеру (10), в то время как заданное значение внутреннего давления в герметичной камере (10) поддерживается постоянным, тем самым повышая относительную влажность для стального листа (1) с покрытием, что позволяет обеспечить процесс чернения.
[0060] (Четвертый этап)
На четвертом этапе (S140) внутреннее давление в герметичной камере (10) восстанавливают до величины давления наружного воздуха, а затем откачивают газовую атмосферу из камеры (10), снижая давление газа в ней до 70 кПа или ниже. Чтобы вернуть внутреннее давление камеры (10) к величине давления наружного воздуха, открывают, например, клапан для впуска наружного воздуха (не показан), установленный в герметичной камере (10). Кроме того, чтобы снизить давление газа в герметичной камере (10) до 70 кПа или ниже, газовую атмосферу откачивают из камеры (10) через выпускную трубу (31) с помощью откачивающего насоса (не показан), который установлен снаружи камеры (10) и выполнен с возможностью вакуумирования камеры (10).
[0061] На пятом этапе (S150), который будет описан ниже, если стальной лист (1) с покрытием нагревают в присутствии оставшегося пара в герметичной камере (10), то существует вероятность, что пар, оставшийся в некоторых промежутках стального листа (1) или где-либо еще, сконденсируется, и поверхность стального листа (1) или внутренняя часть герметичной камеры (10) подвергнется конденсации. Витки стального листа (1) с покрытием, имеющей поверхность, на которой происходит такая конденсация, склеиваются влагой на поверхности, и есть вероятность, что стальной лист (1) будет иметь неравномерное чернение на поверхности. В связи с этим, на четвертом этапе (S140) внутреннее давление в герметичной камере (10) восстанавливают до величины давления наружного воздуха, и после этого откачивают газовую атмосферу из камеры (10), снижая количество пара в герметичной камере (10). Это предотвращает возникновение вышеописанной проблемы, когда стальной лист (1) с покрытием охлаждают на пятой стадии (S150). С точки зрения таких обстоятельств, на четвертом этапе (S140) давление газа в герметичной камере (10) предпочтительно снижают до 70 кПа или ниже, более предпочтительно, до 30 кПа или ниже.
[0062] [Пятый этап]
На пятом этапе (S150) стальной лист (1) с покрытием охлаждают в присутствии газа, точка росы которого ниже температуры стального листа в течение всего процесса охлаждения (1) (газ с низким содержанием пара), вводимого через впускную трубу для введения газа (51) в герметичную камеру (10). Вводимый на пятом этапе (S150) газ предпочтительно не нагревают, а при необходимости нагревают до такой степени, чтобы его температура была ниже, чем температура воздуха внутри камеры (10).
[0063] Газ с низким содержанием пара для введения в герметичную камеру (10) на пятом этапе (S150), может быть, например, наружным воздухом, газообразным азотом, или инертным газом. С точки зрения технологичности камера (10) предпочтительно должна быть выполнена с возможностью впуска в нее наружного воздуха.
[0064] Кроме того, температуру газовой атмосферы в герметичной камере (10) можно при необходимости снизить за счет использования регуляторов (20, 21) температуры таким образом, чтобы охладить стальной лист (1).
[0065] Следует отметить, что за счет использования смесителя (70), такого как циркуляционный вентилятор (71), установленного внутри герметичной камеры (10) для охлаждения газовой атмосферы в камере, стальной лист (1) с покрытием можно охлаждать быстро, эффективно и равномерно.
[0066] [Устройство для изготовления стального листа с черным покрытием]
(Конструкция устройства)
Устройство для изготовления стального листа с черным покрытием в соответствии с настоящим изобретением (которое в дальнейшем будет иногда называться «устройством в соответствии с настоящим изобретением»), схематический вид примера которого в поперечном разрезе показан на ФИГ. 2, содержит: герметичную камеру (10), включающую в себя стенд (12) для размещения на нем в съемном состоянии стального листа (1) с покрытием; механизм (21) регулирования температуры свода, механизм (20) регулирования температуры вертикальной стенки и нагревательное устройство (24), такое как нагревательный элемент в защитной оболочке для нагрева (или охлаждения) внутренней части камеры (10); механизм (30) регулирования выпуска газа, выполненный с возможностью выпуска газовой атмосферы из камеры (10); и механизм (40) регулирования подачи пара, выполненный с возможностью введения пара в герметичную камеру (10).
Кроме того, устройство в соответствии с настоящим изобретением может содержать: блок (50) для подачи газа в герметичную камеру (10) газа, содержащего наружный воздух; и клапан подачи наружного воздуха (не показан) для возврата внутреннего давления камеры (10) к значению давления наружного воздуха.
Кроме того, устройство в соответствии с настоящим изобретением может содержать: блок (60) измерения температуры, выполненный с возможностью измерения температуры стального листа (1) с покрытием; блок (61) измерения давления, выполненный с возможностью измерения внутреннего давления в герметичной камере (10); блок (62) измерения температуры газа, выполненный с возможностью измерения температуры газовой атмосферы; и перемешивающий блок (70), имеющий циркуляционный вентилятор (71) и т.п., выполненный с возможностью перемешивания газовой атмосферы в герметичной камере (10).
Как показано на ФИГ. 3, устройство в соответствии с настоящим изобретением может содержать блок (90) управления, выполненный с возможностью управления механизмами (20, 21) регулирования температуры, нагревателем (24), таким как нагревательный элемент в защитной оболочке, механизмом (30) регулирования расхода газа, механизмом (40) регулирования подачи пара, блоком (50) подачи газа, блоком (70) перемешивания, и в дополнение к этому блок (90) выполнен с возможностью управления открытием и закрытием каждого клапана в процессе изготовлении стального листа (1) с черным покрытием.
Если устройство в соответствии с настоящим изобретением дополнительно содержит дренажную трубу (35) и дренажный клапан (36), то блок (90) может управлять этим клапаном (36) для слива воды из устройства.
[0067] В дальнейшем, пример устройства в соответствии с настоящим изобретением будет описан со ссылкой на ФИГ. 2.
[0068] Герметичная камера (10) содержит нижнюю раму (8) и верхний колпак (9). Нижняя рама (8) имеет стенд (12) для размещения на нем стального листа (1) с покрытием внутри камеры (10). Верхний колпак (9) имеет сводовую часть (13) в форме купола для поверхности свода и стеновую часть (14) в форме цилиндра для боковой поверхности. Верхний колпак (9) имеет такую форму, что его нижняя сторона открыта.
Кроме того, герметичная камера (10) содержит механизмы (21, 20) регулирования температуры, которые установлены независимо один от другого на внешней поверхности стенки камеры (10), причем механизм (21) регулирования температуры свода и механизм (20) регулирования температуры вертикальной стенки способны нагревать и охлаждать внутреннюю часть камеры (10) посредством потока текучей среды. В случае, когда внутреннюю часть камеры (10) охлаждают путем охлаждения сводовой части (13) посредством механизма (21), существует вероятность, что на внутренней поверхности части (13) образуется роса и, как следствие, конденсат будет падать на стальной лист (1) с покрытием, ухудшая его внешний вид. По этой причине внутреннюю часть камеры (10) охлаждают не с помощью механизма (21), а с помощью механизма (20).
Далее, герметичная камера (10) ограничена газонепроницаемым уплотнением между нижней рамой (8) и верхним колпаком (9), и имеет прочность, достаточную, чтобы выдержать снижение внутреннего давления, вызванное выпуском газовой атмосферы, повышение внутреннего давления, вызванное введением пара, нагревание и охлаждение и т.п.
[0069] Нижняя рама (8) соединена с: трубой (41) для подачи пара от источника пара; выпускной трубой (31) для выпуска газовой атмосферы и пара из камеры (10); трубой (51) для введения газа; дренажной трубой (35). При закрытии клапанов, предусмотренных на этих трубах, внутренняя часть герметичной камеры (10) может быть в закрытом состоянии.
[0070] Стенд (12), который установлен на нижней раме (8), выполнен с возможностью размещения на нем стального листа (1) с покрытием. Покрытые листы стали (1) могут быть уложены друг на друга с проставками (2), вставленными между ними. Как показано на ФИГ. 2, стенд (12) имеет сквозные отверстия (12а), позволяющие газу атмосферы проходить по направлению от верхней стороны на нижнюю сторону стального листа (1) таким образом, обеспечивая подачу газовой атмосферы к вентилятору (71). Благодаря такой конфигурации газ в герметичной камере (10) проходит через зазоры между витками стального листа (1) для циркуляции. В результате, обеспечивается более равномерный контакт атмосферного газа со сталью (1).
[0071] Механизм (30) для выпуска газовой атмосферы содержит выпускную трубу(31), газовыпускные клапаны (32),и откачивающий насос (не показан). Труба (31) представляет собой трубу, выполненную на внешней стороне нижней рамы (8) и проходящую через нижнюю раму (8) между ее наружной и внутренней сторонами, так чтобы внутренняя часть камеры (10) могла сообщаться с наружной атмосферой. Так, например, газовую атмосферу (с низким содержанием пара и т.д.) в герметичной камере (10), или газовую атмосферу (пар, генерируемый газообразный водород и т.д.) в герметичной камере (10) после обработки паром, выводят наружу через выпускную трубу (31) с помощью откачивающего насоса (не показан). В качестве варианта осуществления настоящего изобретения, как показано на ФИГ. 2, труба (31) соединена с трубой (332, 334, 336) разного номинального диаметра для регулирования количества пара в герметичной камере (10) в процессе обработки паром. Эти трубы содержат соответствующие газовыпускные клапаны (32). Например, клапаны (32) трех трубок (332, 334, 336) с номинальным диаметром 20А, 25А, 80А, соответственно, могут быть открыты и закрыты блоком (90) управления, который будет описан позже, для регулирования расхода газа в зависимости от необходимого количества пара в герметичной камере (10). Это не ограничено единственно возможным вариантом осуществления, то есть число и номинальные диаметры трубок (332, 334, 336) можно изменять в зависимости от любых конкретных потребностей. В описанном выше втором и четвертом этапах, механизм (30) регулирования выпуска газа выполнен с возможностью выпуска газовой атмосферы с целою регулирования давления газа в герметичной камере (10) до 70 кПа или ниже.
[0072] Дренажная труба (35) представляет собой трубу, выполненную на внешней стороне нижней рамы (8) и проходящую между ее наружной и внутренней сторонами, так чтобы внутренняя часть камеры (10) могла сообщаться с наружной атмосферой. Текучая среда (роса, и т.д.) в герметичной камере (10) может быть выпущена наружу через дренажную трубу (35).
[0073] Регулирующий механизм (40) содержит трубу (41) подачи пара и клапаны (42) подачи пара и предназначен для регулирования количества пара, подаваемого в герметичную камеру (10). Когда механизм (40) не находится в режиме подачи пара, клапаны (42) закрыты, чтобы предотвратить подачу пара в герметичную камеру (10) через трубу (41). В устройстве для изготовления стального листа с черным покрытием в варианте осуществления настоящего изобретения, как показано на ФИГ. 2, труба (41) подачи пара соединена с трубами (432, 434, 436) разного номинального диаметра. В этих трубах установлены соответствующие клапаны (42) подачи пара. Например, клапаны (42) трех труб (432, 434, 436) с номинальными диаметрами 20А, 25А, 80А, соответственно, могут открываться и закрываться с помощью управления для регулирования подачи пара в ответ на требуемое количество пара в герметичной камере (10). Это не ограничено единственным возможным вариантом осуществления, и количество, и номинальные диаметры труб (432, 434, 436) могут быть изменены для любых конкретных потребностей.
[0074] Блок (50) подачи газа содержит трубу (51) для введения газа и клапан (52) для впуска газа. Труба (51) представляет собой трубу, выполненную на внешней стороне нижней рамы (8) и проходящую между ее наружной и внутренней сторонами, так чтобы внутренняя часть камеры (10) могла сообщаться с наружной атмосферой или внутренняя часть камеры (10) могла сообщаться с источником (не показан) подачи газа. Например, в описанных выше первой и пятой стадиях (S110, S150), блок (50) можно использовать для введения газа с низким содержанием пара в герметичную камеру (10).
[0075] Блок (60) для измерения температуры содержит несколько датчиков температуры, установленных в контакте с различными областями поверхности стального листа (1) с покрытием, исполненных, например, в виде термопар для определения температуры стального листа (1). Когда стальной лист (1) находится в форме рулона, то эти термопары могут быть вставлены между витками рулона.
[0076] Блок (61) измерения давления выполнен с возможностью измерения внутреннего давления в герметичной камере (10). Этот блок содержит манометр, выполненный с возможностью регистрации давления на первом, третьем и пятом этапах (S110, S130, S150), и вакуумметр, выполненный с возможностью регистрации давления, которое ниже давления наружного воздуха на втором и четвертом этапах (S120, S140). Эти измерительные приборы можно использовать в режиме поочередного переключения.
[0077] Блок (62) измерения температуры газа (62) содержит датчик температуры, выполненный с возможностью определения температуры газовой атмосферы в герметичной камере (10). В качестве такого датчика можно, например, применить термопару. Вместо одного датчика, установленного в одной точке внутри камеры (10), можно использовать несколько датчиков, размещенных во множестве точек внутри камеры (10) с возможностью переключения между ними.
[0078] Смеситель (70) содержит циркуляционный вентилятор (71), расположенный в нижней раме (8), и приводной двигатель (72) для вращения циркуляционного вентилятора (71). Когда двигатель (72) вращает вентилятор (71), газовая атмосфера в герметичной камере (10) во время обработки паром, как показано стрелками на ФИГ. 2: протекает от боковой стороны стенда (12) в зазор между боковой стороной и внутренней поверхностью стенки камеры (10); проходит вдоль внешней периферийной поверхности стального листа (1) с покрытием; затем сверху затекает в зазоры между витками стального листа (1) с покрытием; после этого вытекает из нижней стороны стального листа (1) во внутреннюю часть стенда (12); и снова течет от боковой стороны стенда (12) в зазор между боковой стороной и внутренней поверхностью стенки камеры (10), циркулируя в герметичной камере (10). Таким образом, газовая атмосфера в герметичной камере (10) перемешивается во время обработки паром. Блок перемешивания (70) может быть использован не только во время обработки паром, но и при нагревании и охлаждении стального листа (1) с покрытием.
[0079] [Система для производства стального листа с черным покрытием]
Далее описан пример работы устройства для изготовления стального листа с черным покрытием в соответствии с настоящим изобретением и его система управления со ссылкой на ФИГ. 3.
[0080] После того, как стальной лист (1) с покрытием размещают на стенде (12) и закрывают герметичную камеру (10), блок управления (90), как описано ниже, приводит в действие управление механизмами (20, 21) регулирования температуры, нагревательным устройством (24), таким как нагревательный элемент в защитной оболочке, механизмом (30) регулирования выпуска газа, механизмом (40) регулирования введения пара, блоком (50) подачи газа и смесителем (70).
[0081] На первом этапе, когда нагревают стальной лист (1) с покрытием, блок (90) управления приводит в действие механизмы (20, 21) регулирования температуры и/или нагревательное устройство (24), такой как нагревательный элемент в защитной оболочке, которые нагревают внутреннюю часть герметичной камеры (10) и, как следствие, нагревают стальной лист (1) в присутствии газа с низким содержанием пара. При нагревании, блок (90) управляет каждым из вышеупомянутых средств нагрева до тех пор, пока температура слоя покрытия, измеренная блоком (60) измерения температуры, не достигнет уровня температуры чернения. Следует отметить, что в варианте осуществления настоящего изобретения, заданная температура чернения установлена равной 105°С. При необходимости, управление нагревом можно осуществлять при вращении циркуляционного вентилятора (71) таким обрзом, чтобы обеспечить циркуляцию газовой атмосферы в герметичной камере (10).
[0082] На втором этапе, следующем по завершению первого этапа, блок (90) управления приводит в действие механизм (30) регулирования выпуска атмосферы, открывая газовыпускные клапаны (32) и запуская откачивающий насос (не показан) таким образом, чтобы выпустить газовую атмосферу из герметичной камеры (10) через выпускную трубу (31), пока давление газа в герметичной камере (10) не снизится до 70 кПа или ниже. Когда измеренное значение давления газа в герметичной камере (10) окажется равным или ниже 70 кПа, блок (90) закрывает клапаны (32). Следует отметить, что, прежде чем открывать клапаны (32) и приводить в действие откачивающий насос механизма (30), может быть открыт клапан (не показан) для впуска наружного воздуха для установления значения внутреннего давления в герметичной камере (10) равным давлению наружного воздуха.
[0083] На третьем этапе, следующим за моментом, когда внутреннее давление газа достигнет описанного выше значения, блок (90) приводит в действие механизм (40) регулирования подачи пара, открывая клапаны (42) подачи пара таким образом, чтобы обеспечить подачу пара в герметичную камеру (10) от источника подачи пара. В результате пар вводится в герметичную камеру (10) через трубу (41) подачи пара. Клапаны (42) могут открываться с помощью механизма (40) регулирования подачи пара, когда блок (90) определяет, что разность между максимальным и минимальным значением температуры, измеренной с помощью нескольких датчиков температуры блока (60) измерения температуры находится в описанном выше заданном диапазоне. При необходимости вводимый пар может быть нагрет пароподогревателем (не показан).
[0084] Кроме того, при необходимости, блок (90) управления может привести в действие смеситель (70), запустив приводной двигатель (72) для вращения циркуляционного вентилятора (71), обеспечивая таким образом перемешивание и циркуляцию содержащей пар газовой атмосферы в герметичной камере (10).
[0085] Следует отметить, что в варианте осуществления настоящего изобретения блок (90) управления выполнен с возможностью приводить в действие механизм (40) для регулирования количества пара, вводимого в герметичную камеру (10), и механизм (30) для регулирования количества газовой атмосферы, выпускаемой из камеры (10), таким образом, чтобы обеспечить возможность постоянно поддерживать требуемое количество пара в герметичной камере (10) для чернения слоя покрытия, удалять соответствующим образом газообразный водород, образующийся в герметичной камере (10), и поддерживать соответствующую относительную влажность (целевое значение 100%). В частности, блок (90) приводит в действие описанные выше механизмы (30, 40), открывая/закрывая каждый из газовыпускных клапанов (32) и паровых питательных клапанов (42), установленных на трубах соответствующих номинальных диаметров, отличных один от другого, и регулируя таким образом количество вводимого пара и количество выпускаемой газовой атмосферы.
[0086] Количество пара, требуемое для чернения, в принципе определяется площадью поверхности стального листа (1) с покрытием. При регулировании количества пара в герметичной камере (10), блок (90) устанавливает газовыпускные клапаны (32) механизма (30) в положениях, обеспечивающих определенную степень открытия, и регулирует клапаны (42) подачи пара механизма (40) регулирования подачи пара таким образом, чтобы они находились в определенных положениях, обеспечивающих регулируемые степени открытия, тем самым поддерживая требуемое количество пара в герметичной камере (10). Следует отметить, что клапаны (42) подачи пара механизма (40) регулирования подачи пара могут находиться в определенных положениях, обеспечивая заданные степени открытия, тогда как клапаны (32) механизма (30) могут находиться в положениях, обеспечивающих регулируемые степени открытия, или что и клапаны (32) и клапаны (42) могут быть установлены в своих открытых состояниях в определенные моменты времени.
[0087] При регулировании введения пара в герметичную камеру (10) и выпуска газовой атмосферы (пара, газообразного водорода, образующегося в процессе реакции, и т.д.) из камеры (10), блок (90) постоянно обрабатывает данные, полученные в результате измерений с помощью блока (61) измерения давления для того, чтобы поддерживать требуемое значение давления в герметичной камере (10), с целью обеспечения в герметичной камере (10) требуемого количество пара для обработки паром. Следует отметить, что в варианте осуществления настоящего изобретения, внутреннее давление в герметичной камере (10) в процессе обработки паром устанавливают с помощью блока (90) на уровне 121 кПа в качестве давления насыщенного пара, соответствующего температуре 105°С в герметичной камере (10). Кроме того, что касается метода регулирования внутреннего давления камеры (10), то, когда блок (90) определяет, что измеренное значение внутреннего давления равно или превышает предварительно заданное пороговое значение, установленное между максимальным и минимальным из выборки данных полученной блоком (61) измерения давления, этот блок (90) регулирует количество вводимого пара и количество выпускаемого пара. В противном случае количество вводимого пара и количество выпускаемого пара могут быть отрегулированы в соответствующий момент времени таким образом,, что в течение всего времени измеренное значение внутреннего давления поддерживалось на определенном заданном уровне.
[0088] Когда после введения пара истекает период времени чернения, блок (90) приводит в действие механизм (40) регулирования подачи пара, закрывая клапаны (42) с целью перекрытия потока газа через трубу (41) подачи пара между внутренней и внешней частями камеры (10), а затем приводит в действие механизм (30) регулирования выпуска газовой атмосферы, открывая газовыпускные клапаны (32) и запуская в действие откачивающий насос (не показан), чтобы выпустить газовую атмосферу из камеры (10) и тем самым снизить давление газа в герметичной камере (10) до 70 кПа или ниже. Когда измеренное значение давления газа в герметичной камере (10) равно или ниже 70 кПа, блок (90) приводит в действие механизм (30) регулирования выпуска газа, открывая клапаны (32), чтобы перекрыть поток газа через выпускную трубу (31) между внутренней и наружной частью камеры (10).
[0089] На пятом этапе, следующим за моментом, при котором внутреннее давление газа достигает описанное выше значение, блок (90) приводит в действие блок (50) подачи газа, открывая впускной клапан (52), обеспечивая ввод газа, точка росы которого всегда ниже температуры стального листа (1) с покрытием, в герметичную камеру (10) через трубу (51) для введения. В варианте осуществления настоящего изобретения, наружный воздух вводят до тех пор, пока давление газа в герметичной камере (10) не достигнет 101 кПа (практически равное давлению наружного воздуха). Посредством введенного газа (наружного воздуха в этом варианте реализации) охлаждают стальной лист (1).
[0090] В любой момент времени, включая период охлаждения стального листа (1) с покрытием, блок (90) может открывать дренажный клапан (36) для слива росы и т.п.из камеры (10). Управление сливным клапаном (36) может выполняться один или более раз во время работы устройства в соответствии с настоящим изобретением, или клапан (36) может оставаться закрытым на протяжении всего времени работы устройства при условии, что слой покрытия почернел до удовлетворительного состояния.
[0091] [Эффекты]
В соответствии со способом в качестве реализации настоящего изобретения, газообразный водород, образующийся во время обработки паром, может быть надежно удален эффективным методом без какого-либо сложного управления такой обработки паром в процессе производства, в то время как пар может быть эффективно распределен по всей площади стального листа с покрытием, обеспечивая равномерное чернение слоя покрытия, в результате чего можно получить стальной лист с черным покрытием улучшенного внешнего вида.
[0092] (Промышленная применимость)
С помощью способа в соответствии с настоящим изобретением, газообразный водород, образующийся во время паровой обработки стального листа с покрытием, выпускают соответствующим образом, и соответственно отрегулированное количество пара для обработки паром подают так, чтобы производить стальной лист с более равномерно черненным покрытием улучшенного внешнего вида, что, как ожидается, будет способствовать дальнейшему росту популярности стального листа с черным покрытием.
[0093](Ссылочные номера)
1 Стальной лист с покрытием
10 Герметичная камера

Группа изобретений относится к способам чернения стального листа, покрытого горячим методом сплавом Zn-Al-Mg, в герметичной камере, и к устройствам чернения упомянутого стального листа. В герметичной камере, выполненной с обеспечением возможности регулирования количества водяного пара, подаваемого в герметичную камеру, и количества газовой атмосферы, выпускаемой из герметичной камеры, поддерживают внутреннее давление. При этом обеспечивают подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры для удаления из герметичной камеры образовавшегося в ней газообразного водорода, за счет чего обеспечивают возможность контакта между упомянутым стальным листом и водяным паром. В другом варианте осуществления изобретения в герметичной камере поддерживают внутреннее давление выше или равным 80% и ниже или равным 120% от заданного значения. Устройство для чернения упомянутого стального листа содержит герметичную камеру, выполненную с возможностью размещения в ней указанного стального листа и блок управления давлением, выполненный с возможностью регулирования количества водяного пара, вводимого в герметичную камеру, и количества газовой атмосферы, выпускаемой из герметичной камеры, с поддержанием заданного значения внутреннего давления в герметичной камере. Блок управления давлением выполнен с возможностью во время обработки приведением водяного пара в контакт с упомянутым стальным листом поддерживать внутреннее давление в герметичной камере и при этом обеспечивать подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры для удаления из герметичной камеры образовавшегося в ней газообразного водорода. Обеспечивается равномерное чернение слоя покрытия для получения стального листа с черным покрытием улучшенного внешнего вида. 4 н.п. ф-лы, 3 ил.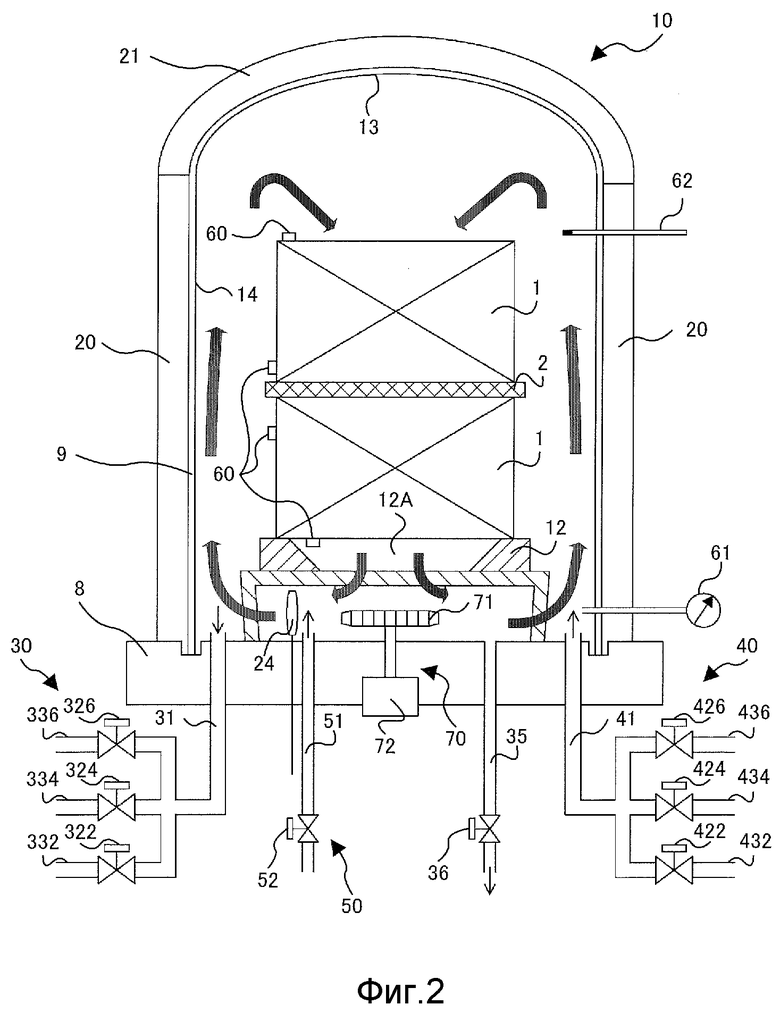
1. Способ чернения стального листа, покрытого горячим методом сплавом Zn-Al-Mg, в герметичной камере, включающий этап, на котором в герметичной камере, выполненной с обеспечением возможности регулирования количества водяного пара, подаваемого в герметичную камеру, и количества газовой атмосферы, выпускаемой из герметичной камеры, поддерживают внутреннее давление и при этом обеспечивают подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры для удаления из герметичной камеры образовавшегося в ней газообразного водорода, за счет чего обеспечивают возможность контакта между стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, и водяным паром, вводимым в герметичную камеру.
2. Способ чернения стального листа, покрытого горячим методом сплавом Zn-Al-Mg, в герметичной камере, включающий этап, на котором в герметичной камере, выполненной с обеспечением возможности регулирования количества водяного пара, подаваемого в герметичную камеру, и/или количества газовой атмосферы, выпускаемой из герметичной камеры, поддерживают внутреннее давление выше или равным 80% и ниже или равным 120% от заданного значения и при этом обеспечивают подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры посредством регулирования количества водяного пара, подаваемого в герметичную камеру, и/или количества газовой атмосферы, выпускаемой из герметичной камеры, для удаления из герметичной камеры образовавшегося в ней газообразного водорода, за счет чего обеспечивают возможность контакта между стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, и водяным паром, вводимым в герметичную камеру.
3. Устройство для чернения стального листа, покрытого горячим методом сплавом Zn-Al-Mg, в герметичной камере, содержащее герметичную камеру, выполненную с возможностью размещения в ней стального листа, покрытого горячим методом сплавом Zn-Al-Mg, и блок управления давлением, выполненный с возможностью регулирования количества водяного пара, вводимого в герметичную камеру, и количества газовой атмосферы, выпускаемой из герметичной камеры, с поддержанием заданного значения внутреннего давления в герметичной камере, причем блок управления давлением выполнен с возможностью во время обработки приведением водяного пара в контакт со стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, поддерживать внутреннее давление в герметичной камере и при этом обеспечивать подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры для удаления из герметичной камеры образовавшегося в ней газообразного водорода.
4. Устройство для чернения стального листа, покрытого горячим методом сплавом Zn-Al-Mg, в герметичной камере, содержащее герметичную камеру, выполненную с возможностью размещения в ней стального листа, покрытого горячим методом сплавом Zn-Al-Mg, и блок управления давлением, выполненный с возможностью регулирования количества водяного пара, вводимого в герметичную камеру, и/или количества газовой атмосферы, выпускаемой из этой герметичной камеры, с поддержанием заданного значения внутреннего давления в герметичной камере, причем блок управления давлением выполнен с возможностью во время обработки приведением водяного пара в контакт со стальным листом, покрытым горячим методом сплавом Zn-Al-Mg, поддерживать внутреннее давление в герметичной камере выше или равным 80% и ниже или равным 120% от заданного значения и обеспечивать подачу водяного пара в герметичную камеру и выход газовой атмосферы из герметичной камеры посредством регулирования количества водяного пара, подаваемого в герметичную камеру, и/или количества газовой атмосферы, выпускаемой из герметичной камеры, для удаления из герметичной камеры образовавшегося в ней газообразного водорода.
| JP 2013241676 A, 05.12.2013 | |||
| Способ химического чернения гальванопокрытий из цинковых сплавов | 1991 |
|
SU1801987A1 |
| Раствор для дополнительнойОбРАбОТКи ОКСидНыХ пОКРыТий | 1979 |
|
SU850739A1 |
| JP 2013241671 A, 05.12.2013 | |||
| СТАЛЬНОЙ ЛИСТ С ЧЕРНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2605050C2 |

