ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к оборудованию для изготовления стекловолокна. В частности, настоящее изобретение относится к фильерному питателю, обеспечивающему эффективное усиление фильерных пластин и высокую однородность расплавленного стекла, с конфигурацией, обеспечивающей уменьшение количества дорогих сплавов, используемых для его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] Стекловолокно может быть изготовлено посредством плавления композиции на основе стекла в устройстве для плавления и его вытягивания через фильерную пластину фильерного питателя. Фильерный питатель обычно имеет форму прямоугольной коробки, имеющей две пары противоположных сторон и концевых стенок, образующих ее периметр, и отверстие сверху с сообщением по текучей среде с устройством для плавления. Дно содержит фильерную пластину, которая представлена пластиной, содержащей множество отверстий или насадков, через которые обеспечена возможность протекания расплавленного стекла для образования волокон, которые вытягивают для достижения желаемого диаметра. Для обеспечения оптимального управления композицией на основе стекла и вязкостью, расплавленное стекло должно иметь высокую однородность, и следует точно управлять температурой фильерной пластины. Температура фильерной пластины зависит от композиции на основе расплава стекла, но обычно значительно превышает 1000°C. В связи с экстремальными условиями эксплуатации различные компоненты фильерного питателя изготовлены из платины или платиновых сплавов, обычно из родиево-платиновых сплавов. Следовательно, даже несмотря на то, что большее количество материала может быть использовано повторно, количество этих дорогих сплавов, используемых для изготовления фильерных питателей, имеет экономическое значение, так как на территории фильерного производства требуется большой резерв материала для обеспечения непрерывного снабжения фильерными питателями.
[0003] Существенная нагрузка, прикладываемая к фильерной пластине, образована, во-первых, весом расплава стекла, расположенного на ней, а, во-вторых, силой вытягивания, приложенной к волокнам снизу. При температурах, значительно превышающих 1000°C, фильерные пластины закономерно подвержены деформации и провисанию. Для увеличения выработки используют большие фильерные пластины, в результате чего увеличиваются деформация и провисание. Для этого, помимо использования поперечных накладок, расположенных по длине фильерной пластины, часто образуют продольное центральное ребро жесткости по центру дна для придания фильерной пластине жесткости в продольном направлении; эта конфигурация соответствует наличию двух параллельных фильерных пластин, отделенных продольным профилем в одном фильерном питателе. Обычно два участка фильерной пластины и центральный профиль изготовлены из одной пластины с соответствующим изгибом. Однако центральный профиль может быть прикреплен к центру верхней поверхности одной фильерной пластины или к продольным краям двух отдельных фильерных пластин посредством сварки. Примеры фильерных питателей, содержащих центральное ребро жесткости, разделяющее дно фильерного питателя на две фильерные пластины, раскрыты в WO 2000/001630, WO 2009/128749, WO 9958460 или EP 0931026.
[0004] Однородность композиции расплава стекла и температуры может быть увеличена до достижения им фильерной пластины (фильерных пластин) посредством разделения потока посредством разделяющих перегородок и перфорированных сит в канале потока. В US 5928402 раскрыто смесительное устройство с несколькими ситами для фильерного питателя, содержащее первое сито, расположенное ранее в технологической цепочке, содержащее отверстия, расположенные на его первом участке, через которые обеспечивается протекание расплава стекла, и второе сито, расположенное далее в технологической цепочке, содержащее отверстия, расположенные на его втором участке, несоосном относительно первого участка сита, расположенного ранее в технологической цепочке, таким образом, чтобы во время прохождения расплавленного стекла через сита обеспечивать его протекание в нелинейный канал. В WO 2000/001630 раскрыт узел для изготовления стекловолокна, содержащий несколько перфорированных сит, расположенных по каналу потока расплавленного стекла из печи вниз к фильерной пластине, содержащее устройство (44) отклонения, расположенное над фильерным питателем, и фильерные пластины, разделенные посредством центрального ребра. Аналогично, в WO 2009/128749 раскрыт узел для изготовления стекловолокна, содержащий несколько сит, расположенных на канале потока расплавленного стекла от источника расплавленного стекла к двум фильерным пластинам, разделенным посредством центрального ребра жесткости. В WO 200811298 раскрыта фильерная пластина, отделенная от источника расплавленного стекла посредством зигзагообразного сита, а в EP 1509478 - посредством плоского сита. В US 2007/220923 раскрыто устройство (340) отклонения потока из печи и фильерного питателя. В US 4525188 раскрыт фильерный питатель, в котором расплавленное стекло подают на фильерные пластины через несколько трубчатых загрузочных отверстий через верхнюю камеру крышки. В US 4537609 раскрыт фильерный питатель, содержащий узел перегородки, отделяющий источник подачи расплавленного стекла от фильерной пластины. Во всех указанных ранее фильерных питателях элементы для придания фильерной пластине (фильерным пластинам) жесткости отличаются от элементов, используемых для обеспечения однородности расплава стекла, что приводит к использованию большего количества дорогих сплавов. В EP 0931026 раскрыт фильерный питатель, в котором фильерная пластина усилена несколькими примыкающими перфорированными ∧-образными ребрами. В этой конфигурации ∧-образные ребра обеспечивают функции придания фильерной пластине жесткости и разделения потока расплавленного стекла для обеспечения однородности его композиции и температуры.
[0005] Настоящим изобретением предложена новая конструкция фильерных питателей, обеспечивающая эффективное усиление фильерных пластин и высокую однородность расплавленного стекла, а также уменьшение количества дорогих сплавов, используемых для ее изготовления. Далее описаны эти и другие преимущества настоящего изобретения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] Настоящее изобретение определено в прилагаемых независимых пунктах формулы изобретения. Предпочтительные варианты реализации определены в зависимых пунктах формулы изобретения. В частности, настоящее изобретение относится к фильерному питателю, содержащему:
(a) блок подачи жидкого стекла, расположенный ранее в технологической цепочке, чем узлы первой и второй фильерных пластин, и с сообщением по текучей среде с ними фильерных,
(b) узлы первой и второй фильерных пластин, проходящие в продольном направлении рядом друг с другом, каждый из которых окружен боковыми стенками и концевыми стенками, при этом узлы первой и второй фильерных пластин отделены друг от друга посредством конструкции ребра жесткости, проходящей в указанном продольном направлении,
отличающемуся тем, что блок подачи содержит манифольд для распределения стекла, которым образованы два отдельных канала, сообщающихся по текучей среде с узлами первой и второй фильерных пластин, и тем, что конструкция ребра жесткости выполнена за одно целое с дном манифольда.
[0007] В предпочтительном варианте реализации изобретения каждый из отдельных каналов от манифольда к каждому из узлов первой и второй фильерных пластин содержит решетку или перфорированную пластину, через которую обеспечено протекание жидкого стекла к каждому узлу фильерной пластины. Для еще большего увеличения однородности расплава стекла, манифольд для распределения стекла предпочтительно выполнен с сообщением по текучей среде с источником жидкого стекла, расположенным ранее в технологической цепочке, через решетку или перфорированную пластину. Манифольд и различные сита или перфорированные пластины приводят к многочисленным изменениям в направлениях и разделении потока, таким образом увеличивая однородность концентрации и температуры расплава. Каждый из узлов первой и второй фильерных пластин сверху закрыт перекрытием, отделяющим узел фильерной пластины от источника жидкого стекла. Указанное перекрытие предпочтительно наклонено по направлению к решетке или перфорированной пластине, отделяющей указанный источник от манифольда, для обеспечения протекания жидкого стекла вниз к манифольду.
[0008] Конструкция ребра жесткости, отделяющая два узла фильерных пластин и образующая дно манифольда, может иметь поперечное сечение в форме ∧ или ∩, с вершиной или выпуклой стороной, направленной внутрь манифольда, принимающего жидкое стекло. Исключено протекание жидкости через конструкцию ребра жесткости. Следовательно, конструкция ребра жесткости предпочтительно должна быть непроницаемой для жидкого стекла. Она предпочтительно изготовлена из металла, а ее дно может иметь дополнительную опору на каркас, изготовленный из жаростойкого материала. Дополнительно, металлические опоры могут быть присоединены к жаростойкому каркасу для дополнительного усиления конструкции ребра жесткости.
[0009] Узлы фильерных пластин содержат дно, образованное фильерной пластиной, окруженной внешними стенками, а сверху закрыты перекрытием. Сита или перфорированные пластины определяют каналы потока по направлению к манифольду. Форма фильерной пластины может быть различной. В одном варианте реализации изобретения каждый из узлов первой и второй фильерных пластин содержит одну в целом прямоугольную фильерную пластину. В альтернативном варианте реализации каждый из узлов первой и второй фильерных пластин содержит по меньшей мере два модуля фильерных пластин, выполненных с сообщением по текучей среде и выровненных друг с другом в продольном направлении. Два примыкающих модуля указанного узла фильерной пластины предпочтительно выполнены с сообщением по текучей среде друг с другом через отверстие или через сито, или перфорированную пластину. Каждый модуль может содержать многоугольную фильерную пластину. В предпочтительном варианте реализации каждый модуль фильерной пластины содержит многоугольную фильерную пластину, имеющую больше чем четыре края, предпочтительно шесть краев, причем два примыкающих модуля имеют общий край указанного многоугольника. Эта конфигурация улучшает сопротивление деформации фильерной пластины. Сопротивление деформации может также быть улучшено посредством наличия нескольких параллельных накладок жесткости, проходящих в целом перпендикулярно относительно продольного направления и механически присоединенных к фильерным пластинам и к по меньшей мере одной боковой стенке, примыкающей к соответствующим фильерным пластинам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для более полного понимания сущности настоящего изобретения, приведена ссылка на следующее подробное описание в сочетании с сопровождающими чертежами, на которых:
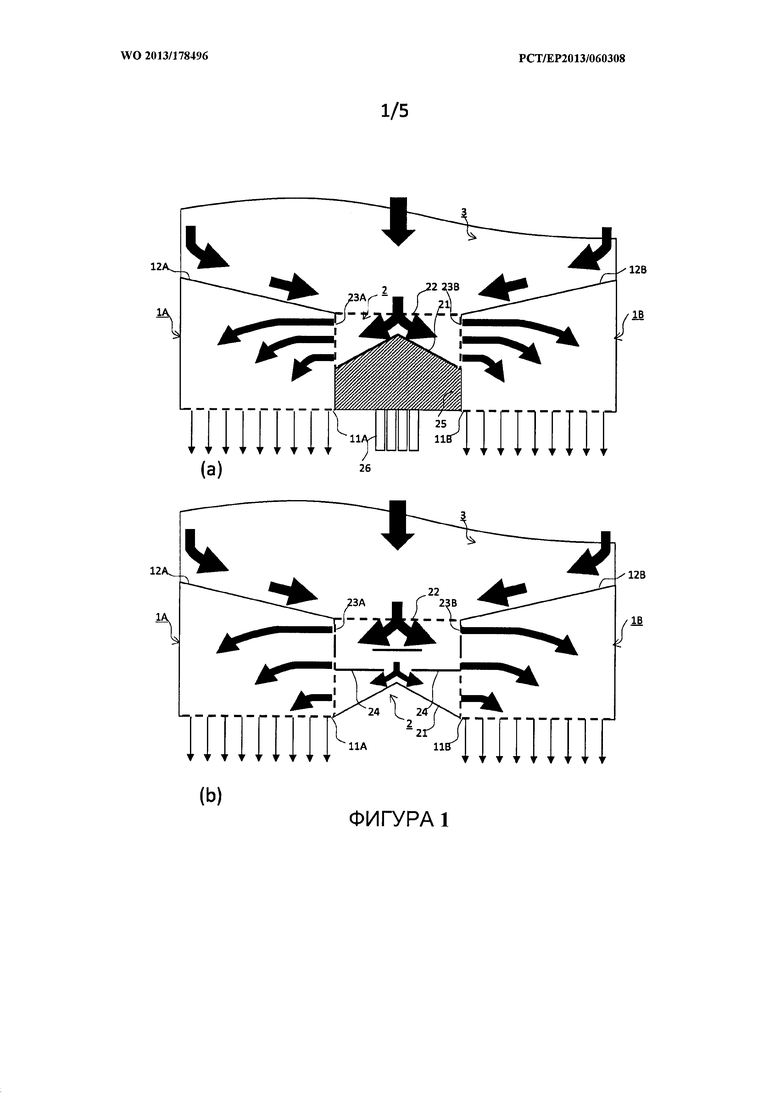
На фиг. 1 показаны виды в поперечном сечении, перпендикулярном продольному направлению, фильерных питателей в соответствии с двумя вариантами реализации настоящего изобретения.
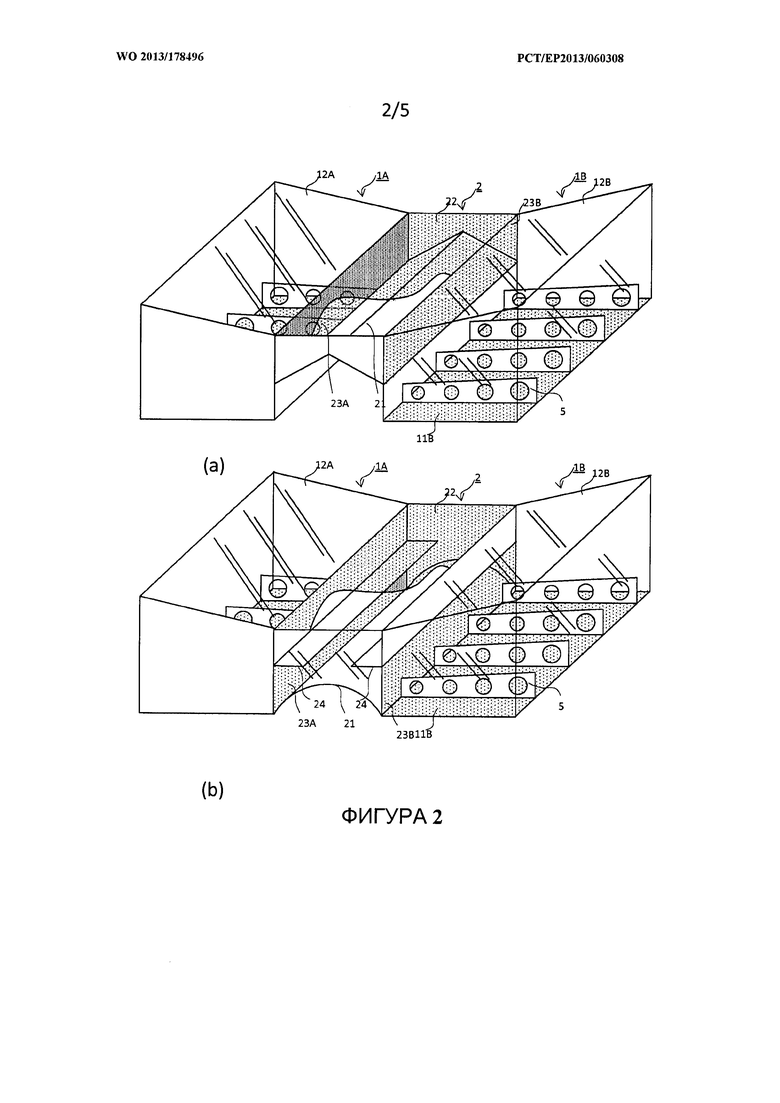
На фиг. 2 показаны схематические перспективные виды фильерных питателей в соответствии с двумя вариантами реализации настоящего изобретения.
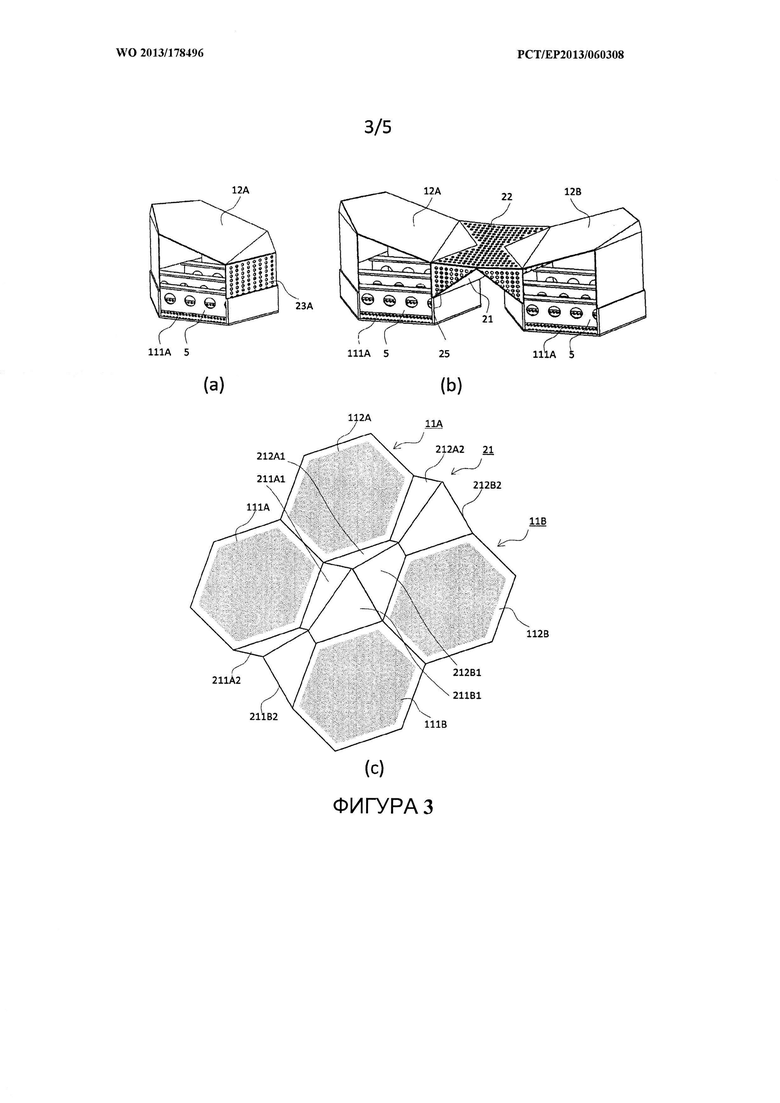
На фиг. 3 показан (a) модуль шестиугольной фильерной пластины, (b) пара модулей противоположных шестиугольных фильерных пластин (а), присоединенных друг к другу посредством манифольда, и (c) вид конструкции ребра жесткости, образованной модулями шестиугольной фильерной пластины.
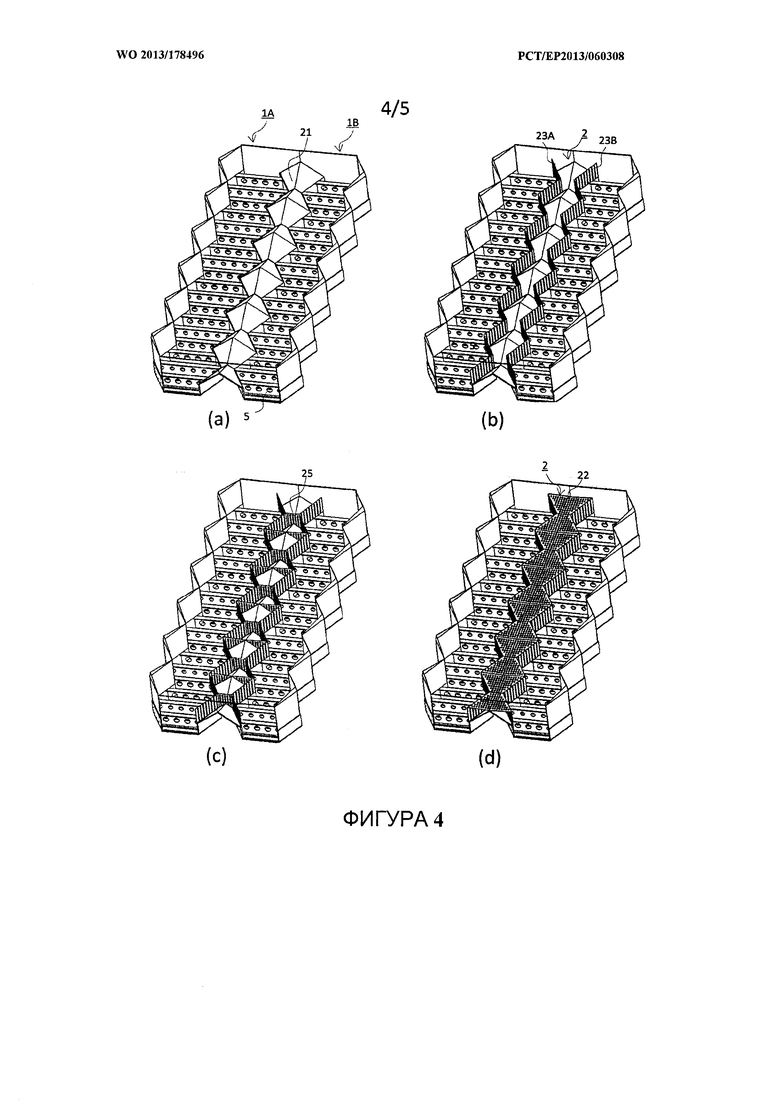
На фиг. 4 показан фильерный питатель в соответствии с настоящим изобретением, содержащий несколько модулей шестиугольных фильерных пластин, как показано на фиг. 3, расположенных рядом друг с другом в два ряда, отделенных посредством конструкции ребра жесткости, и дополнительные сита, расположенные последовательно и образующие манифольд.
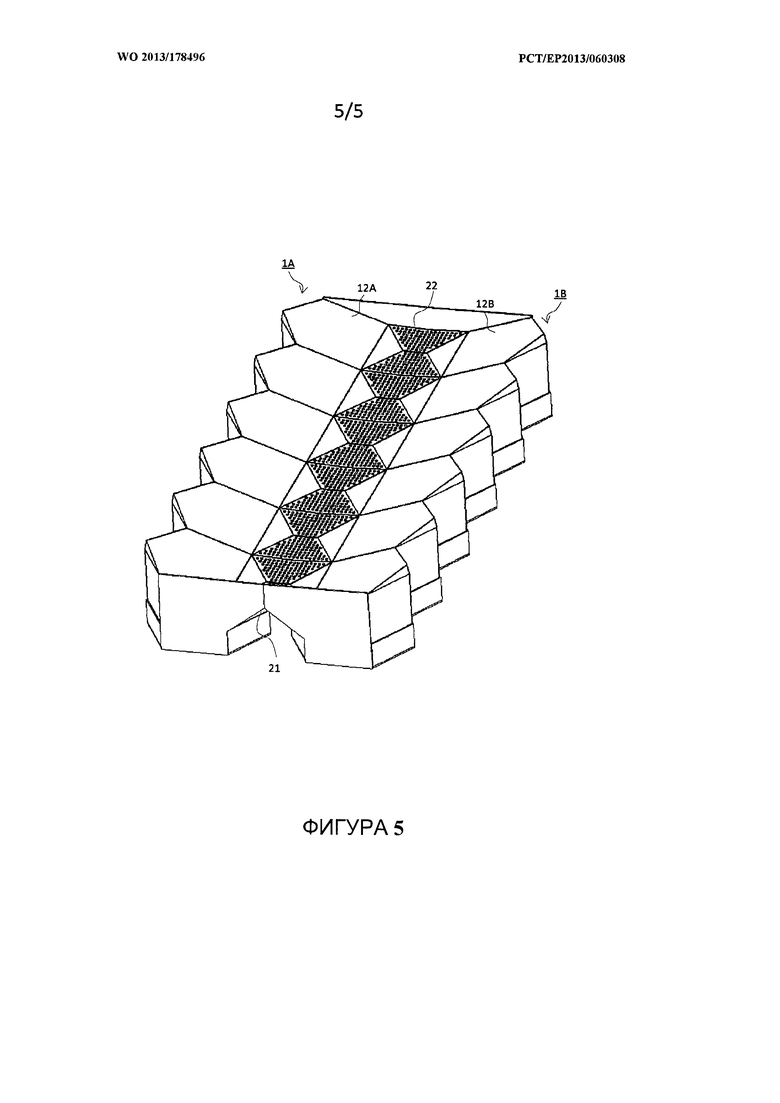
На фиг. 5 показан вид собранного фильерного питателя по фиг. 4.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0011] Как показано на фиг. 1 и 2, фильерный питатель в соответствии с настоящим изобретением содержит узлы (1A, 1B) фильерных пластин, проходящие в продольном направлении и расположенные рядом друг с другом. Каждый фильерный узел (1A, 1B) содержит дно, содержащее по меньшей мере одну фильерную пластину (11A, 11B) в форме пластины, содержащей насадки, через которые вытягивают стекловолокно, указанное дно окружено боковыми стенками и концевыми стенками. Сверху каждый узел фильерной пластины закрыт посредством перекрытия (12A, 12B). Два узла фильерных пластин отделены друг от друга посредством конструкции (21) ребра жесткости, проходящей по указанному продольному направлению, для усиления дна от деформации. Конструкция (21) ребра жесткости содержит ребро жесткости, предпочтительно выполненное в форме ∧ или ∩, вершина или выпуклая сторона которой обращена против течения относительно направления потока расплава стекла (см. также, например, фиг. 2(a) и (b)). Ребро жесткости может быть выполнено за одно целое с дном фильерного питателя, изогнутым с образованием ∧- или ∩-образного поперечного сечения, как показано на фиг. 1(b) и 2(b), или может быть выполнено отдельно от дна фильеры, как показано на фиг. 1(a) и (b). Конструкция (21) ребра жесткости предпочтительно непроницаема для жидкого стекла. Для дополнительного усиления фильерных пластин от деформации в направлении, поперечном продольному направлению, несколько параллельных накладок (5) жесткости, проходящих в целом перпендикулярно по отношению к продольному направлению, могут быть механически присоединены к фильерным пластинам и по меньшей мере одной боковой стенке, примыкающей к соответствующим фильерным пластинам.
[0012] Однородность расплава стекла очень важна для качества изготавливаемого стекловолокна. Сита, решетки и перегородки обычно размещены в канале потока расплава стекла для способствования разделению и отклонениям потока.
Усиление дна фильеры и обеспечение однородности расплава стекла обычно достигается посредством отдельных средств, содержащих: (a) ребро жесткости (b) сита или перегородки. Разделение этих двух функций отрицательно сказывается на количестве драгоценных металлов, необходимых для изготовления фильерного питателя, и на размере указанного фильерного питателя.
В настоящем изобретении впервые предложено создание одного элемента в форме манифольда (2) для распределения стекла, одновременно обеспечивающего механическую функцию и функцию обеспечения однородности. Внутренняя часть дна указанного манифольда (2) для распределения стекла содержит конструкцию (21) ребра жесткости. Манифольд образует два отдельный канала, сообщающихся по текучей среде, к узлам (1A, 1B) первой и второй фильерных пластин. Каждый из отдельных каналов от манифольда к каждому из узлов первой и второй фильерных пластин преимущественно содержит сито, решетку или перфорированную пластину (23A, 23B), через которые обеспечивается протекание жидкого стекла к каждому узлу фильерной пластины.
Дополнительное разделение потока расплава может быть обеспечено посредством обеспечения сообщения по текучей среде между манифольдом (2) для распределения стекла и источником (3) жидкого стекла, расположенным ранее в технологической цепочке, через еще одно сито, решетку или перфорированную пластину (22). Как указано на фиг. 1 черными указателями, несмотря на компактность конструкции, обеспечивается достаточное отклонение и разделение потока расплава, что способствует прохождению расплава стекла однородной композиции и температуры в каждый узел (1A, 1B) фильерной пластины и через соответствующие фильерные пластины (11A, 11B). Для разделения потока расплава могут быть использованы сита, решетки или перфорированные пластины (22, 23A, 23B) любого типа. При необходимости, возможно наличие одного или более дополнительных сит или перегородок (24) под верхним ситом (22), как изображено на фиг. 1(b) и 2(b), для дополнительного разрушения потока. Для предотвращения образования застойных зон, в которых протекание не происходит или происходит недостаточно интенсивно, расположенных ранее манифольда (2) в технологической цепочке, перекрытия (12A, 12B), закрывающие узлы (1A, 1B) первой и второй фильерных пластин сверху и отделяющие узел фильерной пластины от устройства (3) подачи жидкого стекла, предпочтительно наклонены по направлению к решетке или перфорированной пластине (22), отделяющей указанный источник (3) от манифольда (2). Как показано на фиг. 1, наклон перекрытий (12A, 12B) узлов манифольда, которые образуют часть дна камеры, расположенной ранее манифольда в технологической цепочке, направляет поток расплавленного металла по направлению к манифольду и предотвращает образование застойных зон, в частности, в углах.
[0013] Конструкция (21) ребра жесткости может быть усилена с ее наружной стороны посредством каркаса (25), изготовленного из жаростойкого материала, как показано на фиг. 1(a). Жаростойкий каркас может заполнять пространство между узлами (1A, 1B) первой и второй фильерных пластин и под нижней стороной ребра (21) жесткости. Каркас из жаростойкого материала может быть дополнительно усилен посредством внешних металлических опор (26) жесткости, проходящих в продольном направлении.
[0014] Фильерный питатель в соответствии с настоящим изобретением содержит два узла (1A, 1B) фильерных пластин, отделенных посредством манифольда, дно которого выполнено в форме ребра жесткости. Узлы (1A, 1B) первой и второй фильерных пластин могут иметь разную геометрию. В одном варианте реализации, изображенном на фиг. 2, каждый из узлов (1A, 1B) первой и второй фильерных пластин содержит одну, в целом прямоугольную фильерную пластину (11A, 11B). Такая геометрия наиболее приближена к традиционным фильерным питателям и имеет недостаток в том, что несмотря на наличие конструкции (21) ребра жесткости и поперечных накладок (5), фильерные пластины (11A, 11B) могут быть чувствительными к деформации, в особенности в фильерных питателях большого объема с фильерными пластинами, содержащими 6000 или более отверстий. В альтернативной конструкции каждый из узлов (1A, 1B) первой и второй фильерных пластин содержит по меньшей мере два модуля фильерной пластины, выполненных с сообщением по текучей среде и выровненных друг с другом в продольном направлении. В результате этого расстояние от каждой точки периферии фильерной пластины к ее геометрическому центру может быть уменьшено, что приводит к увеличению сопротивления деформации. Фильерная пластина каждого модуля предпочтительно многоугольная. Она может быть квадратной или прямоугольной, однако предпочтительно имеет больше чем четыре края. В частности, как показано на фиг. 3, фильерная пластина предпочтительно представлена необязательно правильным шестиугольником, содержащим два параллельных противоположных края. Один из указанных краев, параллельный противоположному краю, является общим для двух примыкающих шестиугольных модулей, таким образом, чтобы образовывать прямой ряд из пар противоположных параллельных краев соединенных рядом друг с другом шестигранных модулей, как показано на фиг. 3(c) и 4. В предпочтительном варианте реализации, изображенном на фиг. 3(a) и (b), края, общие для двух примыкающих фильерных пластин, не содержат внешней стенки для обеспечения свободного потока расплава стекла от одного модуля к следующему в продольном направлении в пределах одного узла (1A, 1B) фильерной пластины.
[0015] В предпочтительном варианте реализации, изображенном на фиг. 4 и 5, каждый из узлов (1A, 1B) первой и второй фильерных пластин состоит из ряда модулей шестиугольных фильерных пластин, соединенных рядом друг с другом посредством пары параллельных краев, два узла фильерных пластин отделены посредством манифольда (2), дно которого образует конструкцию (21) ребра жесткости. Как показано на фиг. 3(c), конструкция ребра жесткости имеет неровный верхний край и состоит из плоских пластин, проходящих от каждого края шестигранных фильерных пластин, обращенного к манифольду. Так как два примыкающих края, сходящиеся в вершине первой шестигранной фильерной пластины (111A), обращены к манифольду (2), две непараллельные пластины (211A1, 211A2) присоединены к указанный первой фильерной пластине и образуют выпуклый край, проходящий от указанной вершины к краю ребра жесткости, и, таким образом, образуют V-образный край. Соответствующая вторая фильерная пластина (111B), содержащаяся во втором узле (1B) фильерной пластины, также содержит пару пластин (211B1, 211B2), проходящих от двух примыкающих краев фильерной пластины (111B), обращенных к манифольду и, таким образом, образующих V-образный край, через который соединены пары пластин первой и второй фильерных пластин (111A, 111B). Дно предпочтительного фильерного питателя в соответствии с настоящим изобретением образовано соединенными рядом друг с другом в ряд несколькими такими парами первых и вторых фильерных пластин (112A, 112B). Это многогранное ребро жесткости не только усиливает дно фильеры от деформации, но также способствует дополнительному разделению потока расплава стекла до достижения им двух модулей (1A, 1B) фильерной пластины через сита (23A, 23B).
[0016] На фиг. 4 показана пошаговая сборка распределительного манифольда (2), дно которого образовано ребром (21) жесткости. На фиг. 4(a) показан фильерный питатель, содержащий дно, образованное из двух отдельных узлов (1A, 1B) фильерных пластин, отделенных посредством ребра (21) жесткости, сопоставимый (за исключением шестиугольной формы модулей фильерной пластины) с известным фильерным питателем. Хотя на фиг. 4 показан фильерный питатель, образованный из шестиугольных модулей, как изображено на фиг. 3(a), очевидно, что с соответствующими поправками аналогичный принцип может быть применен к фильерному питателю, содержащему узлы (1A, 1B) первой и второй в целом прямоугольных фильерных пластин, как показано на фиг. 2. На фиг. 4(a) манифольд (2) собирают посредством установки на любой стороне ребра (21) жесткости двух наборов сит или перфорированных пластин (23A, 23B), выступающих из дна фильерного питателя и определяющих объем, образованный между указанными двумя наборами сит и ребром жесткости, с образованием его дна. Сита (23A, 23B) должны содержать штампованные отверстия для образования каналов потока между внутренней стороной манифольда (2) и каждым из узлов (1A, 1B) первой и второй фильерных пластин. К первому и второму наборам сит (23A, 23B) могут быть добавлены дополнительные сита или перегородки (25) для обеспечения разделения потока расплава в продольном направлении. Такие поперечные сита (25) в особенности полезны в сочетании с ребром (21) жесткости, содержащим неровный край, как показано на фиг. 4(c), направляющий поток расплавленного стекла в продольном направлении. Очевидно, что на этом этапе могут быть добавлены перегородки или дополнительные сита (24) (не показано на фиг. 4, но показано на фиг. 1(b) и 2(b)), проходящие в продольном направлении и поперечно относительно первого и второго наборов сит (23A, 23B), для дополнительного отклонения и разделения потока расплавленного стекла. В заключение, сверху внутренний объем манифольда закрыт ситами (22), определяющими канал потока от устройства (3) подачи расплавленного стекла, расположенного ранее манифольда в технологической цепочке, во внутренний объем манифольда. Как показано на фиг. 5, для обеспечения прохождения расплава стекла через манифольд, в котором оно будет распределено в узлы (1A, 1B) первой и второй фильерных пластин, он должен быть закрыт перекрытием (12A, 12B), предпочтительно наклоненным по направлению к ситу (22) для направления потока расплавленного стекла по направлению к впускному отверстию манифольда.
[0017] Посредством конечноэлементного моделирования было обнаружено, что фильерный питатель в соответствии с настоящим изобретением обеспечивает сохранение существенного количества драгоценного металла по сравнению с фильерным питателем традиционной конструкции такого же объема, содержащим две прямоугольные фильерные пластины, отделенные посредством ребра. В частности, предпочтительный вариант реализации, изображенный на фиг. 4, содержащий шестиугольные фильерные пластины, содержащие 6348 насадков, требует до 13% меньше драгоценного металла и обеспечивает на 6% меньшую деформацию по сравнению с известной конструкцией. В дополнение к превосходящим механическим характеристикам фильерного питателя в соответствии с настоящим изобретением компактная и встроенная конструкция манифольда, обеспечивающая оптимальную температуру и однородность композиции расплава стекла в уменьшенном пространстве и с дополнительной экономией материалов, дают таким фильерным питателям существенное преимущество над известными конструкциями.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ МНОГОУГОЛЬНОЙ ФИЛЬЕРНОЙ ПЛАСТИНЫ И ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, СОДЕРЖАЩИЙ ТАКИЕ МОДУЛИ | 2013 |
|
RU2630003C2 |
| УСИЛЕННЫЙ КЛЕММНЫЙ ВЫСТУП ДЛЯ ФИЛЬЕРЫ | 2013 |
|
RU2625406C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЙЧАТОГО МАТЕРИАЛА ИЗ МИНЕРАЛЬНОГО РАСПЛАВА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2270811C2 |
| СТЕКЛОПЛАВИЛЬНЫЕ СОСУДЫ, СОДЕРЖАЩИЕ КЛЕММНЫЕ ВЫСТУПЫ С ВЫЕМКАМИ | 2013 |
|
RU2607559C2 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ | 2006 |
|
RU2315723C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 2008 |
|
RU2373160C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СТЕКЛЯННЫХ НИТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2020 |
|
RU2749757C1 |
| УСТРОЙСТВО И СПОСОБ ВЫРАБОТКИ ВОЛОКОН | 2008 |
|
RU2463263C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ВОЛОКНА ИЗ ГОРНЫХ ПОРОД, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПОЛУЧАЕМЫЙ ПРОДУКТ | 2008 |
|
RU2369569C1 |
| УСТРОЙСТВО УДЕРЖАНИЯ ПЛАСТИН ЯДЕРНОГО ТОПЛИВА В ТОПЛИВНОЙ СБОРКЕ ГАЗООХЛАЖДАЕМОГО БЫСТРОГО РЕАКТОРА С ВЫСОКОТЕМПЕРАТУРНЫМ ГАЗОВЫМ ОХЛАЖДЕНИЕМ | 2008 |
|
RU2481656C2 |
Изобретение относится к оборудованию для изготовления стекловолокна. Технический результат заключается в эффективном усилении фильерных пластин и высокой однородности расплавленного стекла. Фильерный питатель содержит (a) блок подачи жидкого стекла, расположенный ранее в технологической цепочке, чем узлы (1A, 1B) первой и второй фильерных пластин, и с сообщением по текучей среде с ними, (b) узлы (1A, 1B) первой и второй фильерных пластин, проходящие в продольном направлении рядом друг с другом, каждый из которых окружен боковыми стенками и концевыми стенками, при этом узлы первой и второй фильерных пластин отделены друг от друга посредством конструкции (21) ребра жесткости, проходящей в указанном продольном направлении, причем блок подачи содержит манифольд (2) для распределения стекла, которым образованы два канала, отдельных по текучей среде, к узлам (1A, 1B) первой и второй фильерных пластин, и тем, что конструкция (21) ребра жесткости образована за одно целое с дном манифольда (2). 10 з.п. ф-лы, 5 ил.
1. Фильерный питатель, содержащий:
(a) блок подачи жидкого стекла, расположенный ранее в технологической цепочке, чем узлы первой и второй фильерных пластин, и с сообщением по текучей среде с ними,
(b) узлы (1А, 1В) первой и второй фильерных пластин, проходящие в продольном направлении рядом друг с другом, каждый из которых окружен боковыми стенками и концевыми стенками,
при этом узлы первой и второй фильерных пластин отделены друг от друга посредством конструкции (21) ребра жесткости, проходящей в указанном продольном направлении,
отличающийся тем, что
блок подачи содержит манифольд (2) для распределения стекла, которым образованы два отдельных канала, сообщающихся по текучей среде, проходящих с узлами (1А, 1В) первой и второй фильерных пластин, и тем, что конструкция (21) ребра жесткости выполнена за одно целое с дном манифольда (2).
2. Фильерный питатель по п. 1, в котором каждый из отдельных каналов от манифольда к каждому из узлов первой и второй фильерных пластин содержит решетку или перфорированную пластину (23А, 23В), через которую обеспечено протекание жидкого стекла к каждому узлу фильерной пластины.
3. Фильерный питатель по п. 1 или 2, в котором манифольд (2) для распределения стекла выполнен с сообщением по текучей среде с источником (3) жидкого стекла, расположенным ранее в технологической цепочке, через решетку или перфорированную пластину (22).
4. Фильерный питатель по п. 3, в котором каждый из узлов (1А, 1В) первой и второй фильерных пластин сверху закрыт перекрытием (12А, 12В), отделяющим узел фильерной пластины от источника(3) жидкого стекла, и в котором указанное перекрытие наклонено по направлению к решетке или перфорированной пластине (22), отделяющей источник (3) от манифольда (2).
5. Фильерный питатель по любому из пп. 1, 2, 4, в котором конструкция (21) ребра жесткости имеет поперечное сечение в форме ^ или ∩ с вершиной или выпуклой стороной, направленной внутрь манифольда (2), принимающего жидкое стекло.
6. Фильерный питатель по любому из пп. 1, 2, 4, в котором конструкция (21) ребра жесткости непроницаема для жидкого стекла.
7. Фильерный питатель по любому из пп. 1, 2, 4, в котором каждый из узлов (1А, 1В) первой и второй фильерных пластин содержит одну в целом прямоугольную фильерную пластину (11А, 11В).
8. Фильерный питатель по п. 1 или 2, в котором каждый из узлов (1А, 1В) первой и второй фильерных пластин содержит по меньшей мере два модуля фильерной пластины, выполненные с сообщением по текучей среде и выровненных друг с другом в продольном направлении.
9. Фильерный питатель по п. 8, в котором каждый модуль фильерной пластины содержит многоугольную фильерную пластину (111, 112), содержащую больше чем четыре края, причем край указанного многогранника является общим для двух примыкающих модулей.
10. Фильерный питатель по любому из пп. 1, 2, 4, 9, содержащий нескольких параллельных накладок (5) жесткости, проходящих в целом перпендикулярно относительно продольного направления и механически присоединенных к фильерным пластинам и по меньшей мере к одной боковой стенке, примыкающей к соответствующим фильерным пластинам.
11. Фильерный питатель по любому из пп. 1, 2, 4, 9, в котором участок конструкции (21) ребра жесткости, образующий дно манифольда (2), изготовлен из металла, а его нижняя часть опирается на каркас (25), изготовленный из жаростойкого материала и предпочтительно содержащий дополнительные внешние металлические опоры (26) жесткости.
| СПОСОБ СЕНСИБИЛИЗАЦИИ ГАЛОГЕНСЕРЕБРЯНЫХ ФОТОГРАФИЧЕСКИХ ЭМУЛЬСИЙ | 1980 |
|
SU931026A1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, В ЧАСТНОСТИ ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 1997 |
|
RU2125544C1 |
| Фильерный питатель для выработки волокна горных пород | 1980 |
|
SU990698A1 |
| WO 9316008 A1, 19.08.1993 | |||
| FR 2850964 A1, 13.08.2004.. | |||

