Область применения изобретения
Настоящее изобретение в общем имеет отношение к устройству для выработки непрерывных волокон, а более конкретно, к фильерному питателю в устройстве для выработки волокон. Настоящее изобретение может быть использовано для выработки непрерывных стекловолокон и минеральных волокон.
Предпосылки к созданию изобретения
Волоконные (волокнистые) продукты вот уже в течение многих лет вырабатывают с использованием фильер или питателей из драгоценного металла. Такие питатели содержат перфорированную нижнюю пластину или стенку, которую специалисты в данной области обычно называют пластиной с насадками и которая удерживает ванну расплавленного минерального материала. Потоки расплавленного минерального материала вытекают из отверстий или насадок в нижней стенке фильеры. Затем при помощи соответствующих средств потоки материала вытягивают и собирают в виде волокон.
Материал питателей или фильер должен обладать химической стойкостью к воздействию расплавленного минерального материала и должен быть стабильным по размерам при высоких рабочих температурах. В настоящее время такие фильеры изготавливают из элементарных драгоценных металлов или бинарных сплавов, таких как, например, Pt или Pt-Rh сплавы. Стоимость драгоценных металлов является очень высокой. Если фильеры могут быть изготовлены из меньших количество таких драгоценных металлов или могут быть изготовлены из менее дорогих материалов, то за счет этого могут быть получены огромные экономические выгоды.
Другой трудностью, которая также встречается при использовании фильер из драгоценных металлов, является то, что, после определенного периода времени, фильеры из драгоценных металлов имеют тенденцию к ползучести или к деформации при эксплуатации. Такая ползучесть или деформация вредно влияет на качество волокон. Деформация требует выведения фильеры из эксплуатации раньше, чем это необходимо из-за коррозионного и эрозийного воздействий (расплавленного) материала на фильеру. Так как питатели из драгоценных металлов имеют ограниченный срок службы, возникает необходимость в создании фильер, которые имеют повышенный эксплуатационный ресурс.
Сущность изобретения
В соответствии с первым аспектом настоящего изобретения предлагается устройство для выработки волокон, которое имеет фильерный питатель с перфорированной нижней пластиной с насадками, с противоположными торцевыми пластинами, противоположными боковыми стенками и экраном (сетчатым фильтром). Экран расположен рядом с боковыми стенками и торцевыми стенками, и расплавленный минеральный материал протекает через экран. Фильерный питатель имеет как конструктивные элементы, так и не конструктивные элементы. В некоторых вариантах осуществления конструктивные элементы содержат перфорированную нижнюю пластину с насадками и, возможно, по меньшей мере нижние участки противоположных боковых стенок. Конструктивные элементы изготовлены из первого материала, который имеет по меньшей мере высокий предел ползучести. Не конструктивные элементы изготовлены по меньшей мере из второго материала, который имеет по меньшей мере более низкий предел ползучести, чем первый материал.
В некоторых вариантах осуществления конструктивные элементы изготовлены из первого материала, который имеет высокий предел ползучести и способен выдерживать коррозионные воздействия расплавленного минерального материала, такого как расплавленное стекло. В некоторых вариантах осуществления конструктивные элементы содержат по меньшей мере нижний участок боковых стенок и перфорированную нижнюю пластину с насадками. Первый материал может содержать Pt, Pt сплав или дисперсионно упрочненный сплав на базе Pt.
Не конструктивные элементы изготовлены по меньшей мере из второго материала, который может быть другим, чем первый материал. Экран изготовлен из третьего материала, который представляет собой материал с высоким содержанием палладия.
В некоторых вариантах осуществления не конструктивные элементы содержат по меньшей мере верхний участок торцевых пластин. В некоторых не ограничительных вариантах осуществления материал может содержать: от 0 до 100% Pd, от 0 до 100% Pt, 40% или меньше Rh, 10% или меньше Ru и 10% или меньше Ir. В некоторых вариантах осуществления второй материал содержит от 40 до 50% Pd, от 40 до 50% Pt и от 5 до 15% Rh. В некоторых других вариантах осуществления второй материал содержит от 45 до 50% Pd, от 45 до 50% Pt и от 5 до 15% Rh.
Кроме того, в некоторых вариантах осуществления не конструктивные элементы могут дополнительно содержать один или несколько концевых зажимов и по меньшей мере нижний участок торцевых пластин, причем концевые зажимы и нижние участки торцевых пластин изготовлены из четвертого материала, который является другим, чем первый, второй и третий материалы.
Указанные ранее и другие задачи, характеристики и преимущества изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, которые приведены для пояснения и не имеют ограничительного характера.
Краткое описание чертежей
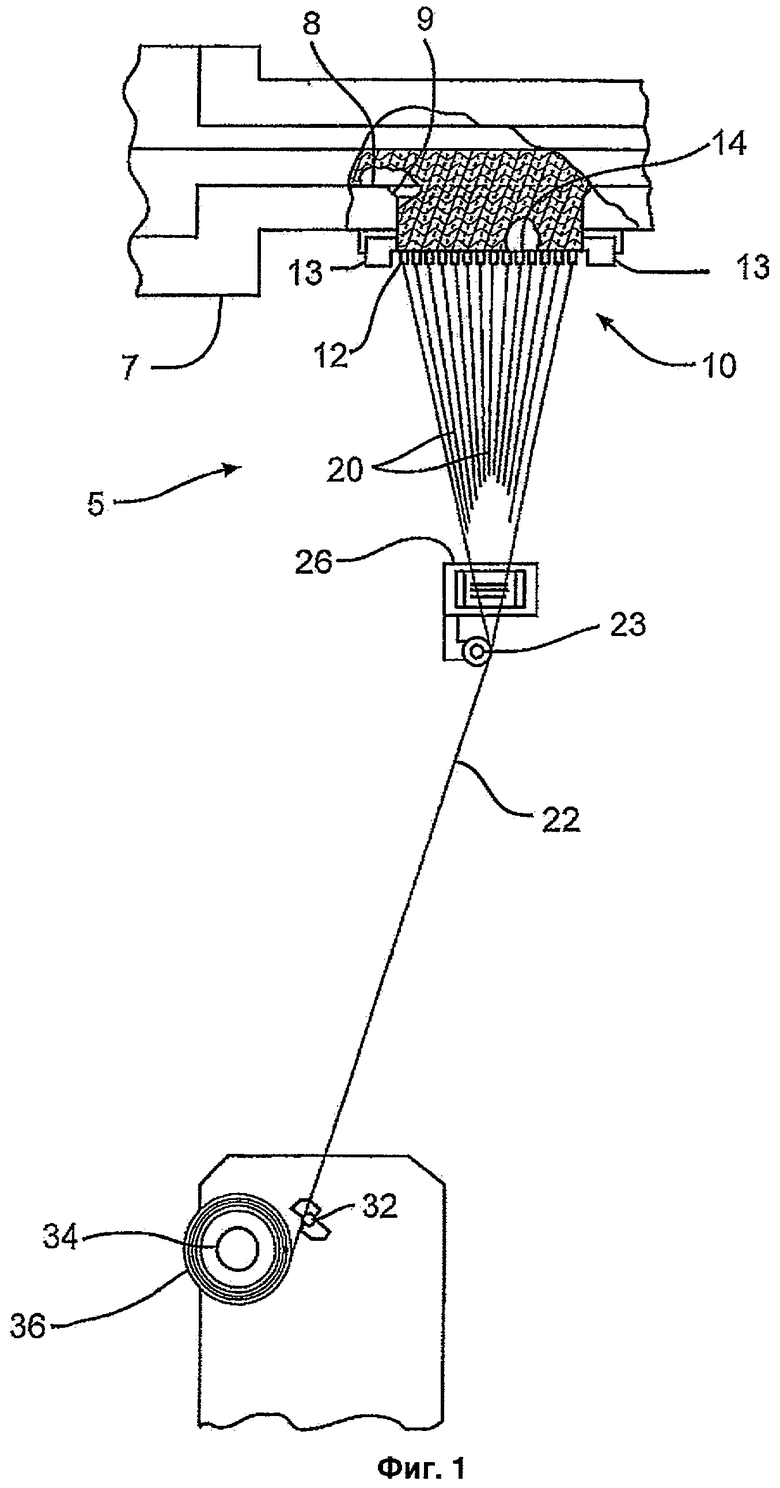
На фиг.1 схематично показан вид спереди, с вырывом, части направляющего расплав устройства для выработки стекловолокна, имеющего фильерный питатель.
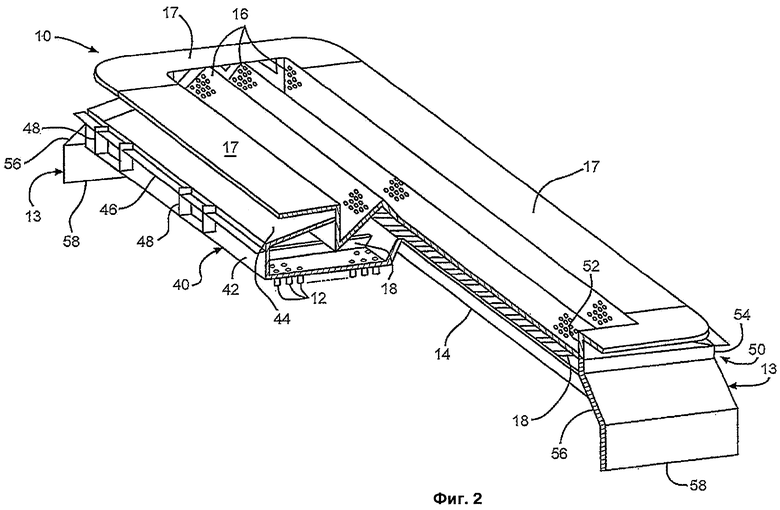
На фиг.2 схематично показан вид в перспективе, с вырывом, фильерного питателя.
Подробное описание изобретения
Далее описано устройство для выработки из расплавленных минеральных материалов волокон, таких как стекловолокна и минеральные волокна. Устройство может быть использовано с любым материалом, из которого могут быть получены волокна. Для упрощения, дальнейшее изложение проведено со ссылкой на стекловолокна или просто волокна. Кроме того, не проводится дополнительное обсуждение традиционной и хорошо известной техники. Само собой разумеется, что конфигурация фильеры приведена только для общего пояснения, поэтому с успехом может быть использована любая обычно используемая конфигурация.
Фильера может быть фильерой переплава или фильерой направления расплава. Фильера переплава расплавляет холодное стекло, в виде шариков или в другом виде, в своей верхней секции, после чего стекло поддерживается в расплавленном состоянии и проходит через насадки фильеры, из которых вытягивают расплавленное стекло (в виде волокон). Фильера направления расплава непрерывно получает жидкое стекло при желательной температуре из канала питателя, расположенного над фильерой. Фильера направления расплава должна только поддерживать стекло в расплавленном состоянии при одинаковой температуре до момента вытягивания волокон.
Один из примеров устройства 5 для выработки волокон, имеющего печь 7 и канал 8 питателя, показан на фиг.1. Фильерный питатель 10 с электрическим нагревом расположен снизу и открыт в канал 8 питателя, который получает рафинированное, размягченное или расплавленное стекло из стеклоплавильной печи 7. Фильерный питатель 10 имеет связь с отверстием или горловиной 9 в основании канала 8 питателя.
Фильерный питатель 10 типично имеет электрический нагрев и снабжен для этого соответствующими зажимами 13 (например, диаметрально противоположными концевыми зажимами 13). Концевые зажимы 13 подключены к соответствующему источнику питания (не показан), и через них электрический ток протекает в фильерный питатель 10.
В варианте, показанном на фиг.2, фильерный питатель 10 обычно содержит перфорированную нижнюю пластину 14 с насадками и экран 16, через который протекает расплавленное стекло. В некоторых вариантах осуществления множество насадок 12 выступают из нижней поверхности перфорированной нижней пластины 14. Перфорированная нижняя пластина 14 с насадками может иметь любое число насадок, которые все преимущественно находятся при одинаковой температуре. Кроме того, несмотря на то что экран 16 показан как имеющий в общем V-образную или W-образную форму поперечного сечения, следует иметь в виду, что экран может иметь и другую подходящую форму поперечного сечения, например, может иметь наклонные или ориентированные фальцы и т.п.
Стекловолокна 20 вытягивают из расплавленного стекла, проходящего через насадки 12. Волокна 20 вытягивают из фильерного питателя 10 и собирают в прядь 22 при помощи собирающего элемента 23. Шлихту наносят в виде покрытия на волокна 20 при помощи замасливателя 26. Совершающее возвратно-поступательное движение устройство 32 направляет прядь 22, которую наматывают вокруг вращающейся цанги 34, чтобы образовать упаковку 36.
Кроме того, в некоторых вариантах осуществления фильерный питатель 10 содержит один или несколько армирующих элементов 18, называемых также косынками пластины с насадками, прикрепленных к верхний поверхности пластины 14 с насадками, для создания дополнительной опоры пластины 14 с насадками и для предотвращения преждевременного прогиба пластины 14 с насадками. Как это показано на фиг.2, косынки 18 идут по ширине верхней поверхности пластины 14 с насадками с заданными промежутками.
Фильерный питатель 10 обычно имеет прямоугольный корпус с противоположными боковыми стенками 40 и противоположными торцевыми стенками 50. Кроме того, боковые стенки 40 и (торцевые стенки) 50 могут иметь один или несколько выступающих из них фланцев 17, как это показано на фиг.2.
Каждая боковая стенка 40 имеет нижний участок 42, который расположен рядом с перфорированной пластиной 14 с насадками. Каждая боковая стенка 40 также имеет верхний участок 44, который расположен рядом с нижним участком 42 и рядом с экраном 16. В показанном варианте верхний участок 44 представляет собой наклонную боковую стенку. В некоторых вариантах осуществления боковая стенка 40 может иметь одну или несколько опорных направляющих 46 и один или несколько опорных кронштейнов 48, которые помогают крепить фильерный питатель 10 к раме (не показана) внутри устройства 5 для выработки волокон.
В показанном варианте осуществления каждая торцевая стенка 50 имеет нижний участок 54, который находится рядом с перфорированной пластиной 14 с насадками. Каждая торцевая стенка 50 также имеет верхний участок 52, который находится рядом с нижним участком 54 и рядом с экраном 16. В некоторых вариантах осуществления по меньшей мере нижний участок 54 находится рядом с концевым зажимом 13. В показанном варианте осуществления концевой зажим 13 содержит верхний участок 56 и нижний участок 58.
При работе фильерный питатель 10 поддерживает расплавленное стекло при одинаковой температуре, так что вытягиваются волокна одинакового диаметра. Температура расплавленного стекла должна быть достаточно высокой, чтобы поддерживать стекло в жидком состоянии. Таким образом, фильеры подвергаются воздействию высоких температур в течение их срока службы. Кроме того, фильерный питатель 10 должен обладать химической стойкостью к воздействию расплавленного стекла и должен быть стабильным по размерам. В частности, следует иметь в виду, что во время периода нормальной эксплуатации фильеры изгибные напряжения, созданные силой тяжести, натяжение волокон, а также вес расплавленного стекла и повышенная температура вызывают прогиб пластины 14 с насадками. Этот прогиб снижает эффективность пластины 14 с насадками, так как он приводит к неравномерному распределению теплоты в фильерном питателе 10 и, следовательно, к выработке волокон с не одинаковыми диаметрами за счет неравномерного теплообмена. Кроме того, недавно, чтобы подавать увеличенное число волокон на намоточное устройство, стали увеличивать размеры фильер. Однако в больших фильерах возникают различные проблемы из-за их размера. Трудно поддерживать постоянную температуру пластины с насадками большой фильеры, чтобы обеспечивать одинаковый диаметр волокон. Кроме того, трудно свести к минимуму и контролировать коробление пластины с насадками за счет высоких рабочих температур и веса расплавленного стекла, находящегося в фильере над пластиной с насадками. Имеющие более значительные размеры пластины с насадками имеют более значительную полную нагрузку и имеют тенденцию к более быстрому прогибу или ползучести, чем имеющие меньшие размеры пластины с насадками. Более высокие рабочие температуры в современных технологических процессах также усиливают температурную ползучесть сплавов, из которых изготовлены пластины с насадками. Эти проблемы приводят к ползучести и короблению пластины с насадками, что ограничивает период нормальной эксплуатации фильеры. Ползучесть представляет собой деформацию пластины с насадками под нагрузкой, которая зависит от температуры пластины и механических напряжений в ней. Коробление возникает в случае недостаточной возможности для теплового расширения пластины, когда температура фильеры возрастает.
Стабильность размеров фильеры, особенно в отношении скорости ползучести, имеет особую важность, так как любая деформация фильеры приводит к нарушению теплораспределения в объеме имеющей отверстия пластины 14 с насадками фильерного питателя 10, к отклонению отверстий от оси и к расширению отверстий, через которые протекает расплавленный минеральный материал. Желательно также, чтобы по меньшей мере те участки фильерного питателя, которые входят в прямой контакт с расплавленным стеклом, были способны выдерживать коррозионные воздействия расплавленного стекла. Pt (платина) представляет собой подходящий (для изготовления пластины с насадками) материал за счет ее высокой стойкости к окислению и коррозионной стойкости к воздействию расплавленного стекла. Сплавы Pt также являются стойкими к ползучести при повышенной температуре. Однако чистая платина является мягкой и быстро коробится при высоких температурах, а недавний прогресс в технологии волокнообразования привел к работе в окрестности пределов прочности, которые могут быть достигнуты за счет обычного упрочнения твердого раствора металлов платиновой группы.
В соответствии с настоящим изобретением предлагается фильерный питатель, в котором свойства стойкости к ползучести каждого участка питателя выбраны так, чтобы отвечать специфическим конструктивным требованиям, причем каждый такой участок также является стойким к коррозии и окислению за счет расплавленного стекла. Такой фильерный питатель 10 имеет конструктивные элементы и не конструктивные элементы, каждый из которых имеет уникальные свойства. В частности, был разработан фильерный питатель, который имеет экран, изготовленный из материала с высоким содержанием палладия, который отвечает всем предъявляемым требованиям, но преимущественно имеет более низкую стоимость.
Конструктивные элементы фильерного питателя 10 изготовлены из первого материала, который имеет как желательный высокий предел ползучести, так и антикоррозионные свойства. Конструктивные элементы обычно содержат по меньшей мере нижний участок 42 боковых стенок 40 и перфорированную нижнюю пластину 14, и, если они есть, насадки 12. В некоторых вариантах осуществления, когда фильерный питатель 10 дополнительно содержит косынки 18, опорные направляющие 46 и/или опорные кронштейны 48, эти направляющие 46 и/или кронштейны 46 также могут рассматриваться как конструктивные элементы и как таковые могут быть изготовлены из первого материала.
В некоторых вариантах осуществления первый материал может представлять собой Pt материал, Pt сплав или дисперсионно упрочненный Pt сплав. В специфическом варианте осуществления первый материал может представлять собой Pt-Rh сплав. Кроме того, в специфическом варианте осуществления дисперсионно упрочненный Pt сплав представляет собой сплав, который описан в патенте США No. 4,274,852, который включен в данное описание в качестве ссылки. Подходящие примеры дисперсионно упрочненных Pt сплавов могут содержать Pt в качестве диспергатора или матрицы и дисперсоид из оксида металла, карбида металла, силицида металла, нитрида металла, сульфида металла или борида металла, причем указанный дисперсоид присутствует в количествах, эффективных для дисперсионного упрочнения. Обычно такие количества составляют от 0.1 процента до 5 процентов (по объему). В некоторых вариантах осуществления дисперсоидом является оксид. Примерами металлических соединений, которые могут быть использованы в качестве дисперсоидов, являются соединения металлов Группы IIA, IIIA, IIIB (в том числе не опасные для здоровья металлы классов актинидов и лантаноидов), IVB, VB, VIB и VIIB. Более конкретно, в качестве примеров подходящих металлов могут быть приведены следующие металлы: Be, Mg, Ca, Ba, Y, La, Ti, Zr, Hf, Mo, W, Cc, Nd, Gd и Th, а также Al. Кроме того, дисперсионно упрочненный сплав может представлять собой Pt сплав, в котором дисперсоидом является диоксид циркония, который может присутствовать в качестве 0.5% по объему.
Способы получения дисперсионно упрочненного драгоценного металла или сплавов драгоценных металлов хорошо известны и предусматривают использование не только химических технологий, но и технологий порошковой металлургии, предлагаемых различными фирмами-изготовителями.
Не конструктивные элементы фильерного питателя 10 изготовлены по меньшей мере из второго материала, который является другим, чем первый материал. Не конструктивные элементы могут быть изготовлены из любого желательного второго материала, который имеет антикоррозионные свойства, но для которого не требуется высокий предел ползучести первого материала, из которого изготовлены конструктивные элементы.
Не конструктивные элементы обычно включают в себя фланцы 17, верхние участки 44 боковых стенок 40 и по меньшей мере верхние участки 52 торцевых стенок 50. В некоторых вариантах осуществления второй материал содержит от 0 до 100% Pd, от 0 до 100% Pt, 40% или меньше Rh, 10% или меньше Ru и 10% или меньше Ir. Например, в одном из вариантов осуществления второй материал содержит от 40 до 50% Pd, от 40 до 50% Pt и от 5 до 15% Rh. В некоторых других вариантах осуществления второй материал содержит от 45 до 50% Pd, от 45 до 50% Pt и от 5 до 15% Rh. В специфическом варианте осуществления второй материал содержит 40% Pd, 50% Pt и 10% Rh.
Экран 16 изготовлен из третьего материала, который представляет собой материал с высоким содержанием палладия. В некоторых вариантах осуществления экран содержит 100% Pd. В другом варианте осуществления экран содержит от 85 до 100% Pd, от 0 до 15% Pt, от 0% до 15% Ir и от 0% до 15% Rh.
В еще одном варианте осуществления экран содержит от 0 до 100% Pd, от 0 до 10% Pt, от 0% до 10% 1 г и от 0% до 10% Rh. В другом варианте осуществления экран содержит от 0 до 100% Pd, от 0 до 10% Pt, от 0% до 10% Ir и от 0% до 10% Rh.
В еще одном варианте осуществления экран содержит от 95 до 100% Pd, от 0 до 50% Pt, от 0% до 5% Ir и 0% до 5% Rh.
Кроме того, в некоторых вариантах осуществления концевые зажимы 13 следует рассматривать как входящие в один из не конструктивных элементов фильерного питателя 10. В специфическом варианте осуществления не конструктивные элементы дополнительно содержат один или несколько концевых зажимов 13 и по меньшей мере нижние участки 54 торцевых пластин 50.
Кроме того, в некоторых вариантах осуществления концевые зажимы 13 (в том числе, например, их верхний участок 56 и нижний участок 58) и нижний участок 54 торцевых пластин 50 могут быть изготовлены из четвертого материала, который является другим, чем первый, второй и третий материалы. Четвертым материалом может быть материал средней прочности, который однако обладает по меньшей мере некоторыми желательными прочностными свойствами и антикоррозионными свойствами, но не имеет такую высокую стоимость, как первый материал. В некоторых вариантах осуществления такой четвертый материал средней прочности может представлять собой сплав, содержащий 10% или меньше Rh. В некоторых вариантах осуществления Rh сплав содержит от 40 до 50% Pd, от 40 до 50% Pt и 10% или меньше Rh.
В соответствии с другим аспектом настоящего изобретения предлагается способ выработки стекловолокон, который обеспечивает длительную безаварийную работу. Способ предусматривает введение расплавленного стекла в фильеру, имеющую конструктивные элементы и не конструктивные элементы. Расплавленное стекло пропускают через перфорированную пластину с насадками, чтобы образовать потоки стекла. Затем производят вытягивание потоков стекла, протекающих через перфорированную пластину с насадками, чтобы образовать стекловолокна.
Несмотря на то что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, СОДЕРЖАЩИЙ РАСПРЕДЕЛИТЕЛЬНЫЙ МАНИФОЛЬД | 2013 |
|
RU2624087C2 |
| МНОГОФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 1993 |
|
RU2087435C1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, ИМЕЮЩИЙ ОХЛАЖДАЮЩИЕ ОПОРНЫЕ РЕБРА | 2007 |
|
RU2452697C2 |
| Многофильерный питатель для получения минерального волокна из расплава горных пород | 2002 |
|
RU2217393C1 |
| УСИЛЕННЫЙ КЛЕММНЫЙ ВЫСТУП ДЛЯ ФИЛЬЕРЫ | 2013 |
|
RU2625406C9 |
| МНОГОФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ МИНЕРАЛЬНОГО ВОЛОКНА ИЗ ГОРНЫХ ПОРОД | 2002 |
|
RU2207990C1 |
| Фильерная пластина стеклопла-ВильНОгО СОСудА | 1979 |
|
SU810631A1 |
| МОДУЛЬ МНОГОУГОЛЬНОЙ ФИЛЬЕРНОЙ ПЛАСТИНЫ И ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, СОДЕРЖАЩИЙ ТАКИЕ МОДУЛИ | 2013 |
|
RU2630003C2 |
| Способ и устройство производства непрерывного волокна из базальтовых пород | 2023 |
|
RU2805442C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СТЕКЛЯННЫХ НИТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2020 |
|
RU2749757C1 |
Изобретение относится к фильерному питателю для выработки непрерывного волокна. Техническим результатом изобретения является повышение коррозионной и эрозионной устойчивости фильерного питателя. Устройство для выработки волокон имеет фильерный питатель, через который протекает расплавленный минеральный материал, причем фильерный питатель содержит элементы, которые включают в себя перфорированную нижнюю пластину с насадками, противоположные боковые стенки, противоположные торцевые пластины и экран, расположенный рядом с боковыми стенками и торцевыми стенками, через который протекает расплавленный минеральный материал, при этом элементы фильерного питателя включают в себя по меньшей мере один конструктивный элемент и по меньшей мере один не конструктивный элемент. Конструктивные элементы включают в себя перфорированную нижнюю пластину с насадками и, возможно, по меньшей мере нижние участки противоположных боковых стенок, при этом конструктивные элементы изготовлены из первого материала, имеющего высокий предел ползучести. Не конструктивные элементы изготовлены по меньшей мере из второго материала, который имеет более низкий предел ползучести, чем первый материал, а экран изготовлен из третьего материала, имеющего высокое содержание палладия. 2 н. и 32 з.п. ф-лы, 2 ил.
1. Устройство (5) для выработки волокон, имеющее фильерный питатель (10), через который протекает расплавленный минеральный материал, причем фильерный питатель содержит элементы, которые включают в себя перфорированную нижнюю пластину (14) с насадками, противоположные боковые стенки (40), противоположные торцевые пластины (50) и экран (16), расположенный рядом с боковыми стенками и торцевыми стенками, через который протекает расплавленный минеральный материал, при этом элементы фильерного питателя включают в себя по меньшей мере один конструктивный элемент и по меньшей мере один не конструктивный элемент;
причем конструктивные элементы включают в себя перфорированную нижнюю пластину с насадками и, возможно, по меньшей мере нижние участки противоположных боковых стенок, при этом конструктивные элементы изготовлены из первого материала, имеющего высокий предел ползучести;
при этом не конструктивные элементы изготовлены по меньшей мере из второго материала, который имеет более низкий предел ползучести, чем первый материал, и
экран изготовлен из третьего материала, имеющего высокое содержание палладия.
2. Устройство для выработки волокон по п.1, в котором первый материал имеет более высокую коррозионную стойкость к расплавленному минеральному материалу, чем второй материал и третий материал.
3. Устройство для выработки волокон по п.1, в котором не конструктивный элемент дополнительно содержит по меньшей мере верхний участок (44) боковых стенок.
4. Устройство для выработки волокон по п.1, в котором третий материал содержит 100% Pd.
5. Устройство для выработки волокон по п.1, в котором третий материал содержит от 85 до 100% Pd, от 0 до 15% Pt, от 0% до 15% Ir и от 0% до 15% Rh.
6. Устройство для выработки волокон по п.1, в котором второй материал содержит от 0 до 100% Pd, от 0 до 100% Pt, 40% или меньше Rh, 10% или меньше Ru и 10% или меньше Ir.
7. Устройство для выработки волокон по п.1, в котором второй материал содержит от 40 до 50% Pd, от 40 до 50% Pt и от 5 до 15% Rh.
8. Устройство для выработки волокон по п.1, в котором второй материал содержит 40% Pd, 50% Pt и 10% Rh.
9. Устройство для выработки волокон по п.1, в котором первый материал содержит Pt, Pt сплав или дисперсионно упрочненный Pt сплав.
10. Устройство для выработки волокон по п.1, в котором первый материал содержит Pt-Rh сплав.
11. Устройство для выработки волокон по п.1, в котором конструктивные элементы дополнительно содержат один или несколько элементов (18) армирования, прикрепленных к верхний поверхности перфорированной нижней пластины с насадками.
12. Устройство для выработки волокон по п.1, в котором конструктивные элементы дополнительно содержат один или несколько элементов армирования, прикрепленных к верхней поверхности боковых стенок.
13. Устройство для выработки волокон по п.1, в котором конструктивные элементы дополнительно содержат множество насадок (12), идущих от нижней поверхности перфорированной нижней пластины.
14. Устройство для выработки волокон по п.1, в котором не конструктивные элементы дополнительно содержат один или несколько фланцев (17), идущих от верхних участков боковых стенок, и по меньшей мере участки противоположных торцевых пластин.
15. Устройство для выработки волокон по п.1, в котором фильерный питатель дополнительно содержит противоположные концевые зажимы (13), расположенные рядом с торцевыми стенками, причем не конструктивные элементы дополнительно содержат противоположные концевые зажимы и по меньшей мере участки противоположных торцевых пластин.
16. Устройство для выработки волокон по п.1, в котором фильерный питатель дополнительно содержит противоположные концевые зажимы, расположенные рядом с торцевыми стенками, причем не конструктивные элементы дополнительно содержат противоположные концевые зажимы и по меньшей мере участки противоположных торцевых пластин, при этом концевые зажимы и по меньшей мере нижние участки (42) торцевых пластин изготовлены из четвертого материала, который является другим, чем первый, второй и третий материалы.
17. Устройство для выработки волокон по п.16, в котором четвертый материал содержит 10% или меньше Rh.
18. Способ выработки минеральных волокон, который включает в себя следующие операции:
a) введение расплавленного минерального материала в фильерный питатель (10), который содержит элементы, включающие в себя перфорированную нижнюю пластину (14) с насадками, противоположные боковые стенки (40), противоположные торцевые пластины (50) и экран (16), расположенный над боковыми стенками и торцевыми стенками, через который протекает расплавленный минеральный материал; причем элементы фильерного питателя содержат по меньшей мере один конструктивный элемент и по меньшей мере один не конструктивный элемент;
причем конструктивные элементы включают в себя перфорированную нижнюю пластину с насадками и, возможно, по меньшей мере нижние участки противоположных боковых стенок, при этом конструктивные элементы изготовлены из первого материала, имеющего высокий предел ползучести;
при этом не конструктивные элементы представляют собой по меньшей мере противоположные боковые стенки, причем не конструктивные элементы изготовлены по меньшей мере из второго материала, который имеет более низкий предел ползучести, чем первый материал; и
экран изготовлен из третьего материала, имеющего высокое содержание палладия;
b) пропускание расплавленного минерального материала через перфорированную пластину с насадками, чтобы образовать потоки материала; и
c) вытягивание волокон из потоков материала, протекающих через перфорированную пластину с насадками, чтобы образовать волокна.
19. Способ по п.18, в котором первый материал имеет более высокую коррозионную стойкость к расплавленному минеральному материалу, чем второй материал и третий материал.
20. Способ по п.18, в котором не конструктивные элементы дополнительно содержат по меньшей мере верхний участок (44) боковых стенок.
21. Способ по п.18, в котором третий материал содержит 100% Pd.
22. Способ по п.18, в котором третий материал содержит от 85 до 100% Pd, от 0 до 15% Pt, от 0% до 15% Ir и от 0% до 15% Rh.
23. Способ по п.18, в котором второй материал содержит от 0 до 100% Pd, от 0 до 100% Pd, 40% или меньше Rh, 10% или меньше Ru и 10% или меньше Ir.
24. Способ по п.18, в котором второй материал содержит от 40 до 50% Pd, от 40 до 50% Pt и от 5 до 15% Rh.
25. Способ по п.18, в котором второй материал содержит 40% Pd, 50% Pt и 10% Rh.
26. Способ по п.18, в котором первый материал представляет собой Pt, Pt сплав или дисперсионно упрочненный Pt сплав.
27. Способ по п.18, в котором первый материал представляет собой Pt-Rh сплав.
28. Способ по п.18, в котором конструктивные элементы дополнительно содержат один или несколько элементов (18) армирования, прикрепленных к верхней поверхности перфорированной нижней пластины с насадками.
29. Способ по п.18, в котором конструктивные элементы дополнительно содержат один или несколько элементов армирования, прикрепленных к внешней поверхности боковых стенок.
30. Способ по п.18, в котором конструктивные элементы дополнительно содержат множество насадок (12), идущих от нижней поверхности перфорированной нижней пластины.
31. Способ по п.18, в котором не конструктивные элементы дополнительно содержат один или несколько фланцев (17), идущих от верхних участков боковых стенок, и по меньшей мере участки противоположных торцевых пластин.
32. Способ по п.18, в котором фильерный питатель дополнительно содержит противоположные концевые зажимы (13), расположенные рядом с торцевыми стенками, причем не конструктивные элементы дополнительно содержат противоположные концевые зажимы и по меньшей мере участки противоположных торцевых пластин.
33. Способ по п.18, в котором фильерный питатель дополнительно содержит противоположные концевые зажимы, расположенные рядом с торцевыми стенками, причем не конструктивные элементы дополнительно содержат противоположные концевые зажимы и по меньшей мере участки противоположных торцевых пластин, при этом концевые зажимы и по меньшей мере нижние участки (42) торцевых пластин изготовлены из четвертого материала, который является другим, чем первый, второй и третий материалы.
34. Способ по п.33, в котором четвертый материал содержит 10% или меньше Rh.
| Многофильерный питатель для получения минерального волокна из расплава горных пород | 2002 |
|
RU2217393C1 |
| МНОГОФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ МИНЕРАЛЬНОГО ВОЛОКНА ИЗ ГОРНЫХ ПОРОД | 2002 |
|
RU2207990C1 |
| Металлический фильерный питатель для получения стеклонитей | 1978 |
|
SU971088A3 |
| US 7194874 B1, 27.03.2007 | |||
| GB 1421142 A, 14.01.1976. | |||

