Изобретение относится к области производства изделий из порошково-волокнистых композиционных энергетических материалов, а том числе профилированных. В научно-технической литературе имеется информация о применяемых матрицах формования, в которых формование осуществляется вакуумированием, набор пластин, пресс-формы формования [1-4].
Для формования профилированных изделий из волокнистого материала предложена конструкция, включающая набор пластин одинакового контура сечения с рабочими кромками, образующими поверхность формования изделия, и нерабочими кромками, а также регулируемый зажим для скрепления пластин с зазором между смежными плоскостями пластин. При этом нерабочие кромки пластин имеют контур рабочих кромок, а пластины смежными плоскостями смещены одна относительно другой таким образом, что образованная нерабочими кромками поверхность соответствует поверхности формования изделия [1].
Известна отсасывающая форма для изготовления изделий из волокнистой массы, составленная из шариков, расположенных в один ряд и повторяющих пространственную форму профилированного изделия (например, бугорчатой прокладки). Шарики скреплены между собой в точках касания (например, спекания при температуре, близкой к температуре плавления материала шариков). Проницаемость формы обеспечивается наличием отверстий между шариками при их однорядном расположении [5].
Основными недостатками описанных устройств является низкая прочность формы, что не позволяет использовать ее на автоматизированных линиях с аппаратами формования.
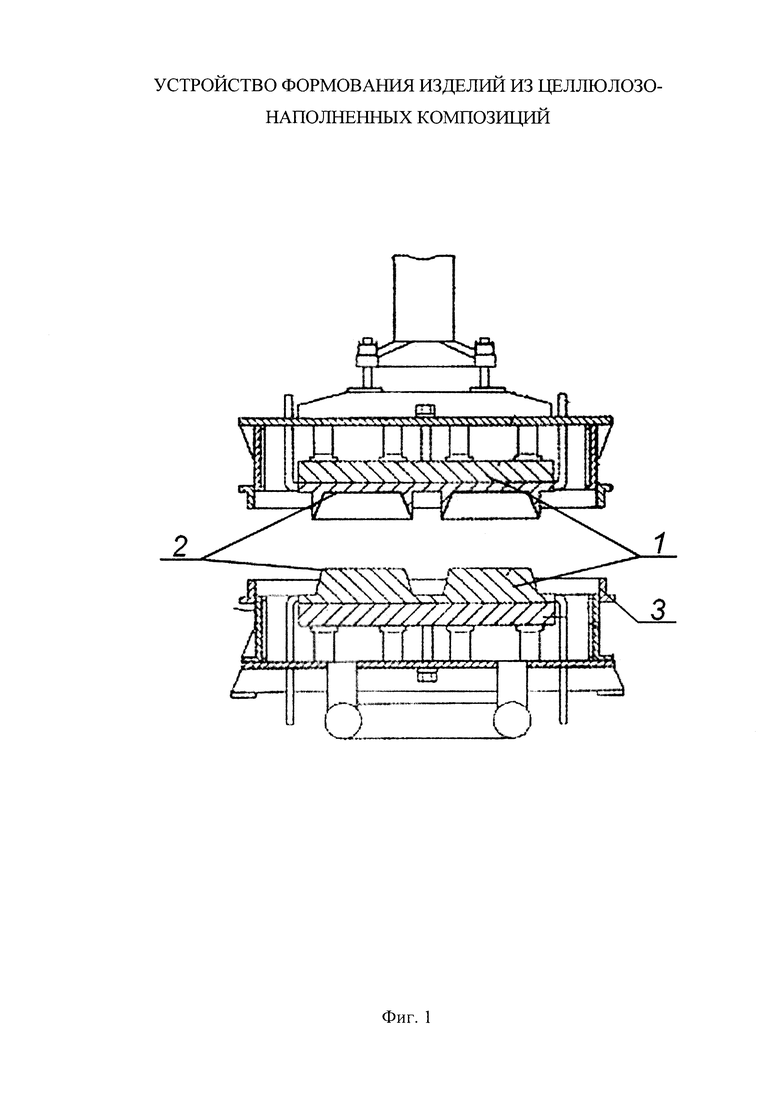
Наиболее близким техническим решением (прототипом) является пресс-форма, представленная в патенте [6] (фиг. 1), для переработки волокнистой пульпы, которая подается в формующую форму (поз. 1), например, с помощью вакуума. Волокна удерживаются проволочной сеткой (поз. 2), наложенной на формующую поверхность пресс-формы, и часть воды отсасывается через пресс-форму обычно путем размещения источника вакуума на дне формы. После этого пресс-форму слегка прижимают к охватывающей дополняющей части (охватывающая часть) и при помощи уплотнительной резинки (поз. 3) герметизируют, и в конце этого прижатия вакуум в пресс-форме может быть заменен мягкой продувкой воздухом, и в то же время вакуум прикладывается к дополняющей инверсной форме, таким образом, обеспечивая переход отформованного изделия из пульпы к дополняющей охватывающей части. Основными недостатками пресс-формы (прототипа) являются:
- невозможность формования изделия высотой более 50 мм с толщиной стенки 8 мм в связи с действием вертикально-направленных сил тяжести массы пульпы, которая не может подняться на высоту более чем 50 мм,
- неравномерное распределение компонентов по толщине заготовки вследствие осаждения более плотных частиц на дно пресс-формы.
Задачей изобретения является разработка узла формования, позволяющая увеличить высоту получаемой заготовки, а также исключить неравномерность распределения частиц по толщине заготовки.
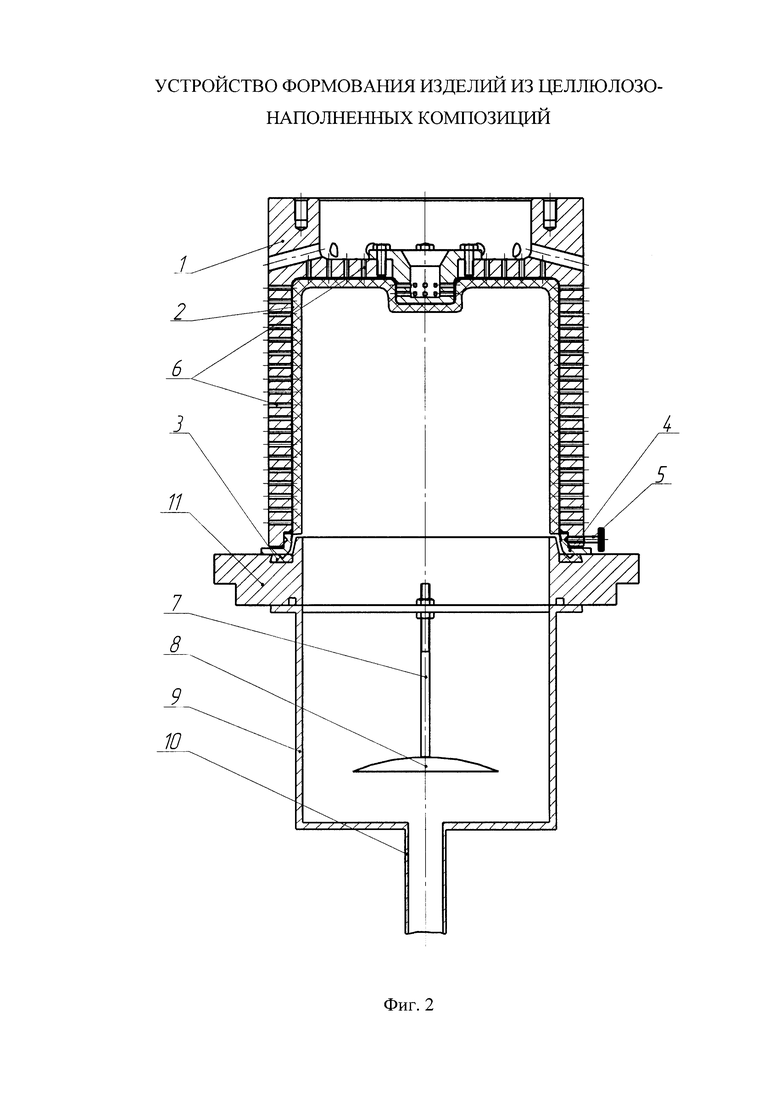
Предлагаемая конструкция матрицы формования представлена на фигуре 2.
Технический результат достигается тем, что устройство формования изделий из целлюлозо-наполненных композиций, включающее формующую форму (поз. 1), на которой закреплена проволочная сетка (поз. 2), для обеспечения герметичного соединения матрицы формования с основанием имеется уплотнительная резинка (поз. 3), отличается тем, что фланец (поз. 4) с припаянной к нему сеткой при помощи винта (поз. 5) крепится к матрице формования с дренажными отверстиями диаметром 1,5-2,0 мм, расстояние между которыми 5-8 мм (поз. 6), шток (поз. 7) с отражателем (поз. 8) закреплен на переходном стакане (поз. 9) с патрубком (поз. 10).
Работа узла формования заключается в следующем: пульпа (суспензия) подается через патрубок (поз. 10) под давлением 147-394 кПа (1,5-3,0 атм) в зависимости от высоты получаемой заготовки, пульпа рассеивается отражателем (поз. 8) и далее устремляется на проволочную сетку с размерами стороны ячеек 0,54 мм (поз. 2), через которую происходит фильтрация целлюлозно-наполненного композиционного материала. Вода, содержащаяся в суспензии, стекает через дренажные отверстия (поз. 6), герметизация формующей формы с сеткой на основании (поз. 11) осуществляется при помощи уплотнительной резинки (поз. 3).
Уменьшение диаметра дренажных отверстий менее 1,5 мм ведет к увеличению длительности процесса фильтрации в связи с большим сопротивлением истечения отфильтрованной суспензии, а увеличение диаметра более 2 мм приводит к неравномерной толщине образующегося фильтрационного слоя. Аналогично влияет и расстояние дренажных отверстий: так уменьшение расстояния менее 5 мм приводит к неравномерной толщине образующегося фильтрационного слоя, а увеличение расстояния более 8 мм увеличивает длительности процесса фильтрации вследствие уменьшения общего количества дренажных отверстий, а также возможно образование сквозных отверстий в образующемся фильтрационном слое в связи с отсутствием истечения фильтрата суспензии через дренаж. Увеличение давления подаваемой суспензии более 394 кПа (3 атм) ведет к неравномерной толщине образующегося фильтрационного слоя, а уменьшение менее 147 кПа (1,5 атм) увеличивает длительность процесса фильтрации. Использование сетки с большими размерами ячеек ведет к прохождению волокон целлюлозы и дисперсных компонентов, входящих в состав целлюлозно-наполненного материала, через сетку. Таким образом, меняется состав композиционного материала и происходит загрязнение сточных вод. При уменьшении размеров ячеек сетки значительно увеличивается длительность процесса фильтрации.
Предлагаемая конструкция матрицы формования позволяет увеличить высоту получаемой заготовки более чем в 8 раз по сравнению с прототипом (до 400 мм), а также обеспечить равномерное распределение частиц компонентов суспензии на поверхности формы.
Источники информации
1. Патент РФ №2085646 (D21J 7/00). Устройство для формования профилированных изделий из волокнистого материала / Левин В.Л., Булычов А.В.
2. Патент США №1984384, (D21J 7/00).
3. Патент США №US 5399243 (D21J 7/00).
4. Патент США №US 5547544 (B01D 24/46).
5 Фирма Markhorst Holland BV, заявка №3837467 ФРГ "Отсасывающая форма" от 4.11.88, опубл. 17.05.90 г.
6. Патент США №6210531 (D21J 7/00).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЖЕСТКОГО СГОРАЮЩЕГО КАРТУЗА | 2017 |
|
RU2655315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240393C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2722790C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕДРЕНИЯ ХОЛСТА В ИЗГОТАВЛИВАЕМЫЕ МОКРЫМ СПОСОБОМ ПАНЕЛИ | 2007 |
|
RU2443550C2 |
| ПРЕСС-ФОРМА ДЛЯ ПУЛЬПЫ И ЕЕ ПРИМЕНЕНИЕ | 2005 |
|
RU2373316C2 |
| Способ получения композиционного материала алюминий-титан | 2023 |
|
RU2799643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОЙ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2698789C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2085646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
Изобретение относится к области производства изделий из порошково-волокнистых композиционных энергетических материалов, в том числе профилированных. Устройство формования изделий из целлюлозо-наполненных композиций, включающее формующую форму, на которой закреплена проволочная сетка. Для обеспечения герметичного соединения матрицы формования с основанием имеется уплотнительная резинка. Фланец с припаянной к нему сеткой при помощи винта крепится к матрице формования с дренажными отверстиями диаметром 1,5-2,0 мм, расстояние между которыми 5-8 мм. Шток с отражателем закреплен на переходном стакане с патрубком. Техническим результатом изобретения является увеличение высоты получаемой заготовки, а также исключение неравномерности распределения частиц по толщине заготовки. 2 ил.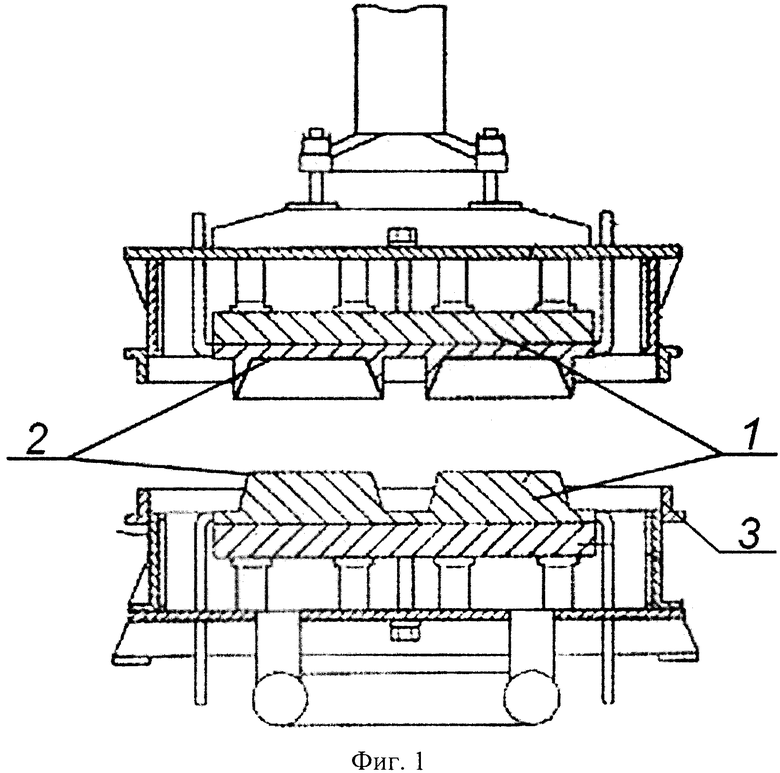
Устройство формования изделий из целлюлозо-наполненных композиций, включающее формующую форму, на которой закреплена проволочная сетка, для обеспечения герметичного соединения матрицы формования с основанием имеется уплотнительная резинка, отличающееся тем, что фланец с припаянной к нему сеткой при помощи винта крепится к матрице формования с дренажными отверстиями диаметром 1,5-2,0 мм, расстояние между которыми 5-8 мм, шток с отражателем закреплен на переходном стакане с патрубком.
| US 6210531 B1, 03.04.2001 | |||
| US 4994148 A, 19.02.1991 | |||
| US 5399243 A, 21.03.1995 | |||
| US 5547544 A, 20.08.1996. |

