Изобретение относится к области изготовления инструмента, в том числе к упрочнению стрельчатых лап пропашных культиваторов.
Известен «СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН» (RU 2443523) [2], включающий выполнение оттяжки до восстановления нормированных размеров лапы, с тыльной стороны лапы культиватора формируют запас металла в области носка и по длине лезвия путем наплавки электродом с получением объема наплавленного металла, обеспечивающего восстановление нормированных размеров лапы, при этом оттяжку лапы осуществляют горячим деформированием с использованием формообразующей оправки, копирующей форму носка и лезвия лапы, с последующим упрочнением путем закалки.
Недостатком известного способа является сложность процесса наплавки электродом запаса металла, требующая наличия достаточно сложного оборудования и высокой квалификации обслуживающего персонала. Недостатком также является повышенная энергоемкость процесса наплавки, обусловленная повышенным расходом электроэнергии в процессе наплавки, приводящая к понижению энергоэффективности. Известный способ характеризуется низкой экологичностью процесса наплавки электродом, обусловленной продолжительным выделением вредных для экологии газов. Низкая энергоэффективность также обусловлена двойным нагревом материала: сначала во время наплавки, потом для формования изделия.
Наиболее близким к заявляемому техническому решению является изобретение «СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ» (SU 2397849) [1], включающий штамповку, упрочнение рабочих органов индукционной плавкой дозированной загрузки наплавочной шихты с одновременным нагревом рабочих органов под закалку и последующую закалку. Твердость наплавленного материала выше на 2-8 единиц HRCэ по сравнению с основным металлом, что приводит к эффекту самозатачивания изделия.
Недостатком известного способа является невозможность соблюдения точных геометрических размеров конечного изделия, что приводит к повышению износа и уменьшению времени эксплуатации изделия.
Техническим результатом предлагаемого изобретения является повышение точности изготовления изделия, что приводит к повышению энергоэффективности изделия, повышению срока эксплуатации изделия.
Технический результат достигается тем, что способ упрочнения рабочего органа почвообрабатывающей машины, включающий нагрев индуктором шихты твердого сплава, размещенной на тыльной части кромки заготовки рабочего органа, до температуры ее плавления с одновременным нагревом упомянутой заготовки, отличающийся тем, что нагретую заготовку с расплавленной шихтой размещают в штампе формообразующей оснастки и производят ее горячее деформирование с одновременным упрочнением и оттяжкой кромки упомянутой заготовки за один ход пресса из условия получения твердости наплавляемого металла на 25-32 единиц HRCэ выше, чем твердость основного металла упомянутого рабочего органа. В процессе деформирования кромки заготовки происходит измельчение карбидов твердого сплава и получение мелкозернистой структуры основного материала, что дополнительно повышает износостойкость рабочего органа.
Пример выполнения способа: на кромку заготовки лапы насыпается наплавочная шихта, в состав которой входит твердый сплав (например, сормайт, псевдосплавы и т.д.).
Заготовка устанавливается в индуктор, кромка заготовки разогревается до температуры плавления шихты, затем заготовка помещается в штамп для оттяжки лезвия.
Таким образом, за один нагрев и один ход пресса в штампе для оттяжки получается оттянутое и упрочненное лезвие лапы.
Во время оттяжки лезвия твердый сплав равномерно распределяется по кромке лезвия, при этом ликвидируются возможные дефекты упрочненного слоя, такие как поры, прерывистое покрытие и т.д.
Пример осуществления способа показан на примере изготовления стрельчатой лапы культиватора почвообрабатывающей машины.
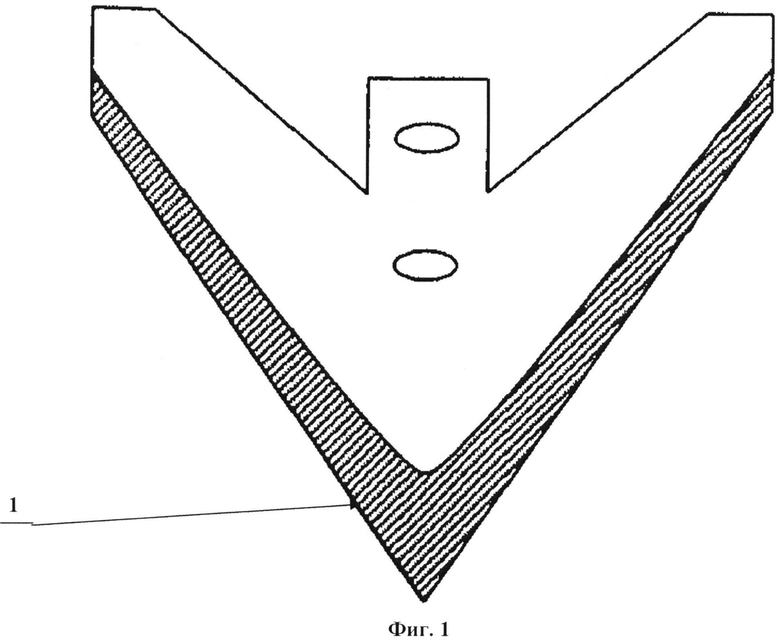
На фиг.1 представлена лицевая часть лапы,
где 1 - рабочая область органа.
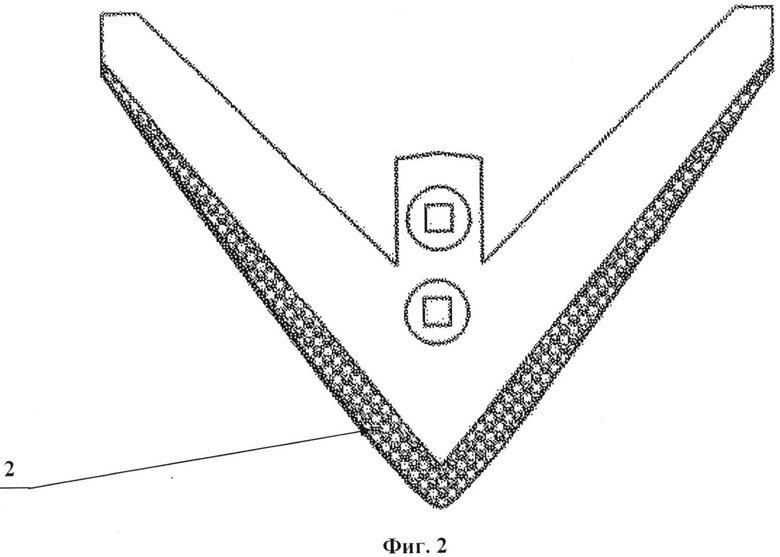
На фиг.2 представлена тыльная часть заготовки лапы,
где 2 - область наплавки.
На фиг.3 представлен разрез заготовки лапы до оттяжки,
где 3 - наплавленный металл.
На фиг.4 представлен разрез оттянутой и упрочненной заготовки лапы,
где 4 - упрочненный металл.
На фиг.5 представлен вид со стороны упрочнения готовой лапы,
где 5 - зона оттяжки наплавки.
Осуществление заданного способа поясняется на примере универсальной стрельчатой лапы УК 1013 с рабочим органом 1. Засыпка шихты производится через оправку, обеспечивающую необходимое распределение шихты на тыльную сторону рабочего органа 1, представленную на фиг.2. Состав флюса: оксид бора (B2O3) - 50-65%, оксид натрия (NA2O) - 10-15%, оксид кальция (CaO) - 3-5%, оксид кремния (SiO2) - 30-40%, оксид алюминия (AL2O3) - 0.04%. Состав шихты: от 12 до 16 вес.% - флюс, остальное сормайт.
Нагревание производится индуктором до температуры 1275-1300°С. После нагрева индуктором наплавленный металл имеет вид 3 (разрез). Оттяжка лапы производится без охлаждения заготовки на механическом прессе при температуре около 1200°С. После оттяжки наплавленный и отформованный металл имеет вид 4. Зона оттяжки наплавки представлена на фиг.5.
Промышленное применение. Изобретение может быть с успехом применено при изготовлении упрочненных рабочих органов, в том числе для сельскохозяйственной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| Способ формообразования с одновременной закалкой изделий из листового металла | 2015 |
|
RU2624753C2 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |


Изобретение может быть использовано для упрочнения рабочих органов почвообрабатывающих машин, в частности, стрельчатых лап пропашных культиваторов. Производят нагрев индуктором шихты твердого сплава, размещенной на тыльной части кромки заготовки рабочего органа, до температуры ее плавления с одновременным нагревом упомянутой заготовки. Нагретую заготовку с расплавленной шихтой твердого сплава размещают в штампе формообразующей оснастки и производят ее горячее деформирование с одновременным упрочнением и оттяжкой кромки упомянутой заготовки за один ход пресса из условия получения твердости наплавленного металла на 25-32 единицы HRCэ выше, чем твердость основного металла упомянутого рабочего органа. Способ позволяет повысить точность геометрических размеров изготовленного изделия. 5 ил., 1 пр.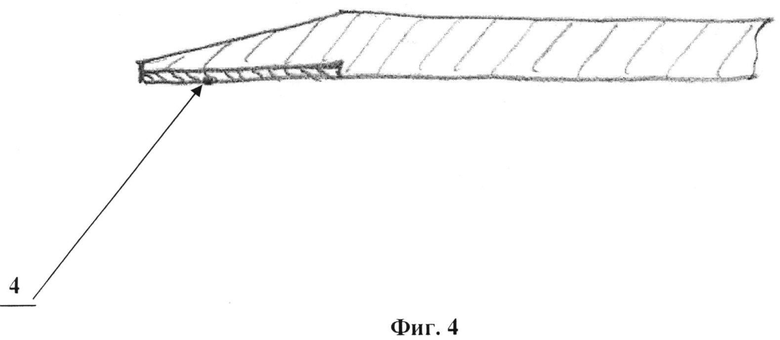
Способ упрочнения рабочего органа почвообрабатывающей машины, включающий нагрев индуктором шихты твердого сплава, размещенной на тыльной части кромки заготовки рабочего органа, до температуры ее плавления с одновременным нагревом упомянутой заготовки, отличающийся тем, что нагретую заготовку с расплавленной шихтой размещают в штампе формообразующей оснастки и производят ее горячее деформирование с одновременным упрочнением и оттяжкой кромки упомянутой заготовки за один ход пресса из условия получения твердости наплавленного металла на 25-32 единицы HRCэ выше, чем твердость основного металла упомянутого рабочего органа.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 0 |
|
SU288191A1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| Бетононасос | 1978 |
|
SU846780A1 |

