Изобретение относится к устройству для формирования групп стержнеобразных изделий, в частности, курительных изделий. Изобретение также относится к способу формирования группы стержнеобразных изделий и к упаковочной емкости, - "контейнеру", содержащему стержнеобразные изделия, которые были сформированы в группу с помощью способа по изобретению.
Известны устройства для формирования групп стержнеобразных изделий. Например, в US-A-5775054 раскрыто устройство, в котором три слоя сигарет подают последовательно из бункера в гнезда на конвейерной ленте. В EP 2008935 A1 раскрыта сигаретоупаковочная машина, в которой только один тип курительного изделия может быть упакован в одной упаковочной емкости (контейнере).
В данной области техники известно, что различные типы стержнеобразных изделий могут быть расположены в виде заданного расположения стержнеобразных изделий, так называемой "группы" стержнеобразных изделий. Однако расположение стержнеобразных изделий ограничено обеспечением целого другого слоя или вертикального ряда стержнеобразных изделий в соответствующих гнездах, и упомянутое расположение ограничено тем, что разные курительные изделия не могут быть обеспечены в центре группы курительных изделий. В EP 0141629 A1 раскрыта упаковочная машина, которая позволяет раздельно упаковывать две группы курительных изделий, которые могут быть упакованы совместно в одном контейнере. В JP 2003-205909 раскрыта сигаретная упаковка, в которой размещены различные типы сигарет, при этом каждый из вертикальных рядов в упаковке содержит только один вид курительных изделий, соответственно.
Задачей настоящего изобретения является обеспечение устройства и способа для формирования групп стержнеобразных изделий, которые обеспечивают улучшенную гибкость в построении группы изделий, содержащей различные типы стержнеобразных изделий. Еще одна задача изобретения состоит в обеспечении изготавливаемого на машине контейнера для размещения стержнеобразных изделий в виде группы, при этом стержнеобразные изделия первого типа вставлены внутри группы стержнеобразных изделий второго, другого, типа.
Согласно изобретению обеспечено устройство для формирования заданной группы стержнеобразных изделий, в частности, курительных изделий, содержащее питающий узел, гнездо, причем гнездо выполнено для вмещения заданного числа стержнеобразных изделий в заданной группе, при этом в заданной группе каждое стержнеобразных изделий имеет заданное положение внутри гнезда. Устройство также содержит бункер с множеством лопаток бункера, при этом каждая лопатка бункера связана с одним или множеством заданных положений в гнезде. Питающий узел содержит первый питатель, выполненный для подачи первой подгруппы стержнеобразных изделий первого типа в первый подкомплект лопаток бункера, при этом первая подгруппа стержнеобразных изделий представляет собой первую часть заданной группы, второй питатель, выполненный для подачи второй подгруппы стержнеобразных изделий второго типа во второй подкомплект лопаток бункера, при этом вторая подгруппа стержнеобразных изделий представляет собой вторую часть заданной группы, и третий питатель, выполненный для подачи третьей подгруппы стержнеобразных изделий третьего типа в третий подкомплект лопаток бункера, при этом третья подгруппа стержнеобразных изделий представляет собой третью часть заданной группы. Согласно изобретению второй питатель расположен между первым питателем и третьим питателем, и, по меньшей мере, первый тип и третий тип стержнеобразных изделий отличаются от второго типа стержнеобразных изделий.
Следует отметить, что посредством правильного выбора размеров гнезда можно добиться того, чтобы гнездо могло вмещать различное общее количество стержнеобразных изделий или различные расположения стержнеобразных изделий, здесь и далее обозначенные термином "группа". Например, гнездо может вмещать в общей сложности от десяти до тридцати стержнеобразных изделий. Стержнеобразные изделия могут быть расположены в виде различных групп, в зависимости от общего количества стержнеобразных изделий. Например, стержнеобразные изделия могут быть расположены одним слоем из шести, семи, восьми, девяти или десяти. В качестве альтернативы, стержнеобразные изделия могут быть расположены в два или более слоя. Два или более слоя могут содержать одинаковое количество стержнеобразных изделий. Например, стержнеобразные изделия могут быть расположены в два слоя из пяти, шести, семи, восьми, девяти или десяти, три слоя из пяти или семи штук или четыре слоя из четырех, пяти или шести. В качестве альтернативы, упомянутые два или более слоя могут включать друг в друга, по меньшей мере, два слоя, содержащие различные количества стержнеобразных изделий. Например, стержнеобразные изделия могут быть расположены слоем из пяти и слоем из шести (5-6); слоем из шести и слоем из семи (6-7); слоем из семи и слоем из восьми (7-8); средним слоем из пяти и двумя наружными слоями из шести (6-5-6); средним слоем из пяти и двумя наружными слоями из семи (7-5-7); средним слоем из шести и двумя наружными слоями из пяти (5-6-5); средним слоем из шести и двумя наружными слоями из семи (7-6-7); средним слоем из семи и двумя наружными слоями из шести (6-7-6); средним слоем из девяти и двумя наружными слоями из восьми (8-9-8); или средним слоем из шести с одним наружным слоем из пяти и одним наружным слоем из семи (5-6-7).
Стержнеобразные изделия могут быть курительными изделиями. Однако другие стержнеобразные изделия аналогичных размеров представляют собой, например, курительные принадлежности, такие как резервуары для вкусоароматических добавок или продолговатые пепельницы, которые располагают вместо одного или нескольких курительных изделий в группе. В частности, курительная принадлежность может быть расположена таким образом, что она занимает пространство, которое обычно выделяется под одну или более курительных принадлежностей в группе.
В варианте выполнения изобретения, каждая лопатка бункера может быть связана с одним из заданных положений в гнезде. Таким образом, может быть сформирована любая группа, так как тип каждого стержнеобразные изделия в гнезде может быть определен отдельно.
В вариантах выполнения по изобретению устройство позволяет обеспечить три или более различных типов стержнеобразных изделий для группы. Однако согласно предпочтительному варианту выполнения первый тип стержнеобразных изделий может быть аналогичен третьему типу стержнеобразных изделий. В этом случае первый и второй подкомплект лопаток предпочтительно расположены на расстоянии друг от друга, в частности, не примыкают друг к другу. Это позволяет обеспечить второй тип стержнеобразных изделий в определенном положении в гнезде, которое находится между стержнеобразными изделиями первого и третьего типа. Это позволяет заполнить группу первым типом стержнеобразных изделий, добавить некоторое количество других стержнеобразных изделий, а затем дополнить группу первым типом стержнеобразных изделий. Это может иметь эффект, состоящий в том, что в результате адекватного выбора положений второго типа стержнеобразных изделий получится, как будто второй тип стержнеобразных изделий помещен в центр группы. Например, таким образом, возможно разместить в группе из трех слоев со средним слоем из шести и двумя наружными слоями из семи (7-6-7) центральные два стержнеобразные изделия со вторым типом стержнеобразных изделий, таким образом, что группа становится такой: 7-(2-2-2)-7. До появления настоящего изобретения такая группа могла быть изготовлена только вручную, но не на скоростном машинном оборудовании.
В вариантах выполнения обеспечен четвертый питатель, выполненный для подачи четвертой подгруппы стержнеобразных изделий в дополнительный подкомплект лопаток бункера. Также в этом случае некоторые типы стержнеобразных изделий могут быть одинаковыми, например, первый и второй тип одинаковы, или первый и третий тип одинаковы и второй и четвертый тип одинаковы. Это позволяет обеспечить дополнительную гибкость в построении различных групп с различными типами стержнеобразных изделий.
В частности, лопатки бункера представляют собой каналы бункера для направления стержнеобразных изделий, который предпочтительно расположены в виде единого вертикального ряда и параллельны друг другу в соответствующей лопатке бункера. Лопатки бункера первого подкомплекта отличаются от лопаток второго подкомплекта, и каждый подкомплект содержит, по меньшей мере, одну лопатку бункера. Таким образом, посредством устройства по изобретению различные типы стержнеобразных изделий могут быть обеспечены в различных слоях гнезда. Различные типы стержнеобразных изделий могут относиться к курительным стержнеобразным изделиям различной длины, диаметра, с различной конструкцией фильтра, различных брендов и их различным сочетаниям.
В частности, заданная группа содержит заданное количество слоев группы и вертикальных рядов группы. Группа содержит, по меньшей мере, три разные части, которые образованы первой, второй и третьей подгруппами стержнеобразных изделий, соответственно. Обычно гнездо имеет, по существу, прямоугольную форму с разными слоями, продолжающимися вдоль более длинной стороны прямоугольника, в то время как вертикальные ряды стержнеобразных изделий продолжаются, по существу, вдоль более короткой стороны прямоугольника. Обычно более длинная сторона гнезда продолжается, по существу, горизонтально, в то время как более короткая сторона гнезда продолжается, по существу, вертикально. При формировании групп для стандартных сигаретных контейнеров слои обычно содержат 5-7 стержнеобразных изделий, в то время как вертикальные ряды содержат 3 стержнеобразные изделия. Таким образом, гнезда, в частности, позволяют обеспечение подачи стержнеобразных изделий в контейнеры, содержащие от 17 до 21 стержнеобразные изделия.
В частности, является возможным, чтобы в соответствующих вертикальных рядах или слоях отдельные стержнеобразные изделия были пропущены, чтобы задать число стержнеобразных изделий, которое формируют в группу в гнезде. С этой целью могут быть обеспечены выступы или держатели. Кроме того, в частности, вертикальные ряды стержнеобразных изделий могут не всегда быть прямыми, но стержнеобразные изделия в каждом из слоев могут быть приподняты в направлении протяженности слоя относительно соседнего слоя, что позволяет более плотную упаковку стержнеобразных изделий. Стержнеобразные изделия в одном слое могут быть смещены в латеральном направлении относительно положения стержнеобразные изделия в соседнем слоем на радиус стержнеобразные изделия. Таким образом, отдельные курительные изделия, образующие вертикальный ряд, слегка смещены относительно друг друга в латеральном направлении.
Также является возможным построение групп для непрямоугольных гнезд, как, например, для гнезд в форме параллелепипеда, трапеции или треугольных.
В частности, стержнеобразные изделия представляют собой продолговатые курительные изделия. Продольная протяженность курительного изделия представляет собой направление основной протяженности курительного изделия. В частности, курительное изделие имеет цилиндрическую форму, при этом продольная ось представляет собой его центральную ось. Когда стержнеобразные изделия имеют, по существу, цилиндрическую форму, полость предпочтительно параллельна направлению продольной протяженности. В частности, стержнеобразные изделия представляют собой сигареты, сигареты с фильтром, сигары или компоненты для курительных выполнений. Компоненты курительных припособлений могут представлять собой продолжающиеся в продольном направлении стержни из курительного материала, которые вставляют в нагревательные устройства, такие как электрическое или углеродсодержащее нагревательное устройство, и которые в процессе потребления нагреваются, но не сгорают.
В ходе каждой передачи стержнеобразные изделия с лопатки бункера в гнездо каждая лопатка бункера предпочтительно обеспечивает подачу от одного до трех стержнеобразных изделий в гнездо.
Согласно изобретению отдельные передаточные позиции лопаток бункера обеспечивают различные слои стержнеобразных изделий в группе. Стержнеобразные изделия предпочтительно обеспечивают в различных положениях в направлении по ходу перемещения гнезда относительно лопаток бункера. Второй слой, в частности, находится поверх первого слоя. Стержнеобразные изделия, обеспеченные в передаточной позиции лопаток бункера, в частности, одновременно передаются в гнезда, таким образом, что разные передаточные позиции лопаток бункера обеспечивают разные слои стержнеобразных изделий в гнезде. Согласно предпочтительному варианту выполнения, подкомплекты лопаток бункера и передаточные позиции лопаток бункера различаются, таким образом, что в слое стержнеобразных изделий в гнезде содержатся различные типы стержнеобразных изделий. Каждый слой в гнезде предпочтительно состоит из нескольких параллельно расположенных стержнеобразных изделий, которые, в частности, продолжаются в направлении их продольной протяженности в горизонтальном направлении. Может быть обеспечена третья передаточная позиция лопаток бункера, которая выполнена для обеспечения третьего слоя стержнеобразных изделий в гнезде поверх второго слоя. В зависимости от желаемой группы стержнеобразных изделий в гнезде могут быть обеспечены дополнительные слои стержнеобразных изделий. В частности, первый слой является самым нижним слоем и обеспечивается вначале, в то время как второй слой располагается поверх первого слоя и обеспечивается вслед за ним, и в вариантах выполнения могут быть соответствующим образом обеспечены третий и последующие слои.
Третий подкомплект лопаток бункера выполнен для обеспечения третьего типа стержнеобразных изделий в гнезде. Таким образом, группа из трех различных типов стержнеобразных изделий может быть расположена в гнезде, позволяя заполнение разных контейнеров тремя различными типами стержнеобразных изделий, причем каждый тип курительного изделия расположен в заданных позициях в контейнере. Третий подкомплект лопаток бункера не обязательно соответствует какому-либо слою в гнезде. В противоположность этому, третий подкомплект лопаток бункера может обеспечивать подачу стержнеобразных изделий в разные группы. Третий подкомплект лопаток бункера содержит, по меньшей мере, одну лопатку бункера.
В вариантах выполнения каждая лопатка бункера связана с одним вертикальным рядом группы или одним слоем группы. Лопатка бункера может обеспечивать несколько стержнеобразных изделий, которые образуют вертикальный ряд группы или слой группы. В качестве альтернативы, лопатка бункера может обеспечивать только одно стержнеобразное изделие, которое является частью вертикального ряда группы или слоя группы, в то время как другие лопатки бункера обеспечивают оставшиеся стержнеобразные изделия вертикального ряда группы или слоя группы.
Предпочтительно, количество лопаток бункера в бункере соответствует количеству стержнеобразных изделий в заданной группе, таким образом, что каждая лопатка бункера связана с заданным положением для стержнеобразные изделия в заданной группе. Это позволяет обеспечить наибольшее разнообразие, что касается группы, формируемой устройством.
Предпочтительно, чтобы лопатки бункера были расположены в заданном количестве передаточных позиций, при этом каждая передаточная позиция соответствует полному слою в заданных положениях в гнезде. Передаточные позиции, в частности, образованы расположением лопаток бункера у их дальнего по ходу конца.
Предпочтительно, передаточная позиция лопаток бункера соответствует слою стержнеобразных изделий в гнезде и обеспечивает этот слой. Одна из передаточных позиций предпочтительно содержит лопатки бункера первого подкомплекта и, по меньшей мере, одну лопатку второго подкомплекта лопаток бункера. Таким образом, разные типы стержнеобразных изделий содержатся в одной передаточной позиции лопаток бункера, и, соответственно, в одном слое в гнезде.
В варианте выполнения, гнездо и лопатки бункера выполнены для того, чтобы их можно было перемещать относительно друг друга после обеспечения подачи слоя стержнеобразных изделий в гнездо. Это позволяет последовательно обеспечить несколько слоев стержнеобразных изделий в гнезде, из передаточных позиций лопаток бункера, расположенных в разных последовательных положениях. Соответствующие передаточные позиции лопаток бункера, в частности, обеспечены на разной высоте для передачи соответствующих стержнеобразных изделий в гнездо. В частности, первая передаточная позиция лопаток бункера обеспечена на более низкой высоте, чем вторая передаточная позиция лопаток бункера, и, в частности, вторая передаточная позиция лопаток бункера обеспечена на более низкой высоте, чем третья передаточная позиция лопаток бункера, и т.д.
Предпочтительно, чтобы гнездо могло перемещаться между заданным количеством передаточных позиций. В частности, гнездо выполнено для того, чтобы его можно было перемещать относительно лопаток бункера. Однако в других вариантах выполнения лопатки бункера могут быть выполнены для перемещения относительно гнезда.
Предпочтительно на конвейере обеспечено множество гнезд, выполненных для того, чтобы последовательно останавливаться в области каждой из передаточных позиций лопаток бункера для приема слоя стержнеобразных изделий с каждой из передаточных позиций лопаток бункера. Конвейер может представлять собой, в частности, ленту или цепь. Соответствующие слои после первого слоя могут быть обеспечены последовательно поверх друг друга.
В варианте выполнения, гнезда обеспечены на бесконечном конвейере и выполнены для того, чтобы последовательно останавливаться у каждой из заданного количества передаточных позиций, при этом устройство выполнено для передачи одного слоя стержнеобразных изделий из каждой передаточной позиции в каждое гнездо.
Предпочтительно обеспечено вибрационное средство, обеспечивающее возможность плавной транспортировки изделий стержневой формы. Вибрационное средство может быть расположено на питающем узле, или на бункере, или на гнездах. Вибрация, обеспечиваемая вибрационным средством, предотвращает застревание стержнеобразных изделий из-за статического трения. Таким образом, возможна плавная транспортировка стержнеобразных изделий.
В варианте выполнения, питающий узел содержит, по меньшей мере, два разных питателя, каждый из которых обеспечивает подачу разных типов стержнеобразных изделий, соответственно, при этом дальний по ходу конец первого питателя находится у расположенного раньше по ходу конца первого подкомплекта лопаток бункера, а дальний по ходу конец второго питателя находится у расположенного раньше по ходу конца второго подкомплекта лопаток бункера. В общем, питающий узел, бункер и гнезда расположены последовательно в данном порядке по ходу перемещения. Термин "дальше по ходу" относится к положению в направлении перемещения гнезда из одной передаточной позиции к следующей передаточной позиции. Соответственно, термин "раньше по ходу" относится к положению, по существу, противоположному положению "дальше по ходу".
В частности, лопатки бункера продолжаются, по существу, в вертикальном направлении, в котором каждая группа лопаток бункера имеет выпускные отверстия в области их нижних концов, которые примыкают друг к другу на одной высоте. Лопатки бункера могут быть слегка наклонены одна относительно другой, таким образом, что расстояние между лопатками бункера каждой передаточной позиции лопаток бункера уменьшается к их дальнему по ходу концу, таким образом, что стержнеобразные изделия, которые передаются совместно из передаточной позиции для образования слоя в гнезде, располагаются относительно близко друг к другу. Однако в области расположенного раньше по ходу конца лопаток бункера все лопатки бункера каждого подкомплекта или всех передаточных позиций предпочтительно являются по существу эквидистантными. Это облегчает подачу стержнеобразных изделий из питающего узла на лопатки бункера.
Предпочтительно, нижний конец лопаток бункера передаточной позиции расположен на том же уровне, что и слой стержнеобразных изделий, подаваемых с помощью данной передаточной позиции лопаток бункера в гнездо, при этом толкающее средство выполнено для того, чтобы толкать стержнеобразные изделия в гнезда. Толкающее средство предпочтительно расположено, по существу, в продольном направлении стержнеобразных изделий.
Каждая лопатка бункера предпочтительно соответствует желобу, имеющему немного большую ширину, чем диаметр соответствующего типа стержнеобразных изделий. Таким образом, в каждой лопатке бункера может быть расположено только одно стержнеобразных изделий на одной высоте, при этом несколько стержнеобразных изделий обеспечены параллельно друг другу и примыкают друг к другу в направлении протяженности лопатки бункера. Предпочтительно, глубина лопатки бункера немного больше, чем длина стержнеобразных изделий в продольном направлении. Таким образом, стержнеобразные изделия обеспечены в определенных положениях в лопатках бункера.
Максимальное количество лопаток бункера предпочтительно соответствует максимальному количеству стержнеобразных изделий, обеспеченных в одном гнезде, так как каждая лопатка бункера предпочтительно соответствует определенному положению в гнезде.
Стержнеобразные изделия могут передаваться в гнездо за один или более стадий.
Согласно изобретению также обеспечен способ формирования группы стержнеобразных изделий, в частности, курительных изделий, в гнезде, при этом в заданной группе каждое стержнеобразное изделие имеет заданное положение в гнезде, включающий стадии: обеспечения множества лопаток бункера, в котором каждая лопатка бункера, по меньшей мере, связана с одним заданным положением в гнезде; подачи первой подгруппы стержнеобразных изделий первого типа в первый подкомплект лопаток бункера, подачи второй подгруппы стержнеобразных изделий второго типа во второй подкомплект лопаток бункера, и подачи третьей подгруппы стержнеобразных изделий третьего типа в третий подкомплект лопаток бункера. Стержнеобразные изделия передают из первого подкомплекта лопаток бункера, второго подкомплекта лопаток бункера и третьего подкомлекта лопаток бункера в гнездо, так что каждое положение в заданной группе занято стержнеобразным изделием заданного типа. Согласно изобретению второй подкомплект лопаток бункера расположен между первым подкомплектом лопаток бункера и третьим подкомплектом лопаток бункера, по меньшей мере, первый тип стержнеобразных изделий отличается от второго типа стержнеобразных изделий, и, по меньшей мере, второй тип стержнеобразных изделий отличается от третьего типа стержнеобразных изделий.
Изобретение также относится к способу формирования групп продольно продолжающихся стержнеобразных изделий, при этом вначале, по меньшей мере два различных типа стержнеобразных изделий подают через бункер, причем первый тип стержнеобразных изделий подают через первый подкомплект лопаток бункера, а второй тип стержнеобразных изделий подают через второй подкомплект лопаток бункера. По меньшей мере, первый слой и второй слой изделий тип стержнеобразных изделий последовательно передают из лопаток бункера в гнездо, таким образом, что, по меньшей мере, один слой в гнезде содержит первый тип стержнеобразных изделий и второй тип стержнеобразных изделий. Предпочтительно, каждая лопатка бункера, по меньшей мере, связана с одним заданным положением в гнезде.
Подкомплект изделий стержневого типа может содержать только одно курительное изделие. В частности, каждый слой обеспечен разными передаточными позициями лопаток бункера. По меньшей мере, одна передаточная позиция лопаток бункера не соответствует подкомплекту лопаток бункера.
В частности, стадия передачи стержнеобразных изделий включает перемещение гнезда между передаточными позициями, при этом каждая передаточная позиция связана со слоем или вертикальным рядом стержнеобразных изделий в заданной группе. Предпочтительно, способ дополнительно включает стадию, на которой осуществляют конвейерное перемещение гнезда относительно лопаток бункера, при этом стержнеобразные изделия с лопаток бункера размещаются в гнезде для каждого из слоев стержнеобразных изделий в разных положениях гнезда в ходе его конвейерного перемещения.
Предпочтительно, стадия передачи стержнеобразных изделий включает передачу стержнеобразные изделия первого типа в гнездо из первого и третьего подкомлектов лопаток бункера и передачу стержнеобразные изделия второго типа в гнездо из второго подкомплекта лопаток бункера, таким образом, что стержнеобразные изделия второго типа располагаются внутри, по меньшей мере, одного слоя заданной группы, таким образом, что стержнеобразные изделия первого типа располагаются с обеих сторон стержнеобразных изделий второго типа внутри упомянутого слоя. В данном контексте расположение с обеих сторон, в частности, относится к группе, в которой, по меньшей мере, одно стержнеобразное изделие второго типа расположено в вертикальном ряду в гнезде, при этом стержнеобразные изделия первого типа расположены в том же слое, но в других вертикальных рядах с обеих сторон упомянутого, по меньшей мере, одного стержнеобразные изделия второго типа.
В варианте выполнения, способ также включает стадию подачи стержнеобразных изделий, содержащихся в гнезде, в контейнер, при одновременном сохранении их относительных положений относительно друг друга. Таким образом, стержнеобразные изделия передают из гнезда в контейнер. Стержнеобразные изделия могут быть завернуты во внутреннюю обертку перед передачей в контейнер, или могут передаваться во внутреннюю обертку, образующую внутреннюю часть контейнера.
Способ предпочтительно включает стадию, на которой осуществляют конвейерное перемещение стержнеобразных изделий в вертикальном направлении в лопатках бункера, при этом их продольные оси расположены, по существу, в горизонтальном направлении, и осуществляют дальнейшее конвейерное перемещение стержнеобразных изделий в их продольном направлении из лопаток бункера в гнезда. Благодаря конвейерному перемещению в вертикальном направлении в лопатках бункера стержнеобразные изделия перемещаются посредством силы тяжести или, по меньшей мере, их перемещению способствует сила тяжести.
Изобретение дополнительно содержит контейнер, содержащий стержнеобразные изделия, из которых сформирована группа посредством способа согласно изобретению, таким образом, что контейнер содержит, по меньшей мере, два различных типа стержнеобразных изделий. Контейнер содержит вертикальные ряды и горизонтальные ряды с различными типами стержнеобразных изделий.
Каждый слой в гнезде предпочтительно соответствует одному горизонтальному ряду стержнеобразных изделий в контейнере, при этом ряд продолжается в направлении ширины контейнера. В частности, три ряда стержнеобразных изделий обеспечены в контейнере, при этом каждый из них предпочтительно содержит шесть или семь стержнеобразных изделий. Согласно идее изобретения отдельные стержнеобразные изделия или группы стержнеобразных изделий различных типов могут быть обеспечены в заданных позициях в отдельных рядах. В частности, в контейнере может быть обеспечено только одно курительное изделие другого типа, причем остальная часть контейнера заполнена другим типом стержнеобразных изделий.
Настоящее изобретение также направлено на использование питающего устройства с тремя бункерами для подачи первого типа стержнеобразных изделий и второго типа стержнеобразных изделий в контейнер, при этом в пределах формируемой группы второй тип стержнеобразных изделий внедрен внутри группы стержнеобразных изделий первого типа. Стержнеобразное изделие можно считать "внедренным" в группу, если стержнеобразные изделия одного или нескольких типов расположены в обеих сторон упомянутого, по меньшей мере, одного внедренного стержнеобразного изделия относительно другого типа внутри слоя в группе. Также термин "внедренный" может относиться к конструкции группы, в которой по меньшей мере, одно внедренное стержнеобразное изделие заключено с обеих сторон в направлении слоя и вертикального ряда между стержнеобразными изделиями другого типа. Теперь изобретение будет описано со ссылками на примеры вариантов выполнения, показанные на чертежах.
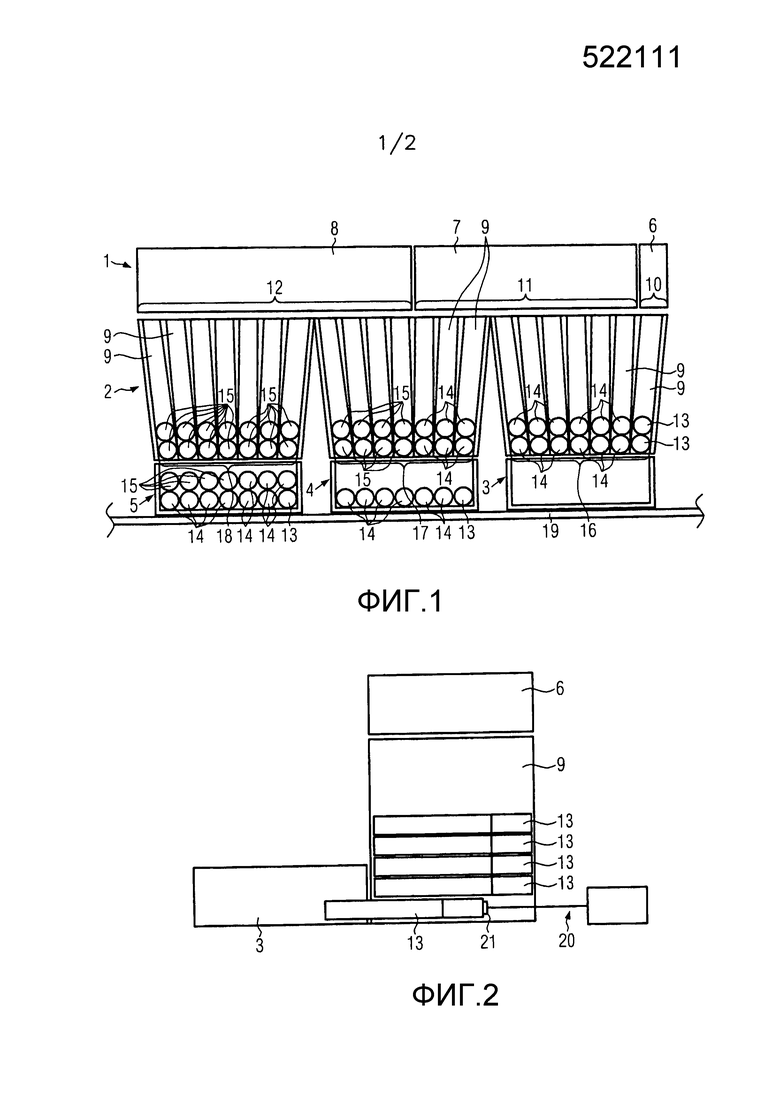
Фиг. 1 - вид спереди в сечении варианта выполнения устройства по изобретению.
Фиг. 2 - вид сбоку в сечении варианта выполнения устройства по изобретению.
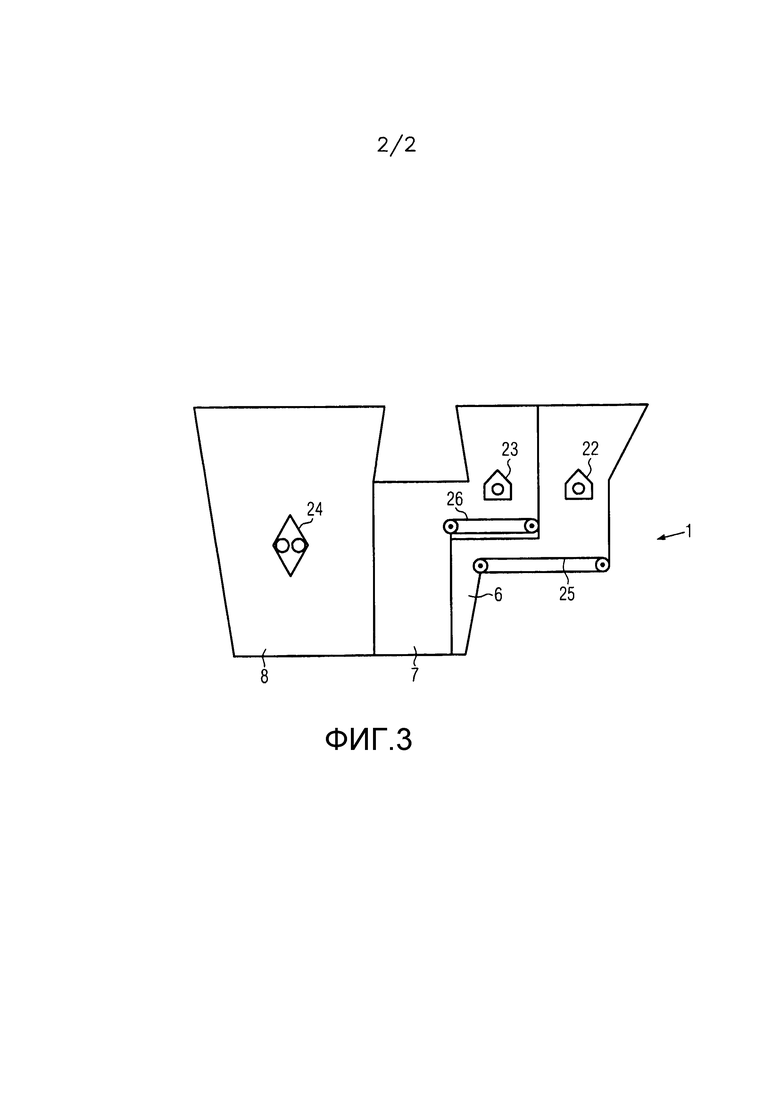
Фиг. 3 - вид спереди в сечении питающего узла для устройства по изобретению.
Устройство согласно варианту выполнения изобретения, показанному на Фиг. 1, содержит питающий узел 1, расположенный над бункером 2, и несколько гнезд 3, 4, 5. Питающий узел 1 содержит первый питатель 6, второй питатель 7 и третий питатель 8. Каждый из питателей 6, 7, 8 обеспечивает подачу стержнеобразных изделий в бункер 2. Бункер 2 содержит множество лопаток 9 бункера, в которой первый подкомплект 10 лопаток 9 бункера относится к первому питателю 6, второй подкомплект 11 лопаток 9 бункера относится ко второму питателю 7, и третий подкомплект 12 лопаток 9 бункера относится к третьему питателю 8. В частности, первый питатель 6 расположен над первым подкомплектом 10 лопаток 9 бункера, второй питатель 7 расположен над вторым подкомплектом 11 лопаток 9 бункера, и третий питатель 8 расположен над третьим подкомплектом 12 лопаток 9 бункера. Каждый из питателей 6, 7, 8, соответственно, обеспечивает подачу различных типов изделий 13, 14, 15 стержневой формы на разные лопатки 9 бункера.
Лопатки 9 бункера расположены, по существу, на равном расстоянии в области их верхних кромок, которые примыкают к питателям 6, 7, 8 питающего узла 1. В направлении по ходу лопатки 9 наклонены друг к другу, обеспечивая отдельные передаточные позиции у их расположенных раньше по ходу концов. В частности, лопатки 9 бункера сгруппированы в первую передаточную позицию 16, вторую передаточную позицию 17 и третью передаточную позицию 18. Каждая из передаточных позиций 16, 17, 18 лопаток 9 бункера обеспечивает подачу одного слоя стержнеобразных изделий 13, 14, 15 в гнезда 3, 4, 5. Гнезда 3, 4, 5 расположены на конвейерной ленте 19. После того, как в гнездо 3 попадает первый слой стержнеобразных изделий, содержащих первый тип изделий 13 стержневой формы и второй тип изделий 14 стержневой формы, гнездо 3 перемещается вместе с конвейерной лентой 19 в положение еще дальше по ходу, показанное для гнезда 4, таким образом, что в нем могут быть размещены изделия 14, 15 стержневой формы со второй передаточной позиции 17 лопаток 9 бункера. Вторая передаточная позиция 17 лопаток 9 обеспечивает подачу стержнеобразных изделий второго типа 14 и третьего типа 15. После размещения второго слоя изделий 14, 15 стержневой формы со второй передаточной позиции 17 лопаток 9 бункера гнездо 4 перемещается посредством конвейерной ленты 19 в положение еще дальше по ходу, показанное для гнезда 5. Затем третья передаточная позиция 18 обеспечивает подачу третьего слоя стержнеобразных изделий в гнездо, при этом лопатки 9 бункера третьей передаточной позиции 18 содержат только изделия 15 стержневой формы третьего типа.
Таким образом, наконец, три слоя изделий 13, 14, 15 стержневой формы обеспечены в гнезде 3, 4, 5, в котором первый слой содержит одно курительное изделие первого типа 13 в самом правом положении, а оставшиеся стержнеобразные изделия в первом слое представляют собой изделия 14 стержневой формы второго типа. Средний слой стержнеобразных изделий в гнезде состоит из стержнеобразных изделий второго типа 14 и третьего типа 15, а третий слой стержнеобразных изделий состоит только из стержнеобразных изделий третьего типа 15. Таким образом, в зависимости от расположения питателей 6, 7, 8 над лопатками 9, образующими подкомплекты 10, 11, 12, в гнездах может быть обеспечено любое сочетание стержнеобразных изделий. Курительное изделие 13 первого типа образует первую часть группы, курительные изделия 14 второго типа образуют вторую часть группы, и курительные изделия 15 третьего типа образуют третью часть группы.
На Фиг. 2 показан вид в разрезе самого правого питателя 6, лопатки 9 бункера и гнезда 3 на виде сбоку. Изделия 13 стержневой формы первого типа падают из первого питателя 6 в самую правую лопатку 9, при этом они расположены поверх друг друга в виде единственного ряда изделий 13 стержневой формы. Самое нижнее курительное изделие 13 сцепляется с толкающим средством 20, в частности, в виде линейного привода, которое содержит выступающий толкательный элемент 21, который может быть перемещен прямолинейно в направлении гнезда 3 и передает курительное изделие 13 в гнездо 3 в продольном направлении курительного изделия. В частности, толкающее средство 20 может сцепляться со всеми изделиями 13, 14 стержневой формы, находящимися в передаточной позиции лопаток бункера, таким образом, что все стержнеобразные изделия одного слоя одновременно передаются в гнездо 3. То же самое применимо в отношении передачи изделий 14, 15 стержневой формы второго и третьего слоя в гнезда 4 и 5.
На Фиг. 3 питающий узел 1 по изобретению показан более подробно. В каждом из питателей 6, 7, 8 стержнеобразные изделия одного типа расположены параллельно и смежно друг другу. Чтобы обеспечить возможность плавного перемещения стержнеобразных изделий, обеспечены вибрационные средства 22, 23, 24, которые содержат, по меньшей мере, виброгенератор и т.п. Кроме того, конвейерные ленты 25, 26 могут быть обеспечены в питателях, согласно настоящему варианту выполнения, в частности, в питателе 6 и в питателе 7, чтобы дать возможность конвейерного перемещения изделий 13, 14 стержневой формы к вертикальным участкам, в которых изделия 13, 14 стержневой формы транспортируются посредством гравитации или вибрации к расположенному раньше по ходу концу бункера 2.
Таким образом, устройство по изобретению позволяет обеспечить подачу различных типов стержнеобразных изделий в гнездо, при этом группа стержнеобразных изделий располагается нужным образом для дальнейшей передачи в упаковочную емкость для стержнеобразных изделий.
В вариантах выполнения различные типы стержнеобразных изделий могут быть одинаковыми, то есть различные питатели обеспечивают подачу одного типа стержнеобразных изделий. Однако, если требуется изготовление упаковок, содержащих различные типы стержнеобразных изделий, по меньшей мер, в один из питателей можно подавать различные стержнеобразные изделия, предпочтительно - во второй питатель.
Достаточный уровень стержнеобразных изделий, подлежащих подаче на лопатки бункера, гарантируется с помощью датчиков уровня, которые расположены у входной стороны лопаток бункера, при этом эти датчики предпочтительно выполнены для запуска подачи стержнеобразных изделий посредством питающего узла, в частности, посредством отдельных питателей. В частности, конвейерные ленты 25, 26 или вибрационные средства 22, 23, 24 приводятся в действие только когда стержнеобразные изделия должны подаваться из средств подачи на лопатки бункера. На питателях питающего узла могут быть установлены поворотные пальцы для предотвращения застревания стержнеобразных изделий и для облегчения конвейерного перемещения стержнеобразных изделий.
Устройство содержит питающий узел и гнездо, выполненное для вмещения заданного количества стержнеобразных изделий в виде заданной группы. При этом в группе каждое стержнеобразное изделие имеет заданное положение внутри гнезда. Устройство также содержит бункер с множеством лопаток, причем каждая лопатка связана, по меньшей мере, с одним заданным положением в гнезде. Питающий узел содержит первый питатель, выполненный для подачи первой подгруппы изделий первого типа в первый подкомплект лопаток бункера, второй питатель, выполненный для подачи второй подгруппы изделий второго типа во второй подкомплект лопаток бункера, и третий питатель, выполненный для подачи третьей подгруппы изделий третьего типа в третий подкомплект лопаток бункера. Первая, вторая и третья подгруппы изделий представляют собой первую, вторую и третью части заданной группы. Второй питатель расположен между первым и третьим питателями. По меньшей мере, первый тип изделий отличается от второго типа изделий, и, по меньшей мере, второй тип изделий отличается от третьего типа изделий. Изобретение также относится к способу формирования группы стержнеобразных изделий, к контейнеру, содержащему сформированную посредством вышеописанного устройства и способа заданную группу изделий и к применению питающего устройства с тремя питателями для подачи первого и второго типа изделий в контейнер с расположением второго типа изделий в контейнере между изделиями первого типа. Группа изобретений обеспечивает расширение ассортимента формируемых изделий. 4 н. и 11 з.п. ф-лы, 3 ил.
1. Устройство для формирования заданной группы стержнеобразных изделий, в частности курительных изделий, содержащее
питающий узел,
гнездо, выполненное для вмещения заданного количества стержнеобразных изделий в виде заданной группы, при этом в заданной группе каждое стержнеобразное изделие имеет заданное положение внутри гнезда,
бункер с множеством лопаток, при этом каждая лопатка бункера имеет по меньшей мере одно заданное положение в гнезде,
причем питающий узел содержит:
- первый питатель, выполненный для подачи первой подгруппы стержнеобразных изделий первого типа в первый подкомплект лопаток бункера, при этом первая подгруппа стержнеобразных изделий является первой частью заданной группы,
- второй питатель, выполненный для подачи второй подгруппы стержнеобразных изделий второго типа во второй подкомплект лопаток бункера, при этом вторая подгруппа стержнеобразных изделий является второй частью заданной группы,
- третий питатель, выполненный для подачи третьей подгруппы стержнеобразных изделий третьего типа в третий подкомплект лопаток бункера, при этом третья подгруппа стержнеобразных изделий является третьей частью заданной группы,
причем второй питатель расположен между первым питателем и третьим питателем, при этом, по меньшей мере, первый тип стержнеобразных изделий отличается от второго типа стержнеобразных изделий, и, по меньшей мере, второй тип стержнеобразных изделий отличается от третьего типа стержнеобразных изделий.
2. Устройство по п. 1, в котором первый тип стержнеобразных изделий аналогичен третьему типу стержнеобразных изделий.
3. Устройство по п. 1, в котором заданная группа содержит заданное количество слоев группы и вертикальных рядов группы.
4. Устройство по п. 3, в котором каждая лопатка бункера связана с одним вертикальным рядом группы или одним слоем группы.
5. Устройство по любому из пп. 1-4, в котором количество лопаток в бункере соответствует количеству стержнеобразных изделий в заданной группе, таким образом, что каждая лопатка бункера связана с заданным положением для стержнеобразные изделия в заданной группе.
6. Устройство по любому из пп. 1-4, в котором отдельные передаточные позиции лопаток бункера обеспечивают различные слои стержнеобразных изделий в группе и в котором подкомплекты лопаток бункера и передаточные позиции лопаток бункера различны, таким образом, что в слое стержнеобразных изделий в гнезде содержатся различные типы стержнеобразных изделий.
7. Устройство по п. 6, в котором гнездо может перемещаться между заданным количеством передаточных позиций.
8. Устройство по п. 6, в котором гнезда обеспечены на бесконечном конвейере и выполнены так, чтобы последовательно останавливаться у каждой из заданного количества передаточных позиций, при этом устройство выполнено для передачи одного слоя стержнеобразных изделий из каждой передаточной позиции в каждое гнездо.
9. Устройство по любому из пп. 1-4, 7, 8, в котором обеспечено вибрационное средство для обеспечения возможности плавной транспортировки стержнеобразных изделий.
10. Способ формирования группы стержнеобразных изделий, в частности курительных изделий, в гнезде, при этом в заданной группе каждое стержнеобразное изделие имеет заданное положение в гнезде, включающий стадии:
- обеспечивают множество лопаток бункера, при этом каждая лопатка бункера, по меньшей мере, связана с одним заданным положением в бункере,
- обеспечивают подачу первой подгруппы стержнеобразных изделий первого типа в первый подкомплект лопаток бункера,
- обеспечивают подачу второй подгруппы стержнеобразных изделий второго типа во второй подкомплект лопаток бункера,
- обеспечивают подачу третьей подгруппы стержнеобразных изделий третьего типа в третий подкомплект лопаток бункера, при этом второй подкомлект лопаток бункера расположен между первым подкомплектом лопаток бункера и третьим подкомплектом лопаток бункера, и
- передают стержнеобразные изделия из первого подкомплекта лопаток бункера, второго подкомплекта лопаток бункера и третьего подкомлекта лопаток бункера в гнездо, таким образом, что каждое положение в заданной группе занято стержнеобразным изделием заданного типа, при этом, по меньшей мере, первый тип стержнеобразных изделий отличается от второго типа стержнеобразных изделий, и, по меньшей мере, второй тип стержнеобразных изделий отличается от третьего типа стержнеобразных изделий.
11. Способ по п. 10, в котором стадия передачи стержнеобразных изделий включает перемещение гнезда между передаточными позициями, при этом каждая передаточная позиция связана со слоем или вертикальным рядом стержнеобразных изделий в заданной группе.
12. Способ по п. 10 или 11, в котором стадия передачи стержнеобразных изделий включает передачу стержнеобразные изделия первого типа в гнездо из первого и третьего подкомлектов лопаток бункера и передачу стержнеобразные изделия второго типа в гнездо из второго подкомплекта лопаток бункера, таким образом, что стержнеобразные изделия второго типа располагаются внутри, по меньшей мере, одного слоя заданной группы, так что стержнеобразные изделия первого типа располагаются с обеих сторон стержнеобразных изделий второго типа внутри упомянутого слоя.
13. Способ по п. 10 или 11, содержащий еще одну стадию, на которой обеспечивают подачу стержнеобразных изделий, содержащихся в гнезде, в контейнер, с одновременным сохранением их относительных положений относительно друг друга.
14. Контейнер, содержащий стержнеобразные изделия, из которых была сформирована заданная группа посредством способа или устройства по любому предшествующему пункту, таким образом, что контейнер содержит, по меньшей мере, два различных типа стержнеобразных изделий, при этом контейнер содержит вертикальные и горизонтальные ряды с различными типами стержнеобразных изделий.
15. Применение питающего устройства с тремя питателями для подачи первого типа стержнеобразных изделий и второго типа стержнеобразных изделий в контейнер, при этом в пределах упомянутой группы второй тип стержнеобразных изделий внедрен внутри группы стержнеобразных изделий первого типа.
| ПНЕВМОЭЛЕКТРОРАЗЪЕМ | 1991 |
|
RU2008935C1 |
| Устройство для получения монокристаллов, например, германия | 1961 |
|
SU141629A1 |
| УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ СИГАРЕТ [ПАЛ^ЬГ',;!--,;: | 0 |
|
SU295243A1 |

