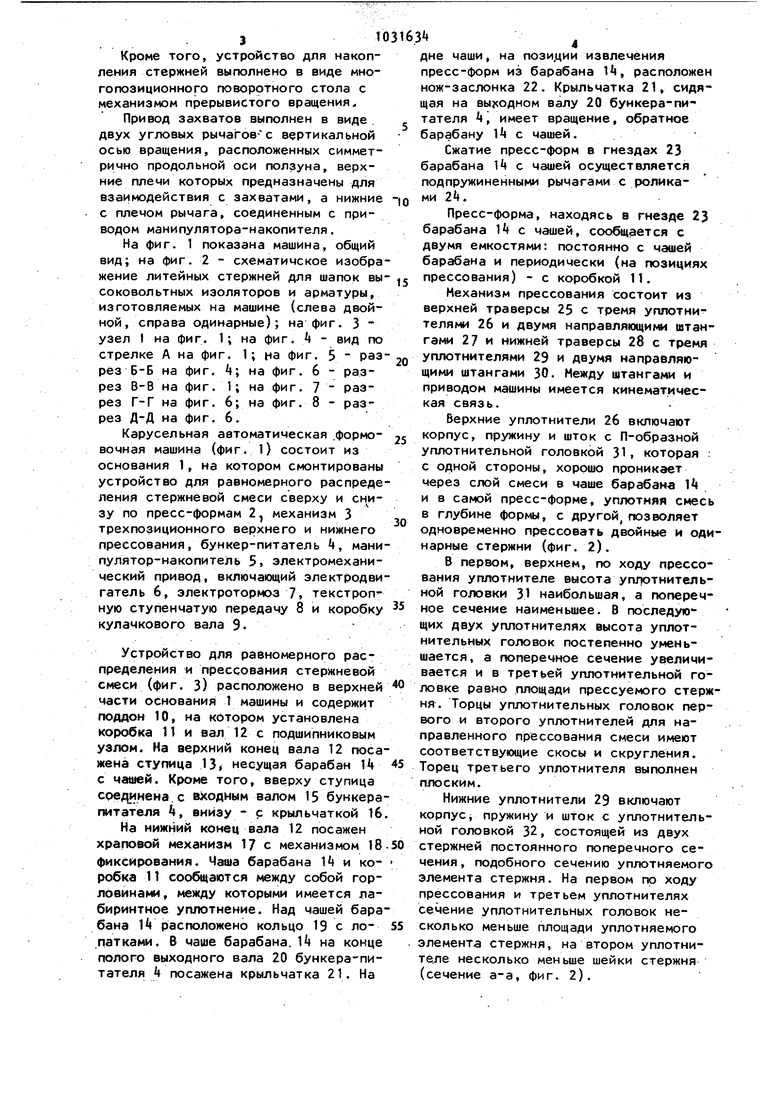
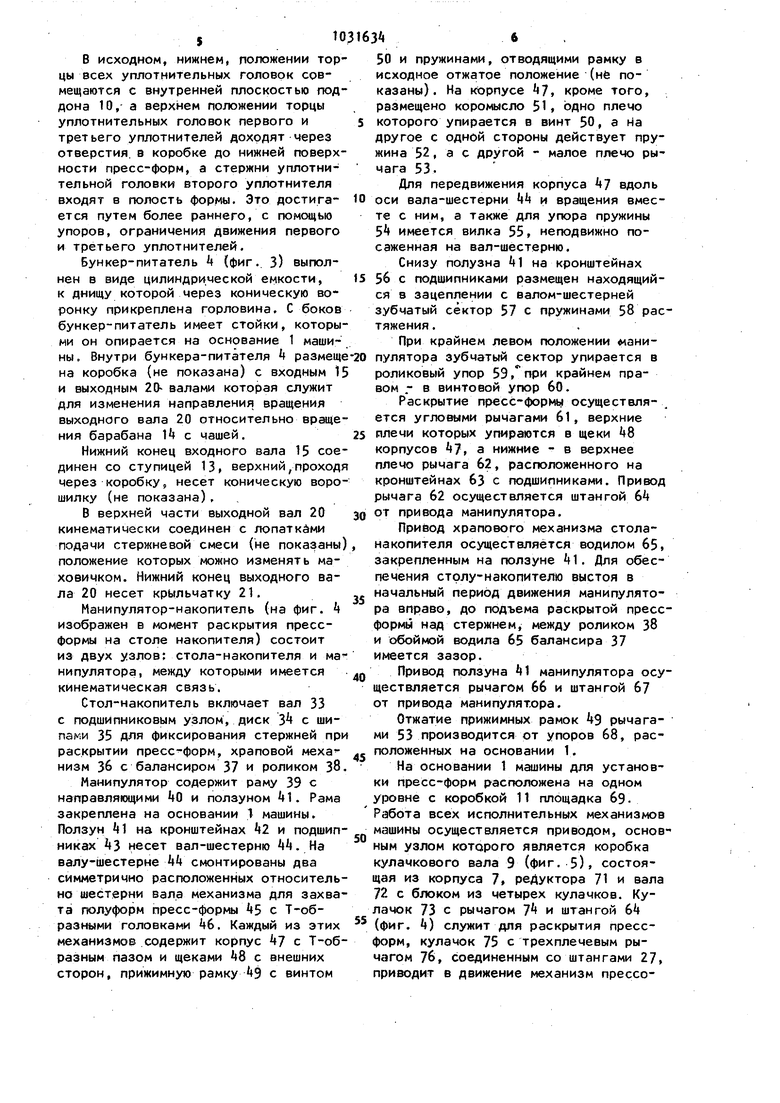
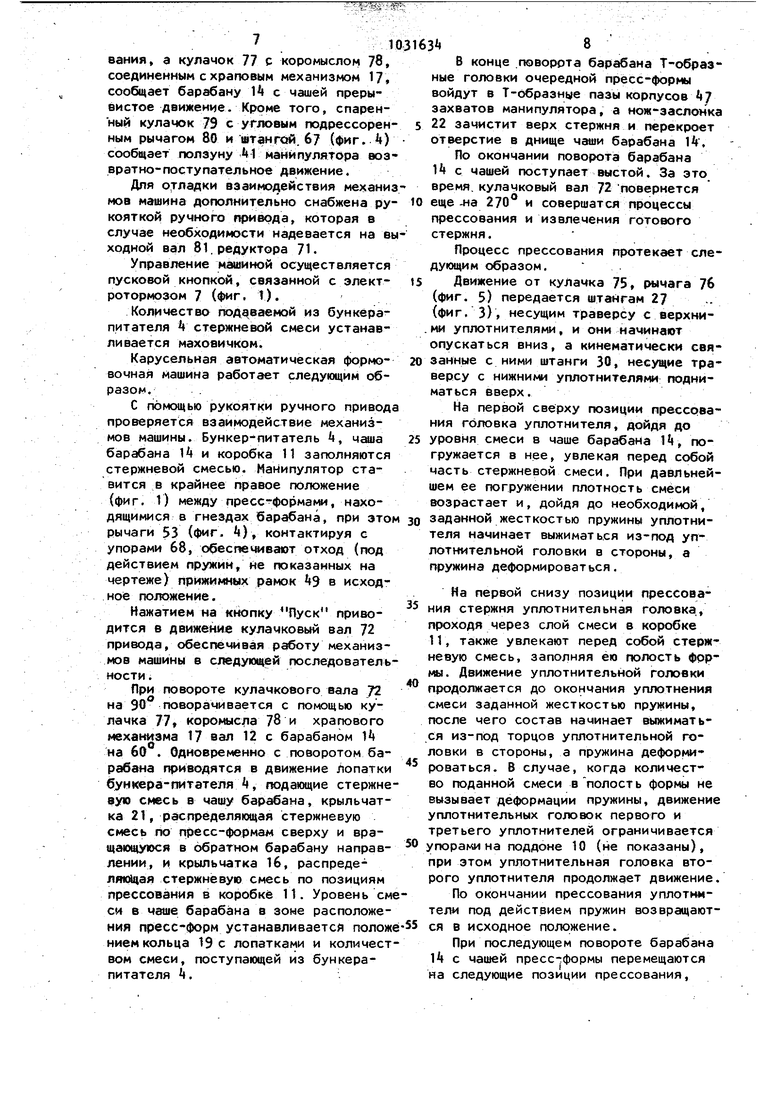
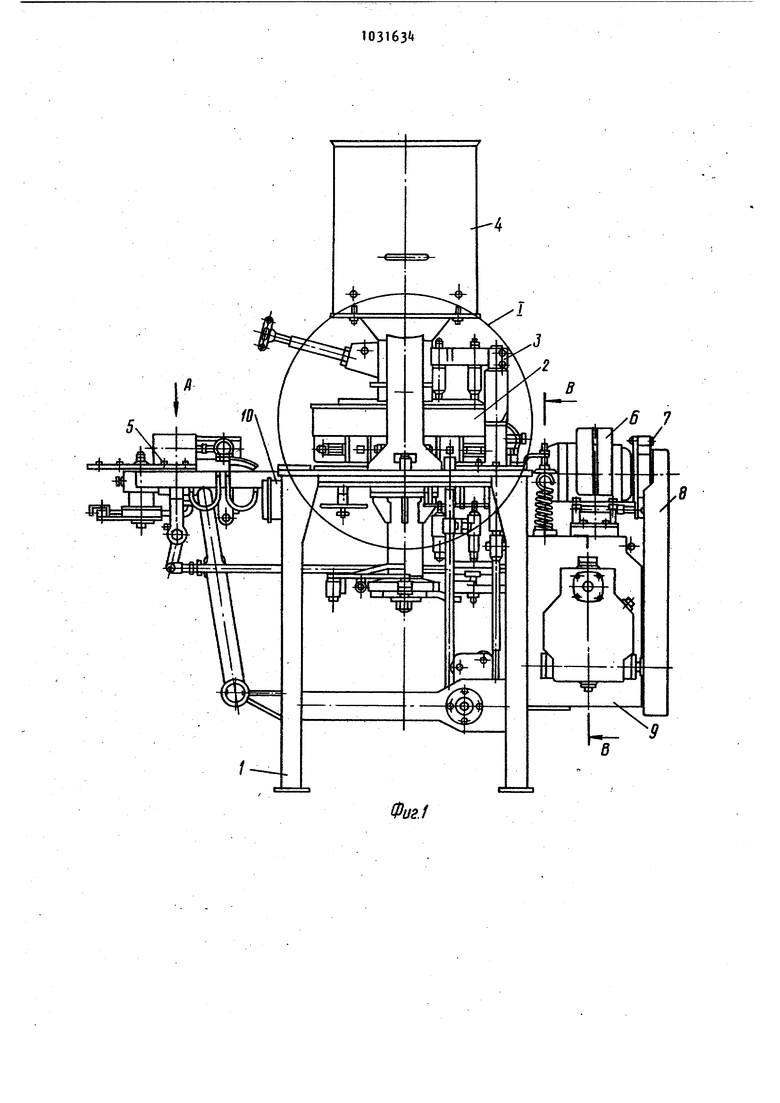
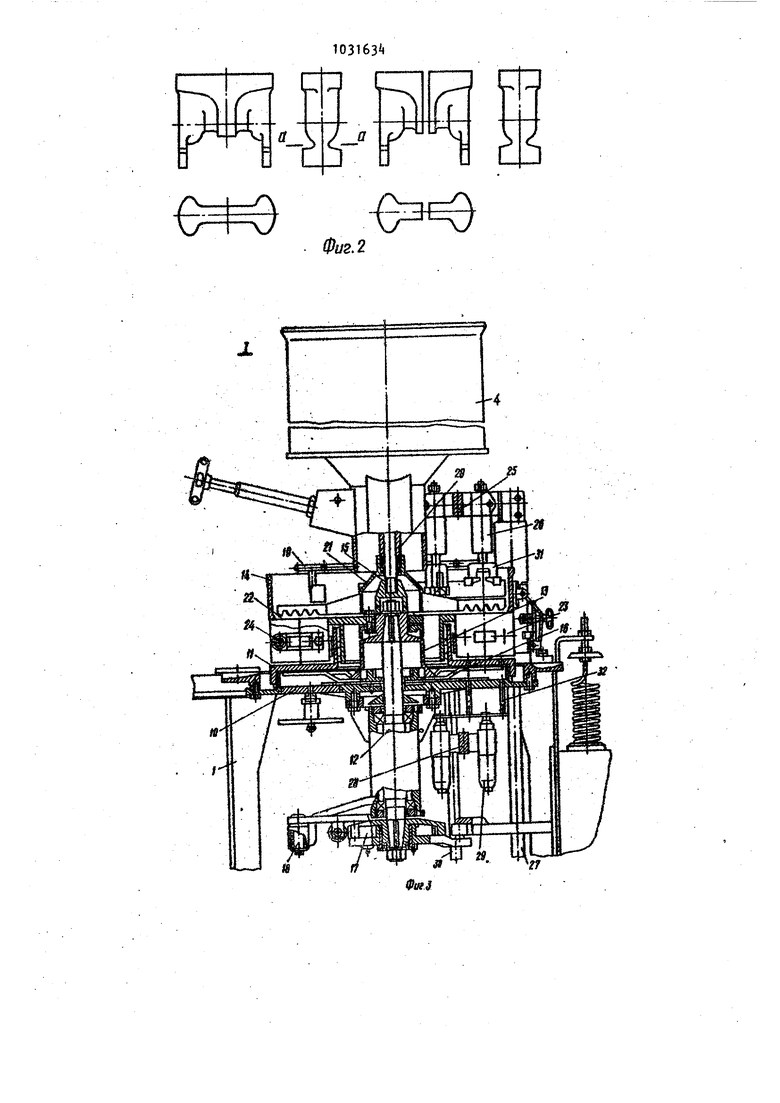
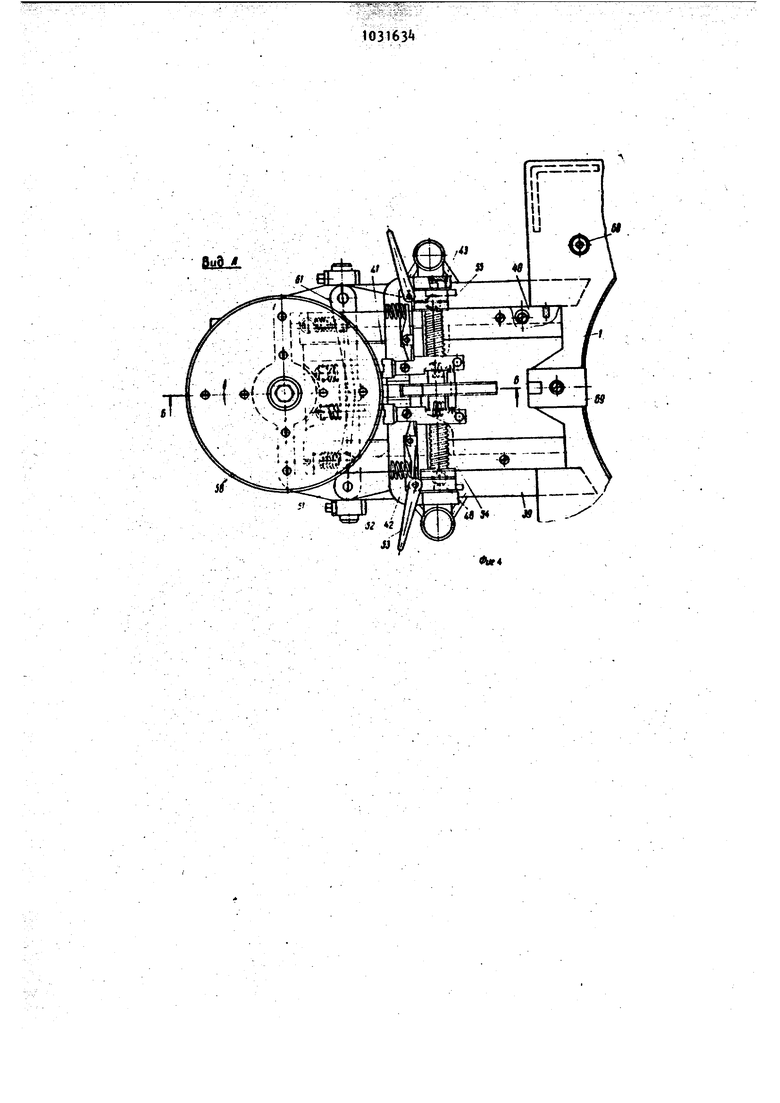
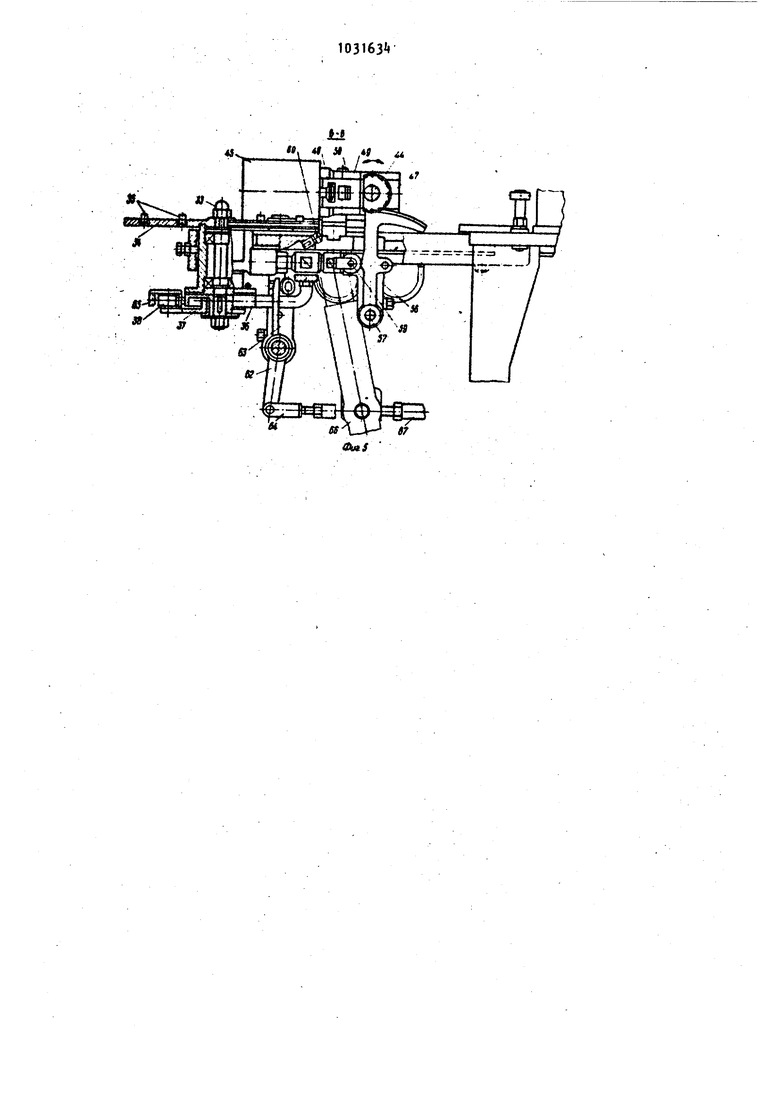
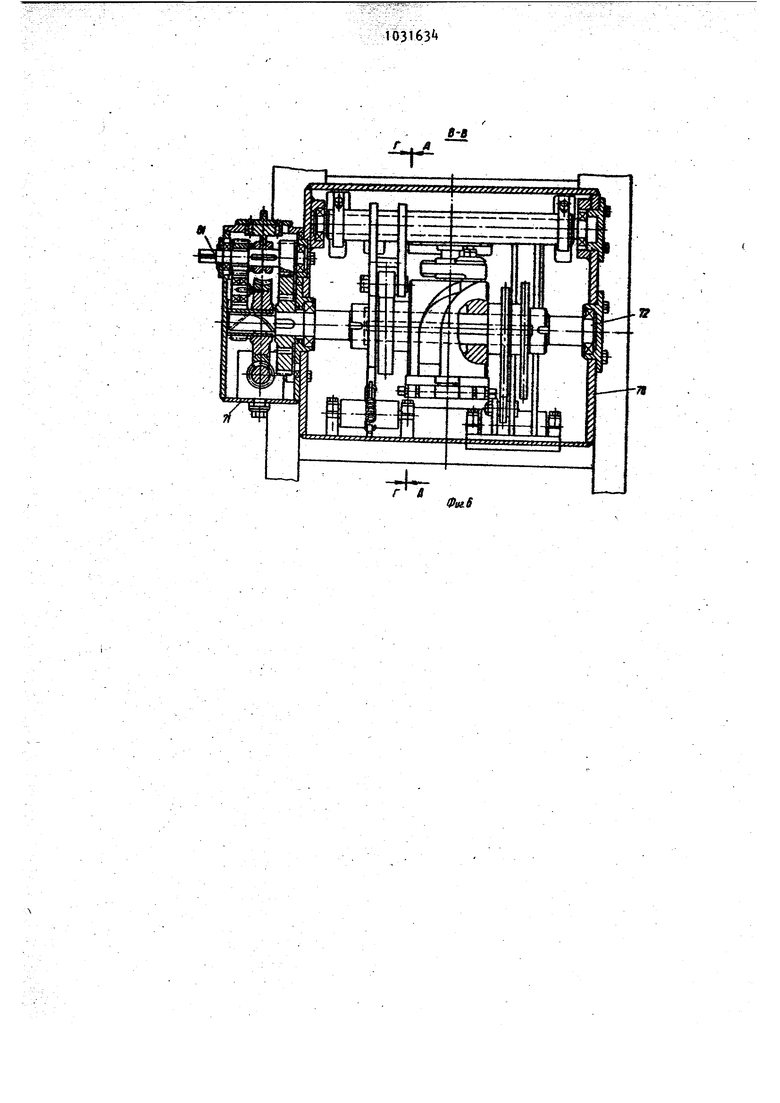
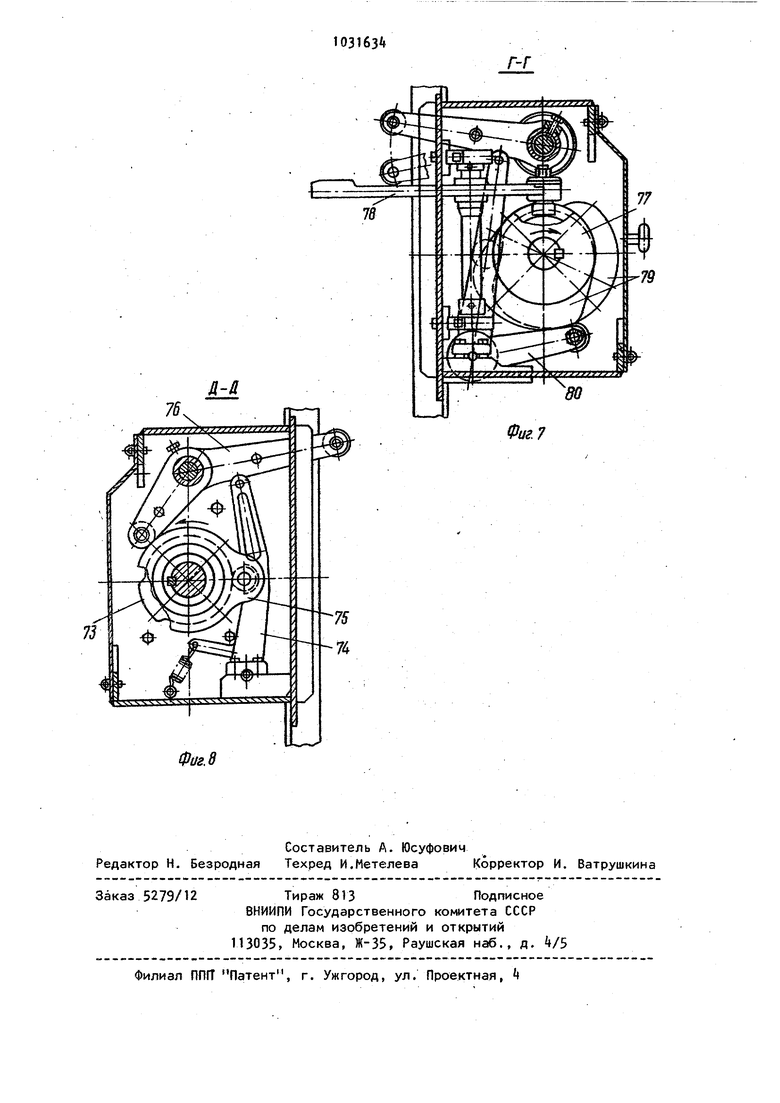
Изобретение относится к литейному прои;звЬдству, в частности, к формово ным машинам для изготовления литейных стержней. В литейном .производстве для изготовления стержней применяются машины различных конструкций, среди которых значительное место занимают машины прессового типа. Известна стержневая машина, содержащая два основных узла: узел прессования и узел дозирования, между которыми имеется кинематическая связь. Механизм.прессования кривошипного типа. Уплотнение смеси осуществляется прессующим органом, состоящим из уплотнителя, связанного с подпружиненным плунжером, перемещающимся в ползу не , и помещенного внутри уплотнителя пуансона. Механизм дозирования состоит из двух вертикально расположенных и соединенных между собой зубчатой па рой валов, один из которых несет диск с дозаторами, а другой - стол с пресс формами . Снизу дозаторы подпирает поддерживающий диск, у которого на позиции совмещения дозатора с пресс-формой имеется отверстие, а на противоположной стороне расположен бункер с ворошилкой. Прессование происходит следующим образом: при совмещении дозатора с пресс-формой стержневая смесь переcыпaetcя в пресс-форму. В этот момент срабатывает механизм прессования и прессующий орган уплотняет смесь в верхней части стержня уплотнителем, а в нижней - пуансоном На этой машине изготавливают цилиндрические стержни сравнительно большой высоты по разъемным прессформам. Пресс-формы извлекают из гнезд машины и раскрывают вручную. Наиболее близка к предлагаемой карусельная автоматическая формовочная MataViHa., содержащая бункер-питатель, поворотное устройство с прессформами и. механизмом прерывистого вращения, устройство для подачи стерж невой смеси а пресс-формы, а также .двухстороннее мнегопозиционное прессующее устройство с приводом. Прессование стержня осуществляется следующим образом: после весового дозирования дозы стержневой смеси и пересыпания ее в пресс-форму включается пневмопривод и производится одновременное прессование стержневой смеси сверху и подпрессовка находящейся в объемной камере снизу. Сверху смесь уплотняется головкой плунжерного типа, снизу - моделью литниковой чаши. Стержень извлекается из пресс-формы на позиции, ее раскрытия вручную С2 1. Однако на такой машине можно изготавливать стержни, у которых прессформы хорошо заполняются стержневой смесью. Для пресс-форм со значительным сопрютивлением их заполнению способ верхнего и нижнего прессования с применением объемных камер не пригоден . К недостаткам машины относится также применяемый в ней сложный весовой дозатор, который не.всегда позволяет получить точную дозу, в также сложная система электромеханического и пневматического приводов.Наличие большого количества контакторов, защелок, датчиков и т.п. элементов в условиях запыленной среды и интен.сивной работы машины снижают ее работоспособность. Цель изобретения - повышение равномерности уплотнения стержней, упрощение конструкции машины и повышение производительности. Указанная цель достигается тем, что карусельная автоматическая формовочная машина снабжена манипулятором-накопителем, прессущее устройство выполнено в виде двух траверс с уплотнительными узлами и уплотняющими головками установленных по разные стороны пресс-форм, устройство для подачи смеси и поворотное устройство выполнены в виде двух емкостей, имеющих крыльчатки и также размещенных по разные стороны пресс-форм. Головки верхних уплотнительных узлов имеют наименьшее поперечное сечение и наибольшую высоту на первой позиции прессования, и наименьшую высоту и наибольшее поперечное сечение на последней позиции прессования. Количество уплотнительных узлов соответствует,числу позиций прессования . Манипулятор-накопитель выполнен в виде устройства для накопления стержней и ползуна, на котором сверху смонтирован вал, снабженный подвижными в осевом направлении вала приводными шестернями-захватами, а снизу - зубчатый секторj 3 10 Кроме того, устройство для накопления стержней выполнено в виде многопозиционного поворотного стола с механизмом прерывистого вращения Привод захватов выполнен в виде двух угловых рычагов-с вертикальной осью вращения, расположенных симметрично продольной оси ползуна, верхние плечи которых предназначены для взаимодействия с захватами, а нижние с плечом рычага, соединенным с приводом манипулятора-накопителя. На фиг. 1 показана машина, общий вид; на фиг. 2 - схематичское изображение литейных стержней для шапок высоковольтных изоляторов и арматуры, изготовляемых на машине (слева двойной, справа одинарные); на фиг. 3 узел t на фиг. 1; на фиг, k - вид по стрелке А на фиг. 1; на фиг. 5 разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - разрез Д-Д на фиг. 6. Карусельная автоматическая .формовочная машина (фиг. 1} состоит из основания 1, на котором смонтированы устройство для равномерного распреде ления стержневой смеси сверху и снизу по пресс-формам 2, механизм 3 трехпозиционного верхнего и нижнего прессования, бункер-питатель , мани пулятор-накопитель 5, электромеханический привод, включающий электродви гатель 6, электротормоз 7, текстропную ступенчатую передачу 8 и коробку кулачкового вала 9. Устройство для равномерного распределения и прессования стержневой смеси (фиг. З) расположено в верхней части основания 1 машины и содержит поддон 10, на котором установлена коробка П и вал 12 с подшипниковым узлом. На верхний конец вала 12 поса жена ступица 13j несущая барабан И с чашей. Кроме того, вверху ступица соединена.с входным валом 15 буикера гн1Тателя , внизу - с крыльчаткой 16 На нижний конем вала 12 посажен храповой механизм 17 с механизмом 18 фиксирования. Маша барабана 1 и коробка 11 соо(йцаются между собой горлбвинам, между которыми имеется лабиринтное уплотнение. Над чашей бара бана И расположено кольцо 19 с лопатками. В чаше барабана.1 на конце полого выходного вала 20 бункера-питателя посажена крыльчатка 21. На не чаши, на пози.ции извлечения пресс-форм из барабана I, расположен нож-заслонка 22. Крыльчатка 21, сидяая на выгодном валу 20 бункера-питателя , имеет вращение, обратное барабану И с чашей. Сжатие пресс-форм в гнездах 23 барабана И с чашей осуществляется подпружиненными рычагами с роликами 2. Пресс-форма, находясь в гнезде 23 барабана с чашей, сообщается с двумя емкостями: постоянно с чашей барабана и периодически (на позициях прессования) - с коробкой 11. Механизм прессования состоит из верхней траверсы 25 с тремя уплотнителями 26 и двумя направляющими штангами 27 и нижней траверсы 28 с тремя уплотнителями 29 и двумя направляющими штангами 30- Между штангами и приводом машины имеется кинематическая связь. Верхние уплотнители 26 включают корпус, пружину и шток с П-образной уплотнительной головкой 31, которая : с одной стороны, хорошо проникает через слой смеси в чаше барабана И и в самой пресс-форме, уплотняя смесь в глубине фор1ш, с другой позволяет одновременно прессовать двойные и одинарные стержни (фиг. 2). В первом, верхнем, по ходу прессования уплотнителе высота уплотнительной головки 31 наибольшая, а поперечное сечение наименьшее. В последующих двух уплотнителях высота уплотнительных головок постепенно уменьшается, а поперечное сечение увеличивается и в третьей уплотнительной головке равно площади прессуемого стержня. Торцы уплотнительных головок первого и второго уплотнителей для направленного прессования смеси имеют соответствующие скосы и скругления. Торец третьего уплотнителя выполнен плоским. Нижние уплотнители 29 включают корпус, пружину и шток с уплотнительной головкой 32, состоящей из двух стержней постоянного поперечного сечения , подобного сечению уплотняемого элемента стержня. На первом по ходу прессования и третьем уплотнителях сечение уплотнительных головок несколько меньше площади уплотняемого элемента стержня, на втором уплотнителе несколько меньше шейки стержня (сечение а-а, фиг. 2). в исходном, нижнем, положении торцы всех уплотнительных головок совмещаются с внутренней плоскостью поддона 10, а верхнем положении торцы уплотнительных головок первого и третьего уплотнителей доходят через отверстия, в коробке до нижней поверхности пресс-форм, а стержни уплотнительной головки второго уплотнителя входят в полость формы. Это достигается путем более раннего, с помощью упоров, ограничения движения первого и третьего уплотнителей. Бункер-питатель k (фиг. З) выполнен в виде цилиндрической емкости, к днищу которой через коническую воронку прикреплена горловина. С боков бункер-питатель имеет стойки, которыми он опирается на основание 1 машины. Внутри бункера-питателя размеще на коробка (не показана) с входным 15 и выходным 20- валами которая служит для изменения направления вращения выходного вала 20 относительно вращения барабана И с чашей. Нижний конец входного вала 15 соединен со ступицей 13, верхний,проходя через коробку, несет коническую ворошилку (не показана), В верхней части выходной вал 20 кинематически соединен с лопаткйми подачи стержневой смеси (не показаны) положение которых можно изменять маховичком. Нижний конец выходного вала 20 несет крыльчатку 21. Манипулятор-накопитель (на фиг. k изображен в момент раскрытия прессформы на столе накопителя) состоит из двух узлов: стола-накопителя и ма нипулятора, между которыми имеется кинематическая связь. Стол-накопитель включает вал 33 с подшипниковым узлом, диск 3 с шипаки 35 для фиксирования стержней при раскрытии пресс-форм, храповой механизм Зб с балансиром 37 и роликом 38 Манипулятор содержит раму 39 с направляющими kO и ползуном k. Рама закреплена на основании 1 машины. Ползун k на кронштейнах k2 и подшипниках 3 несет вал-шестерню kk. На валу-шестерне kk смонтированы два симметрично расположенных относительно шестерни вала механизма для захвата полуформ пресс-формы kS с Т-образными головками 46. Каждый из этих механизмов содержит корпус 47 с Т-образным пазом и щеками 48 с внешних сторон, прижимную рамку 49 с винтом 50 и пружинами, отводящими рамку в исходное отжатое положение (не показаны) . На корпусе t, кроме того, размещено коромысло 51, одно плечо которого упирается в винт 50, а на другое с одной стороны действует пружина 52 , а с другой - малое плечо рычага 53. Для передвижения корпуса kj вдоль оси вала-шестерни kk и вращения вместе с ним, а также для упора пружины S имеется вилка 55, неподвижно посаженная на вал-шестерню. Снизу полузна на кронштейнах 56 с подшипниками размещен находящийся в зацеплении с валом-шестерней зубчатый сектор 57 с пружинами 58 растяжения . При крайнем левом положении «анипулятора зубчатый сектор упирается в роликовый упор 59 . при крайнем правом .- в винтовой упор 60. Раскрытие пресс-формы осуществля- . ется угловыми рычагами 61, верхние плечи которых упираются в щеки 8 корпусов , а нижние - в верхнее плечо рычага 62, расположенного на кронштейнах 63 с подшипниками. Привод рычага 62 осуществляется штангой 64 от привода манипулятора. Привод храпового механизма столанакопителя осуществляется водилом 65, закрепленным на ползуне 41. Для обеспечения столу-накопителю выстоя в начальный период движения манипулятора вправо, до подъема раскрытой прессформы над стержнем, между роликом 38 и обоймой водила 65 балансира 37 имеется зазор. Привод ползуна 41 манипулятора осуществляется рычагом 66 и штангой 67 от привода манипулятора. Отжатие прижимных рамок 49 рычагами 53 производится от упоров 68, расгкэложенных на основании 1. На основании 1 машины для установки пресс-форм расположена на одном У1Х)вне с коробкой 11 площадка б9. Работа всех исполнительных механизмов машины осуществляется приводом, основным узлом которого является коробка кулачкового вала 9 (фиг. 5), состоящая из корпуса 7, редуктора 71 и вала 72 с блоком из четырех кулачков. Кулачок 73 с рычагом 74 и штангой 64 (фиг. 4) служит для раскрытия прессформ, кулачок 75 с трехплечевым рычагом 7б, соединенным со штангами 27, приводит в движение механизм прессования, а кулачок 77 с коромыслом 78, соединенным с храповым механизмом 17, сообщает барабану 14 с чашей прерывистое движение. Кроме того, спаренный кулачок 79 с уг/ювым подрессоренным рычагом ЕО и штангой. 67 (фиг. сообщает ползуну Л1 манипулят(ра воэ вратно-поступательное движение. Для отладки взаимодействия механи мов машина дополнительно снабжена ру кояткой ручного привода, которая в случае необходимости надевается на в ходной вал 81.редуктора 71. Управление мжииной осуществляется пусковой кнопкой, связанной с электротормэзом 7 (фиг. 1). Количество подаваемой из бункерапитателя k стержневой смеси устанавливается маховичком. Карусельная автоматическая формовочная машина работает следующим образом. . С помощью рукоятки ручного привод проверяется взаимодействие механизмов машины. Бункер-питатель А, чаиа барабана lA и коробка 11 заполняются стержневой смесью. Манипулятор ставится в крайнее правое положение (фиг, 1) между пресс- форма «1, находящимися В гнездах барабана, при это рычаги 53 (фиг. 4), контактируя с упорами 68, обеспечивают отход (под действием пружин, не показанных на чертеже) прижимных рамок 49 в исходное положение, Нажатием на кйопку Пуск приводится в движение кулачковый вал 72 привода, oбecnё « вaя работу механизмов машины в с/юдующей последователь ности . При повороте кулачкового вала 72 на 90° повора чи вает ся с помощ ью кулачка 77 коромысла 78 и храпового механизма 17 вал 12 с барабаном И на 60 . Одновременно с поворотом барабана приводятся в движение /юпатки бункера-питателя 4, подающие стержне вую смесь в чашу барабана, крыльчатка 21, распределяющая стержневую смесь по пресс-формам сверху и вращающуюся в обратном барабану направлении, и крыльчатка 16, распределяк 1цая стержневую смесь по позициям прессования в коробке П. Уровень см си в чаше барабана в зоне расположеКИЯ пресс-форм устанавливается полож нием кольца 19с лопатками и количест вом смеси, поступающей из бункерапитателя 4. В конце поворота барабана Т-образные головки очередной пресс-формы войдут в Т-образные пазы корпусов i 7 захватов манипулятора, а нож-заслонка 22 зачистит верх стержня и перекроет отверстие в днище чаши барабана И, По окончании поворота барабана Н с чашей поступает выстой. За это время, кулачковый вал J2 повернется еще-на 270° и совершатся процессы прессования и извлечения готового стержня. Процесс прессования протекает следующим образом. Движение от кулачка 75, рычага 7б (фиг. 5) передается штангам 27 (фиг. 3), несущим траверсу с верхними упж тнителями, и они начинают опускаться вниз, а кинематически связанные с ними штанги 30, несущие траверсу с нижними уплотнителями подниматься вверх. На первой сверху позиции прессования головка уплотнителя, дойдя до уровня смеси в чаше барабана И, погружается в нее, увлекая перед собой часть стержневой смеси. При давльнейшем ее погружении плотность смеси возрастает и, дойдя до необходимой. заданной жесткостью пружинь уплотнителя начинает выжиматься из-под уплотнительной головки в стороны, а пружина деформироваться. На первой снизу позиции прессования стержня уплотнительная головка, проходя через слой смеси в коробке П, также увлекают перед собой стержневую смесь, заполняя ею полость фррмы. Движение уплотнительной головки продолжается до окончания уплотнения смеси заданной жесткостью пружины, после чего состав начинает выжиматься из-под торцов уплотнительной головки в стороны, а пружина деформироваться. В случае, когда количество поданной смеси в полост ь формы не вызывает деформации пружины, движение уплотнительных головок первого и третьего уплотнителей ограничивается ynopai на поддоне 10 (не показаны), при этом уплотнительная головка второго уплотнителя продолжает движение. По окончании прессования уплотнители под действием пружин возвращаются в исходное положение. При последующем повороте барабана k с чашей пресс-;формы перемещаются на следующие позиции прессования.
одновременно заполняясь смесью сверху и подготовляя смесь снизу в коробке 11.
Подобным образом уплотняется смес на- последующих верхних и нижних пози циях, отличаясь лишь тем, что уплотнительные головки второго нижнего уплотнителя входят в полость формы, уплотняя шейку стержня.
Извлечение готового стержня осуществляется следующим образом.
Движение от кулачка 79 через угловой рычаг 80, штангу 67 и рычаг 66 передается манипулятору, и он с пред варительно захваченной пресс-формой быстро перемещается влево (фиг. k}, одновременно возвращая балансир 37 в исходное положение. На некотором расстоянии от барабана I (до выхода пресс-формы из зажимных рычагов 2k} рычаги 53 отжФ1маются, а пружины 52 через коромысла 51 и винты 50, действуя на рамки А9, зажимают полуформы пресс-формы, обеспечивая, с учетом поперечного фиксирования (не показано), их надежное удержание.
При приближении зубчатого сектора 57 к роликовому упору 59 скорость манипулятора замедляется, поступательное движение зубчатого сектора при встрече с упором прекращается, и он, вращаясь вокруг своей оси, поворачивает находящийся с ним в зацеплении вал-шестерню вместе с прессформой 45 на 180 и устанавливает, . накалывая стержень на щипы 35, ее на диск 3 стола-накопителя.
К моменту окончания поворота вала шестерни kk заканчивается -движение манипулятора влево и начинается его выстой.
В это время движение кулачка 73 через рычаг 7, штангу б и рычаг 62 передается нижним плечам рычагов 61, а верхние, действуя на щеки корпусов «7, раздвигают их вместе с удерживаемыми ими полуформами пресс-формы 5 Начинается выстой раскрытой прессформы.
К этому времени заканчивается выстой манипулятора и он с замедленной скоростью начинает движение вправо.
Одновременно с отходом манипулятора растянутые пружины 58, действуя на зубчатый сектор 57, поворачивают вал-шестерню tk в обратном направлении на 180°.
До поворота вала-шестерни Ц на 90° пресс-форма раскрыта, а столнакопитель из-за зазора между роликом 38 балансира 37 и обоймой водила 65 совершает выстой. В дальнейшем, до поворота вала-шестерни на 180°, пресс-форма из-за прекращения действия кулачка 73 под действием пружин .5 закрывается, а диск 3 стола-накопителя поворачивается на 90.
После поворота пресс-формы на 180° и установки ее на площадку 69 перед гнездом барабана И с ашей манипулятор с большой скоростью задает ее в гнездо барабана, одновременно возвращая прижимную рамку 9 в исходное положение. После этого рабочий цикл машины повторяется.
еИ
Фиг. 2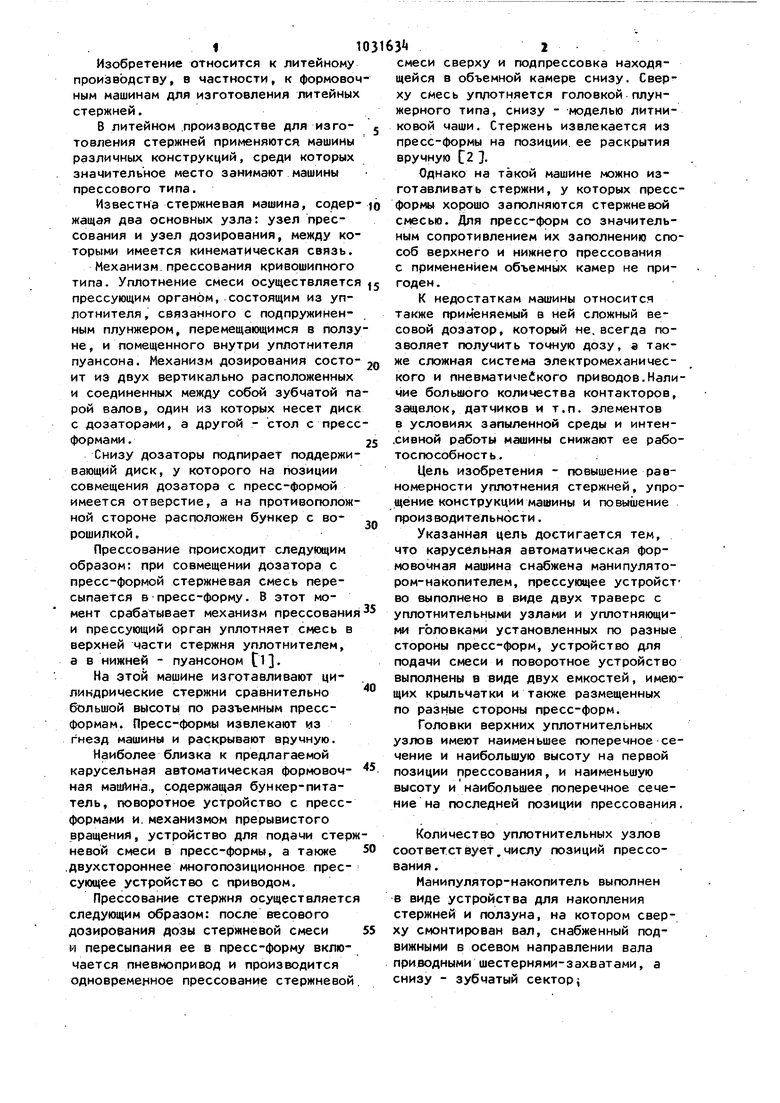

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАСПЛАВЛЕННОГО СТЕКЛА | 1990 |
|
RU2031862C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Мундштучная стержневая многоручьевая машина | 1990 |
|
SU1787654A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Устройство для извлечения керамического стержня,изготовляемого на прессе | 1984 |
|
SU1219235A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Устройство для заполнения пресс-формы металлическим порошком | 1984 |
|
SU1187914A1 |
1. Карусельная автоматическая формовочная машина, содержащая бункер-питатель поворотное устройство с пресс-формами и механизмом прерывистого вращения, устройство для подачи стержневой смеси в пресс-формы и двустороннее многопозйционное прес-. сующее устройство.с приводом, отличающаяся тем, что, с целью повышения равномерности уплотнения стержней, упрощения конструкции и повышения производительности, она снабжена манипулятором-накопителем, прессующее устройство выполнено в виде двух траверс с уплотнительными узлами и уплотняющими головками, установленных по разные стороны пресс-форм, устройство для подачи смеси и поворотное устройствр выполнены в виде двух емкостей, имеющих крыльчатки и также размещенных по разные стороны пресс-форм. 2. Машина поп. 1,отличающая с я тем, что головки верхних уплотнительных узлов имеют наименьшее поперечное сечение и наибольшую . высоту на первой позиции прессования и наименьшую высоту и наибольшее по- . перечное сечение на последней позиции прессования. 3. Машина по п. 1, о т л и ч a ю щ a я с я тем, что количество уплотнительных узлов соответствует числу позиций прессования. . Машина по п. 1, отли чающая с я тем, что манипулятор-накопитель выгюлнен в виде устройства Для накопления стержней и ползуна, на котором сверху смонтирован вал, снаб(Л женный подвижными в осевом направлении вала -приводными шестернями-захвйтами, a снизу - зубчатый сектор. 5 Машина по п. t, отли чающая с я тем, что устройство для накопления стержней выполнено в виде многопозиционного поворотного стола с механизмом прерывистого вращения, оо 6. Машина по п. 1, отли чающая с я тем, что привод захватов выполнен в виде двух угловых рычагов САЭ с вертикальной осью вращения, распо4 ложенных симметрично продольной оси ползуна, верхние плечи которых предназначены для взаимодействия с захватами, a нижние - с плечом рычага, соединенным с приводом манипуляторанакопителя.
ЫА
Фон
41
ж
а
if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № , кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
