Обычно при электрической дуговой сварке электрод располагается наклонно или перпендикулярно, свариваемой поверхности. В предлагаемом способе сварки, с целью облегчения управления дугой во время сварки, электрод располагается параллельно наплавляемой или свариваемой поверхности.
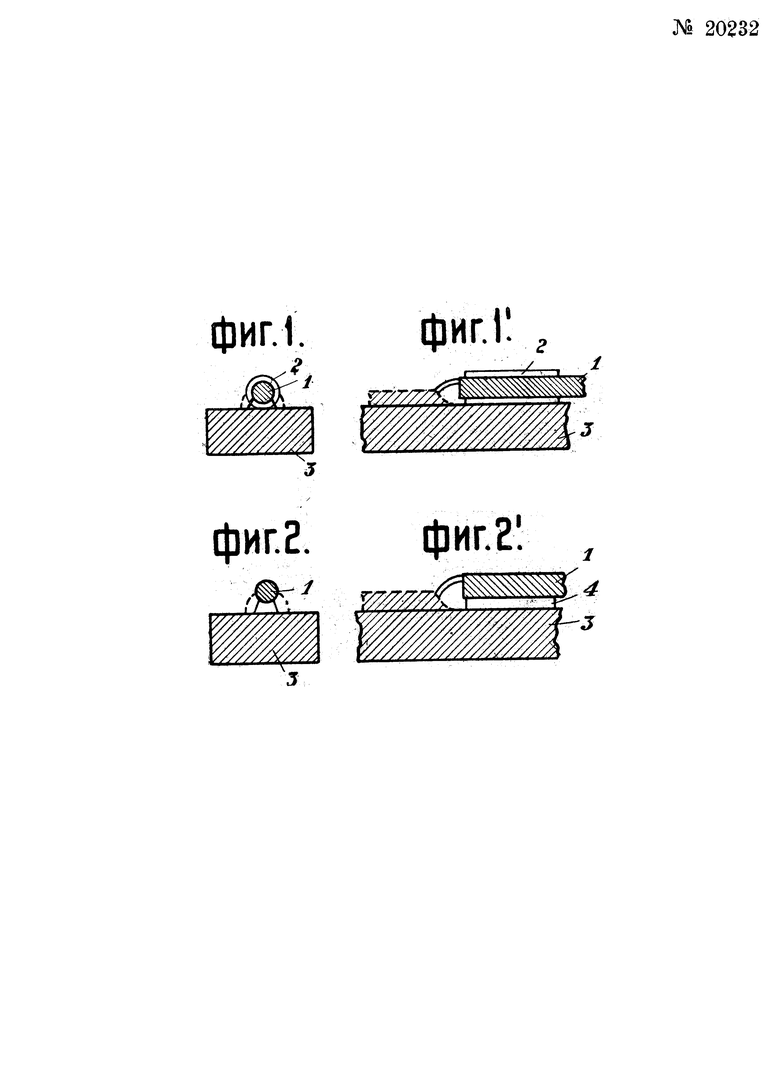
На чертеже фиг. 1 и 11 схематически изображают в двух проекциях прием выполнения способа, в случае сварки изолированным проводником; фиг. 2, 21 - то же, в случае сварки голым проводником.
Сварочный электрод 1, снабженный слоем огнеупорной оболочки 2 снаружи, располагается параллельно свариваемой поверхности 3 (фиг. 1 и 11).
В случае сварки голым проводником сварочный электрод, с целью изоляции его от свариваемого предмета 3, располагают параллельно свариваемой поверхности на изолирующей пластинке 4 из огнеупорного состава, применяемого для сварочных электродов. Эта пластинка сгорает по мере сгорания электрода, а металл последнего наплавляется.
На прилагаемых чертежах показаны наплавные работы, вообще же указанным способом можно производить и любые сварочные работы.
В случае сварки цилиндрической или иной изогнутой поверхности, применяется, согласно этого способа, соответственно изогнутый сварочный электрод.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрической сварки | 1929 |
|
SU35932A1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2022737C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОДВИЖНЫМ ПЛАВЯЩИМСЯ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 2005 |
|
RU2291036C1 |
| Способ дуговой сварки | 1986 |
|
SU1470476A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Способ дуговой сварки проводов | 1956 |
|
SU110359A1 |
| Способ дуговой сварки термоэлектродов | 1974 |
|
SU610630A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВАНИЯ | 1929 |
|
SU21279A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| Способ определения характера каплепереноса электродного металла при дуговой сварке плавящимся электродом | 1988 |
|
SU1698005A1 |
1. Способ дуговой электрической сварки, характеризующийся тем, что, с целью облегчения управления дугой во время сварки, сварочный электрод помещают на поверхности свариваемого предмета так, чтобы он был расположен параллельно свариваемой поверхности.
2. Прием выполнения охарактеризованного в п. 1 способа, в случае сварки голым проводником, отличающийся тем, что электрод, с целью его изоляции от свариваемого предмета, помещают на расположенной на свариваемой поверхности пластинке, имеющей состав обычной огнеупорной оболочки сварочных электродов.
3. Прием осуществления охарактеризованного в п. 1 способа в случае сварки цилиндрической или иной изогнутой поверхности отличающейся применением соответственно изогнутого электрода.
