Изобретение относится к области исследования механических свойств металлов, в частности, их износостойкости, и касается подготовки образцов типа «вкладышей» для испытаний.
Известен способ изготовления образцов для триботехнических испытаний сопряжения типа «вал-вкладыш» путем расточки втулки до диаметра натурного трибосопряжения с последующей их резкой в осевом направлении, в результате чего образуются два вкладыша.
В процессе испытаний один или оба вкладыша сопрягаются с валом, которому задается принудительное вращательное или возвратно-поступательное движение [Д.В. Конвисаров «Методика лабораторных испытаний металлов на износ трением и типы испытательных машин» - Сб. «Трение и износ в машинах», изд. АНСССР, М. - Л., 1939 г., т. 1, стр. 328…345].
Известен также способ изготовления образцов для триботехнических испытаний состоящий в том, что из заготовки требуемого материала (вала или трубы конкретной марки сплава) предварительно отрезают диск (втулку), растачивают в нем центральное отверстие до диаметра исследуемого сопряжения, а затем разрезают их по радиальным сечениям на отдельные радиальные сектора [Л.И. Тушинский, А.В. Плохое «Исследование структуры и физико-механических свойств покрытий» - Новосибирск, 1986 г. - Изд-во «НАУКА», Сибирское отделение, с. 193.] - принято за прототип.
Окружная длина такого радиального сектора выбирается из условия обеспечения требуемого контактного давления в реальном трибосопряжении.
Образцы такого типа используют для стендовых триботехнических испытаний на широко известных установках типа СМТ-1, СМЦ-2, и др. Диаметр поверхности скольжения, т.е. внутренний диаметр сектора у них обычно в пределах 35…50 мм, а наружный диаметр - 68 мм. Следовательно диаметр исходной заготовки металла должен быть порядка 70 мм. Наличия на складе металла такого сортамента и нужного ассортимента можно ожидать лишь для давно освоенных, возможно даже уже тестированных, материалов.
Однако при разработке новых экспериментальных сплавов такой выбор исключен, т.к. на стадии исследования в лабораторных условиях сплавы получают обычно путем отливки в тигель, и размеры заготовок в виде пластин (150…200×15…25×8…10) или прутков (d=6…15 мм) при этом существенно меньше.
В то же время испытательная техника современного уровня для определения механических и триботехнических свойств - малогабаритная, настольная, многофункциональная, как правило оснащенная программируемым комплексом, -и не требует крупноразмерных образцов, поскольку теперь при триботехнических испытаниях задача сводится не к воспроизведению натурных условий и режимов, а к моделированию вида контактного взаимодействия (точечный, линейный, поверхностный контакт) и степени его нагруженности.
Заявляемый способ направлен на обеспечение возможности изготовления триботехнических образцов в условиях ограниченного количества экспериментального материала малоразмерного сортамента.
Указанный результат достигается тем, что способ изготовления образцов для испытания трибосопряжения типа «вал-вкладыш» включает механическую обработку заготовок образцов. При этом предварительно изготавливают технологический диск, в котором растачивают центральное отверстие диаметром не меньше диаметра испытуемого трибосопряжения, из исследуемых материалов предварительно изготавливают заготовки вкладышей в виде призматических колодочек прямоугольной формы по размерам гнезда в держателе триботестера, устанавливают их на поверхности технологического диска попарно-симметрично на одном расстоянии от оси центрального отверстия, смещая их к центру относительно края отверстия на величину, не меньшую припуска под расточку, жестко крепят их в этом положении, а затем растачивают в сборе до диаметра испытуемого сопряжения.
Указанный результат достигается также тем, что заготовки вкладышей жестко крепят к поверхности технологического диска винтами.
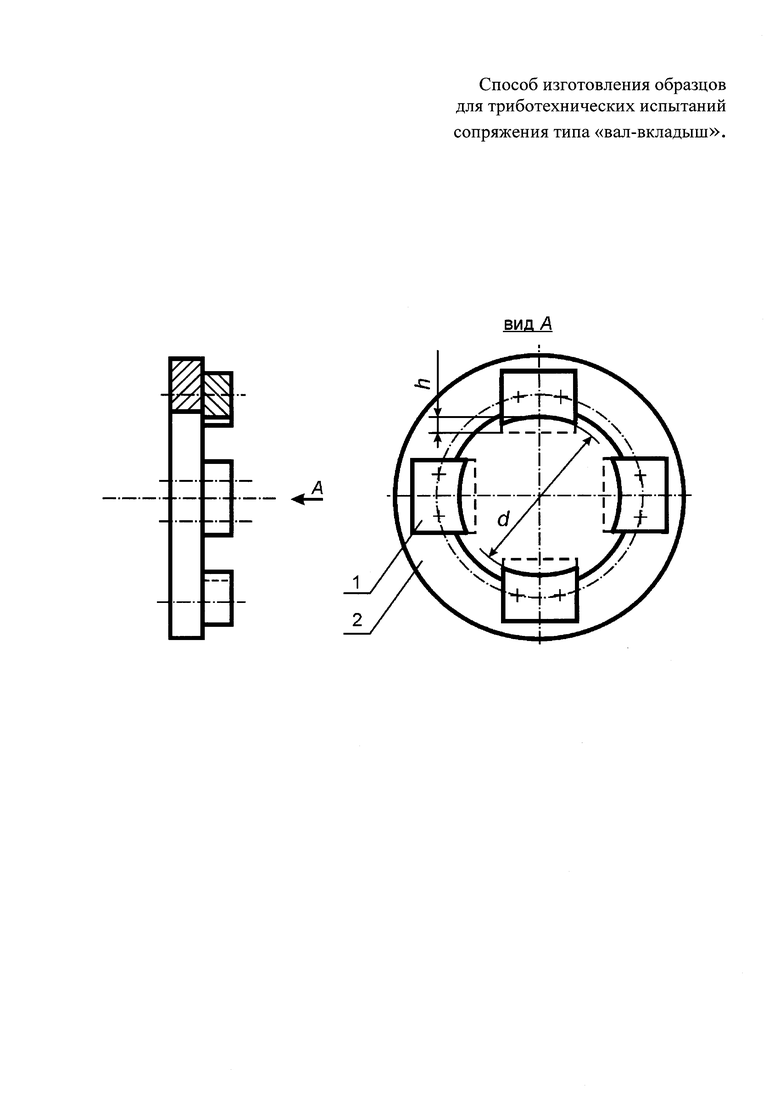
Предложенное решение иллюстрируется чертежом, на котором представлена схема расположения и крепления изготавливаемых вкладышей.
Способ реализуется следующим образом. Предварительно из отлитых пластин исследуемых металлов вырезают отдельные призматические колодочки 1 по форме гнезда в держателе триботестера, и выполняют в них отверстия под крепления на технологическом диске.
В свою очередь в технологическом диске 2, выполненном из любого конструкционного материала, растачивают центральное отверстие, диаметр которого по крайней мере не меньше диаметра испытуемого сопряжения. На его торцевой поверхности размечают и изготавливают расположенные на одном радиусе резьбовые отверстия для крепления вышеупомянутых колодочек, которые устанавливают со смещением к центру относительно края отверстия на величину «h», не меньшую припуска под расточку. Расположенные попарно-симметрично колодочки, что необходимо для контроля диаметра при расточке, жестко крепят к поверхности диска и в таком положении растачивают их «на проход» до диаметра испытуемого трибосопряжения.
Таким образом, если в способе-прототипе операция расточки до диаметра трибосопряжения выполняется первой, то согласно предложенному решению она последняя. Такая групповая технология обеспечивает идентичность формы и качество поверхности для всех вкладышей.
Прямоугольная форма вкладышей по размерам установочного гнезда в держателе триботестера исключает возможное тангенциальное смещение вкладыша в направлении вектора скорости, чем обеспечивается постоянство площади контакта и, следовательно, контактного давления. В частности, для триботестера Т-05, для которого согласно паспортным данным габаритные размеры колодочек равны 15,75×11,8×6,0 площадь трения составляет S=1 см2, при этом контактное давление Рноминально равно нормальной нагрузке N.
Припуск на расточку колодочек определяется высотой h радиусного сегмента, образующегося при смыкании растачиваемой цилиндрической поверхности с боковыми поверхностями колодочки.
Предложенное техническое решение было реализовано при исследовании и испытаниях экспериментальных алюминиевых подшипниковых сплавов, предполагаемых для возможной замены (из-за наличия в составе меди) дорогостоящих бронз.
Из большой серии (24 алюминиевых сплава) по результатам механических и триботехнических испытаний, выполненных на триботестере Т-05, который позволяет проводить испытания по ряду международных стандартов [В.Л. Потеха «Трибодилатометрия» изд. Гомельского государственного технического университета им. П.О. Сухого, г. Гомель, 2000 г., 365 с], были отобраны и рекомендованы 2 сплава для возможной замены бронзы БрО4Ц4 С17.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО КЛАПАНА СЕРДЦА | 1991 |
|
RU2012284C1 |
| Способ изготовления разъемного вкладыша опорного подшипника скольжения | 2016 |
|
RU2631577C2 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ КОНТАКТИРУЮЩИХ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2559077C1 |
| ИСПЫТАТЕЛЬНАЯ КАМЕРА МАШИНЫ ТРЕНИЯ | 1999 |
|
RU2163013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ТРИБОТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 2015 |
|
RU2600080C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1991 |
|
RU2082579C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ТИТАНОВЫЕ СПЛАВЫ | 2012 |
|
RU2502828C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ РАЗМЕРОМ ВН.279Х36 И ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2542139C1 |
Изобретение относится к области исследования механических свойств металлов, в частности их износостойкости, и касается подготовки образцов типа «вкладышей» для испытаний. Способ изготовления образцов для испытания трибосопряжения типа «вал-вкладыш» включает механическую обработку заготовок образцов. При этом предварительно изготавливают технологический диск, в котором растачивают центральное отверстие диаметром не меньше диаметра испытуемого трибосопряжения. Из исследуемых материалов предварительно изготавливают заготовки вкладышей в виде призматических колодочек прямоугольной формы по размерам гнезда в держателе триботестера. Устанавливают их на поверхности технологического диска попарно-симметрично на одном расстоянии от оси центрального отверстия, смещая их к центру относительно края отверстия на величину, не меньшую припуска под расточку. Жестко крепят их в этом положении, а затем растачивают в сборе до диаметра испытуемого сопряжения. Обеспечивается возможность изготовления триботехнических образцов в условиях ограниченного количества экспериментального материала малоразмерного сортамента. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления образцов для триботехнических испытаний сопряжения типа «вал-вкладыш», включающий механическую обработку заготовок образцов, отличающийся тем, что предварительно изготавливают технологический диск, в котором растачивают центральное отверстие диаметром не меньше диаметра испытуемого трибосопряжения, из исследуемых материалов предварительно изготавливают заготовки вкладышей в виде призматических колодочек прямоугольной формы по размерам гнезда в держателе триботестера, устанавливают их на поверхности технологического диска попарно-симметрично на одном расстоянии от оси центрального отверстия, смещая их к центру относительно края отверстия на величину, не меньшую припуска под расточку, жестко крепят их в этом положении, а затем растачивают в сборе до диаметра испытуемого сопряжения.
2. Способ по п. 1, отличающийся тем, что заготовки вкладышей крепят к поверхности технологического диска винтами.
| Образец для определения прочности покрытия | 1982 |
|
SU1126843A1 |
| Образец для определения напряжений сжатия во фланце листовой заготовки | 1978 |
|
SU685953A1 |
| Узел трения к устройству для испытания материалов на трение и износ | 1979 |
|
SU1179145A1 |
| Модель для формовки | 1932 |
|
SU36600A1 |
| ИСПЫТАТЕЛЬНАЯ КАМЕРА МАШИНЫ ТРЕНИЯ | 1999 |
|
RU2163013C2 |

