Настоящее изобретение относится к транспортирующему устройству, в частности, для перемещения охлаждающих блоков в машине для литья с гусеничной формой в соответствии с ограничительной частью пункта 1 формулы изобретения.
Транспортирующие устройства с бесконечными ремнями или цепями широко используются в технике в качестве транспортеров. Другое применение таких транспортирующих устройств можно обнаружить в литейной промышленности, в которой, например, прокатные элементы упомянутого устройства могут включать в себя корпус прокатного элемента, содержащий один или более охлаждающих блоков, так что прокатные элементы образуют охлаждающие элементы гусеницы для литья.
Устройства для литья данного типа известны как так называемые машины для литья с формой гусеничного типа и в соответствии с американской терминологией называются «машинами с гусеничной формой» и также «блочными литейными машинами».
Посредством привода, упомянутые блоки циркулируют в виде бесконечных гусениц вокруг корпуса машины, причем одно исполнение включает два корпуса машины, противоположные друг другу, которые расположены таким образом, что расстояние между стенками, обращенными друг к другу в форме, соответствует толщине отливаемой непрерывной заготовки, учитывая усадку расплавленных материалов, когда они затвердевают.
Другое исполнение характеризуется тем, что машина включает в себя только один корпус машины, вокруг которого циркулирует гусеница, и расплав разливают в гусеницу, где он непрерывно затвердевает в непрерывную заготовку. В данном случае затвердевшая непрерывная заготовка, предпочтительно, покрыта газовой оболочкой, чтобы предотвратить нежелательное окисление на свободной верхней стороне затвердевшего расплава.
Способы и устройства для данной цели уже разработаны в предыдущем и текущем столетии. Ссылка сделана на книги E.Hermann «Handbuch des Stranggiessens» («Handbook on Continuous Casting») 1958 г., и «Handbook on Continuous Casting» 1980 г. (Aluminium Verlag Dusseldorf). Таким образом, наряду с другими типами, были созданы машины для литья, в которых литейная форма, где затвердевает расплав, образована посредством связанных вместе металлических блоков, проходящих по ширине литейной формы.
Для уменьшения трения между затвердевающим литьевым материалом и литейной формой, упомянутые блоки перемещаются одновременно с затвердевающей непрерывной заготовкой с одинаковой скоростью, пока они не достигают конца литейной формы, где они отсоединяются от заготовки и направляются, например, посредством колес цепной передачи или изогнутых движущихся дорожек к задней части корпуса машины и после того, как они еще раз подвергаются изменению направления, направляются обратно к входу литейной формы.
Из публикации WO 2005/068108 известна машина для литья, охлаждающие элементы которой образуют стенку литейной формы на прямолинейных частях литейных гусениц. Такая известная машина для литья включает в себя две литейных гусеницы, при этом каждая из упомянутых двух литейных гусениц образует стенку литейной формы и каждая литейная гусеница состоит из множества бесконечных охлаждающих блоков, соединенных друг с другом. Упомянутые охлаждающие блоки установлены на опорных элементах, которые закреплены на цепях и таким образом подвижно соединены друг с другом наподобие звеньев цепи. Для этой цели охлаждающие блоки посредством неподвижных магнитов удерживают опорные элементы на цепях, из которых они выпадают вследствие гравитации. Звенья цепи в их соединениях содержат ролики, катящиеся по направляющим дорожкам. Однако данная известная формовочная машина имеет недостаток в том, что в частности значительные потери на трения обусловлены соединениями звеньев под нагрузкой вследствие приведения в движение гусеницы.
В данном случае задачей изобретения является устранение указанного недостатка. Задачей изобретения является создание транспортирующего устройства, роликовые элементы которого обеспечивают возможность непрерывного перемещения с низким трением по всей траектории циркуляции и, в частности, в отклоняющих дугах и при переходе между прямолинейными секциями и отклоняющими дугами.
Изобретение решает данную задачу посредством транспортирующего устройства, которое имеет признаки, изложенные в пункте 1 формулы изобретения.
Преимущества, достигаемые посредством изобретения, заключаются по существу в том, что:
- Поскольку каждый роликовый элемент посредством роликов направляется отдельно в направляющих дорожках на траектории циркуляции и таким образом не может выпадать из направляющих дорожек вследствие гравитации, роликовые элементы не нужно соединять друг с другом в направлении циркуляционного движения. Поэтому обеспечивается непрерывное движение с низким трением роликовых элементов по траектории циркуляции и в частности на переходах и на отклоняющих дугах; и
- Отдельные роликовые элементы могут быть размещены или уложены на специально созданных укладочных участках для приема роликовых тележек без опрокидывания роликовых элементов.
Дополнительные предпочтительные варианты осуществления изобретения могут быть изложены следующим образом:
В одном конкретном варианте осуществления, роликовые элементы являются свободными относительно друг друга в направлении циркуляционного движения. Поэтому может быть достигнуто преимущество того, что применение и удаление роликовых элементов могут осуществляться в отдельности или в узлах без необходимости ослабления соединений между отдельными роликовыми элементами, поскольку роликовые элементы, следующие друг за другом по траектории циркуляции, не соединены вместе наподобие звеньев цепи. В частности, при использовании упомянутого транспортирующего устройства в машинах для литья с гусеничной формой, роликовые элементы, выполненные в виде охлаждающих элементов, могут быть размещены на или удалены из машины с минимальными временными затратами.
В другом варианте осуществления, в области первого конца и/или в области второго конца корпуса роликового элемента расположены шарнирные подшипники, при этом в каждом случае к шарнирному подшипнику прикреплены по меньшей мере два ролика.
Предпочтительно, упомянутые шарнирные подшипники прикреплены с возможностью вращения к корпусу роликового элемента посредством шарнирных осей, причем упомянутые шарнирные оси расположены перпендикулярно центральной плоскости транспортирующего устройства, определяемой траекторией U циркуляционного движения.
В другом варианте осуществления, ролики соответственно включают в себя ось ролика, причем упомянутые оси роликов прочно прикреплены к корпусу роликового элемента.
В другом варианте осуществления, корпуса роликовых элементов, измеренные в направлении циркуляционного движения, имеют максимальную длину «L», и непосредственно примыкающие роликовые элементы могут быть расположены на первой и второй направляющей дорожке таким образом, что геометрические оси осей роликов или шарнирных осей роликов или шарнирных подшипников, которые расположены в области первых концов двух смежных роликовых элементов, могут быть по существу согласованы с расстоянием, которое соответствует упомянутой максимальной длине «L».
В еще одном варианте осуществления, геометрические оси осей роликов или шарнирных осей роликов или шарнирных подшипников, расположенных в области первых концов, лежат в плоскости, перпендикулярной направлению циркуляционного движения, причем плоскость определяется первым концом соответствующего корпуса роликового элемента.
В другом варианте осуществления, геометрические оси осей роликов или шарнирных осей роликов или шарнирных подшипников, расположенных в области вторых концов, лежат в плоскости, перпендикулярной направлению циркуляционного движения, которая удалена от плоскости, определяемой первыми концами соответствующего корпуса роликового элемента, на расстояние, которое по существу равно или превышает длину «L». Таким образом, может быть достигнуто преимущество в том, что расстояние между осями по существу соответствует длине охлаждающего блока, измеренной в направлении циркуляционного движения, в результате чего обеспечивается кинематически оптимальное прохождение охлаждающих блоков на всей траектории циркуляции.
Предпочтительно, геометрические оси осей роликов или шарнирных осей, которые расположены на первом и втором концах, обращенных друг к другу, двух роликовых элементов смежных в направлении циркуляционного движения, являются по существу коаксиальными. Коаксиальное расположение геометрических осей роликов двух смежных роликовых элементов, которые расположены в концах роликовых элементов, обращенных друг к другу, в сочетании с геометрией направляющих дорожек обеспечивает кинематически оптимальное прохождение роликовых элементов по траектории U циркуляции. В частности, при использовании упомянутого транспортирующего устройства в машинах для литья с гусеничной формой, края охлаждающих блоков не входят в плоскость литья при переходе к отклоняющим дугам.
В другом варианте осуществления, каждый корпус роликового элемента включает в себя по меньшей мере один охлаждающий блок, так что образуется литейная гусеница, которая выполнена в виде стенки для литейной формы. В этом случае охлаждающие блоки, в соответствии с требуемыми эксплуатационными условиями, могут быть выполнены из немагнитного или ферромагнитного материала, предпочтительно меди или алюминия, а также чугуна или стали.
В еще одном варианте осуществления, охлаждающие блоки содержат нижнюю сторону, обращенную к роликам, и плоскую охлаждающую поверхность на противоположной стороне, и две параллельные плоскости, включающие в себя геометрические оси осей роликов или шарнирных осей, расположены перпендикулярно упомянутой охлаждающей поверхности. В случае если торцы охлаждающих блоков криволинейные, упомянутые две плоскости определяются перпендикулярами краев охлаждающих блоков, лежащих в плоскости литья, причем упомянутые перпендикуляры расположены вертикально относительно охлаждающей поверхности.
В другом варианте осуществления, каждый роликовый элемент включает в себя по меньшей мере четыре ролика, при этом два ролика расположены соответственно на первом и втором концах каждого корпуса роликового элемента, и ролики, расположенные на первом конце, ортогонально смещены к центральной плоскости относительно роликов, расположенных на втором конце. Тем самым может быть достигнуто преимущество в том, что задние ролики охлаждающего элемента смещены в боковом направлении относительно передних роликов смежного охлаждающего элемента таким образом, что охлаждающие элементы выполнены с возможностью совместного продвижения в направлении перемещения (в направлении циркуляционного движения) до тех пор пока торцы охлаждающих элементов контактируют. Предпочтительно, два ролика, расположенные на первом конце, находятся на расстоянии А, а два ролика, расположенные на втором конце, находятся на расстоянии В≠А друг от друга, и расстояния А и В установлены так, что два ролика, расположенные на первом конце, размещаются между роликами, расположенными на втором конце смежного роликового элемента. Таким образом, можно обеспечить преимущество в том, что геометрические оси роликов охлаждающего элемента, расположенных на первом конце, являются коллинеарными с геометрическими осями роликов смежного охлаждающего элемента, расположенными на втором конце.
В другом варианте осуществления, направляющие дорожки, по меньшей мере в одной части траектории U циркуляции, в которой роликовые элементы, вследствие гравитации, выпадают из направляющих дорожек, содержат первую и вторую поверхности качения роликов, которые расположены друг против друга.
В другом варианте осуществления, направляющие дорожки содержат отклоняющие дуги, причем упомянутые направляющие дорожки в области отклоняющих дуг содержат первые и вторые поверхности качения роликов, расположенные друг против друга в радиальном направлении, так что ролики катятся по первой и второй поверхности качения роликов, в зависимости от направления нагрузки. Преимущество данного варианта осуществления состоит в том, что охлаждающие элементы, вследствие гравитации, не могут отклоняться от направляющих дорожек или выпадать из них. Предпочтительно, направляющие дорожки соответственно включают в себя первую и/или вторую поверхность качения роликов, направленную к центральной плоскости, и первую и/или вторую поверхность качения роликов, направленную от центральной плоскости.
В другом варианте осуществления, корпуса роликовых элементов выполнены в виде охлаждающих блоков, и ролики прикреплены к охлаждающим блокам.
В еще одном варианте осуществления, корпуса роликовых элементов включают в себя роликовую тележку.
В другом варианте осуществления, множество охлаждающих блоков расположены на каждой роликовой тележке перпендикулярно центральной плоскости. Тем самым влияния тепловых расширений и напряжения от охлаждающих блоков и роликовых тележек (транспортирующих средств) могут быть минимизированы, чтобы обеспечить ровность поверхности литья и уменьшить износ элементов машины, обусловленный термическими напряжениями. Элементы машины, однонаправленно подвергающиеся воздействию тепла, такие как охлаждающие блоки и расположенные под ними роликовые тележки, имеют естественную тенденцию сгибаться в результате тепловых расширений. Раньше, для того чтобы противодействовать данному воздействию, балочные охлаждающие блоки, проходящие по ширине литейной формы, прикрепляли к очень жестким на изгиб тележкам. В другом решении охлаждающие блоки разделяют на относительно небольшие части (сегменты охлаждающих блоков), как это описано в публикации US 3570586. Поскольку в вышеупомянутом втором решении требование изгибной жесткости тележек по всей ширине поверхности литья отсутствует, плоскость литья может быть также образована поперечно посредством сегментов охлаждающих блоков, снабженных роликами, или посредством нескольких отдельных опорных элементов охлаждающих блоков, содержащих сегменты охлаждающих блоков и снабженных роликами посредством укладывания упомянутых сегментов вместе в соответственно требуемой ширине, при этом тепловые деформации, в результате их относительно малого поперечного расширения, могут удерживаться в пределах ограничений, приемлемых для процесса литья, даже в случае облегченных конструкций. В данном случае элементы роликовых тележек могут содержать на себе один или более охлаждающих блоков. При этом роликовые тележки и охлаждающие блоки, поперечно сдвинутые вместе без зазоров, образуют ширину плоскости литья. Помимо того, что разделение роликовых тележек по ширине плоскости литья на отдельные короткие элементы роликовых тележек минимизирует возможные деформации упомянутых тележек, тем самым обеспечивается также модульная структура ширины литья.
В другом варианте осуществления, приводное устройство содержит по меньшей мере одно приводное колесо.
Предпочтительно, направляющие дорожки включают в себя по меньшей мере две отклоняющие дуги, причем приводное колесо расположено в области каждой отклоняющей дуги соответственно по обе стороны центральной плоскости. Это может обеспечить преимущество в том, что в области траектории циркуляции, где роликовые тележки направляются по прямой линии, охлаждающие блоки контактируют в своих торцах и тем самым подталкивают друг друга при перемещении.
В другом варианте осуществления, ролики роликового элемента, геометрические оси которых лежат на общей прямой линии, или механические оси данных роликов содержат выступы, перпендикулярные центральной плоскости, а приводные колеса на своей периферии содержат углубления, которые могут входить в зацепление с упомянутыми выступами. В данном варианте осуществления предпочтительно, каждая роликовая тележка в каждой из двух отклоняющих дуг направляющих дорожек приводится в движение отдельно посредством приводного колеса, так что в прямолинейных секциях направляющих дорожек, там где приводные колеса не входят в зацепление с роликовыми тележками, задний охлаждающий блок подталкивает вперед охлаждающий блок, находящийся впереди на их общей поверхности касания.
В другом варианте осуществления, каждая направляющая дорожка включает в себя, если смотреть в вертикальном направлении, параллельном локальному вектору силы тяжести, верхнюю и нижнюю секцию направляющей дорожки, причем по меньшей мере верхняя секция направляющей дорожки содержит только одну или множество первых поверхностей качения роликов. Тем самым может быть достигнуто преимущество в том, что охлаждающие элементы для горизонтально расположенных литейных гусениц на верхней прямолинейной секции направляющей дорожки - соответственно, на верхней отклоняющей дуге для вертикально расположенных литейных гусениц - могут отсоединяться от направляющих дорожек или устанавливаться на упомянутую дорожку в отдельности или в узлах. В данной области траектории циркуляции, в которой роликовые тележки естественно не наклоняются или выпадают из направляющих вследствие гравитации, направляющие дорожки не требуют никакой противоположной удерживающей поверхности качения роликов.
В еще одном варианте осуществления, каждая направляющая дорожка включает в себя отклоняющую дугу, которая в вертикальном направлении, параллельном силе тяжести в верхнем секции, содержит первое отверстие на второй поверхности качения роликов, ориентированное к центральной плоскости, и второе отверстие на второй поверхности качения роликов, ориентированное от центральной плоскости, причем расстояние между упомянутым первым отверстием и упомянутым вторым отверстием, измеренное в направлении циркуляционного движения роликовых элементов, соответствует измеренному в направлении циркуляционного движения расстоянию между геометрическими осями роликов, расположенных в роликовом элементе. Таким образом, ролики охлаждающего элемента, расположенного в данной области отклоняющей дуги, могут быть направлены через упомянутые отверстия так, что охлаждающий элемент может быть удален из направляющей дорожки или помещен на упомянутую дорожку. Таким образом, охлаждающие элементы можно просто удалять или устанавливать.
В другом варианте осуществления, упомянутое транспортирующее устройство содержит продольную ось, и направляющие дорожки являются раздвижными в направлении данных продольных осей, так что между смежными роликовыми элементами может быть образовано пространство, которое позволяет удалять роликовый элемент из направляющих дорожек.
Предпочтительно, поверхности качения роликов каждой направляющей дорожки содержат первые и вторые секции, выполненные с возможностью перемещения относительно друг друга, которые совмещаются в направлении циркуляционного движения.
В другом варианте осуществления, направляющие дорожки включают в себя соответственно отклоняющую дугу, закрепленную с возможностью поворота, причем упомянутые поворотно закрепленные отклоняющие дуги расположены симметрично относительно центральной плоскости и могут быть повернуты вокруг оси вращения, перпендикулярной центральной плоскости.
Предпочтительно, упомянутая ось вращения соединяет края вторых поверхностей качения роликов на участке соединения между поворотно закрепленными отклоняющими дугами и примыкающими к ним нижними прямолинейными секциями направляющих дорожек.
В другом варианте осуществления, соответственно приводное колесо прочно прикреплено с возможностью вращения к приводной оси на каждой стороне центральной плоскости в области отклоняющих дуг направляющих дорожек, причем соответственно приводная ось расположена коаксиально с геометрической осью отклоняющих дуг. Тем самым может быть достигнуто преимущество в том, что охлаждающие элементы в области отклоняющих дуг приводятся в движение отдельно посредством приводных колес и поэтому не подвергаются сжатию в направлении циркуляционного движения.
В другом варианте осуществления, роликовые элементы не соединены друг с другом в направлении циркуляционного движения.
Предпочтительно, транспортирующее устройство в соответствии с изобретением используется в качестве литейной гусеницы. В частности, транспортирующее устройство в соответствии с изобретением может быть использовано в качестве базового модуля модульной литейной гусеницы машины для литья. Тем самым может быть достигнуто преимущество в том, что ширина поверхности литья может быть поперечно образована посредством конструктивного связывания вместе одинаковых модулей.
Изобретение и дополнительные усовершенствования изобретения описаны ниже более подробно на основе частично схематических изображений множества примерных вариантов осуществления. На чертежах:
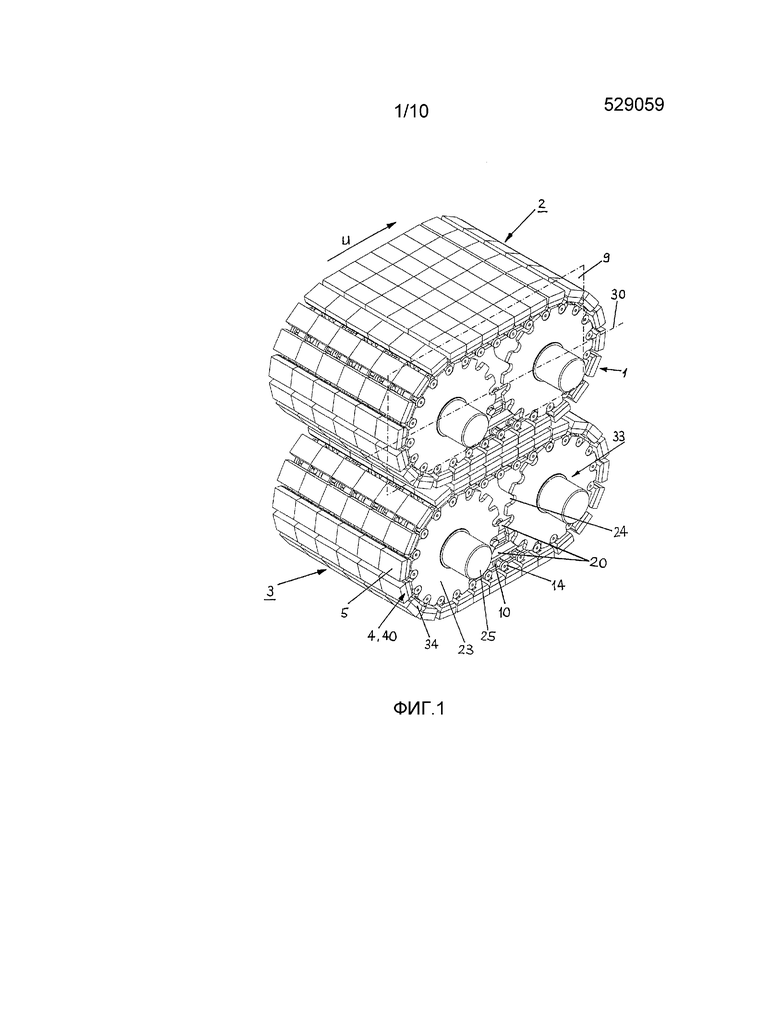
Фиг.1 - вид в перспективе варианта осуществления транспортирующего устройства в соответствии с изобретением, в котором соответственно одно транспортирующее устройство образует базовый модуль литейной гусеницы машины для литья;
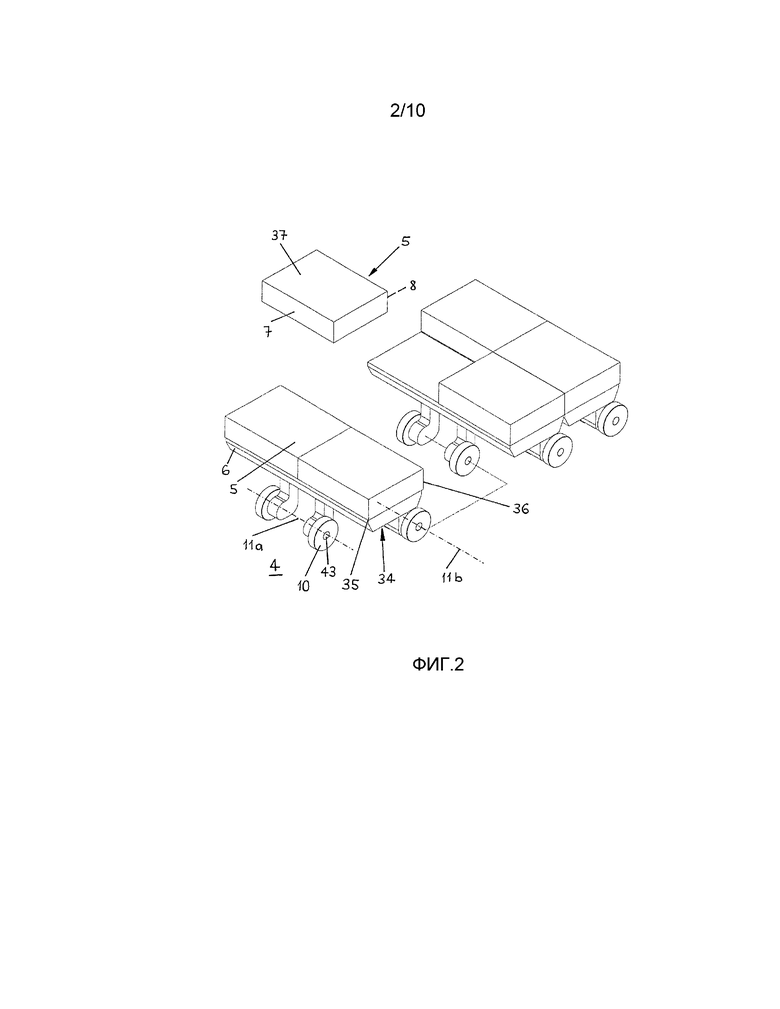
Фиг.2 - вид в перспективе множества роликовых элементов в соответствии с вариантом осуществления транспортирующего устройства в соответствии с изобретением, показанным на фиг.1;
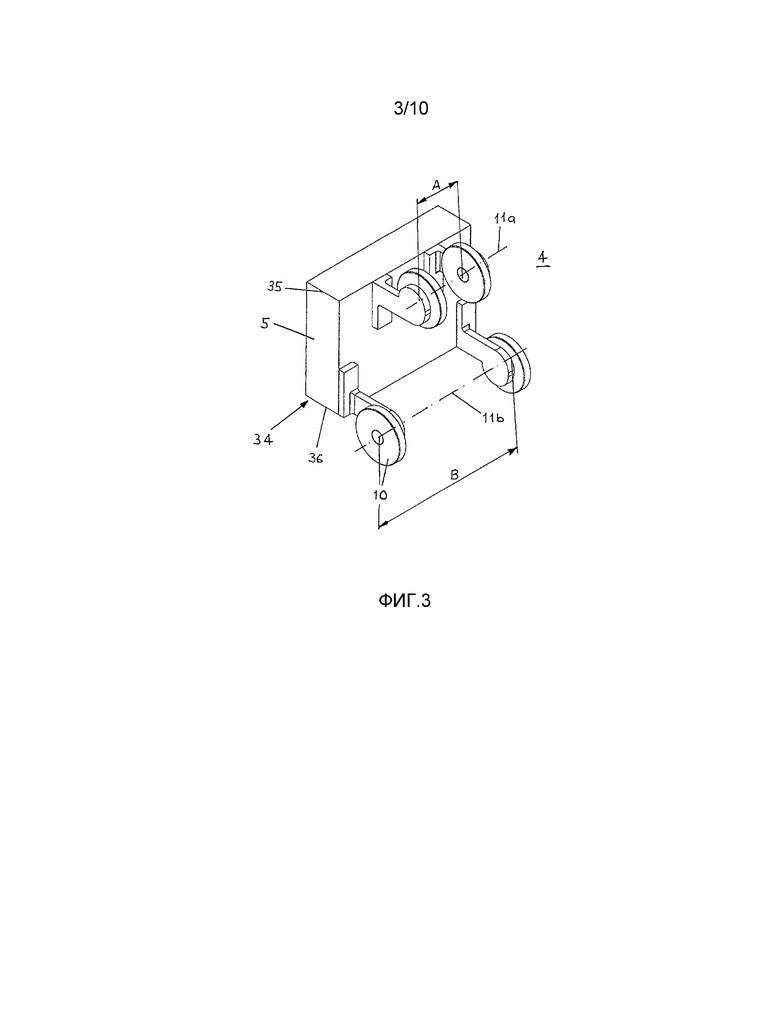
Фиг.3 - вид в перспективе роликового элемента, выполненного в виде охлаждающего элемента в соответствии с другим вариантом осуществления транспортирующего устройства в соответствии с изобретением;
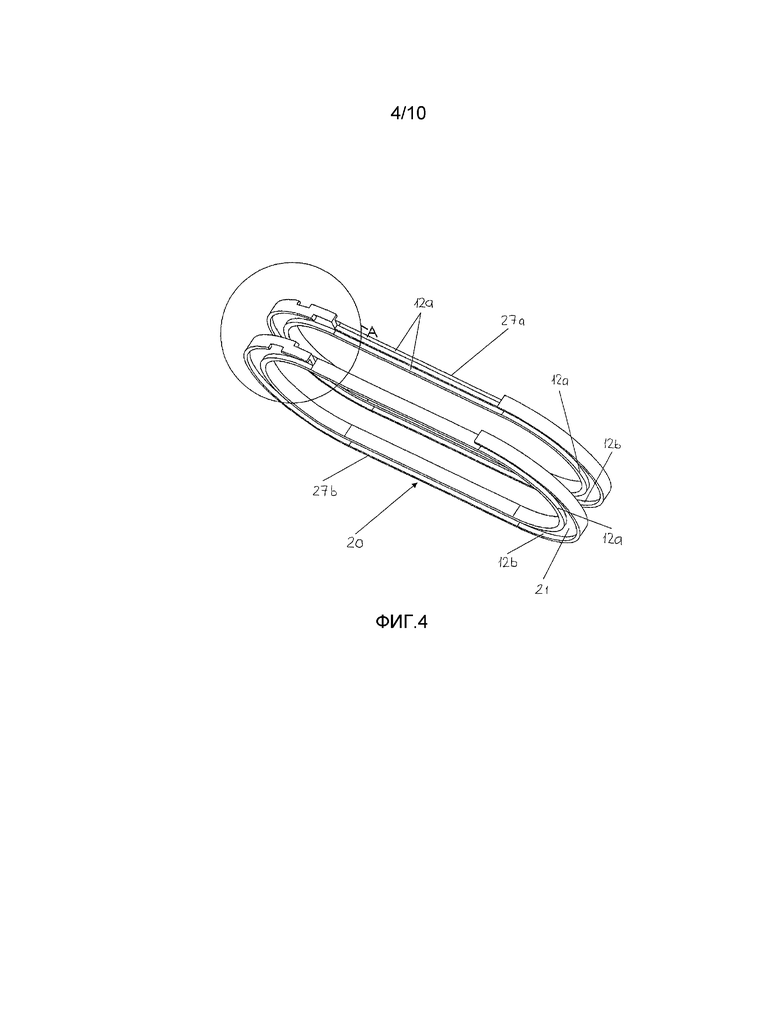
Фиг.4 - вид в перспективе направляющих дорожек в соответствии с другим вариантом осуществления транспортирующего устройства в соответствии с изобретением;
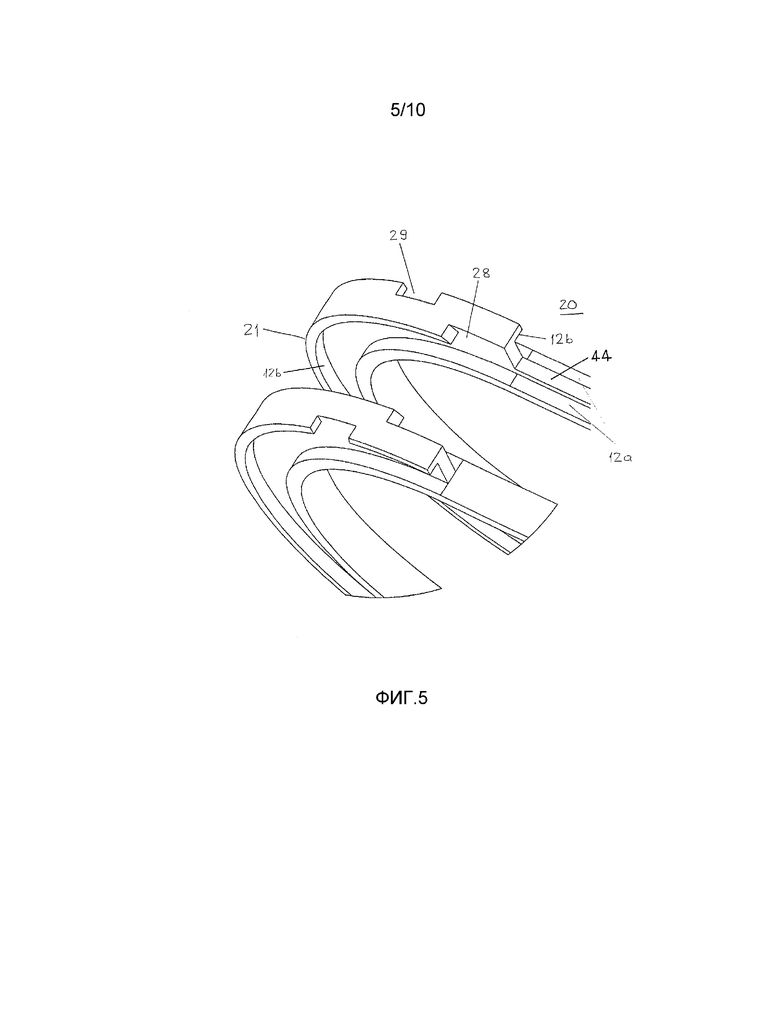
Фиг.5 - увеличенный вид детали А с фиг.4;
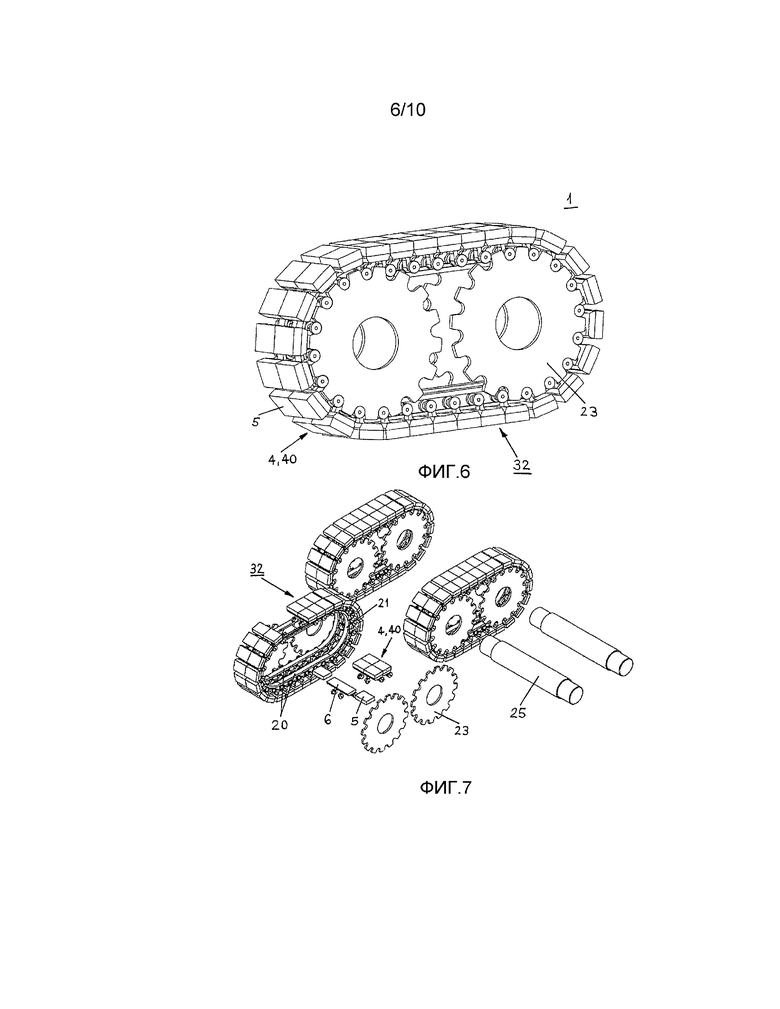
Фиг.6 - вид в перспективе модуля литейной гусеницы в соответствии с вариантом осуществления транспортирующего устройства в соответствии с изобретением, показанным на фиг.1;
Фиг.7 - вид в перспективе с пространственным разнесением элементов литейной гусеницы, включающей в себя три модуля в соответствии с вариантом осуществления транспортирующего устройства в соответствии с изобретением, показанным на фиг.1;
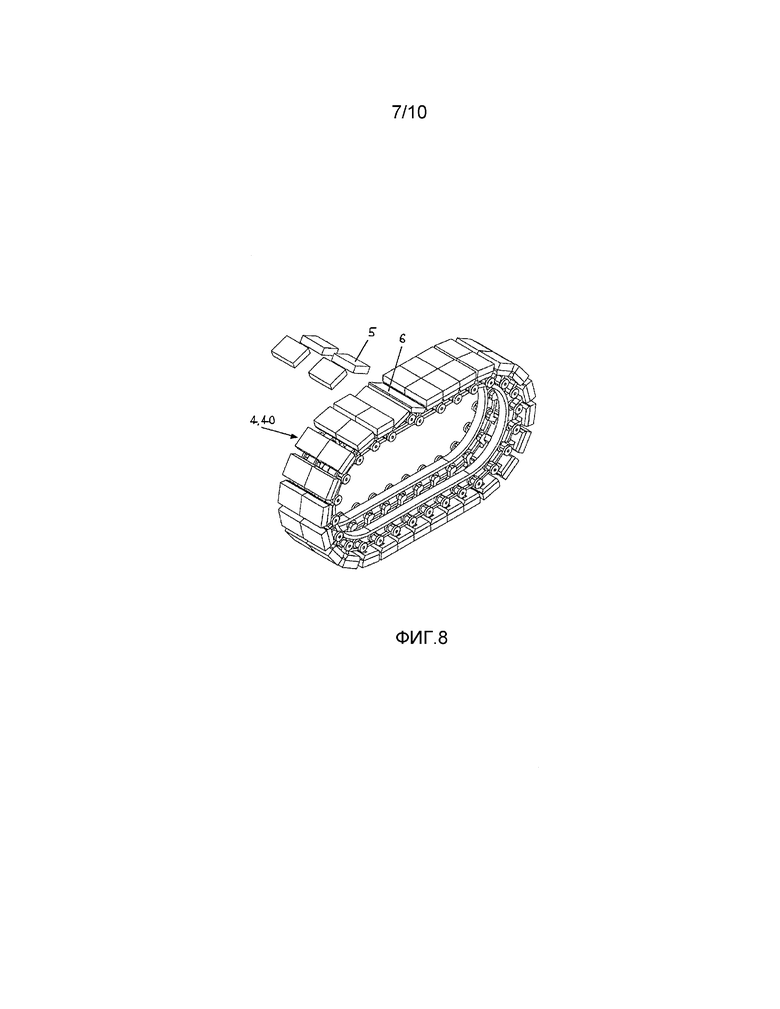
Фиг.8 - вид в перспективе модуля литейной гусеницы в соответствии с показанным на фиг.1 вариантом осуществления транспортирующего устройства согласно изобретению, содержащий частично удаленные охлаждающие модули и две повернутые роликовые тележки;
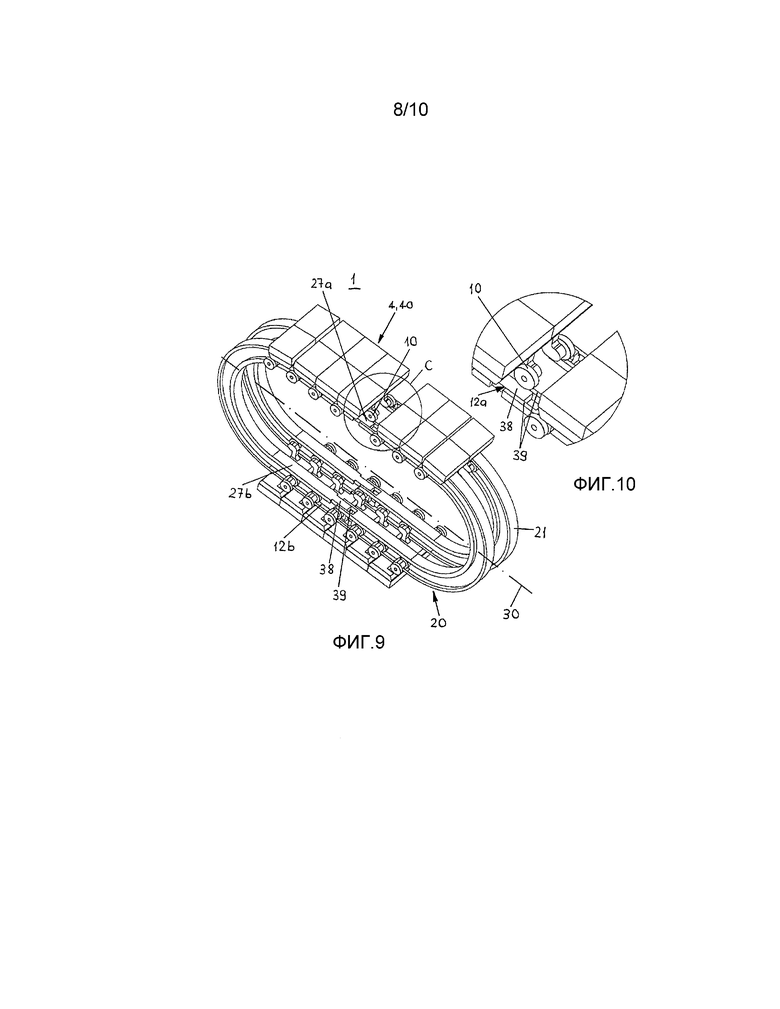
Фиг.9 - вид в перспективе модуля литейной гусеницы в соответствии с другим вариантом осуществления транспортирующего устройства в соответствии с изобретением;
Фиг.10 - увеличенный вид детали С с фиг.9;
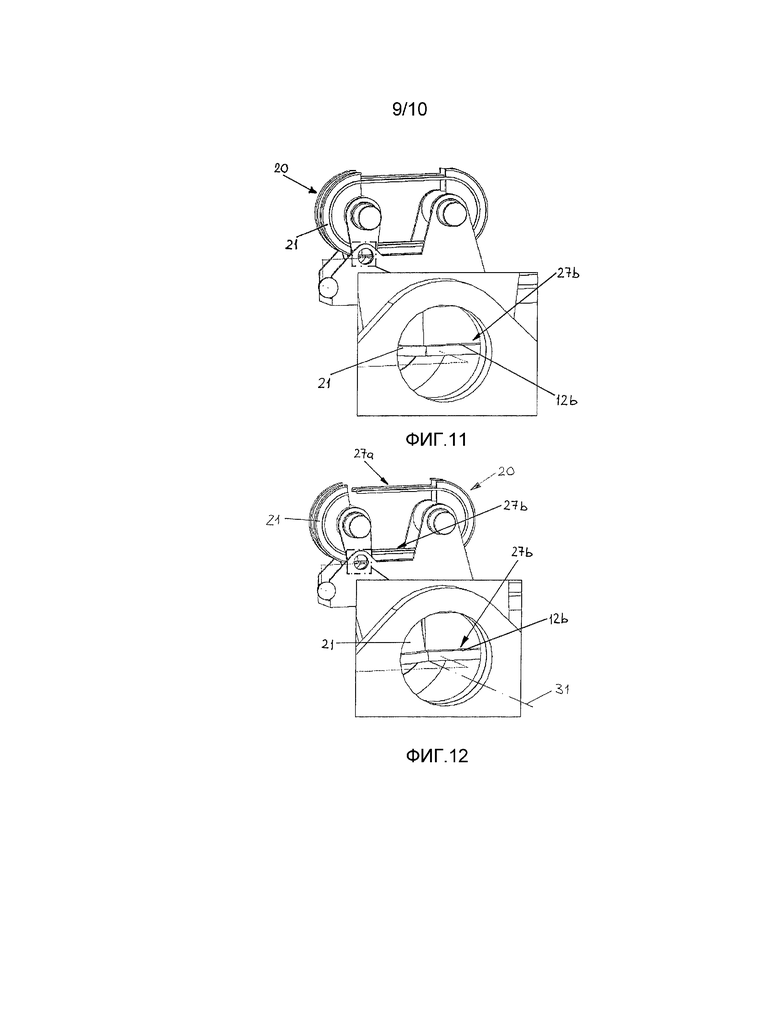
Фиг.11 - вид в перспективе направляющей дорожки литейной гусеницы в соответствии с еще одним вариантом осуществления транспортирующего устройства в соответствии с изобретением, содержащий закрытые направляющие дорожки;
Фиг.12 - вид в перспективе направляющих дорожек литейной гусеницы согласно варианту осуществления транспортирующего устройства в соответствии с изобретением, показанным на фиг.11, содержащий открытые направляющие дорожки; и
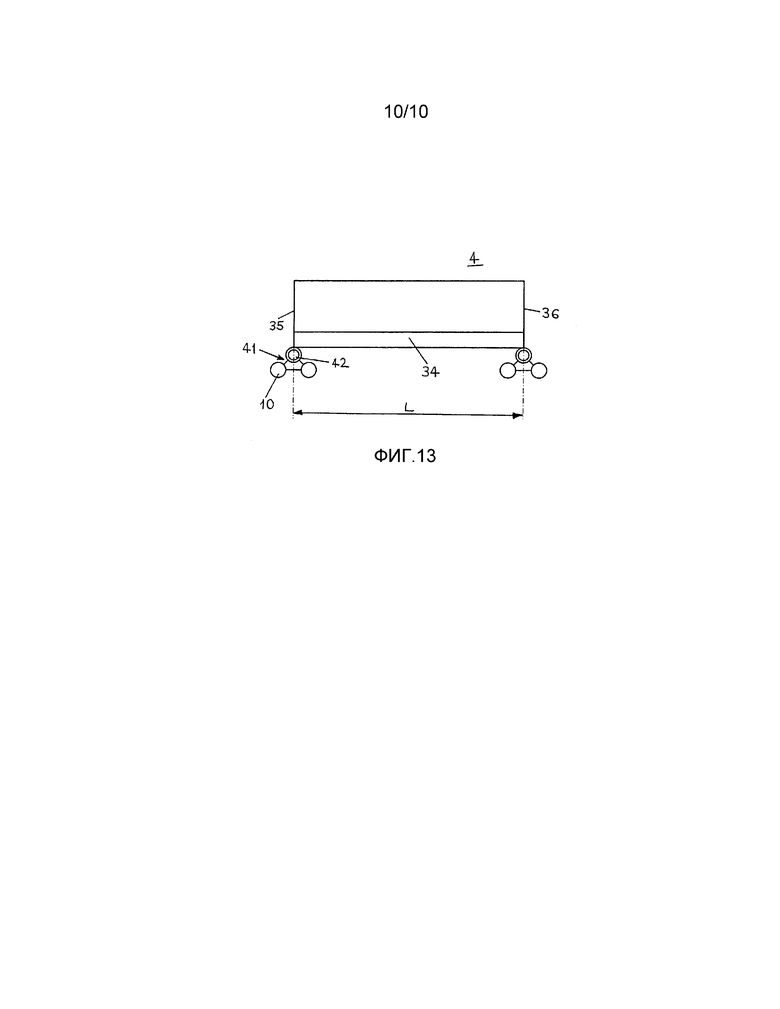
Фиг.13 - вид сбоку роликового элемента в соответствии с другим вариантом осуществления транспортирующего устройства согласно изобретению.
Транспортирующее устройство 1 в соответствии с изобретением описано в данном документе в качестве примера при его использовании в машине для литья с гусеничной формой. В варианте осуществления, показанном на фиг.1, транспортирующее устройство 1 содержит роликовые элементы 4, при этом корпус 34 роликового элемента включает в себя, например, охлаждающий блок 5, так что роликовые элементы 4 образуют охлаждающие элементы 40 литейной гусеницы 2, 3. Роликовые элементы 4, выполненные в виде охлаждающих элементов 40, образуют стенку литейной формы на прямолинейных секциях литейных гусениц 2, 3. Кроме того, транспортирующее устройство 1 включает в себя приводное устройство 33, содержащее приводные колеса 23 для перемещения роликовых элементов 4.
Вариант осуществления, показанный на фиг.1, включает в себя две литейные гусеницы 2, 3, которые расположены горизонтально и одна над другой. В качестве альтернативы, могут быть также изготовлены машины для литья с литейными гусеницами 2, 3, расположенными вертикально или под углом. Каждая из двух литейных гусениц 2, 3 включает в себя, например, шесть транспортирующих устройств 1, расположенных друг за другом, при этом каждое транспортирующее устройство 1 образует базовый модуль 32 машины для литья с модульной структурой. Каждое транспортирующее устройство 1 включает в себя две направляющие дорожки 20, которые проходят по овальной траектории U циркуляции и которые расположены симметрично относительно центральной плоскости 9. Множество роликовых элементов 4 циркулируют наподобие гусеницы по направляющим дорожкам 20. Каждый роликовый элемент 4 включает в себя корпус 34 роликового элемента, который содержит первый конец 35 и второй конец 36 в направлении циркуляционного движения. Кроме того, на каждом роликовом элементе 4 закреплены, например, четыре ролика 10. Роликовые элементы 4 расположены свободно относительно друг друга в направлении циркуляционного движения, то есть они не соединены друг с другом. Циркуляционное движение роликовых элементов 4 по траектории U циркуляции может осуществляться в направлении по часовой стрелке или против часовой стрелки, при этом роликовые элементы 4 на первой и второй литейных гусеницах 2, 3 циркулируют в противоположных направлениях.
В варианте осуществления, показанном на фиг.2, охлаждающие блоки 4 прикреплены к отдельным транспортирующим средствам (то есть не соединены вместе), которые снабжены роликами 10 и соответственно называются роликовыми тележками 6. Ролики 10 катятся по и в направляющих, которые выполнены в виде направляющих дорожек 20, так что роликовые тележки 6 и прикрепленные к ним охлаждающие блоки 5 перемещаются направляемые и с низким трением по траектории U циркуляции. Охлаждающие блоки 5 могут быть, например, разъемно прикреплены к роликовым тележкам 6 посредством винтовых соединений. В качестве альтернативы, сами охлаждающие блоки 5 могут быть снабжены роликами 10 (фиг.3), так что отдельные роликовые тележки 6 не требуются.
Для того, чтобы обеспечить плавное спокойное перемещение охлаждающих блоков 5, ролики 10, прикрепленные к каждой роликовой тележке 6 расположены, если смотреть в направлении движения, таким образом, что их геометрические оси лежат на двух параллельных прямых линиях 11а, 11b. Таким образом, первая прямая линия 11а расположена в области первого конца 35 корпуса 34 роликового элемента, а вторая прямая линия 11b - в области второго конца 36. Предпочтительно, соответственно прямая линия 11а, 11b лежит в плоскости, которая каждая определяется посредством первого и второго концов 35, 36 каждого охлаждающего блока 5. Охлаждающие блоки 5 содержат нижнюю сторону, обращенную к роликам 10, и на противоположной стороне плоскую охлаждающую поверхность 37 (фиг.2). Поэтому в кубовидных охлаждающих блоках 37 первая прямая линия 11а лежит в плоскости, определяемой передним торцом 7 охлаждающего блока, а вторая прямая линия 11b лежит в плоскости, определяемой задним торцом 8 охлаждающего блока. В охлаждающих блоках 5, скошенных к роликам 10, обе плоскости определяются гранями, ограничивающими охлаждающую поверхность 37 охлаждающего блока 5 в направлении циркуляции и соответствующими перпендикулярами к охлаждающей поверхности 37.
Таким образом, расстояние между осями роликов 10 точно соответствует длине охлаждающего блока, измеренной в направлении циркуляционного движения. Кроме того, ролики 10 роликовых тележек 6, расположенные на втором конце 36, смещены в аксиальном (поперечном направлении) машины 1 для литья относительно роликов 10 роликовых тележек 6, расположенных на первом конце 35 таким образом, что роликовые тележки 6 могут двигаться совместно в направлении перемещения, пока торцы охлаждающих блоков 5 контактируют, и при этом вторая прямая линия 11b, на которой лежат геометрические оси роликов 10 роликовой тележки 6, расположенных на втором конце 36, совмещается с первой прямой линией 11а, на которой лежат геометрические оси роликов 10 смежной роликовой тележки 6, расположенные на первом конце 35. Каждый ролик 10 роликовой тележки 6 перемещается вдоль по своей направляющей дорожке. Такое расположение в сочетании с геометрией направляющей дорожки обеспечивает кинематически оптимальное прохождение охлаждающих блоков 5 по траектории U циркуляции. Каждая роликовая тележка 6 содержит на прямой линии 11а, 11b геометрическую ось по меньшей мере одного ролика 10.
В другом варианте осуществления (фиг.13), роликовые элементы 4 выполнены таким образом, что в области первого конца 35 и в области второго конца 36 корпуса 34 роликового элемента расположены шарнирные подшипники 41 и что к шарнирным подшипникам 41 прикреплены соответственно по меньшей мере два ролика 10. Шарнирные подшипники 41 закреплены с возможностью вращения посредством шарнирных осей 42 к корпусу 34 роликового элемента, причем шарнирные оси 42 расположены перпендикулярно центральной плоскости 9, определяемой траекторией U циркуляции (фиг.1) транспортирующего устройства. Геометрические оси шарнирных осей 42 шарнирных подшипников 41, расположенных в области первого конца 35, лежат соответственно на первой плоскости, перпендикулярной направлению циркуляционного движения, которая определяется первым концом 35 соответствующего корпуса 34 роликового элемента. Геометрические оси шарнирных осей 42 шарнирных подшипников 41, расположенных в области второго конца 36, лежат соответственно на второй плоскости, перпендикулярной направлению циркуляционного движения, расположена на расстоянии от первой плоскости, определяемой первым концом 35 соответствующего корпуса 34 роликового элемента, которое здесь, например, равно максимальной длине «L» корпуса 34 роликового элемента. Расстояние между осями шарнирных подшипников 42 здесь также по существу соответствует длине «L» охлаждающего блока, измеренной в направлении циркуляции, в результате чего обеспечивается кинематически оптимальное прохождение роликовых элементов 4 на всей траектории циркуляции.
Как можно видеть из фиг.4 и 5, направляющие роликов, которые выполнены в виде направляющих дорожек 20, расположены в областях отклоняющих дуг 21, там где роликовые тележки 6 в результате гравитации поворачиваются или выпадают из упомянутых дуг, так что они содержат первые и вторые поверхности 12а, 12b качения роликов, расположенные друг против друга, расстояние между которыми установлено так, что ролики 10, в зависимости от направления нагрузки, касаются первой или второй поверхности 12а, 12b качения роликов и катятся по ней.
Направляющие дорожки 20, отвечающие этим условиям, предпочтительно, выполнены в виде профилированных рельсов. Те пары роликов 10, геометрические оси которых лежат на одной и той же прямой линии 11а, 11b, установлены со смещением друг против друга и перемещаются на первой и второй поверхностях 12а, 12b качения роликов, расположенных параллельно друг другу. Направляющие дорожки 20 могут быть выполнены на одном или нескольких профилированных рельсах. В варианте осуществления, показанном на фиг.4, каждая из двух параллельных направляющих дорожек 20 включает в себя отдельный профилированный рельс и соответственно первую и/или вторую поверхность 12а, 12b качения роликов, ориентированную к центральной плоскости 9, и первую и/или вторую поверхность 1а, 12b качения роликов, ориентированную от центральной плоскости 9. Пригодными профилированными рельсами являются: U-образный профиль для каждой роликовой дорожки, U-образный профиль с двумя смежными беговыми дорожками, двойной Т-образный профиль, содержащий соответственно одну поверхность 12а, 12b качения роликов с левой стороны и одну с правой стороны центральной перегородки. Таким образом, каждая направляющая дорожка 20 включает в себя соответственно по меньшей мере одну поверхность 12а, 12b качения роликов для роликов 10, расположенных на первом конце 35 роликового элемента 34, и для роликов 10, смещенных относительно центральной плоскости 9 на втором конце 36 того же корпуса 34 роликового элемента. В качестве альтернативы, профилированный рельс может включать в себя обе параллельные направляющие дорожки 20. Пригодными для данной цели являются профилированные рельсы, которые выполнены в виде двойных L-образных профилей, двойного U-образного профиля или также в виде двойных Т-образных профилей.
В данном случае два ролика 10, расположенные на первом конце 35, находятся на расстоянии А (фиг.3) друг от друга, и два ролика 10, расположенные на втором конце 36, находятся на расстоянии В>А друг от друга, причем расстояния А и В установлены таким образом, что два ролика 10, расположенные на первом конце 35, размещаются между двумя роликами 10, расположенными на втором конце 36 смежного охлаждающего элемента 40.
В области отклоняющих дуг 21 направляющих дорожек 20 закреплены приводные колеса 23, ось вращения которых совпадает с геометрической осью отклоняющих дуг 21. Приводные колеса 23 соответственно расположены симметрично относительно центральной плоскости 9 и прочно прикреплены с возможностью вращения к приводной оси 25, при этом приводная ось 25 соответственно расположена коаксиально с геометрической осью отклоняющей дуги 21. Роликовые тележки 6 содержат боковые выступы 14 на одном или нескольких своих роликах 10 или осях роликов, которые входят в зацепление в качестве приводов, например, в форме роликов, закрепленных на соответствующей оси, с углублениями 24 приводных колес 23, которые таким образом приводят в движение роликовые тележки 6 с их охлаждающими блоками 5.
Как показано на фиг.4 и 5, каждая направляющая дорожка 20 включает в себя, если смотреть в вертикальном направлении, параллельном силе тяжести, верхнюю и нижнюю прямолинейную секцию 27а, 27b направляющей дорожки, причем верхняя прямолинейная секция 27а направляющей дорожки может, в вертикальном направлении на одной высоте относительно центральной плоскости 9, содержать расположенные друг за другом первую поверхность 12а качения роликов, ориентированную к центральной плоскости 9, и первую поверхность 12а качения роликов, ориентированную от центральной плоскости 9. В данном случае первые поверхности 12а качения роликов, расположенные друг за другом, содержат только в одной направляющей дорожке 20 секцию 27а направляющей дорожки, снабженную боковой направляющей 44 (фиг.5), так что охлаждающие элементы 40 могут расширяться в области литейной формы поперек центральной плоскости 9.
Внесение и удаление охлаждающих блоков 5 совместно с роликовыми тележками 6 может осуществляться отдельно или в узлах. Это, конечно, осуществляется в той области траектории циркуляции, где роликовые тележки 6 вследствие гравитации не наклоняются или выпадают из направляющих дорожек 20, и где не требуется никакой противоположной удерживающей второй поверхности 12b качения роликов.
Однако из требования кинематики, что расстояние между прямыми линиями 11а, 11b, включающими в себя геометрические оси роликов 10, равно длине охлаждающего блока, возникает проблема. Первый охлаждающий элемент 40, который должен быть извлечен, застревает в участках между остающимися охлаждающими блоками и охлаждающим блоком 5, который должен быть удален, поскольку ролики 10 охлаждающего элемента 40, который должен быть удален, выступают на половину диаметра под охлаждающими блоками 5 остающихся охлаждающих элементов 40. Удаление первого охлаждающего элемента 40 может быть осуществлено в соответствии с одним из следующих способов:
1) В случае если охлаждающие блоки 5 прикреплены к роликовым тележкам 6 (фиг.2), достаточно удалить охлаждающие блоки 5 из двух-трех последовательных охлаждающих элементов 40, в результате чего роликовые тележки 6 могут быть повернуты, вытолкнуты вместе и удалены (фиг.8).
2) В верхней области отклоняющей дуги 21 (фиг.4 и 5), в которой охлаждающие блоки 5 раздвинуты, в области роликов 10, расположенных выше, образовано первое отверстие 28 на второй поверхности 12b качения роликов, а в области роликов 10, расположенных ниже, образовано второе отверстие 29 на второй поверхности 12b качения роликов, которые каждое имеет длину, равную по меньшей мере диаметру ролика. Ролики 10 соответствующего охлаждающего элемента 40 проходят через первое и второе отверстия 28, 29 двух направляющих дорожек 20 и позволяют удалить весь охлаждающий элемент 40. В варианте осуществления, показанном на фиг.4 и 5, первые отверстия 28 для роликов 10, расположенных на втором конце 36, имеющих меньшее расстояние А, расположены на вторых поверхностях 12b качения роликов, ориентированных к центральной плоскости 9, а вторые отверстия 29 для роликов 10, расположенных на первом конце 35, имеющих большее расстояние В, расположены на вторых поверхностях 12b качения роликов, ориентированных от центральной плоскости 9. В случае если роликовые элементы размещены наоборот, и меньшее расстояние А имеют ролики 10, расположенные на первом конце 35, первые и вторые отверстия 28, 29 расположены в обратном порядке.
3) Раскрытие и раздвигание раздвижных направляющих дорожек 20 в направлении продольной оси 30 транспортирующего устройства 1 приводит к промежутку в узле рядов охлаждающих элементов 40. Если размер упомянутого промежутка равен по меньшей мере диаметру ролика 10, то ролики 10 могут быть вытолкнуты достаточно далеко ниже смежного охлаждающего элемента 40, для того чтобы предотвратить сцепление роликов 10 со смежными охлаждающими элементами 40 во время извлечения. Разделение направляющих дорожек 20 может быть расположено в прямолинейных секциях 27а, 27b направляющих дорожек (фиг.9 и 10). В направлении продольной оси 30 транспортирующего устройства 1 поверхности 12а, 12b качения роликов каждой направляющей дорожки 20 содержат первые и вторые секции 38, 39, выполненные с возможностью перемещения друг относительно друга, так что первые и вторые секции 38, 39 поверхностей 12а, 12b качения роликов совмещаются в направлении циркуляционного движения. Когда направляющие дорожки 20 раздвигают в направлении продольной оси 30 транспортирующего устройства 1, ролики 10 роликовых элементов 4 остаются в области участка разделения направляющих дорожек 20 на одной из первых или вторых секций 38, 39 поверхностей 12а, 12b качения роликов.
В качестве альтернативы, посредством выдвижения отклоняющей дуги 21 в сторону может быть открыт достаточно широкий переходный участок между прямолинейными секциями 27а, 27b направляющих дорожек и отклоняющими дугами 21, чтобы образовать необходимый промежуток. Тем самым отклоняющие дуги 21 могут быть выдвинуты в сторону поперечно от прямолинейных секций 27а, 27b направляющих дорожек или отклоняющие дуги 21 могут быть установлены с возможностью поворота на оси 31 поворота (фиг.11 и 12), соединяя точки, в которых вторые поверхности 12b качения роликов отклоняющих дуг 21 встречаются с нижними вторыми поверхностями 12b качения роликов прямолинейных секций 27b направляющих дорожек. Поворот отклоняющих дуг 21 на соответствующий угол приводит к требуемому промежутку дорожки в верхнем соединительном участке, то есть в том участке, где верхние прямолинейные секции 27а направляющих дорожек встречаются с отклоняющими дугами 21, ведущими вниз. Поскольку ось поворота расположена на участке соединения второй поверхности 12b качения роликов между отклоняющими дугами 21 и нижними прямолинейными секциями 27b направляющих дорожек, соединения нижней направляющей дорожки остаются без зазоров во время поворота, так что ни один из охлаждающих элементов 40 не может выпадать из направляющих дорожек 20.
Требования в отношении ширины отливаемых изделий изменяются и колеблются в пределах от менее 200 мм до более 2 м. Модульная структура машин для литья, которые отвечают разным требованиям в отношении ширины изделия из литья, упрощает конструкцию, монтаж и хранение запасных деталей и обеспечивает одинаковые функциональные возможности механики и эксплуатационные требования по всей ширине плоскости литья. Для настройки машин для литья с разными ширинами, базовый модуль 32 (фиг.6 и 7) выполнен так, что посредством поперечного связывания вместе упомянутых модулей получаются машины для литья с разными ширинами литья.
Базовый модуль 32 (фиг.6) отличается тем, что он включает в себя, учитывая его ширину, охлаждающий элемент 40, снабженный роликами 10, например роликовую тележку 6, содержащую один или более охлаждающих блоков 5, отклоняющие дуги 21 и прямолинейные секции 27а, 27b направляющих дорожек, содержащие такое количество поверхностей 12а, 12b качения роликов, которое соответствует количеству роликов 10 охлаждающего элемента 40. Справа и слева от крайних отклоняющих дуговых направляющих, соответственно, расположено приводное колесо 23 концентрично с отклоняющими дуговыми направляющими. Для этой цели углубления 24 приводного колеса ориентированы параллельно осям отклоняющих дуговых направляющих. Отклоняющие дуговые направляющие и приводные колеса 23 в области своих осей содержат отверстие, через которое может быть установлен приводной вал 25, длина которого установлена так, что способен принимать количество базовых модулей 32, определяющее ширину литья. Концентрическое и зацепляющее соединение приводного вала 25 с приводными колесами 23 обеспечивает приведение их в движение. Приводные колеса 23 в свою очередь приводят в движение роликовые тележки 6 и охлаждающие блоки 5 вдоль их траектории циркуляции.
Как было описано выше, хотя показаны разные варианты осуществления настоящего изобретения, необходимо понимать, что разные признаки могут быть использованы отдельно или в любом сочетании.
Поэтому настоящее изобретение не ограничено просто особенно предпочтительными вариантами осуществления, упомянутыми выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ИЗ ДВУХ ЛИТЕЙНЫХ РОЛИКОВ В НЕПРЕРЫВНОМ ПРОЦЕССЕ ЛИТЬЯ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2582410C2 |
| СОРТИРОВОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2529590C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| РЕНТГЕНОДИАГНОСТИЧЕСКИЙ ЦИФРОВОЙ АППАРАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ДУГООБРАЗНОЙ ТРАВЕРСЫ ДЛЯ РЕНТГЕНОДИАГНОСТИЧЕСКОГО ЦИФРОВОГО АППАРАТА | 2000 |
|
RU2158537C1 |
| ТРАНСПОРТЕРНАЯ СИСТЕМА | 2017 |
|
RU2718759C1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2178527C2 |
| ВСЕНАПРАВЛЕННАЯ БЕГОВАЯ ДОРОЖКА С ОДНОЙ ЛЕНТОЙ | 2011 |
|
RU2563789C2 |
| РОЛИКОВЫЙ ТРАНСПОРТЕР И РОЛЬГАНГОВАЯ СИСТЕМА ДЛЯ ЕГО СООРУЖЕНИЯ | 2006 |
|
RU2432309C2 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2369551C2 |
| КРАН | 2010 |
|
RU2532201C2 |
Изобретение относится к транспортирующему устройству, в частности для перемещения охлаждающих блоков в машине для литья с гусеничной формой. Транспортирующее устройство содержит роликовые элементы, которые циркулируют бесконечно наподобие гусеницы по траектории U циркуляции и выполнены с возможностью приведения в движение посредством приводного устройства, по меньшей мере две параллельные направляющие дорожки. Каждая из дорожек содержит одну или более поверхностей качения роликов и каждая проходит по всей траектории U циркуляции. Каждый роликовый элемент содержит корпус роликового элемента, который содержит первый конец и второй конец в направлении циркуляции, и по меньшей мере один ролик соответственно в области первого конца и в области второго конца. Ролики, расположенные в области первого конца корпуса роликового элемента, выполнены с возможностью качения на поверхностях качения роликов, отличных от поверхностей качения роликов, расположенных в области второго конца корпуса роликового элемента. В результате обеспечивается возможность непрерывного перемещения с низким трением по всей траектории циркуляции и, в частности, в отклоняющих дугах и при переходе между прямолинейными секциями и отклоняющими дугами. 3 н. и 29 з.п. ф-лы, 13 ил.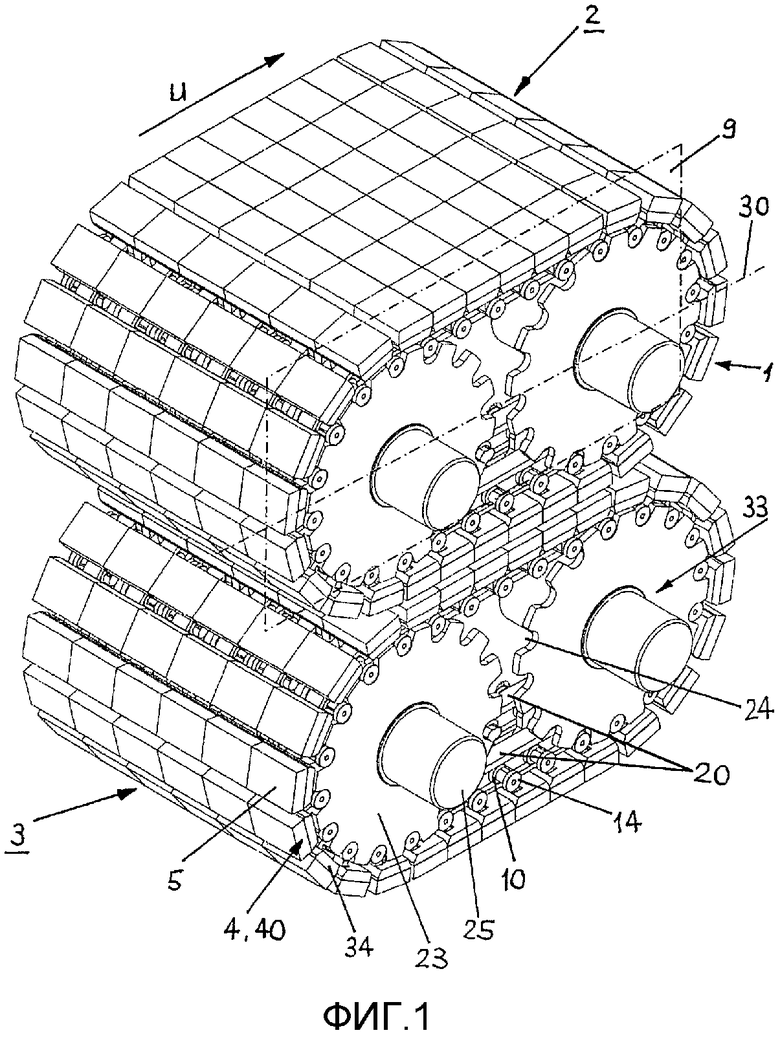
1. Транспортирующее устройство, в частности, для перемещения охлаждающих блоков (5) в машине для литья с гусеничной формой, содержащее:
роликовые элементы (4), которые бесконечно циркулируют по траектории U циркуляции и которые выполнены с возможностью приведения в движение посредством приводного устройства (33);
по меньшей мере две параллельные направляющие дорожки (20), каждая из которых содержит одну или более поверхностей (12а, 12b) качения роликов и проходит по всей траектории U циркуляции;
причем каждый роликовый элемент (4) содержит корпус (34) роликового элемента, который содержит первый конец (35) и второй конец (36) в направлении циркуляции; и
каждый роликовый элемент (4) в области первого конца (35) и в области второго конца (36) соответственно содержит по меньшей мере один ролик (10), отличающееся тем, что
ролики (10), расположенные в области первого конца (35) корпусов (34) роликовых элементов, выполнены с возможностью качения на поверхностях (12а, 12b) качения роликов, отличных от поверхностей качения роликов (10), расположенных в области второго конца (36) корпусов (34) роликовых элементов.
2. Транспортирующее устройство (1) по п. 1, отличающееся тем, что роликовые элементы (4) в направлении циркуляционного движения являются свободными относительно друг друга.
3. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что в области первого конца (35) и/или в области второго конца (36) корпусов (34) роликовых элементов расположены шарнирные подшипники (41), и к шарнирному подшипнику (41) прикреплены соответственно по меньшей мере два ролика (10).
4. Транспортирующее устройство (1) по п. 3, отличающееся тем, что шарнирные подшипники (41) прикреплены с возможностью вращения посредством шарнирных осей (42) к корпусам (34) роликовых элементов, причем упомянутые шарнирные оси (42) расположены перпендикулярно центральной плоскости (9) транспортирующего устройства, определяемой траекторией U циркуляции.
5. Транспортирующее устройство (1) по п. 1, отличающееся тем, что ролики (10) содержат соответственно ось (43) ролика, при этом оси (43) роликов прочно прикреплены к корпусу (34) роликового элемента.
6. Транспортирующее устройство (1) по п. 4 или 5, отличающееся тем, что корпуса (34) роликовых элементов, измеренные в направлении циркуляции, имеют соответственно максимальную длину «L», и непосредственно примыкающие роликовые элементы (4) расположены на первой и второй направляющей дорожке (20) так, что геометрические оси осей (43) роликов или шарнирных осей (42) роликов (10) или шарнирных подшипников (41), расположенных в области первых концов (35) двух примыкающих роликовых элементов (4), установлены на расстоянии, которое соответствует максимальной длине «L».
7. Транспортирующее устройство (1) по п. 4 или 5, отличающееся тем, что геометрические оси осей (43) роликов или шарнирных осей (42) роликов (10) или шарнирных подшипников (41), расположенных в области первых концов (35), лежат в плоскости, перпендикулярной направлению циркуляционного движения, причем плоскость определена первым концом (35) соответствующего корпуса (34) роликового элемента.
8. Транспортирующее устройство (1) по п. 6, отличающееся тем, что геометрические оси осей (43) роликов или шарнирных осей (42) роликов (10) или шарнирных подшипников (41), расположенных в области вторых концов (36), лежат в плоскости, перпендикулярной направлению циркуляционного движения, расположенной на расстоянии от плоскости, определяемой первыми концами (35) соответствующего корпуса (34) роликового элемента, которое равно или превышает длину «L».
9. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что геометрические оси осей (43) роликов или шарнирных осей (42), которые расположены на первом и втором концах (35, 36), обращенных друг к другу, двух смежных роликовых элементов (4) в направлении циркуляционного движения, являются коаксиальными.
10. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что каждый корпус (34) роликового элемента содержит по меньшей мере один охлаждающий блок (5), обеспечивающий образование литейной гусеницы (2, 3), которая использована в качестве стенки литейной формы.
11. Транспортирующее устройство (1) по п. 6, отличающееся тем, что охлаждающие блоки (5) содержат нижнюю сторону, обращенную к роликам (10), и плоскую охлаждающую поверхность (37) на противоположной стороне, и две параллельные плоскости, содержащие геометрические оси осей (43) роликов или шарнирных осей (42), перпендикулярные охлаждающей поверхности (37).
12. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что каждый роликовый элемент (4) содержит по меньшей мере четыре ролика (10), причем соответственно два ролика (10) расположены на первом и втором конце (35, 36) каждого корпуса (34) роликового элемента, и ролики (10), расположенные на первом конце (35), смещены перпендикулярно центральной плоскости (9) относительно роликов (10), расположенных на втором конце (36).
13. Транспортирующее устройство (1) по п.12, отличающееся тем, что два ролика (10), расположенные на первом конце (35) каждого корпуса, расположены на расстоянии А друг от друга, а два ролика, расположенные на втором конце (36) каждого корпуса, расположены на расстоянии В≠А друг от друга, при этом расстояния А и В установлены так, что два ролика (10), расположенные на первом конце (35) каждого корпуса, размещены между роликами (10), расположенными на втором конце (36) каждого корпуса смежного роликового элемента (4).
14. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что направляющие дорожки (20) по меньшей мере в одном участке траектории U циркуляции, в котором роликовые элементы (4), вследствие гравитации, выпадают из направляющих дорожек (20), содержат первые и вторые поверхности (12а, 12b) качения роликов, которые расположены друг против друга.
15. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что направляющие дорожки (20) содержат отклоняющие дуги (21), и в области отклоняющих дуг (21) направляющие дорожки (20) содержат первую и вторую поверхности (12а, 12b) качения роликов, расположенные друг против друга в радиальном направлении, так что ролики (10) катятся на первой или второй поверхности (12а, 12b) качения роликов в зависимости от направления нагрузки.
16. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что направляющие дорожки (20) содержат соответственно первую и/или вторую поверхность (12а, 12b) качения роликов, ориентированную к центральной плоскости (9), и первую и/или вторую поверхность (12а, 12b) качения роликов, ориентированную от центральной плоскости (9).
17. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что корпуса (34) роликовых элементов (4) выполнены в виде охлаждающих блоков (5), и ролики (10) прикреплены к охлаждающим блокам (5).
18. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что корпуса (34) роликовых элементов (4) содержат роликовую тележку (6).
19. Транспортирующее устройство (1) по п. 18, отличающееся тем, что на каждой роликовой тележке (6) охлаждающие блоки (5) расположены перпендикулярно центральной плоскости (9).
20. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что приводное устройство (33) содержит по меньшей мере одно приводное колесо (23).
21. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что направляющие дорожки (20) содержат соответственно две отклоняющие дуги (21), и приводное колесо (23), расположенное в области каждой отклоняющей дуги (21) соответственно по обе стороны центральной плоскости (9).
22. Транспортирующее устройство (1) по п. 20, отличающееся тем, что ролики (10) роликового элемента (4), геометрические оси которых лежат на общей прямой линии (11а, 11b), или механические оси данных роликов (10) содержат выступы (14), перпендикулярные центральной плоскости (9), а приводные колеса (23) на своей периферии содержат углубления (24), которые входят в зацепление с выступами (14).
23. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что каждая направляющая дорожка (20), при виде в вертикальном направлении, параллельном локальному вектору силы тяжести, содержит верхнюю и нижнюю секцию (27а, 27b) направляющей дорожки, и по меньшей мере верхняя секция (27а) направляющей дорожки содержит по меньшей мере одну первую поверхность (12а) качения роликов.
24. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что каждая направляющая дорожка (20) содержит отклоняющую дугу (21), которая в вертикальном направлении, параллельном силе тяжести в верхней секции, содержит первое отверстие (28) на второй поверхности (12b) качения роликов, ориентированное к центральной плоскости (9), и второе отверстие (29) на второй поверхности (12b) качения роликов, ориентированное от центральной плоскости (9), причем расстояние между первым отверстием (28) и вторым отверстием (29), измеренное в направлении циркуляционного движения роликовых элементов (4), соответствует измеренному в направлении циркуляционного движения расстоянию между геометрическими осями роликов (10), расположенных на роликовом элементе (4).
25. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что оно содержит продольную ось (30), и направляющие дорожки (20) выполнены раздвижными в направлении продольной оси (30) с образованием между смежными роликовыми элементами (4) промежутка, который позволяет удалять роликовый элемент (4) из направляющих дорожек (20).
26. Транспортирующее устройство (1) по п. 25, отличающееся тем, что поверхности (12а, 12b) качения роликов каждой направляющей дорожки (20) содержат первую и вторую секции (38, 39), выполненные с возможностью перемещения относительно друг друга с обеспечением совмещения в направлении циркуляционного движения.
27. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что направляющие дорожки (20) содержат соответственно одну отклоняющую дугу (21), закрепленную с возможностью поворота, причем поворотно закрепленные отклоняющие дуги (21) расположены симметрично относительно центральной плоскости (9) и выполнены с возможностью поворота вокруг оси (31) поворота, перпендикулярной центральной плоскости (9).
28. Транспортирующее устройство (1) по п. 27, отличающееся тем, что ось (31) поворота соединяет края вторых поверхностей (12b) качения роликов в соединительном участке между поворотно закрепленными отклоняющими дугами (21) и примыкающими к ним нижними прямолинейными секциями (27b) направляющих дорожек.
29. Транспортирующее устройство (1) по п. 15, отличающееся тем, что в области отклоняющих дуг (21) направляющих дорожек (20) соответственно приводное колесо (23) прочно прикреплено с возможностью вращения к приводной оси (25) на каждой стороне центральной плоскости (9), и соответственно приводная ось (25) расположена коаксиально с геометрической осью отклоняющих дуг (21).
30. Транспортирующее устройство (1) по п. 1 или 2, отличающееся тем, что роликовые элементы (4) не соединены друг с другом в направлении циркуляционного движения.
31. Применение транспортирующего устройства (1) по любому из пп. 1-30 в качестве литейной гусеницы (2, 3) машины для литья.
32. Применение транспортирующего устройства (1) по любому из пп. 1-30 в качестве базового модуля (32) модульной литейной гусеницы (2, 3) машины для литья.
| WO 9526842 A1, 12.10.1995 | |||
| МЕХАНИЗМ ДЛЯ НАПРАВЛЕНИЯ ЛИТЕЙНЫХ ЛЕНТ МАШИН ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ОСНАЩЕННЫЙ НЕВРАЩАЮЩИМСЯ ПОЛУЦИЛИНДРИЧЕСКИМ ПОДЪЕМНЫМ ОПОРНЫМ УСТРОЙСТВОМ ДЛЯ ЛЕНТЫ | 2006 |
|
RU2346787C2 |
| ЛЕНТОЧНАЯ РАЗЛИВОЧНАЯ УСТАНОВКА | 1997 |
|
RU2160176C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИЛОВЫХ ЭФИРОВ МЕТАКРИЛОВОЙ КИСЛОТЫ | 0 |
|
SU317285A1 |

