Способ и колонна абсорбционной очистки газов от нежелательных примесей могут быть использованы для очистки газовых потоков от примесей в широком диапазоне концентраций, а также для разделения газовых смесей на индивидуальные компоненты на предприятиях нефтяной, газовой, химической и других отраслей промышленности.
Классическим является способ абсорбционной очистки газа от примеси нежелательного компонента противоточным реализуемым в колонных массообменных аппаратах контактом очищаемого газа и селективного абсорбента (Александров И.А. Ректификационные и абсорбционные аппараты. М.: Химия. – 1971. – 296 с.), однако по мере развития химической технологии все больше возрастает необходимость очистки смеси газов от нескольких нежелательных примесей.
Известны способ и установка очистки природного газа от диоксида углерода и сероводорода в две стадии абсорбции: на первой стадии осуществляется селективная очистка по отношению к диоксиду углерода с выделением кислого газа, в котором содержание диоксида углерода не превышает 30-40%, и очищенного газа с содержанием сероводорода не более 5-7 мг/м3, отправляемого далее на вторую стадию абсорбции с получением очищенного газа с содержанием диоксида углерода не более 50-200 мг/м3 и полным отсутствием сероводорода и кислого газа с содержанием сероводорода не более 200 мг/м3, при этом насыщение алкиламинового абсорбента на каждой стадии абсорбции кислыми компонентами не превышает 0,4 моль/моль, а природный газ имеет соотношение сероводорода к диоксиду углерода, равное 1,0, но не более 1,5, и концентрацию сероводорода от 3,5 до 8,0 % об. (патент на изобретение RU 2547021, МПК B01D 53/14, B01D 53/52, B01D 53/62, C10L3/10, заявлен 20.02.2014, опубликован 10.04.2015). Недостатками данного изобретения являются:
сложность технологической схемы установки, связанная, прежде всего, с тем, что различные извлекаемые компоненты абсорбируются в разных абсорберах, формируя ряд технологических циклов в пределах одной установки;
отсутствие возможности дальнейшего криогенного выделения этана из потока природного газа из-за насыщения очищаемого газа влагой при контакте его с абсорбентом;
постепенное увеличение концентрации метанола в регенерированном абсорбенте и снижение абсорбирующей способности водного раствора аминов по отношению к сероводороду и диоксиду углерода, к чему приводит возвращение метанола вместе со сконденсированной водой в регенерируемый абсорбент во время регенерации абсорбента при наличии в поступающем природном газе метанола, растворяющегося в абсорбенте совместно с сероводородом и диоксидом углерода;
неоптимальное функционирование абсорбента при одновременной абсорбции сероводорода и диоксида углерода из-за падения абсорбирующей способности ниже потенциальной.
Известен способ переработки природных газов, включающий извлечение из газов воды, диоксида углерода, сероводорода, углеводородов C2 и выше, инертных газов, отличающийся тем, что природные газы, существенно различающиеся по содержанию примесей, перерабатывают раздельно, при этом низкокалорийный природный газ, содержащий диоксида углерода больше, чем сероводорода, и с высоким содержанием диоксида углерода, перерабатывают последовательно на первой установке глубокой аминовой очистки от сероводорода и селективной очистки от диоксида углерода с использованием в качестве абсорбента водных растворов алкиламинов и на второй установке глубокой аминовой очистки от диоксида углерода с использованием в качестве абсорбента водных растворов моно-, ди-, триэтаноламина или их смесей, а высококалорийный природный газ, содержащий диоксида углерода меньше, чем сероводорода, с низким содержанием диоксида углерода, перерабатывают на установке глубокой аминовой очистки от диоксида углерода и сероводорода с использованием в качестве абсорбента водных растворов моно-, ди-, триэтаноламина или их смесей (патент на изобретение RU 2560406, МПК B01D 53/00, заявлен 29.10.2013, опубликован 20.08.2015). Основным недостатком данного изобретения является сложность технологической схемы установки, связанная, прежде всего, с тем, что различные извлекаемые компоненты абсорбируются в разных абсорберах, при этом даже изменение в соотношении исходных извлекаемых компонентов, например, изменение характера сырья с низкокалорийного на высококалорийный, требует изменения технологической схемы и, соответственно, технологического режима.
Известен способ удаления диоксида углерода из выхлопных газов абсорбцией регенерированным абсорбентом в секционированной абсорбционной колонне 13 с контактными устройствами в нижней ее секции 13А, частично очищенный выхлопной газ из нижней секции 13А дополнительно очищается и охлаждается за счет циркуляционного орошения контактных устройств водой противотоком по отношению к очищаемому выхлопному газу в верхней секции 13В, при этом часть циркулирующей воды из секции 13В поступает на орошение контактных устройств средней части 13С секционированной абсорбционной колонны 13 также противотоком по отношению к очищаемому выхлопному газу и далее смешивается с абсорбентом в верхней части секции 13А, в частности, охлажденная циркулирующая вода может вводиться в секционированную абсорбционную колонну 13 со стадии регенерации абсорбента (патент на изобретение WO/2014/024548, МПК B01D 53/62, B01D 53/14, C01B 31/20, заявлен 29.05.2013, опубликован 13.02.2014). Недостатками изобретения являются:
1) введение в процесс больших расходов воды, соизмеримых с производительностью процесса по извлекаемому диоксиду углерода в целом, в связи с низкой растворимостью диоксида углерода в воде, так при 21 °С температуры и 1 МПа давления в 1 объеме воды растворяется всего 0,33 объема диоксида углерода, а при 40 °С температуры и 10 МПа давления в 1 объеме воды растворяется 1 объем диоксида углерода;
2) значительное увеличение дополнительных энергозатрат, которых требует использование малоэффективного циркуляционного орошения водой верхней секции 13В, на привод циркуляционного насоса и охлаждение циркулирующей воды;
3) снижение абсорбционной способности основного поглощающего диоксид углерода абсорбента за счет разбавления его водой в основной абсорбционной секции 13А, приводящее к дополнительной нагрузке по жидкости колонны регенерации абсорбента и увеличению энергозатрат на регенерацию;
4) низкая эффективность секции 13С, где очищенный от диоксида углерода выхлопной газ контактирует с уже частично насыщенной диоксидом углерода водой при повышенной температуре газа за счет выделения теплоты абсорбции в секции 13А, что может привести к негативному процессу десорбции диоксида углерода из воды.
Известен абсорбер для удаления диоксида углерода из выхлопных газов абсорбцией регенерированным абсорбентом в виде секционированной абсорбционной колонны 13 с контактными устройствами, состоящей из трех секций: в нижней секции 13А происходит процесс абсорбционной очистки выхлопных газов, поступающих в низ секции 13А, абсорбентом, поступающим на верх секции 13А, далее частично очищенный выхлопной газ из нижней секции 13А проходит через среднюю секцию 13С и через глухую тарелку вводится в низ секции 13В, где дополнительно очищается и охлаждается за счет циркуляционного орошения контактных устройств водой противотоком по отношению к очищаемому выхлопному газу, при этом часть циркулирующей воды из секции 13В поступает на орошение контактных устройств средней части 13С колонны 13 также противотоком по отношению к очищаемому выхлопному газу и далее смешивается с абсорбентом в верхней части секции 13А (патент на изобретение WO/2014/024548, МПК B01D 53/62, B01D 53/14, C01B 31/20, заявлен 29.05.2013, опубликован 13.02.2014). Недостатками изобретения являются:
1) низкая эффективность контактных устройств в секциях 13В и 13С, которая приводит к увеличению объема контактных устройств в этих секциях и, соответственно, капитальных затрат на сооружение абсорбера, в связи с плохой растворимостью диоксида углерода в воде;
2) дополнительное увеличение капитальных и эксплуатационных затрат из-за использования циркуляционного насоса и холодильника циркулирующей воды в секции 13В;
3) необходимость поддержания высокого уровня циркулирующей воды на глухой тарелке для обеспечения работы циркуляционного насоса, приводящая к дополнительному увеличению высоты абсорбера без соответствующего увеличения эффективности его работы;
4) вызванное снижением абсорбционной способности основного абсорбента и увеличением объема контактных устройств в секции 13А из-за разбавления водой основного абсорбента секции 13А, к которому приводит прямой сток воды из нижнего контактного устройства секции 13С на верхнее контактное устройство секции 13А, увеличение капитальных затрат на сооружение абсорбера.
Известен прямоточный абсорбер, содержащий корпус со штуцерами для входа и выхода газа и штуцерами для входа и выхода жидкости, расположенными внутри корпуса распределителем жидкости, массообменной секцией и каплеотбойником, отличающийся тем, что массообменная секция выполнена в виде горизонтальных полок с размещенными на них пакетами регулярной пластинчатой насадки, при этом пакет регулярной насадки формируется из отдельных гофрированных листов, разделенных между собой проставками из плоского листа, с образованием между листами каналов (патент на изобретение RU 2491982 C1, МПК B01D 53/18, заявлен 03.04.2012, опубликован 10.09.2013). Недостатками изобретения являются:
1) низкая эффективность прямоточного движения газовой и жидкой фаз при абсорбционной очистке, вызванная тем, что на заключительной стадии процесса уже весьма насыщенный абсорбент с высокой концентрацией извлекаемого компонента контактирует с частично очищенным газом с низкой концентрацией извлекаемого компонента и даже при достижении равновесия фаз высокая глубина очистки газа будет недостижима;
2) частичное расслоение газовой и жидкой фаз, последовательно чередующихся горизонтально и сверху вниз вместо полного их смешения фаз при прямоточном движении фаз в массообменной секции, приводящее к прекращению массообмена между фазами в зонах расслоения фаз и снижению эффективности процесса абсорбции в аппарате в целом;
3) возрастание капитальных и эксплуатационных затрат на реализацию процесса, к чему приводит необходимость многократного увеличения высоты контактного устройства и резкого увеличения потерь напора в системе за счет увеличения скорости и протяженности потока в абсорбере для обеспечения необходимого времени контакта газовой и жидкой фаз, так как минимально-необходимая скорость газового потока, обеспечивающая подъем жидкости с полки и распределение ее по объему насадки при условии прямотока, соответствует условиям турбулизации неоднородной системы жидкость-газ и многократно превышает скорость газового потока при противотоке.
Известен также фракционирующий абсорбер, в котором расположены абсорбционная и отпарная массообменные секции, зона питания с патрубком ввода очищаемого газа, размещенная между ними, верхняя сепарационная зона с патрубками ввода абсорбента и вывода очищенного газа и нижняя сепарационная зона с патрубком вывода абсорбата, отличающийся тем, что массообменные секции разделены на две подсекции, каждая из которых содержит, по меньшей мере, один тепломассообменный блок, оснащенный патрубками ввода и вывода теплоносителя или хладоагента, выполненный из тепломассообменных элементов, например, спирально-радиального типа, образующих внутреннее пространство для прохода теплоносителя или хладоагента и наружное пространство для противоточного массообмена между газом и падающей пленкой жидкости, при этом патрубок вывода абсорбата и нижний патрубок отпарной подсекции, примыкающей к зоне питания, а также патрубок вывода очищенного газа и верхний патрубок абсорбционной подсекции, примыкающей к зоне питания, попарно соединены трубопроводами, а наружное пространство тепломассообменных блоков абсорбционной секции заполнено массообменной насадкой (патент на изобретение RU 2530133 C1, МПК B01D 53/14, заявлен 11.06.2013, опубликован 10.10.2014). Недостатками изобретения являются:
1) нарушение гидродинамической структуры потоков газа и жидкости в насадке в зонах размещения теплообменных конструкций, приводящее к увеличению скорости потоков фаз, снижению времени контакта фаз и снижению эффективности массопереноса в этих зонах;
2) возможный унос капельной жидкости на вышележащие секции и снижение за счет этого эффективности массопередачи из-за увеличения скорости потока газовой фазы в насадке в зонах размещения теплообменных конструкций;
3) реализация размещения теплообменных конструкций только в слоях нерегулярной насадки, менее эффективной с позиций массообмена по сравнению с регулярной насадкой.
Общими недостатками рассмотренных способов и устройств для абсорбционной очистки газов от нескольких нежелательных примесей являются:
1) неоптимальное функционирование абсорбентов при одновременной соабсорбции нескольких примесей, приводящее к необходимости увеличения расхода абсорбента и увеличения в связи с этим диаметра абсорбционной колонны и энергозатрат на регенерацию абсорбента;
2) необходимость формирования сложных технологических схем с несколькими замкнутыми циклами абсорбции-регенерации для обеспечения необходимой глубины очистки газов от конкретных примесей;
3) приводящий к увеличению диаметра абсорбционной колонны и росту материалоемкости аппарата ввод в абсорбер больших расходов абсорбента, требующихся для очистки газов с высокой концентрацией извлекаемых примесей;
4) ограниченное диаметром существующей абсорбционной колонны из-за предела уровня жидкости в распределителях жидкости и проходного сечения контактных устройств по жидкой фазе наращивание производительности, требующей одновременного увеличения расхода абсорбента, при реконструкции установок абсорбционной очистки газов.
При создании изобретения ставились следующие задачи расширения потенциальных возможностей абсорбционного способа очистки газов от нежелательных примесей и совершенствования конструкции колонны абсорбционной очистки газов:
1) раздельное использование в одном аппарате нескольких абсорбентов, каждый из которых селективно извлекает из потока очищаемого газа конкретную примесь;
2) абсорбционное извлечение каждой извлекаемой примеси в оптимальном для нее режиме;
3) уменьшение диаметра колонны и ее материалоемкости за счет дробной подачи абсорбента в зону абсорбции в оптимальном режиме;
4) существенное увеличение производительности колонны при ее реконструкции за счет наращивания ее высоты с одновременным эквивалентным увеличением подачи абсорбента без захлебывания контактных массообменных устройств.
Решение поставленной задачи достигается тем, что в способе абсорбционной очистки газов от нежелательных примесей, включающем противоточный контакт очищаемого газа и регенерированного абсорбента в массообменной колонне с получением очищенного газа и насыщенного абсорбента, насадочное контактное устройство массообменной колонны разделяют по высоте на самостоятельные массообменные секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента, при этом поток очищаемого газа последовательно пропускают через все самостоятельные массообменные секции массообменной колонны снизу вверх, поток регенерированного абсорбента вводят в верхнюю часть каждой самостоятельной массообменной секции, а поток насыщенного абсорбента выводят из нижней части каждой самостоятельной массообменной секции. Подобное секционирование абсорбционного процесса по жидкой фазе (абсорбенту) позволяет при непрерывном прохождении очищаемого газа снизу вверх формировать оптимальные условия абсорбционной очистки газа в каждой отдельной секции, в частности, появляется возможность увеличения движущей силы абсорбционного процесса и за счет этого его интенсификации, поскольку в каждую секцию вводится регенерированный абсорбент, тогда как обычно в абсорбционной колонне по ее высоте очищаемый газ контактирует с уже частично насыщенным абсорбентом. Кроме того, за счет уменьшения нагрузки контактных устройств массообменной колонны по жидкой фазе, приходящейся на одну самостоятельную массообменную секцию, появляется возможность уменьшения диаметра массообменной колонны, проходного сечения контактных устройств по жидкой фазе и снижения материалоемкости аппарата в целом.
При наличии в очищаемом газе одной извлекаемой примеси в каждую самостоятельную массообменную секцию и/или группы смежных самостоятельных массообменных секций подают один вид селективного регенерированного абсорбента, расход которого в каждую секцию определяется движущей силой абсорбционного процесса в конкретной секции, при этом потоки насыщенного абсорбента, выводимые из нижней части каждой самостоятельной массообменной секции и/или группы смежных самостоятельных массообменных секций, для регенерации объединяют в общий поток за пределами массообменной колонны.
Целесообразно, чтобы изменение концентрации извлекаемой примеси для каждой самостоятельной массообменной секции dC принималось одинаковым для всех самостоятельных массообменных секций и определялось по уравнению:
dC=(CН - СК)/N ,
где CН – концентрация извлекаемой примеси в очищаемом газе на входе в массообменную колонну,
СК – концентрация извлекаемой примеси в очищаемом газе на выходе из массообменной колонны,
N – число самостоятельных массообменных секций по высоте массообменной колонны, поскольку при этом обеспечивается одинаковое количество регенерированного абсорбента, подаваемого в каждую самостоятельную массообменную секцию.
Возможна также минимизация суммарного расхода регенерированного абсорбента за счет подачи оптимального расхода регенерированного абсорбента в каждую самостоятельную массообменную секцию, при этом минимальный расход регенерированного абсорбента определяют по такому распределению концентраций извлекаемой примеси на входе газа в j-тую самостоятельную массообменную секцию СН,J и на выходе из нее С К,J, что
Σ(СН,J - СК,J)/(K*СК,J)=min,
где К – константа Генри при абсорбции.
При наличии в исходном газе двух или более извлекаемых примесей, существенно отличающихся сродством к абсорбентам, в каждую самостоятельную массообменную секцию и/или группы смежных самостоятельных массообменных секций для извлечения конкретной примеси подают соответствующий вид селективного регенерированного абсорбента, что позволяет обеспечить оптимальные условия абсорбционного извлечения каждой из примесей, уменьшить высоту и материалоемкость колонны. Температура абсорбционной очистки в каждой самостоятельной массообменной секции регулируют за счет изменения температуры регенерированного абсорбента, нагреваемого или охлаждаемого в дополнительных внешних теплообменниках.
Целесообразно для увеличения извлечения конкретной примеси в одну или несколько самостоятельных массообменных секций с перекрестноточным движением очищаемого газа и регенерированного абсорбента осуществлять дополнительный ввод одного или нескольких потоков одного вида селективного регенерированного абсорбента на промежуточные ступени с одинаковыми или разными параметрами.
Поставленная задача решается также тем, что в массообменной колонне абсорбционной очистки газов от нежелательных примесей, включающей вертикальный корпус для противоточного контакта очищаемого газа и регенерированного абсорбента в насадочном контактном устройстве, штуцера ввода очищаемого и вывода очищенного газа, насадочное контактное устройство разделяют по высоте на самостоятельные массообменные секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента, при этом каждую самостоятельную массообменную секцию отделяют от смежной самостоятельной массообменной секции глухой тарелкой и снабжают в верхней части низконапорным распределителем жидкости с штуцером ввода регенерированного абсорбента, при этом глухую тарелку оборудуют аккумулятором для сбора насыщенного абсорбента с штуцером вывода насыщенного абсорбента из корпуса массообменной колонны и патрубком для перехода очищаемого газа из нижерасположенной самостоятельной массообменной секции в вышерасположенную самостоятельную массообменную секцию сквозь глухую тарелку. Секционирование по высоте насадочного контактного устройства с образованием самостоятельных массообменных секций и индивидуальной подачей в них регенерированного абсорбента позволяет уменьшить нагрузку жидкой фазы на контактные устройства, уменьшить их поперечное сечение и металлоемкость аппарата в целом.
Целесообразно в самостоятельной массообменной секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента использовать регулярную насадку системы PETON, которая при противоточном движении очищаемого газа и регенерированного абсорбента формирует развитую поверхность раздела фаз и имеет высокую порозность, а при перекрестноточном движении фаз образует в самостоятельной массообменной секции пакет насадки с независимыми сечениями для прохода потока очищаемого газа по горизонтальной и стока абсорбента по вертикальной оси пакета насадки.
Для достижения большей эффективности контакта фаз целесообразно использовать в самостоятельной массообменной секции с перекрестноточным движением очищаемого газа и регенерированного абсорбента несколько промежуточных ступеней регулярной насадки системы PETON, разделенных промежуточными низконапорными распределителями жидкости и промежуточными устройствами для ввода регенерированного абсорбента.
Целесообразно, чтобы патрубки двух последовательно расположенных глухих тарелок размещать с разных сторон от регулярной насадки самостоятельной массообменной секции по ходу движения очищаемого газа.
В тех случаях, когда в нескольких смежных самостоятельных массообменных секциях используется один вид абсорбента, штуцер вывода насыщенного абсорбента из корпуса массообменной колонны вышележащей самостоятельной массообменной секции и штуцер ввода регенерированного абсорбента в низконапорный распределитель жидкости нижележащей самостоятельной массообменной секции снабжают переточной трубой, при этом в колонне абсорбционной очистки газов из М смежных самостоятельных массообменных секций, снабженных М-1 переточной трубой, формируют группу смежных самостоятельных массообменных секций, в которую подают один вид селективного абсорбента. Число смежных самостоятельных массообменных секций М в группе смежных самостоятельных массообменных секций определяют из условия:
 ,
,
где Z – необходимая глубина извлечения конкретной примеси в данной группе смежных самостоятельных массообменных секций,
Zi – глубина извлечения конкретной примеси в одной самостоятельной массообменной секции.
Заявляемое изобретение иллюстрируется чертежами, где на фигурах 1-7, содержащих следующие позиции, представлен ряд вариантов конструктивного и технологического решения способа и колонны абсорбционной очистки газов от нежелательных примесей:
1 – вертикальный корпус массообменной колонны;
2 – штуцер ввода очищаемого газа;
3 – штуцер вывода очищенного газа;
4 – регулярная насадка;
5 – низконапорный распределитель жидкости;
6 – штуцер ввода регенерированного абсорбента;
7 – глухая тарелка;
8 – аккумулятор для сбора насыщенного абсорбента;
9 – штуцер вывода насыщенного абсорбента;
10 – патрубок;
11 – перемычка;
12 – переточная труба;
13 – закрытый клапан;
14 – открытый клапан.
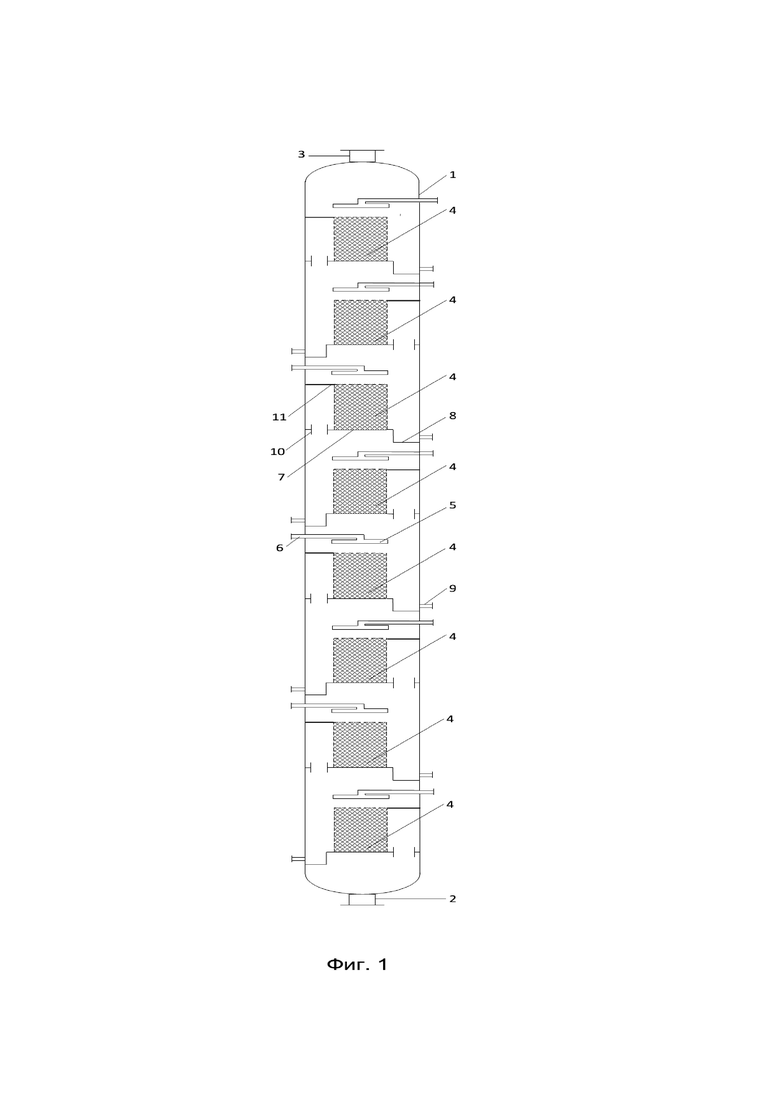
На фигуре 1 приведен общий вид массообменной колонны абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки системы PETON, разделенным на восемь самостоятельных массообменных секций с возможностью ввода регенерированного абсорбента и вывода насыщенного абсорбента для каждой самостоятельной массообменной секции. Очищаемый газ через штуцер ввода очищаемого газа 2 поступает в вертикальный корпус массообменной колонны 1, где в каждой из восьми самостоятельных массообменных секций размещена регулярная насадка 4, и, последовательно перемещаясь снизу вверх, контактирует в каждой самостоятельной массообменной секции с потоком регенерированного абсорбента, направляемого в верхнюю часть каждой самостоятельной массообменной секции через штуцер ввода регенерированного абсорбента 6 и низконапорный распределитель жидкости 5. Полученный в результате контакта частично очищенный газ через патрубок 10 глухой тарелки 7 переходит из нижерасположенной самостоятельной массообменной секции в вышерасположенную самостоятельную массообменную секцию для углубления очистки с помощью потока свежего регенерированного абсорбента. Поток очищенного газа после последовательного прохождения снизу вверх всех самостоятельных массообменных секций выводится из вертикального корпуса массообменной колонны 1 через штуцер вывода очищенного газа 3. Поток насыщенного абсорбента после контакта с очищаемым газом накапливается в аккумуляторе для сбора насыщенного абсорбента 8 глухой тарелки 7 и оттуда через штуцер вывода насыщенного абсорбента 9 выводится из каждой самостоятельной массообменной секции за пределы вертикального корпуса массообменной колонны 1 для проведения регенерации. Чтобы не допустить проскока очищаемого газа в каждой самостоятельной массообменной секции установлена перемычка 11, которая с одной стороны сопряжена с вертикальным корпусом массообменной колонны 1, а с другой – с регулярной насадкой 4.
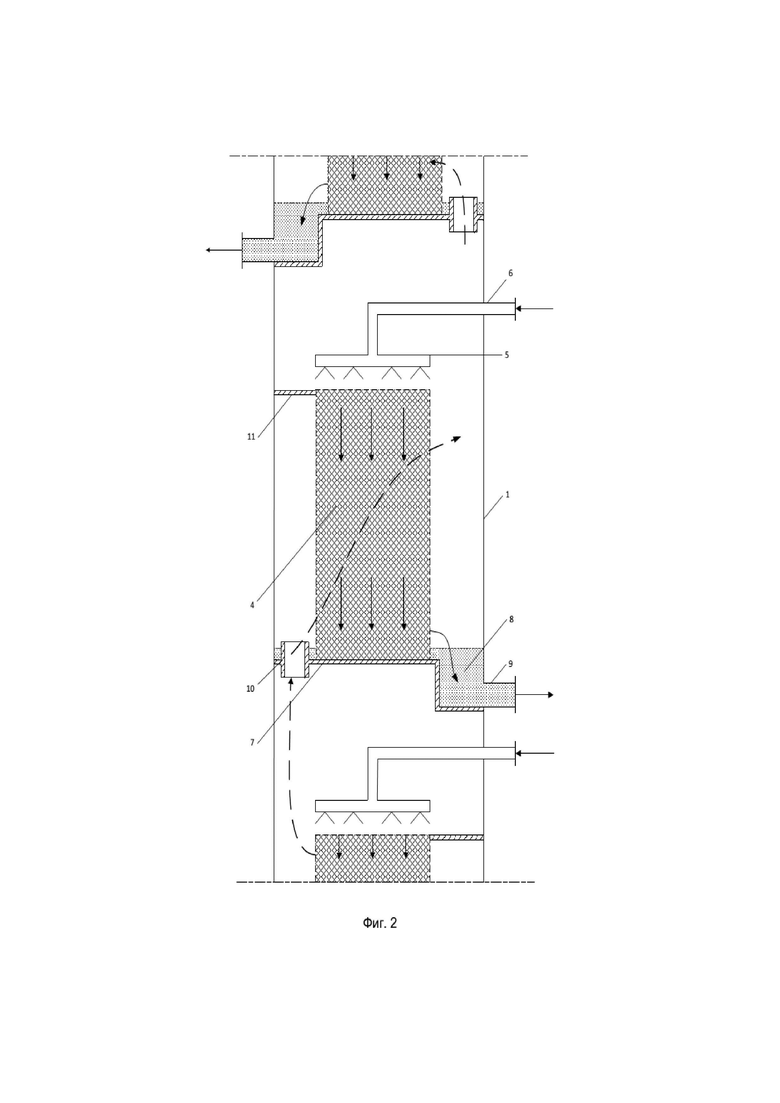
На фигуре 2 приведен принцип работы одной самостоятельной массообменной секции массообменной колонны абсорбционной очистки газов от нежелательных примесей c перекрестноточным движением очищаемого газа и регенерированного абсорбента в регулярной насадке системы PETON, где с помощью сплошных линий со стрелками отображено движение потока жидкого абсорбента, а с помощью пунктирных – движение потока очищаемого газа. В процессе контакта горизонтального потока очищаемого газа с нисходящим по регулярной насадке 4 в пленочном режиме потока регенерированного абсорбента происходит перенос извлекаемой примеси из газовой фазы в жидкую. Нормальное сечение массообменной колонны в силу специфики конструкции заполнено насадочным контактным устройством частично.
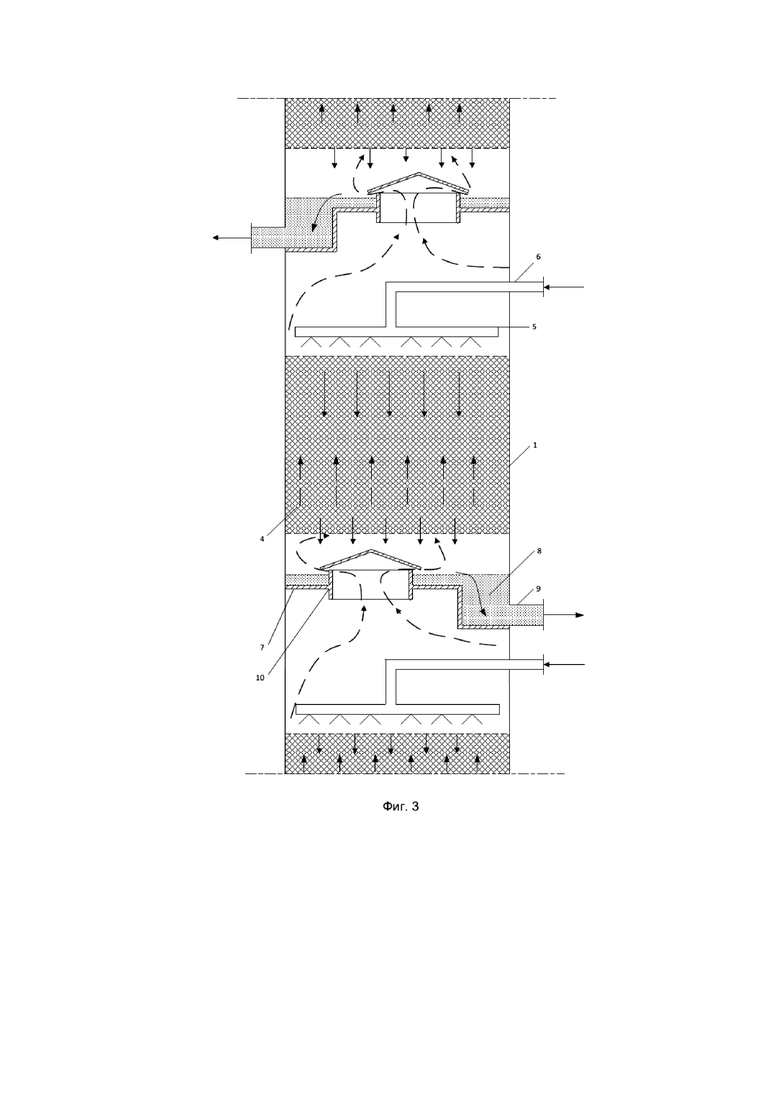
На фигуре 3 приведен принцип работы одной самостоятельной массообменной секции массообменной колонны абсорбционной очистки газов от нежелательных примесей с противоточным движением очищаемого газа и регенерированного абсорбента в регулярной насадке, где с помощью сплошных линий со стрелками отображено движение потока жидкого абсорбента, а с помощью пунктирных – движение потока очищаемого газа. В процессе контакта вертикального восходящего потока очищаемого газа с нисходящим по регулярной насадке 4 в пленочном режиме потока регенерированного абсорбента происходит перенос извлекаемого компонента из газовой фазы в жидкую. Нормальное сечение массообменной колонны в силу специфики конструкции заполнено насадочным устройством полностью.
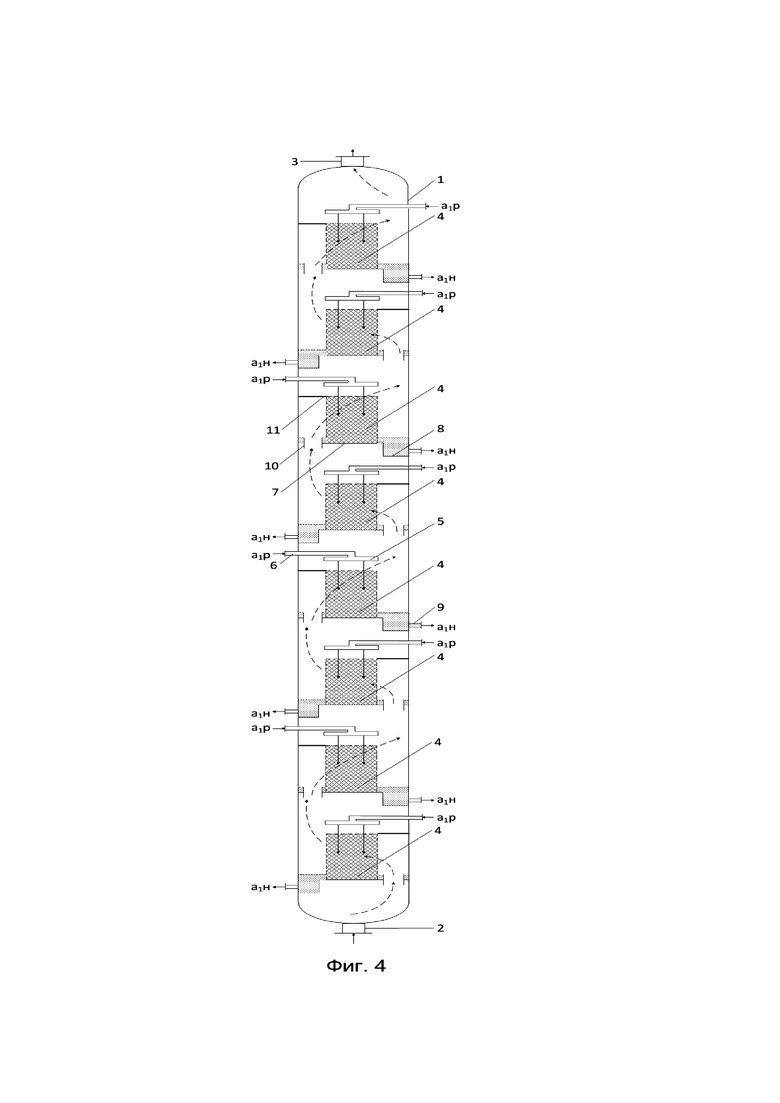
На фигуре 4 приведен вариант работы массообменной колонны абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки, разделенным на восемь самостоятельных массообменных секций, при котором в каждую самостоятельную массообменную секцию вводится сверху регенерированный абсорбент а1р через штуцер ввода регенерированного абсорбента 6 и выводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а1н. В процессе контакта горизонтального потока очищаемого газа с нисходящим по регулярной насадке 4 в пленочном режиме потока регенерированного абсорбента происходит перенос извлекаемой примеси из газовой фазы в жидкую, при этом поток очищаемого газа проходит последовательно снизу вверх все самостоятельные массообменные секции, контактируя с относительно небольшой порцией регенерированного абсорбента в каждой самостоятельной массообменной секции, что эквивалентно снижению нагрузки по жидкой фазе на контактные массообменные устройства.
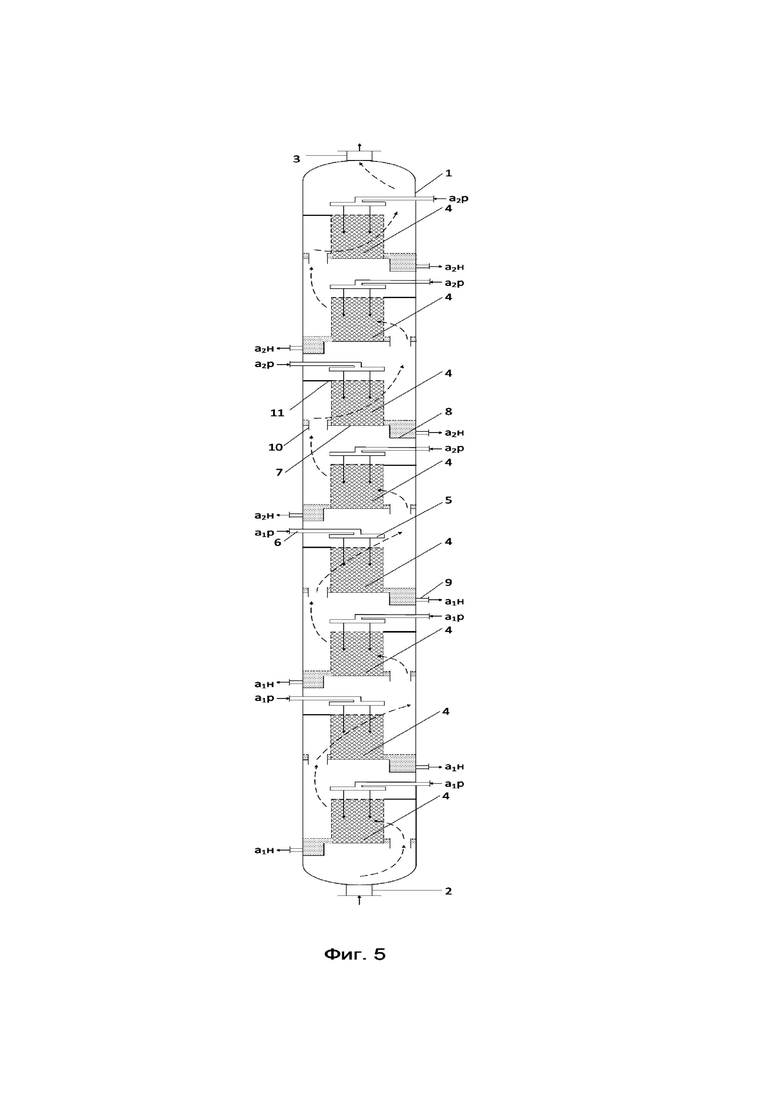
На фигуре 5 приведен вариант работы массообменной колонны абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки, разделенным на восемь самостоятельных массообменных секций, при котором при помощи двух различных регенерированных абсорбентов а1 и а2 извлекаются примеси, существенно отличающиеся сродством к абсорбентам, при этом в каждую из четырех нижних самостоятельных массообменных секций вводится сверху через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а1р и отводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а1н, а в каждую из четырех верхних самостоятельных массообменных секций вводится сверху через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а2р и отводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а2н. Поток очищаемого газа проходит последовательно снизу вверх все самостоятельные массообменные секции, контактируя с относительно небольшой порцией регенерированного абсорбента в каждой самостоятельной массообменной секции, что эквивалентно снижению нагрузки по жидкой фазе на контактные массообменные устройства. Использование двух селективных абсорбентов позволяет подобрать как оптимальный расход каждого абсорбента и соответствующий технологический режим для каждой самостоятельной массообменной секции, так и конструктивные размеры элементов регулярной насадки 4.
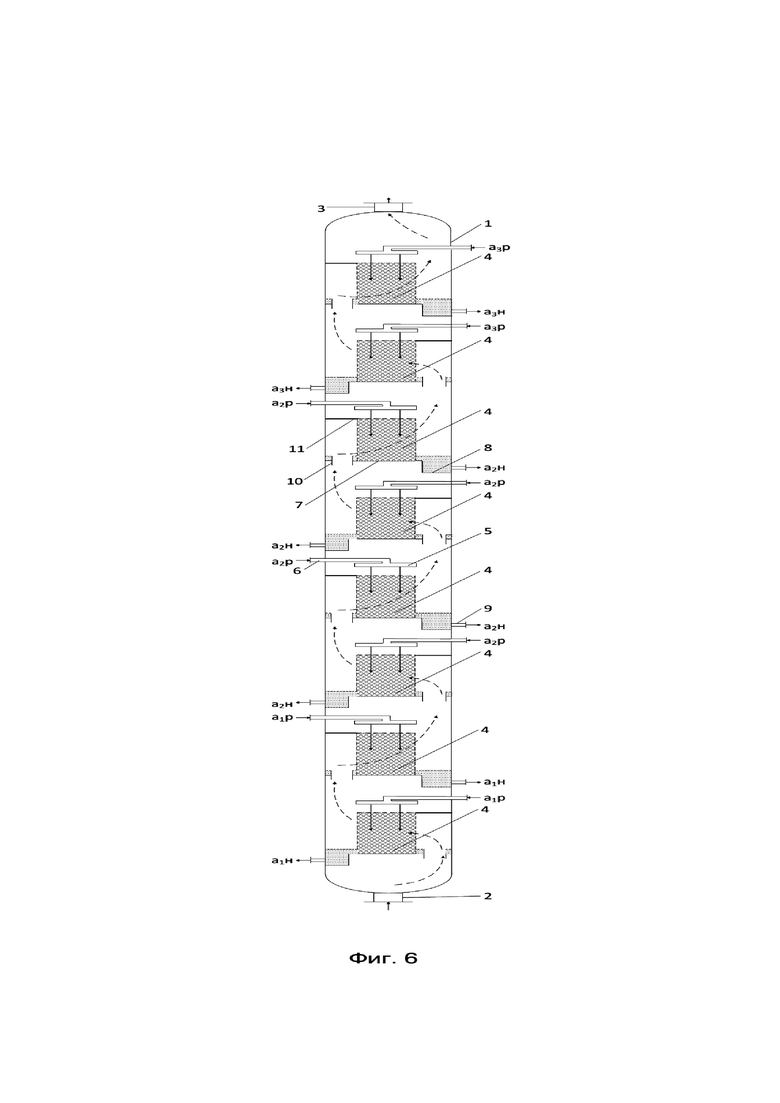
На фигуре 6 приведен вариант работы массообменной колонны абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки, разделенным на восемь самостоятельных массообменных секций, при котором при помощи трех различных регенерированных абсорбентов а1, а2 и а3 извлекаются примеси, существенно отличающиеся сродством к абсорбентам, при этом в каждую из двух нижних самостоятельных массообменных секций вводится сверху через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а1р и отводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а1н, в каждую из четырех средних самостоятельных массообменных секций вводится сверху через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а2р и отводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а2н, а в каждую из двух верхних самостоятельных массообменных секций вводится сверху через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а3р и отводится снизу через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а3н. Поток очищаемого газа проходит последовательно снизу вверх все самостоятельные массообменные секции, контактируя с относительно небольшой порцией регенерированного абсорбента в каждой самостоятельной массообменной секции, что эквивалентно снижению нагрузки по жидкой фазе на контактные массообменные устройства. Использование трех селективных регенерированных абсорбентов позволяет извлекать раздельно три примесных компонента из очищаемого газа, подобрать как оптимальный расход каждого абсорбента и соответствующий технологический режим для каждой самостоятельной массообменной секции, так и конструктивные размеры элементов регулярной насадки 4.
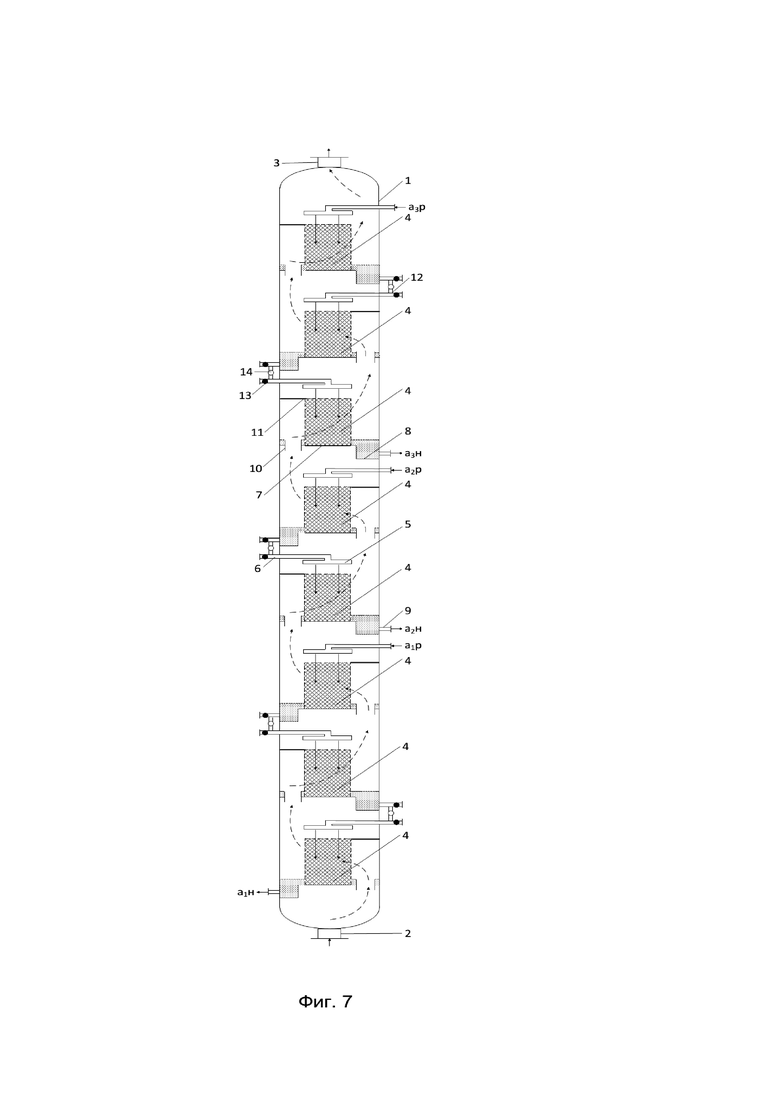
На фигуре 7 приведен вариант работы массообменной колонны абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки, разделенным на восемь самостоятельных массообменных секций, при котором при помощи трех различных регенерированных абсорбентов а1, а2 и а3 извлекаются примеси, существенно отличающиеся сродством к абсорбентам, при этом три нижние самостоятельные массообменные секции объединены в первую группу смежных самостоятельных массообменных секций при помощи переточных труб 12, сверху в первую группу секций вводится через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а1р и снизу отводится через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а1н, две средние самостоятельные массообменные секций объединены во вторую группу смежных самостоятельных массообменных секций при помощи переточной трубы 12, сверху во вторую группу секций вводится через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а2р и с низа отводится через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а2н, а три верхние самостоятельные массообменные секций объединены в третью группу смежных самостоятельных массообменных секций при помощи переточных труб 12, сверху в третью группу секций вводится через штуцер ввода регенерированного абсорбента 6 регенерированный абсорбент а3р и с низа отводится через штуцер вывода насыщенного абсорбента 9 насыщенный абсорбент а3н, при этом на переточных трубах 12 открытые клапаны 14, а на штуцерах вывода насыщенного абсорбента 9 и ввода регенерированного абсорбента 6 для двух смежных секций закрытые клапаны 13. Таким образом, массообменная колонна абсорбционной очистки газов от нежелательных примесей с насадочным контактным устройством в виде регулярной насадки, разделенным на восемь самостоятельных массообменных секций, становится эквивалентна трем классическим абсорбционным колоннам, состоящим соответственно из трех, двух и трех секций, в которых применены различные регенерированные абсорбенты. Поток очищаемого газа проходит последовательно снизу вверх все три группы самостоятельных массообменных секций, контактируя с относительно небольшими порциями регенерированного абсорбента в каждой группе самостоятельных массообменных секций, что эквивалентно снижению нагрузки по жидкой фазе на контактные массообменные устройства. Использование трех селективных регенерированных абсорбентов позволяет извлекать раздельно три примесных компонента из очищаемого газа, подобрать как оптимальный расход каждого регенерированного абсорбента и соответствующий технологический режим для каждой группы самостоятельных массообменных секций, так и конструктивные размеры элементов регулярной насадки 4. В отличие от варианта, приведенного на фигуре 6, в данном случае отпадает необходимость в дополнительных смесителях для усреднения состава насыщенного абсорбента перед регенерацией, отводимого с низа каждой самостоятельной массообменной секции через штуцер вывода насыщенного абсорбента 9.
Дополнительным преимуществом заявляемого изобретения является простота реконструкции действующих абсорбционных колонн под признаки заявляемого изобретения, которая заключается при сохранении корпуса абсорбционной колонны и действующих контактных устройств, каждое из которых становится самостоятельной массообменной секцией, в дополнительной установке штуцеров ввода регенерированного абсорбента 6 и вывода насыщенного абсорбента 9 для каждой самостоятельной массообменной секции, а также глухих тарелок 7 с аккумуляторами для сбора насыщенного абсорбента 8.
Преимущества заявляемого изобретения проиллюстрированы примерами расчета массообменных колонн абсорбционной очистки газов от нежелательных примесей, выполненными методом математического моделирования процесса очистки этановой фракции.
Исходные данные:
• расход этановой фракции — 100000 нм3/ч (143700 кг/ч);
• состав этановой фракции, %масс.:
азот – 1,368
метан – 2,000
этан – 60,000
сероводород – 15,742
диоксид углерода – 16,236
пропан – 4,654;
• состав регенерированного абсорбента, % масс.:
диэтаноламин – 16,141
метилдиэтаноламин – 16,872
вода – 66,872
сероводород – 0,081
диоксид углерода – 0,034;
• давление в абсорбционной колонне – 40 кг/см2;
• температура, 0С:
ввода очищаемого газа в колонну – 25;
ввода регенерированного абсорбента – 40;
• число теоретических тарелок в колонне – 8;
• число самостоятельных массообменных секций, эквивалентное одной теоретической тарелке – 2;
• высота одной самостоятельной массообменной секций – 1 м;
• удельная нагрузка по жидкой фазе на перекрестноточное контактное устройство в горизонтальном сечении – 180 м3/(м2*ч);
• площадь горизонтального сечения контактного устройства в колонне диаметром D составляет D2/4.
Пример 1. Выполнен расчет процесса очистки этановой фракции от сероводорода и диоксида углерода водным раствором аминов при подаче регенерированного абсорбента на верх массообменной колонны абсорбционной очистки газов от нежелательных примесей и постепенным его насыщением кислыми компонентами в классическом варианте абсорбционной колонны, соответствующем варианту последовательного контакта всего регенерированного абсорбента с очищаемым газом на всех контактных устройствах аппарата в виде восьми теоретических тарелок, соответствующих одной группе самостоятельных массообменных секций, включающей шестнадцать самостоятельных массообменных секций в массообменной колонне, эквивалентную классическому противотоку очищаемого газа и регенерированного абсорбента в абсорбционной колонне как прототипу. Результаты расчета приведены в таблице 1. Для эффективной очистки этановой фракции от кислых газов необходимо обеспечить ввод на верх массообменной колонны регенерированного абсорбента в количестве 960 т/ч. В этом случае площадь горизонтального сечения насадочного контактного устройства в массообменной колонне составит 5,3 м2, а диаметр колонны – 4,6 м. Высота массообменной колонны составит 20,6 м.
Пример 2. Выполнен расчет процесса очистки этановой фракции от сероводорода и диоксида углерода водным раствором аминов при разделении массообменной колонны абсорбционной очистки газов от нежелательных примесей на четыре группы самостоятельных массообменных секций, при этом каждая группа самостоятельных массообменных секций состоит из четырех самостоятельных массообменных секций и эквивалентна двум теоретическим тарелкам. Регенерированный абсорбент равными порциями подается на верх каждой группы самостоятельных массообменных секций, контактирует с постепенно очищающейся этановой фракцией и отводится после насыщения кислыми примесями с низа каждой группы самостоятельных массообменных секций. Характеристики потоков газовой и жидкой фаз по всем четырем группам самостоятельных массообменных секций массообменной колонны абсорбционной очистки газов от нежелательных примесей приведены в таблице 2. Для эффективной очистки этановой фракции от кислых газов необходимо обеспечить ввод на верх каждой группы самостоятельных массообменных секций массообменной колонны абсорбционной очистки газов от нежелательных примесей регенерированного абсорбента в количестве 240 т/ч. В этом случае площадь горизонтального сечения насадочного контактного устройства в массообменной колонне абсорбционной очистки газов от нежелательных примесей составит 1,3 м2, а диаметр колонны – 2,3 м. Высота массообменной колонны абсорбционной очистки газов от нежелательных примесей составит 18,3 м.
Сравнение результатов расчетов примеров 1 и 2 показывает, что в результате секционирования по высоте массообменной колонны абсорбционной очистки газов от нежелательных примесей с образованием самостоятельных массообменных секций, объединенных в четыре группы самостоятельных массообменных секций и индивидуальной подачей в них регенерированного абсорбента позволяет в четыре раза снизить материалоемкость контактных устройств массообменной колонны абсорбционной очистки газов от нежелательных примесей и, опосредовано, в два раза уменьшить капитальные затраты на изготовление корпуса колонны при практическом равенстве качества конечных продуктов – очищенного газа и насыщенного абсорбента. Так, например, содержание этана, сероводорода и диоксида углерода в очищенном газе составляет соответственно 88,0951, 0,0002 и 0,0000 % масс., а в прототипе 88,0956, 0,0001 и 0,0000 % масс. при содержании этих компонентов в исходном газе 60,000, 15,742 и 16,236 % масс.
Пример 3. Выполнен расчет процесса очистки этановой фракции от сероводорода и диоксида углерода водным раствором аминов при разделении массообменной колонны абсорбционной очистки газов от нежелательных примесей на три группы самостоятельных массообменных секций, при этом каждая группа эквивалентна двум теоретическим тарелкам и состоит их четырех самостоятельных массообменных секций. Регенерированный абсорбент равными порциями подается на верх каждой группы самостоятельных массообменных секций, контактирует с постепенно очищающейся этановой фракцией и отводится после насыщения кислыми примесями с низа каждой группы самостоятельных массообменных секций. Характеристики потоков газовой и жидкой фаз по всем трем группам самостоятельных массообменных секций массообменной колонны абсорбционной очистки газов от нежелательных примесей приведены в таблице 3. Для эффективной очистки этановой фракции от кислых газов необходимо обеспечить ввод на верх каждой группы самостоятельных массообменных секций массообменной колонны абсорбционной очистки газов от нежелательных примесей регенерированного абсорбента в количестве 240 т/ч. В этом случае площадь горизонтального сечения насадочного контактного устройства в массообменной колонне абсорбционной очистки газов от нежелательных примесей, как и в примере 2, составит 1,3 м2, а диаметр колонны – 2,3 м. Высота массообменной колонны абсорбционной очистки газов от нежелательных примесей составит 14,3 м.
Сравнение результатов расчетов примеров 3 и 2 показывает, что в результате секционирования по высоте массообменной колонны абсорбционной очистки газов от нежелательных примесей с образованием самостоятельных массообменных секций, объединенных в три группы самостоятельных массообменных секций и индивидуальной подачей в них регенерированного абсорбента качество очистки по сравнению с процессом, реализуемым в четырех группах самостоятельных массообменных секций и индивидуальной подачей в них регенерированного абсорбента, практически одинаково, что позволяет в третьем примере по сравнению со вторым снизить на 25% расход регенерированного абсорбента, а также на 25% снизить материалоемкость массообменной колонны абсорбционной очистки газов от нежелательных примесей, а по сравнению с первым примером прототипа снизить материалоемкость более чем в 2,5 раза при аналогичном снижении расхода регенерированного абсорбента. Кроме того, с учетом уменьшения расхода регенерированного абсорбента, циркулирующего на установке, на 25 % снизятся затраты на регенерацию насыщенного абсорбента.
Таким образом, заявляемое изобретение обеспечивает эффективное решение поставленной задачи расширения потенциальных возможностей абсорбционного способа очистки газов от нежелательных примесей и совершенствования конструкции массообменной колонны абсорбционной очистки газов от нежелательных примесей при одновременном существенном снижении материалоемкости оборудования и/или эксплуатационных затрат на регенерацию абсорбента.
после 16 секций
- метан
- этан
- сероводород
- диоксид углерода
- пропан
- диэтаноламин
- метилдиэтаноламин
- вода
2,0000
60,0000
15,7420
16,2360
4,6540
-
-
-
2,9387
88,0956
0,0001
0,0000
6,8578
-
-
0,1059
-
-
0,0810
0,0340
-
16,1410
16,8720
66,8720
0,0060
0,1858
6,3414
2,3277
2,3477
15,3731
16,0688
63,6799
Таблица 1
(секции 1-4)
(секции 5-8)
(секции 9-12)
(секции 13-16)
- метан
- этан
- сероводород
- диоксид углерода
- пропан
- диэтаноламин
- метилдиэтаноламин
- вода
2,0000
60,0000
15,7420
16,2360
4,6540
-
-
-
-
-
0,0810
0,0340
-
16,1410
16,8720
66,8720
2,3851
71,5009
5,0778
13,5087
5,5484
-
-
0,3483
0,0054
0,1869
6,3414
2,7361
0,0132
14,6846
15,3491
60,6792
2,8600
85,7084
0,7854
1,6970
6,6551
-
-
0,3396
0,0059
0,1891
2,1127
5,6026
0,0130
14,8737
15,5468
61,6517
2,9392
88,0863
0,0002
-
6,8468
-
-
0,1212
0,0055
0,1622
0,4015
0,7283
0,0098
15,9331
16,6542
66,1009
2,9395
88,0951
0,0002
-
6,8553
-
-
0,1061
0,0056
0,1661
0,0813
0,0345
0,0098
16,1099
16,8390
66,7490
Таблица 2
(секции 1-12)
(секции 1-16)
после 12 секции
после 1 секции
после 1 секции
- метан
- этан
- сероводород
- диоксид углерода
- пропан
- диэтаноламин
- метилдиэтаноламин
- вода
2,0000
60,0000
15,7420
16,2360
4,6540
-
-
-
-
-
0,0810
0,0340
-
16,1410
16,8720
66,8720
2,9392
88,0863
0,0002
-
6,8468
0,0000
0,0000
0,1212
0,0054
0,1869
6,3414
2,7361
0,0132
14,6846
15,3491
60,6792
2,9395
88,0951
0,0002
-
6,8553
-
-
0,1061
0,0054
0,1869
6,3414
2,7361
0,0132
14,6846
15,3491
60,6792
Таблица 3
Изобретение может быть использовано для очистки газовых потоков от примесей в широком диапазоне концентраций, а также для разделения газовых смесей на индивидуальные компоненты на предприятиях нефтяной, газовой, химической и других отраслей промышленности. Предложен способ абсорбционной очистки газов от нежелательных примесей, включающий противоточный контакт очищаемого газа и регенерированного абсорбента в массообменной колонне с получением очищенного газа и насыщенного абсорбента, и колонна для его реализации, насадочное контактное устройство которой разделено по высоте на самостоятельные массообменные секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента, при этом поток очищаемого газа последовательно проходит через все самостоятельные массообменные секции массообменной колонны снизу вверх, поток регенерированного абсорбента вводится в верхнюю часть каждой самостоятельной массообменной секции, а поток насыщенного абсорбента выводится из нижней части каждой самостоятельной массообменной секции. 2 н. и 14 з.п. ф-лы, 7 ил., 3 табл.
1. Способ абсорбционной очистки газов от нежелательных примесей, включающий противоточный контакт очищаемого газа и регенерированного абсорбента в массообменной колонне с получением очищенного газа и насыщенного абсорбента, отличающийся тем, что насадочное контактное устройство массообменной колонны разделяют по высоте на самостоятельные массообменные секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента, при этом поток очищаемого газа последовательно пропускают через все самостоятельные массообменные секции массообменной колонны снизу вверх, поток регенерированного абсорбента вводят в верхнюю часть каждой самостоятельной массообменной секции, а поток насыщенного абсорбента выводят из нижней части каждой самостоятельной массообменной секции.
2. Способ по п. 1, отличающийся тем, что при наличии в очищаемом газе одной извлекаемой примеси в каждую самостоятельную массообменную секцию и/или группы смежных самостоятельных массообменных секций подают один вид селективного регенерированного абсорбента.
3. Способ по п. 2, отличающийся тем, что потоки насыщенного абсорбента, выводимые из нижней части каждой самостоятельной массообменной секции и/или группы смежных самостоятельных массообменных секций, для регенерации объединяют в общий поток за пределами массообменной колонны.
4. Способ по п. 3, отличающийся тем, что изменение концентрации извлекаемой примеси для каждой самостоятельной массообменной секции dC принимают одинаковым для всех самостоятельных массообменных секций и определяют по уравнению:

где CH - концентрация извлекаемой примеси в очищаемом газе на входе в массообменную колонну,
CK - концентрация извлекаемой примеси в очищаемом газе на выходе из массообменной колонны,
N - число самостоятельных массообменных секций по высоте массообменной колонны.
5. Способ по п. 2, отличающийся тем, что регенерированный абсорбент подают в каждую самостоятельную массообменную секцию в одинаковом количестве.
6. Способ по п. 5, отличающийся тем, что минимальный расход регенерированного абсорбента определяют по такому распределению концентраций извлекаемой примеси на входе газа в j-ую самостоятельную массообменную секцию CH,J и на выходе из нее С K,J, что

где K - константа Генри при абсорбции.
7. Способ по п. 1, отличающийся тем, что при наличии в очищаемом газе двух или более извлекаемых примесей, существенно отличающихся сродством к абсорбентам, в каждую самостоятельную массообменную секцию и/или группы смежных самостоятельных массообменных секций для извлечения конкретной примеси подают соответствующий вид селективного регенерированного абсорбента.
8. Способ по п. 1, отличающийся тем, что температуру абсорбционной очистки в каждой самостоятельной массообменной секции регулируют за счет изменения температуры регенерированного абсорбента, нагреваемого или охлаждаемого в дополнительных внешних теплообменниках.
9. Способ по п. 1, отличающийся тем, что в одну или несколько самостоятельных массообменных секций с перекрестноточным движением очищаемого газа и регенерированного абсорбента осуществляют дополнительный ввод одного или нескольких потоков одного вида селективного регенерированного абсорбента на промежуточные ступени с одинаковыми или разными параметрами.
10. Массообменная колонна абсорбционной очистки газов от нежелательных примесей, включающая вертикальный корпус для противоточного контакта очищаемого газа и регенерированного абсорбента в насадочном контактном устройстве, штуцера ввода очищаемого и вывода очищенного газа, отличающаяся тем, что насадочное контактное устройство разделяют по высоте на самостоятельные массообменные секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента, при этом каждую самостоятельную массообменную секцию отделяют от смежной самостоятельной массообменной секции глухой тарелкой и снабжают в верхней части низконапорным распределителем жидкости с штуцером ввода регенерированного абсорбента, при этом глухую тарелку оборудуют аккумулятором для сбора насыщенного абсорбента с штуцером вывода насыщенного абсорбента из корпуса массообменной колонны и патрубком для перехода очищаемого газа из нижерасположенной самостоятельной массообменной секции в вышерасположенную самостоятельную массообменную секцию сквозь глухую тарелку.
11. Колонна по п. 10, отличающаяся тем, что в самостоятельной массообменной секции с противоточным или перекрестноточным движением очищаемого газа и регенерированного абсорбента используют регулярную насадку системы PETON.
12. Колонна по п. 10, отличающаяся тем, что в самостоятельной массообменной секции с перекрестноточным движением очищаемого газа и регенерированного абсорбента используют несколько промежуточных ступеней регулярной насадки системы PETON, разделенных промежуточными низконапорными распределителями жидкости и промежуточными устройствами для ввода регенерированного абсорбента.
13. Колонна по п. 10, отличающаяся тем, что патрубки двух последовательно расположенных глухих тарелок размещают с разных сторон от регулярной насадки самостоятельной массообменной секции по ходу движения очищаемого газа.
14. Колонна по п. 10, отличающаяся тем, что штуцер вывода насыщенного абсорбента из корпуса массообменной колонны вышележащей самостоятельной массообменной секции и штуцер ввода регенерированного абсорбента в низконапорный распределитель жидкости нижележащей самостоятельной массообменной секции снабжают переточной трубой.
15. Колонна по п. 14, отличающаяся тем, что М смежных самостоятельных массообменных секций, снабженных М-1 переточной трубой, формируют группу смежных самостоятельных массообменных секций, в которую подают один вид селективного абсорбента.
16. Колонна по п. 15, отличающаяся тем, что число смежных самостоятельных массообменных секций М в группе смежных самостоятельных массообменных секций определяют из условия:

где Z - необходимая глубина извлечения конкретной примеси в данной группе смежных самостоятельных массообменных секций,
Zj - глубина извлечения конкретной примеси в одной самостоятельной массообменной секции.
| WO 2014024548, 13.04.2014 | |||
| Многоступенчатый абсорбер для очистки газов | 1983 |
|
SU1151276A1 |
| АППАРАТ КОЛОННЫЙ С КОЛПАЧКОВЫМИ ТАРЕЛКАМИ | 2011 |
|
RU2469764C1 |
| ФРАКЦИОНИРУЮЩИЙ АБСОРБЕР | 2013 |
|
RU2530133C1 |

