Настоящее изобретение относится к лабораторной автоматизированной системе с лентой покрытия, помещенной между лентой автоматического конвейера и профилем скольжения, и к способу нанесения указанной ленты покрытия.
В лабораториях для исследования образцов биологических материалов типично использование автоматизированных систем для автоматической идентификации, транспортировки и направления таких образцов в разные пункты самой лаборатории.
Система содержит дорожки, вдоль которых движутся контейнеры с биологическим продуктом, каждый из которых находится в транспортирующем устройстве (также названном "несущим устройством") на конвейерных лентах, которые соответственно направляются к различным модулям предварительного исследования, исследования или повторного исследования, которые сопрягаются с автоматизированной системой.
Автоматизированная система почти непрерывно работает в течение дня в соответствии с часто высокими объемами работы испытательной лаборатории, и понятно, что со временем возникают проблемы из-за осаждения пыли или общего загрязнения, относящегося к использованию лент, которые, в дополнение к тому, что они могут быть повреждены с эстетической точки зрения, могут в некоторых случаях вредить функциональности некоторых механических или электронных блоков, скомпонованных в автоматизированной системе, помимо предотвращения гладкого скольжения лент и транспортирующих устройств на лентах.
Кроме того, непрерывное использование автоматизированной системы обычно подвергается воздействию электродвигателей, которые создают значительное натяжение самих лент из-за трения, которое создается в контакте между лентами и профилем, обычно выполненным из алюминия, в автоматизированной системе.
Документы US 6427830 и JP 2003312823 описывают конвейерные ленты для автоматических лабораторных систем.
Целью настоящего изобретения является получение автоматизированной системы управления конвейерными лентами вдоль дорожек, в которой предотвращается осаждение пыли или грязи любого типа вдоль системы и которая одновременно обеспечивает более гладкое скольжение лент по сравнению с известными решениями посредством уменьшения трения между конвейерными лентами и алюминиевым профилем, по которому они перемещаются.
Другой целью настоящего изобретения является получение автоматизированной системы управления конвейерными лентами вдоль дорожек, в которой электродвигатели, которые приводят ленты, подвергаются меньшему напряжению, таким образом снижая риск отказа и/или разрушения.
Согласно изобретению эта и другие цели достигнуты автоматизированной системой, как описано в п. 1 формулы изобретения.
Другой целью настоящего изобретения является получение способа нанесения ленты покрытия, помещаемой между лентой автоматического конвейера и профилем скольжения в автоматической лабораторной системе.
Согласно изобретению указанная дальнейшая цель достигнута способом нанесения адгезивной ленты покрытия, помещаемой между лентой автоматического конвейера и профилем скольжения в лабораторной автоматизированной системе, отличающимся тем, что он содержит нанесение адгезивной ленты покрытия в зоне профиля скольжения посредством средств для нанесения, которые продольно перемещаются по указанной адгезивной ленте покрытия по всей длине указанной зоны, не поднимаясь, пока не будет достигнут противоположный конец зоны, и в то время, как указанное средство для нанесения продвигается вперед, обработанная силиконовым клеем бумажная пленка одновременно последовательно удаляется с указанной адгезивной ленты покрытия, которая последовательно приклеивается в зоне.
Эти и другие признаки настоящего изобретения станут более очевидными из следующего подробного описания варианта его осуществления, показанного посредством не вносящего ограничений примера со ссылками на прилагаемые чертежи, на которых:
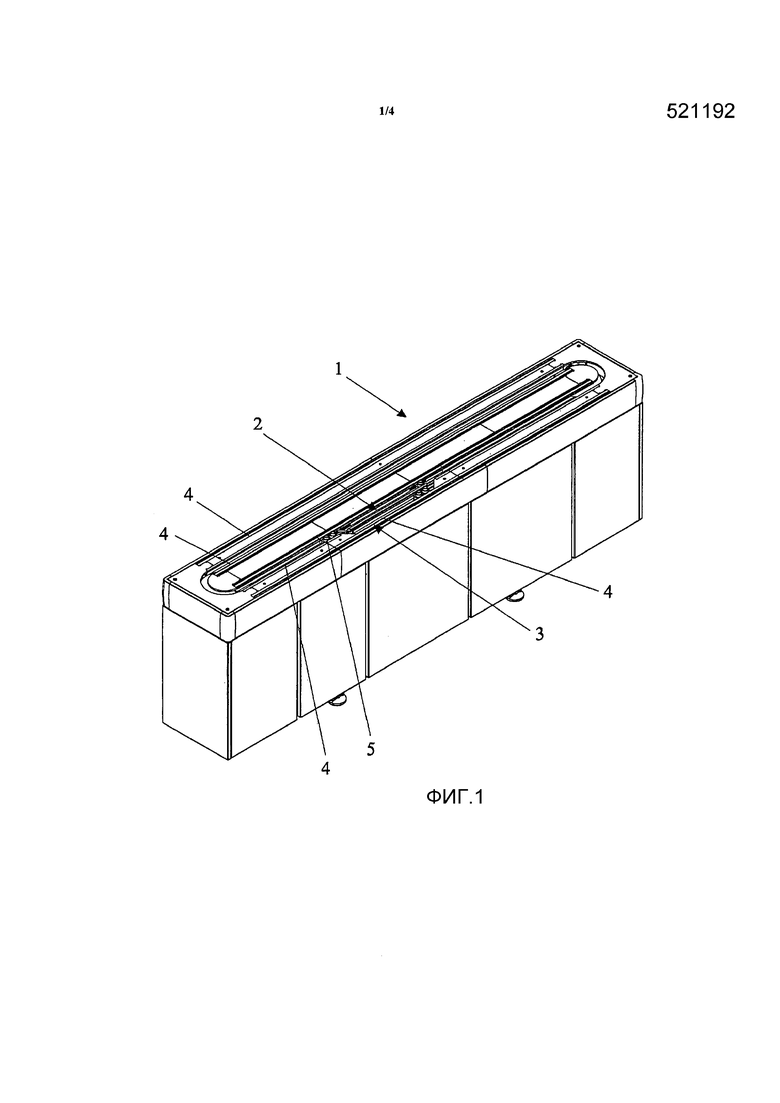
фиг. 1 - вид в перспективе части автоматизированной системы;
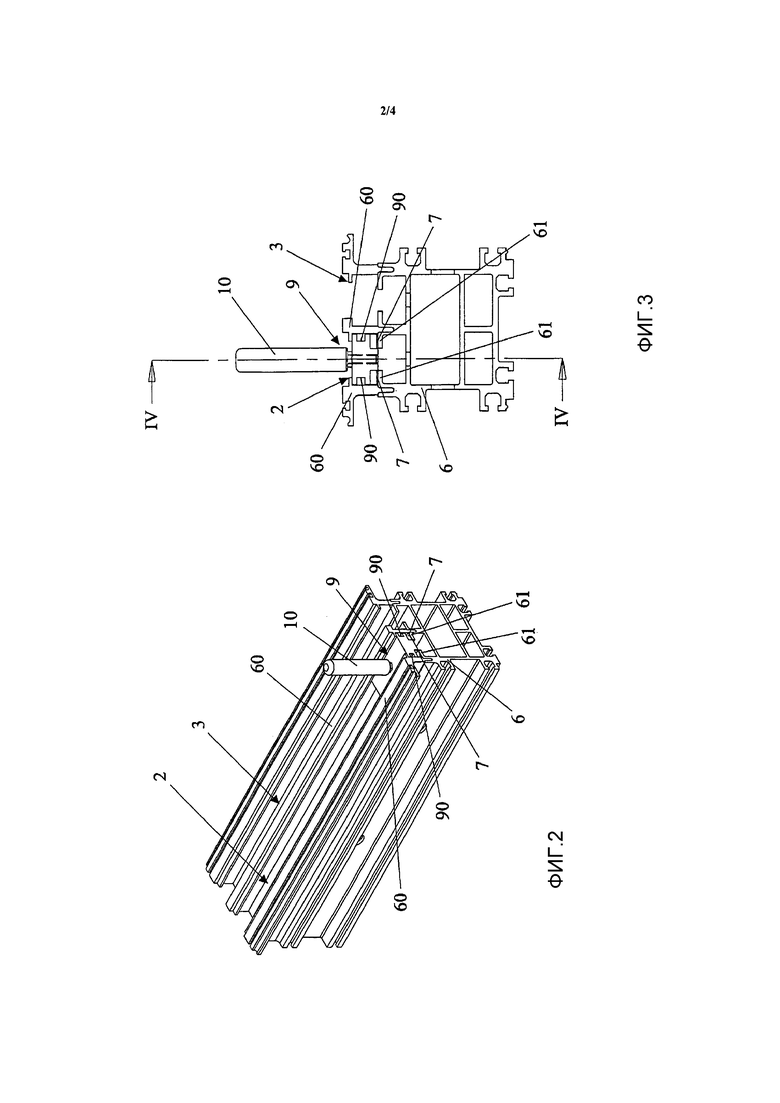
фиг. 2 - также вид в перспективе части системы, включающей в себя элементы, требуемые для выполнения первого этапа нанесения;
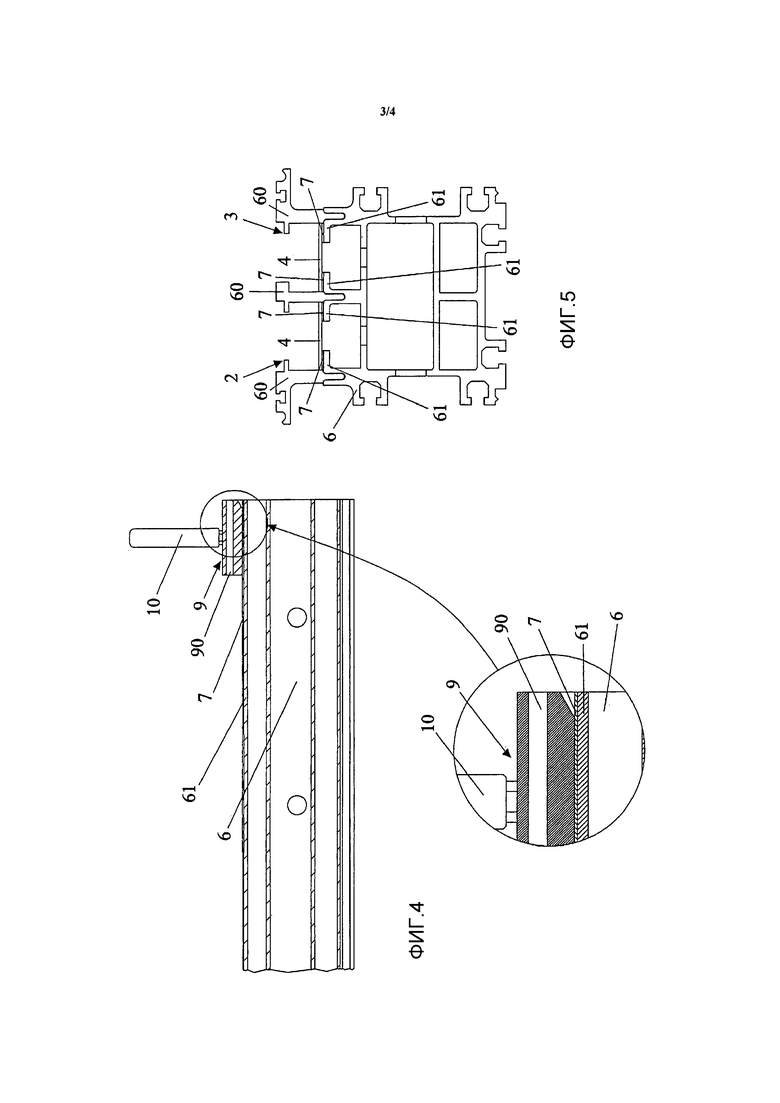
фиг. 3 - вид спереди вида, показанного на фиг. 2;
фиг. 4 - вид в сечении по линии IV-IV на фиг. 3 с увеличенной частью;
фиг. 5 - вид, подобный показанному на фиг. 3, когда первый этап нанесения закончен;
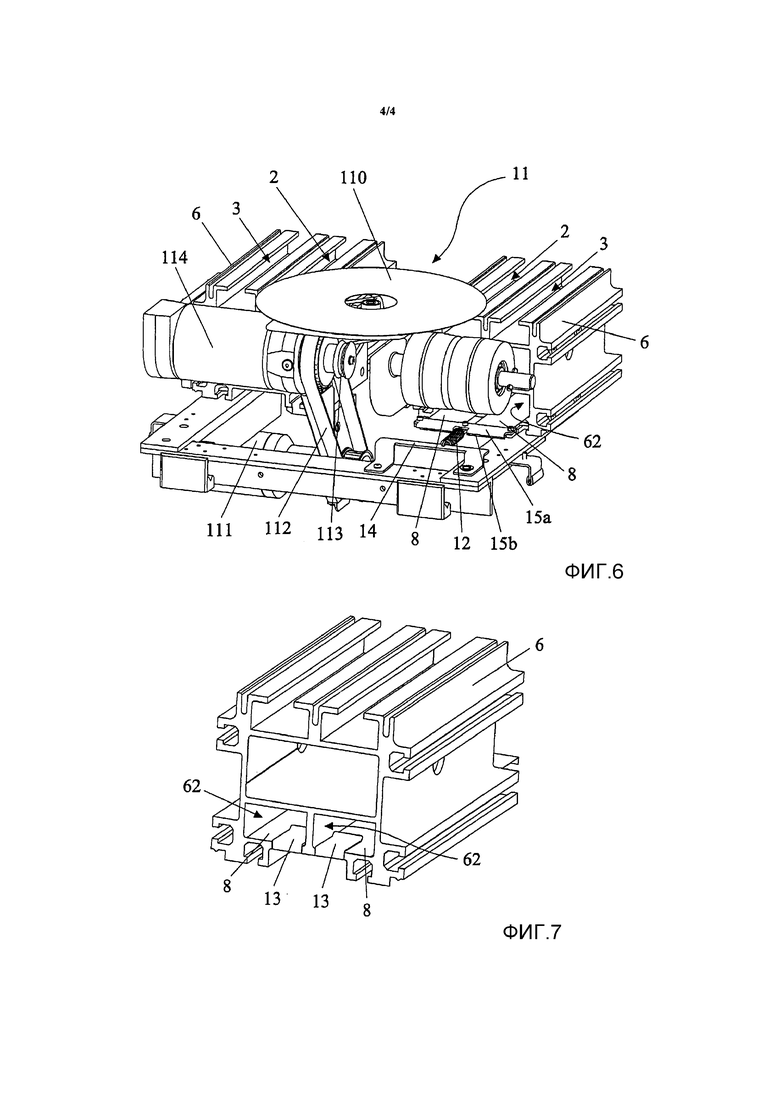
фиг. 6 - вид в перспективе первого конца системы, включающего в себя элементы, требуемые для выполнения второго этапа нанесения;
фиг. 7 - вид в перспективе второго конца системы без средств с приводом от электродвигателя.
Лабораторная автоматизированная система содержит основные дорожки 2 и вторичные дорожки 3, параллельные друг другу, в которых находятся выполненные из полиуретана параллельные конвейерные ленты 4 с приводом от электродвигателя, имеющие функцию передачи трубчатых транспортирующих устройств 5.
Транспортирующие устройства 5 обычно отклоняются к вторичной дорожке 3 для прохождения через модули или пункты предварительного испытания, испытания или повторного испытания.
Система состоит из модулей 1 (фиг. 1), собранных друг с другом в варьируемом количестве и в соответствии с разными конфигурациями для удовлетворения разным требованиям для испытательных лабораторий.
Пара лент 4, перемещаемых в одном направлении, и пара лент 4, перемещаемых в противоположном направлении (фиг. 1), применены для каждого прямолинейного протяжения системы (уголковые и Т-образные соединения также предусмотрены, как будет описано далее).
Каждая пара дорожек 2, 3 выполнена в форме профиля скольжения 6 с лентой 4, соответственно сформированной и предпочтительно выполненной из алюминия (фиг. 2 и 3, где профиль 6 показан относительно одной пары дорожек).
Каждая лента 4 изготовлена из ячеистого полиуретана, покрытого пропитанной тканью, которая обеспечивает малый коэффициент трения с опорной поверхностью транспортирующего устройства 5 при движении.
Устройство 11 инвертирования движения (фиг. 6) скомпоновано на каждом конце транспортирующей системы для обеспечения полного изменения направления движения транспортирующего устройства 5, при этом устройство инвертирования движения имеет функцию передачи каждого транспортирующего устройства 5, движущегося от пары лент 4, перемещаемых в одном направлении, к паре лент 4, перемещаемых в противоположном направлении. Указанное устройство 11 инвертирования движения содержит тонкий пластиковый диск 110, ведомый электродвигателем 111, который находится на каждом конце транспортирующего устройства и который, в дополнение к инициированию вращения диска 110, также имеет функцию перемещения одной из двух пар лент 4. Фактически перемещение сообщается посредством первого ремня 112 и второго ремня 113 шкиву 114, который, вращаясь, инициирует движение пары лент 4.
Таким образом, каждая пара конвейерных лент 4 совершает вращательное движение вокруг шкивов 114, которые удерживают ее на концах. На фиг. 7 ленты 4 исключены для ясности.
Когда транспортирующее устройство достигает конца ленты 4, вращательное движение диска 110 позволяет транспортирующему устройству 5 перемещать ленты 4 в противоположном направлении, в свою очередь, ведомом соответствующим шкивом (не показан на фиг. 6) на другом конце части системы.
Как указано, транспортирующая система представляет собой модульную конструкцию, содержащую варьируемое количество транспортирующих модулей 1. Этот признак позволяет приспосабливать транспортирующую систему для разных испытательных лабораторий, в которых она установлена, удовлетворяя требованиям обеспечения (с точки зрения пространства и/или количества анализаторов) любой лаборатории. Такая цель также достигается при использовании угловых L-образных модулей, где траектория автоматизированной системы изгибается на 90°, или Т-образных поворотных модулей, которые служат боковыми ветвями системы. Для подробного описания этих, а также для других структурных деталей известной лабораторной автоматизированной системы будут сделаны ссылки на патент EP-2225567, уже зарегистрированный заявителем.
Способ, соответствующий настоящему изобретению, состоит в нанесении тонкой ленты 7, 8, покрытия выполненной из нержавеющей стали (имеющей толщину, составляющую приблизительно одну десятую миллиметра) для каждой дорожки 2, 3, при этом указанную ленту покрытия помещают между профилем скольжения 6 и конвейерными лентами 4 таким образом, что в контакте с самими лентами она способствует улучшенному ее скольжению по сравнению с известными решениями, одновременно значительно снижая формирование пыли и грязи в связи с непрерывным использованием системы.
В частности, что касается части лент 4, которая видима в автоматизированной системе, нанесение осуществляют посредством сжатия с применением специального инструмента 9, снабженного ручкой 10, двух полос 7 такой ленты покрытия из нержавеющей стали на боковых концах каждой дорожки 2, 3, то есть вдоль первой зоны 61 профиля скольжения 6 (фиг. 2, 3 и 4).
В любом случае такие ленты 7 не превышают ширину зоны 61 (фиг. 2 и 3) и являются адгезивными на стороне контакта с такой зоной таким образом, что давление, прилагаемое к ним инструментом 9, содействует приклеиванию к профилю 6; подобным образом, как очевидно, ленты 7 должны покрывать всю длину зоны 61 профиля 6 (фиг. 4, где верхний профиль 60 профиля 6 удален для обеспечения наблюдения полного вида сечения инструмента 9).
Следует отметить, что последовательное нанесение таких лент 7 осуществляется непрерывно; фактически, как только такая операция началась, инструмент 9 продольно перемещается по всей первой зоне 61 и не поднимается, пока не будет достигнут противоположный конец самой зоны 61. Одновременно, в то время как инструмент 9 продвигается вперед, обработанная силиконовым клеем бумажная пленка последовательно удаляется с адгезивной ленты 7, которая тогда последовательно приклеивается вдоль зоны 61.
Кроме того, как очевидно показано на фиг. 2 и 3, инструмент 9 даже не может подняться в ходе такой операции, поскольку, будучи вставленным со стороны профиля 6, он в этом случае блокирован по вертикали наличием верхнего профиля 60.
Кроме того, это соответствует точному требованию нанесения адгезивной ленты 7 на части системы, уже смонтированные без потребности удаления верхнего профиля 60.
В этой связи следует отметить, что выемки 90 (фиг. 2 и 3) инструмента 9 допускают предотвращение соударения инструмента 9 с любыми запорными элементами, выступающими от дорожек 2, 3 в поперечном направлении внутрь, при нанесении ленты 7.
В конце нанесения лент 7, когда полиуретановые конвейерные ленты 4 лежат вдоль дорожек 2, 3, ленты 7 находятся между лентами 4 и профилем 6 (фиг. 5).
Что касается части лент 4, которая, когда она снова намотана на шкив 114 и вставлена во вторую зону 62 профиля 6 (то есть в невидимую часть системы), слегка касаясь его верхней стенки, третья лента 8 (фиг. 6-7) ленты покрытия из нержавеющей стали, которая значительно шире, чем предыдущие две, но имеет такую же толщину, составляющую приблизительно одну десятую миллиметра, наносится в каждой дорожке 2, 3.
Она также проходит всю длину прямолинейного протяжения системы и присоединена к концам на одной стороне посредством пружины 12 (фиг. 6) и на другой стороне посредством зажимов 13 (фиг. 7, где показана часть профиля 6, скрытого от вида шкивом 114).
Выбор, согласно которому два конца по длине профиля 6 должен использоваться для фиксации посредством пружины 12 или зажимов 13, может варьироваться в соответствии со случаями (прямолинейный, L-образный или Т-образный модуль) и в соответствии с разными выборами конструкции.
В первом случае пружина 12 соединена на одной стороне с кронштейном 14 и на другой стороне с парой фланцев 15a, 15b, привинченных друг к другу и захватывающих стальные полоски 8 из пары дорожек 2, 3, которые отступают от донной стенки второй зоны 62.
Во втором случае стальные ленты 8 вместо этого непосредственно прижимаются к донной стенке зоны 62 посредством зажимов 13.
Каждая стальная лента 8 не является адгезивной, в отличие от двух лент 7, описанных выше, и выполняет очищающее действие на ленте 4 в ее перемещаемой центральной части вдоль прямолинейного протяжения системы; фактически в такой зоне скольжения, скрытой от вида, натяжение, которое лента 4, испытывала бы на поверхностной части 1, отсутствует и, таким образом, лента 4, трущаяся относительно стальной ленты 8, очищается.
Снова следует отметить, что ленты 4 не показаны на фиг. 7, так как их описание препятствовало бы наблюдению лент 8.
Таким образом, новаторский объект изобретения задан посредством нанесения лент 7, 8 покрытия, выполненных из нержавеющей стали, предназначенных для вхождения в контакт с полиуретановыми лентами 4, которые перемещают транспортирующие устройства 5 в автоматизированной системе; нанесение таких лент 7, 8 предназначено для уменьшения трения, вызываемого согласно известным решениям при скольжении лент 4 в непосредственном контакте с алюминиевым профилем 6.
Уменьшение трения снижает натяжение, вызываемое электродвигателями, приводящими конвейерные ленты 4, и, соответственно, менее вероятно, что сам электродвигатель будет создавать проблемы с износом вследствие работы изо дня в день.
Кроме того, как ранее указано, нанесение лент 7, 8 покрытия предусматривает очищающее действие на конвейерных лентах 4, значительно уменьшая осаждение пыли и грязи в автоматизированной системе, также относящееся к непрерывному использованию самой системы.
В таким образом задуманное изобретение могут быть внесены несколько изменений и вариаций, которые согласуются с идеей изобретения.
Используемые на практике материалы, а также формы и размеры могут быть любыми в соответствии с требованиями.
Лабораторная автоматизированная система содержит автоматическую конвейерную ленту (4), перемещаемую в профиле скольжения (6) дорожки (2, 3), и ленту (7, 8) покрытия, располагаемую между лентой (4) автоматического конвейера и профилем скольжения (6). Профиль скольжения (6) включает в себя первую зону (61), на которую лента (7) покрытия наносится посредством приклеивания. Предотвращается осаждение пыли или грязи вдоль системы, обеспечивается более гладкое скольжение лент, снижается вероятность отказа приводных электродвигателей лент. 2 н. и 5 з.п. ф-лы, 7 ил.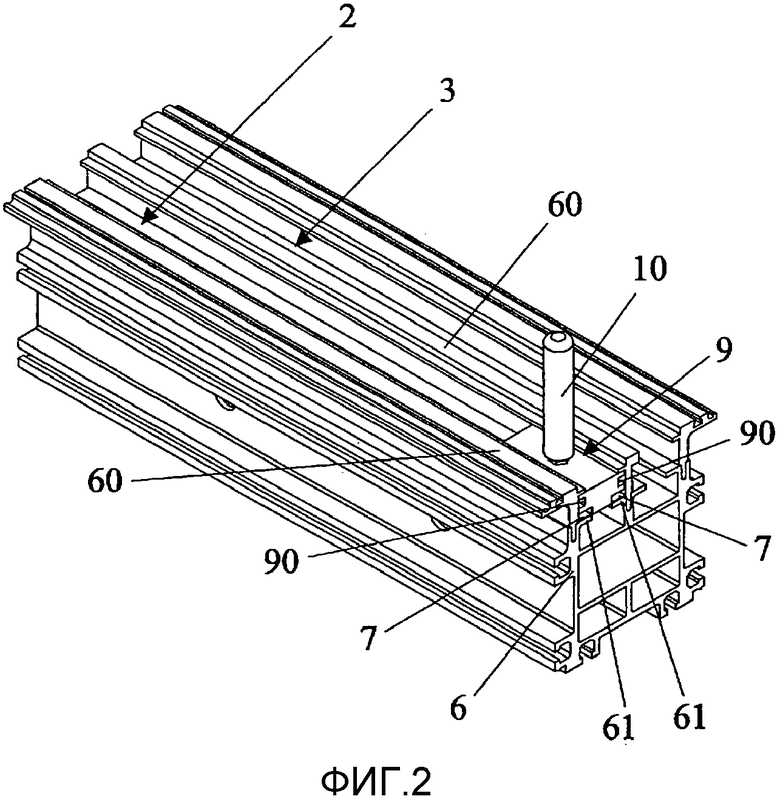
1. Лабораторная автоматизированная система, содержащая ленту (4) автоматического конвейера, перемещающуюся в профиле скольжения (6) дорожки (2, 3), и ленту (7, 8) покрытия, помещаемую между лентой (4) автоматического конвейера и профилем скольжения (6), отличающаяся тем, что она включает в себя средство (9) для нанесения ленты (7) покрытия, при этом средство (9) для нанесения ленты (7) покрытия соответствует форме профиля скольжения (6) таким образом, что обеспечивается возможность перемещения в нем средства (9) для нанесения.
2. Система по п. 1, отличающаяся тем, что профиль скольжения (6) включает в себя первую зону (61), на которую лента (7) покрытия наносится посредством приклеивания.
3. Система по п. 2, отличающаяся тем, что профиль скольжения включает в себя вторую зону (62), при этом лента (8) покрытия прикреплена к первому концу второй зоны (62) посредством пружины (12) и ко второму концу посредством зажимов (13).
4. Система по п. 3, отличающаяся тем, что пружина (12) соединена одной стороной с кронштейном (14) и другой стороной с парой фланцев (15a, 15b), привинченных друг к другу и поддерживающих ленту (8) покрытия.
5. Система по любому из предшествующих пунктов, отличающаяся тем, что средство (9) для нанесения содержит две боковые выемки (90).
6. Система по п. 1, отличающаяся тем, что лента (7, 8) покрытия выполнена из нержавеющей стали.
7. Способ нанесения адгезивной ленты (7) покрытия, помещаемой между лентой (4) автоматического конвейера и профилем скольжения (6) в лабораторной автоматизированной системе, отличающийся тем, что он содержит этапы:
наносят покрывающую адгезивную ленту (7) в зоне (61) профиля скольжения (6) с помощью средств (9) для нанесения, которые продольно перемещаются по указанной адгезивной ленте (7) покрытия по всей длине указанной зоны (61), не поднимаясь до тех пор, пока не будет достигнут противоположный конец зоны (61); одновременно, в то время как указанное средство (9) для нанесения продвигается вперед, обработанную силиконом бумажную пленку последовательно удаляют с указанной адгезивной ленты (7) покрытия, которая последовательно приклеивается к зоне (61).
| US 6427830 B1, 06.08.2002 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| WO 2009068555 A1, 04.06.2009. | |||

