Изобретение относится к области металлургии и может быть использовано при производстве медной катанки, полученной из литой заготовки в непрерывном литейно-прокатном агрегате.
Известен литейно-прокатный агрегат, предназначенный для производства алюминиевой катанки и включающий литейную машину роторного типа и летучие ножницы (см. рисунок к статье «Литейно-прокатные агрегаты для производства алюминиевой и медной катанки» А.Ю. Шевченко, В.А. Чеботарев и др. Тяжелое машиностроение. 5/1997. Стр. 12).
Недостатком известного литейно-прокатного агрегата является то, что при отсутствии в нем правильной машины возникают трудности при заправке в прокатный стан переднего конца литой заготовки.
Известен литейно-прокатный агрегат для производства алюминиевой катанки, в состав которого входит литейный комплекс, состоящий из литейной машины роторного типа, барабанных ножниц и правильно-тянущей машины (см. рис. 2 к статье «Современная тенденция развития непрерывных литейно-прокатных агрегатов алюминиевой катанки». В.А. Чеботарев, А.В. Самсонов, В.С. Коркушко. Тяжелое машиностроение. 10/1998. Стр. 4).
Недостатком известного литейно-прокатного агрегата является то, что в период разделения отливаемой заготовки на части исчезает ее натяжение, начиная с момента выхода из летучих ножниц предыдущей части разрезаемой заготовки и до момента захвата правильной машиной переднего конца последующей ее части; а это приводит к временному нарушению стабильности процесса литья заготовки.
Технический результат изобретения - повышение стабильности процесса литья непрерывной заготовки за счет обеспечения непрерывности ее натяжения и исключения кратковременных растягивающих напряжений в заготовке при ее разрезании в летучих ножницах, а также повышение производительности литейного участка и улучшение качества выпускаемой продукции за счет улучшения теплопередачи при охлаждении заготовки, за счет увеличения долговечности деталей литейной машины, которые работают при высоких температурах, за счет ликвидации несплошностей и трещин в отливаемой заготовке, а также за счет бесконтактного центрирования заготовки в правильной машине.
Технический результат от применения изобретения может быть достигнут за счет использования литейно-прокатного агрегата для производства медной литой заготовки, состоящего из литейной машины, правильной машины и ножниц; причем в литейной машине роторного типа радиальное сечение калибра, нарезанного в литейном колесе, имеет трапециевидную форму с широким верхним основанием и узкой нижней частью, образующей дно калибра; кроме того, в трапециевидном радиальном сечении калибра его дно выполнено с впадиной в виде равнобедренного треугольника, правильная машина выполнена с верхними и нижними правильными роликами, нижние из которых снабжены электроприводом и выполнены калибровочными; причем форма и размеры равнобедренного треугольника в калибре нижних правильных роликов соответствуют форме и размерам этого треугольника в калибре литейного колеса литейной машины, ножницы барабанного типа выполнены летучими с барабанами, которые снабжены электроприводом, причем электропривод нижних правильных роликов правильной машины и электропривод барабанов летучих ножниц электрически связаны между собой по линейным скоростям вращения правильных роликов и барабанов ножниц, а рассогласование между линейными скоростями правильных роликов и барабанных ножниц составляет +(1…3)%.
Для пояснения конструкции и принципа действия предлагаемого литейного комплекса использованы следующие иллюстрации:
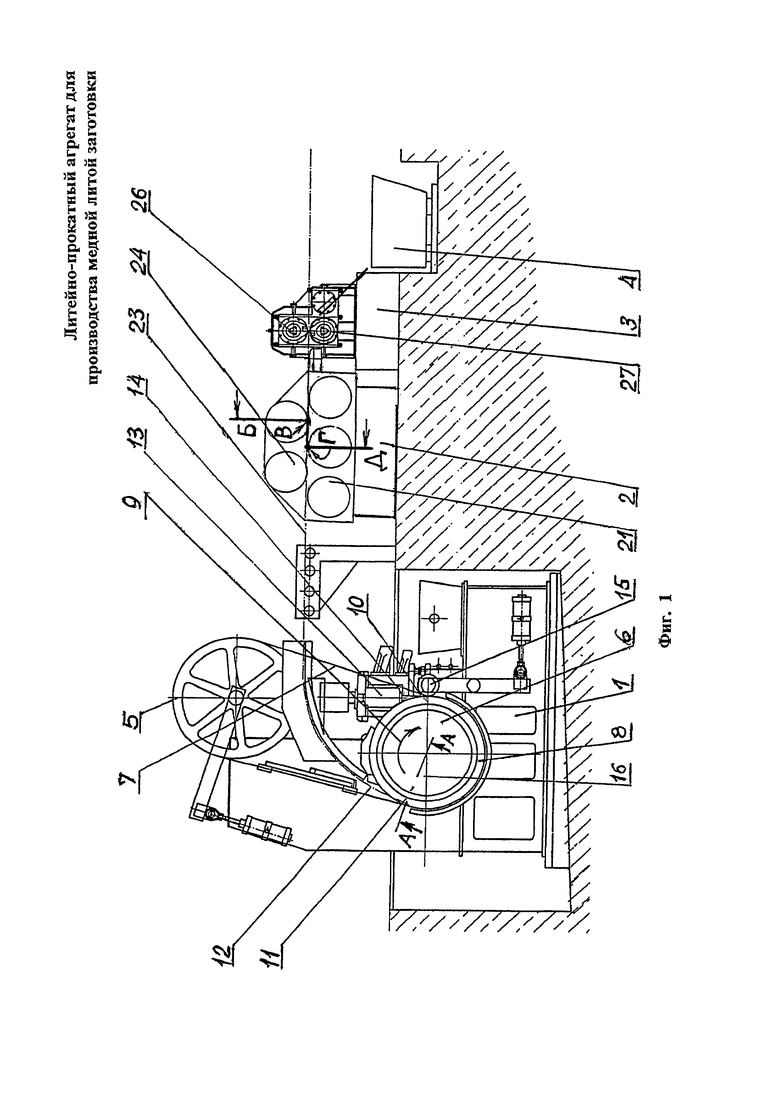
фиг. 1 - общий вид литейного участка (вид сбоку);
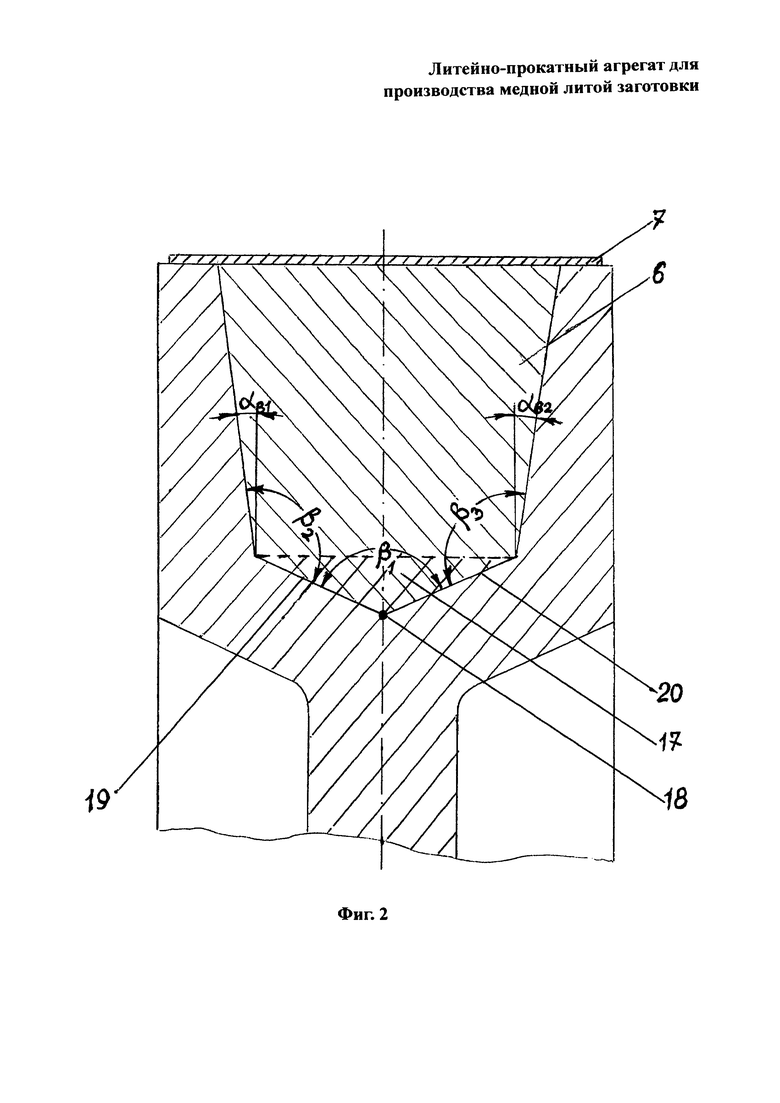
фиг. 2 - радиальное сечение калибра, нарезанного в литейном колесе («А-А» на фиг. 1);
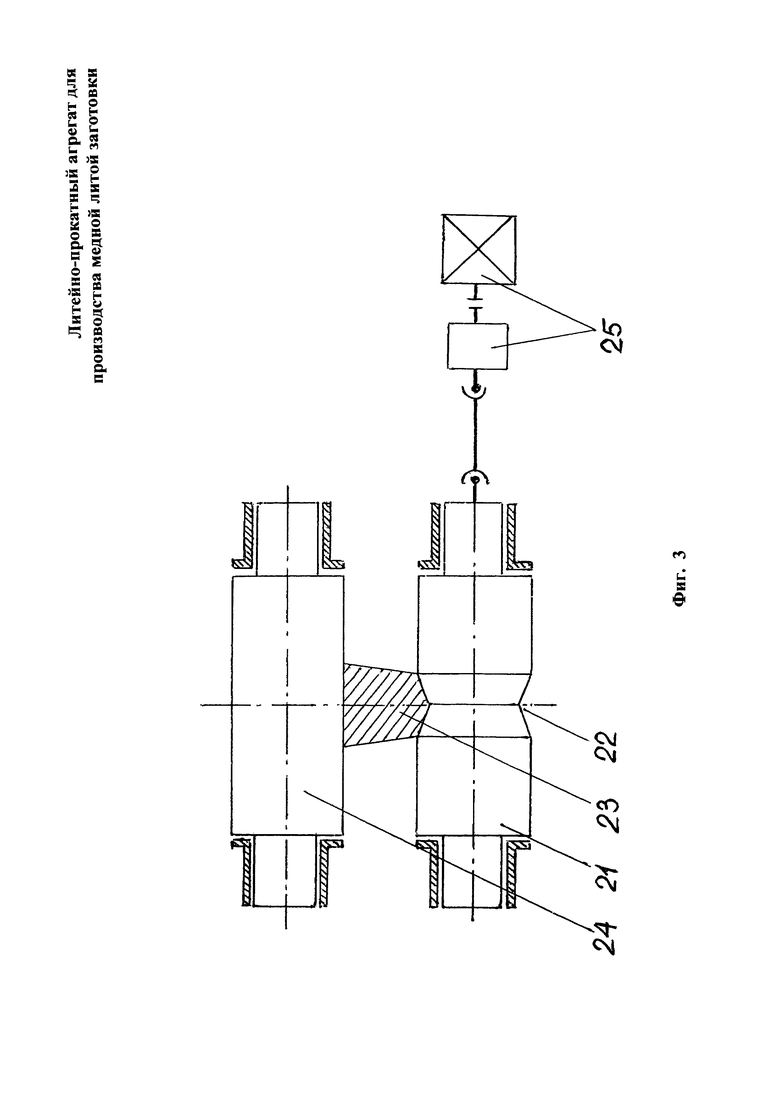
фиг. 3 - поперечное сечение правильной машины («Б-В-Г-Д» на фиг. 1).
Предлагаемый литейный участок входит в состав литейно-прокатного агрегата (прокатная часть агрегата здесь не рассматривается) и состоит из литейной машины 1, правильной машины 2, ножниц 3 и короба 4 для сбора обрезков заготовки (фиг. 1).
Литейная машина 1 включает верхнее натяжное колесо 5 и нижнее литейное калиброванное колесо 6, которые охвачены бесконечной лентой 7. В литейном колесе 6 нарезан калибр, который совместно с лентой 7 образует литейный желоб 8, радиальное сечение которого показано на фиг. 2. В процессе вращения литейного колеса 6 по часовой стрелке (стрелка 9 на фиг. 1) литейный желоб 8 превращается в подвижный кристаллизатор, на вход 10 которого подают жидкий металл, а на выходе 11 из которого получают литую заготовку (на фиг. 1 она показана траекторией ее движения 12).
Для жидкого металла имеется ванна 13, которая трубкой-питателем 14 соединена со входом 10 подвижного кристаллизатора. С целью получения геометрически правильной формы радиального сечения литейного желоба 8 литейное колесо оборудовано прижимным роликом 15, продольная ось которого установлена по своей высоте на одном уровне с осью 16 литейного колеса 6.
Для повышения производительности литейной машины 1 в радиальном сечении калибра литейного колеса 6 дно калибра выполняют с впадиной в виде равнобедренного треугольника 17 (фиг. 2), условно покрытого крестовидной штриховкой. Такое усовершенствование позволяет нижнюю часть трапеции разделить точкой 18 на две зоны охлаждения: 19 и 20; в результате разделяется на две зоны и тонкий газовый слой, в каждой из которых он становится в 2…3 раза тоньше; как следствие, улучшаются условия теплопередачи от охлаждаемого металла к литейному колесу 6, а это повышает производительность литейной машины 1. Кроме того, появление угла β1 (фиг. 2) позволяет увеличить углы β2 и β3 (в оптимальном случае все три угла должны быть равны между собой). Увеличение указанных углов снижает вероятность появления температурных трещин в литейном колесе 6.
В правильной машине 2 в нижних правильных роликах 21 проточены калибры 22, как показано на фиг. 3. Подвергаемая правке заготовка 23 своим нижним основанием входит в калибр 22 нижних правильных роликов 21, а своим верхним основанием опирается на цилиндрические верхние правильные ролики 24. В результате заготовка 23 ведет себя устойчиво от возможного поворота вокруг своей продольной оси. Но, самое главное, нарезанные в нижних правильных роликах 21 калибры предотвращают поперечные смещения заготовки вдоль правильных роликов. Тем самым, достигается самоцентрирование заготовки 23, и это исключает необходимость в применении штатных боковых центрирующих проводок, что исключает надиры на боковых гранях заготовки, которые оставляют обычно боковые центрирующие проводки. Приводными являются нижние правильные ролики 21 от электропривода 25 (фиг. 3).
Ножницы 3 выполнены летучими, т.е. способными разрезать отливаемую заготовку на ходу. Это ножницы барабанного типа с верхним 26 и нижним 27 барабанами. Эти барабаны приводятся во вращение электроприводом (на фиг. 1 условно не показан).
При этом электропривод нижних правильных роликов 21 правильной машины 2 и электропривод барабанов 26 и 27 летучих ножниц 3 электрически связаны между собой по линейным скоростям вращения правильных роликов 21 и барабанов 26 и 27. Такое техническое решение позволяет исключить растягивающие напряжения в заготовке в момент ее разрезания; во избежание этого в ней создают подпор за счет того, что по своей линейной скорости вращения правильные ролики 21 на 1…3% опережают вращающиеся барабаны 26 и 27. Как следствие, устраняется еще одна возможная причина появления трещин в отливаемой заготовке.
Итак, в предлагаемом изобретении использованы новые технические решения, которые обеспечивают получение следующих положительных результатов.
1) Выполнение дна калибра с впадиной в виде равнобедренного треугольника разделяет надвое газовый слои, содержащийся между отливаемой заготовкой и дном калибра, уменьшая тем самым его толщину и улучшая условия теплоотвода от заготовки и в конечном счете повышая производительность литейного участка.
2) Выполнение дна калибра с впадиной в виде равнобедренного треугольника позволяет максимально увеличить углы у основания трапециевидного радиального сечения калибра, что снижает вероятность появления термических трещин в углах калибра.
3) Выполнение в правильной машине калиброванными нижних правильных роликов позволяет:
- ликвидировать поперечные перемещения заготовки в процессе ее правки;
- исключить из конструкции правильной машины боковые центрирующие проводки, что упрощает конструкцию и облегчает пользование правильной машиной;
- исключить травмирование боковых плоскостей заготовки боковыми центрирующими проводками и тем самым ликвидировать брак по надирам поверхностей заготовки.
4) Создание электрической связи по линейным скоростям вращения правильных роликов и барабанов, установленной между электроприводами правильной машины и летучих ножниц, исключает возникновение растягивающих напряжений в обрабатываемой заготовке в момент разрезания заготовки и тем самым снижает вероятность появления трещин в ней на участке между правильной машиной и летучими ножницами за счет превышения линейной скорости вращения правильных роликов над скоростью вращения барабанов летучих ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейное колесо роторной литейной машины | 2015 |
|
RU2623559C1 |
| Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа | 2015 |
|
RU2628804C2 |
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
Изобретение относится к области металлургии. Литейно-прокатный агрегат содержит роторную литейную машину 1, правильную машину 2, летучие ножницы 3 с барабанами 26 и 27, короб 4 для сбора обрезков. Верхнее натяжное колесо 5 и нижнее литейное колесо 6 охвачены бесконечной лентой 7. В колесе 6 нарезан калибр трапециевидной формы, который совместно с лентой 7 образует литейный желоб 8. Жидкий металл заливают в ванну 13, которая через трубку-питатель 14 соединена с входом 10 желоба. В дне калибра литейного колеса выполнена впадина в виде равнобедренного треугольника. В нижних правильных роликах 21 выполнены калибры, по форме и размерам соответствующие впадине в дне калибра литейного колеса. Электропривод нижних правильных роликов обеспечивает вращение роликов с линейной скоростью, превышающей линейную скорость вращения барабанов летучих ножниц на 1-3%. Подвергаемая правке заготовка 23 своим нижним основанием входит в калибр нижних правильных роликов, а своим выступом на верхнем основании опирается на цилиндрические верхние правильные ролики 24, что устраняет поворот заготовки вокруг своей продольной оси. Калибры в нижних правильных роликах предотвращают поперечные смещения заготовки вдоль правильных роликов, что обеспечивает самоцентрирование заготовки и ликвидацию несплошностей и трещин в заготовке. 3 ил.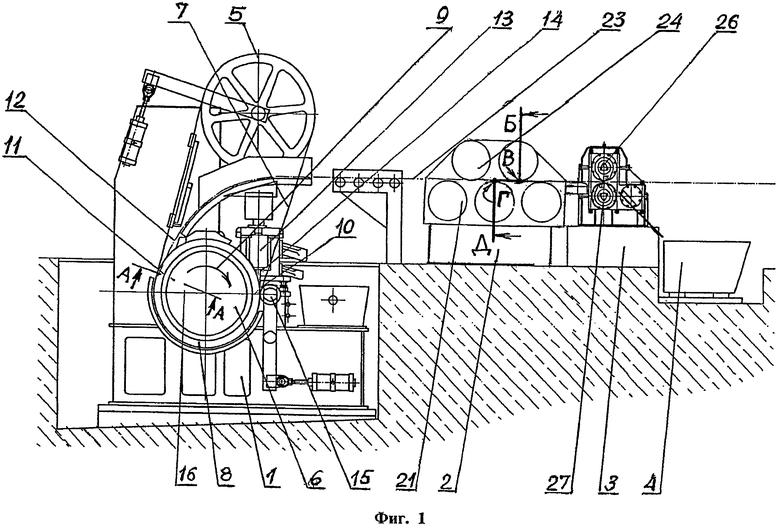
Литейно-прокатный агрегат для производства медной литой заготовки, содержащий роторную литейную машину, в которой литейное колесо выполнено с калибром, имеющим в радиальном сечении трапециевидную форму, с широким верхним основанием и узким нижним основанием, образующим дно калибра, правильную машину с верхними и нижними правильными роликами, летучие барабанные ножницы с режущими ножами, электроприводы нижних правильных роликов и барабанов летучих ножниц, отличающийся тем, что дно калибра в литейном колесе выполнено с впадиной в виде равнобедренного треугольника, нижние правильные ролики выполнены с калибром в виде равнобедренного треугольника, который по форме и размерам соответствует впадине дна калибра литейного колеса, при этом электропривод нижних правильных роликов выполнен с возможностью обеспечения вращения правильных роликов с линейной скоростью, превышающей линейную скорость вращения барабанов летучих ножниц на 1-3 %.
| ЧЕБОТАРЕВ В.А | |||
| и др | |||
| Современные тенденции развития непрерывных литейно-прокатных агрегатов алюминиевой катанки | |||
| Тяжелое машиностроение, 1998, N10, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| Кристаллизатор машин непрерывного литья роторного типа | 1975 |
|
SU550225A1 |

