Изобретение относится к исследованию свойств материала с помощью электрических измерений и может быть использовано для неразрушающего контроля структуры изделий из алюминиевых сплавов.
Одним из основных дефектов термической обработки изделий из алюминиевых сплавов является пережог, вызывающий неисправимый брак. Пережог в алюминиевых деформируемых сплавах может возникать в процессе гомогенизации слитков, при нагреве их перед деформацией, в очаге деформации, нагреве полуфабрикатов под закалку и при различных технологических и эксплуатационных нагревах. Пережог наступает при нагреве сплава выше температуры неравновесного солидуса, т.е. выше температуры начала оплавления легкоплавких эвтектик, которые располагаются по границам зерен и внутри них. Структурные изменения, вызываемые оплавлением и последующей кристаллизацией оплавленных микрообъемов, сопровождаются развитием пористости, оказывают негативное влияние на физико-механические, технологические, коррозионные свойства. Начальные стадии пережога полуфабрикатов при закалке, не ухудшая механических свойств, уменьшают ударную вязкость, работу разрушения образца с трещиной, усиливают чувствительность материала к образованию закалочных трещин. Развитие пережога вызывает резкое снижение механических свойств, а в отдельных случаях приводит к полному разрушению материала, авариям при работе конструкций и механизмов. Кроме того, еще одним негативным фактором появления пережога является его локальность, т.е. пережог может появляться только в отдельных зонах изделий. Особенно локальность пережога проявляется при закалке длинномерных тонкостенных изделий, в частности труб, электроконтактным способом, при котором нагрев под закалку осуществляется за максимально короткий промежуток времени. В этом случае локальные утонения стенки трубы, имеющей значения толщины в минусовом допуске, потенциально наиболее подвержены пережогу при нагреве под закалку даже при небольшом повышении значения температуры, близкой к верхней границе допустимого температурного интервала. Поэтому выявление пережога, особенно в особо ответственных деталях, имеет важное значение и является весьма сложной задачей.
Известен металлографический метод определения пережога посредством контроля микроструктуры (ГОСТ 27637-88). Недостатком известного способа является необходимость вырезки контрольного образца из тела изделия, что не позволяет гарантировать отсутствие пережога во всем его объеме.
Известен способ идентификации металлов и сплавов с использованием нейросети, в котором осуществляют предварительно обучение нейросети комплексу характеристик - образу, которые она могла бы распознавать, при этом в качестве таких характеристик используют электрические параметры процессов, возникающих в результате воздействия на электрохимическую ячейку трапециевидных импульсов напряжения, а затем на входы обученной нейросети подают значения электрических параметров процессов, возникающих в электрохимической ячейке с исследуемым образцом при воздействии на электрохимическую ячейку трапециевидных импульсов напряжения, и на выходе получают данные с обученной нейросети, идентифицирующие исследуемый образец (Патент РФ №2281487, публ. 10.08.2006) - прототип.
Недостатком прототипа является необходимость применения сложного узкоспециализированного оборудования, что ограничивает применение способа в промышленных условиях.
Задачей, на решение которой направлено изобретение, является разработка неразрушающего способа диагностики структуры труб из алюминиевых сплавов, позволяющего осуществлять серийный контроль в промышленных условиях.
Техническим результатом, достигаемым при осуществлении изобретения, является простота и точность измерений, а также высокая способность выявления локального пережога.
Указанный технический результат достигается тем, что в способе диагностики структуры тонкостенных труб из алюминиевых сплавов, включающем определение удельной электропроводимости материала и анализ полученных значений, согласно изобретению для каждого типоразмера трубы и марки сплава дополнительно определяют минимальное базовое значение удельной электропроводимости (γБ) с учетом поправок на средства измерения, радиус кривизны поверхности и толщину стенки трубы, а также определяют эталонную разницу значений удельной электропроводимости в пределах измерений удельной длины трубы (Δγ), при этом осуществляют последовательные измерения удельной электропроводимости на наружной поверхности трубы в состоянии поставки через определенные равные промежутки в осевом направлении, по крайней мере, в одной плоскости, сравнивают полученные значения с допустимыми и при наличии показателей удельной электропроводимости, соответствующих минимальному базовому значению (γБ) и эталонной разнице (Δγ), судят об отсутствии пережога в структуре материала трубы.
Способ реализуется следующим образом.
Способ основан на изменении значений удельной электрической проводимости при наличии в структуре пережога полуфабрикатов, подвергнутых нагреву при высоких температурах.
Для осуществления диагностики устанавливают минимальное базовое значение электропроводимости (γБ), соответствующее нормальной структуре термически обработанного материала с высокой степенью вероятности отсутствия пережога. С целью исключения погрешности и получения достоверных результатов измерений предварительно определяют поправку значения γБ на кривизну поверхности и толщину стенки трубы. При этом в зависимости от материала и средств измерений поправка может достигать значительной величины. Минимальное базовое значение электропроводимости устанавливают экспериментально для каждого типоразмера трубы с подтверждением результатов контроля микроструктуры металлографическим анализом, обеспечивающим отсутствие пережога. Однако соответствие фактических значений минимальному базовому значению в отдельных случаях не гарантирует отсутствие локального пережога из-за особенностей полученной структуры, различающейся при термической обработки в лабораторных и промышленных условиях, в частности при скоростном нагреве труб под закалку на электроконтактной установке, а также из-за возможной погрешности при климатических колебаниях среды измерений.
Поэтому для обеспечения высокой точности диагностического контроля необходимо определение эталонной разницы значений электропроводимости в пределах измерений удельной длины трубы (Δγ), т.е. разница значений между максимальным и минимальным фактическим значением удельной электропроводимости γБ, измеренных в пределах удельной длины одной трубы. Эталонную разницу значений Δγ определяют опытным путем. На натурных образцах в состоянии поставки определяют значения электропроводимости по длине трубы. Из материала контролируемых зон труб вырезают образцы для металлографического исследования микроструктуры. Осуществляют анализ статистических данных с сопоставлением интервала и разницы фактических значений электропроводимости с результатами локального металлографического контроля микроструктуры в установленных зонах трубы. В зонах трубы, имеющих близкие к крайним значениям электропроводимости, подтверждается наличие корреллирующей связи между значениями, не соответствующими эталонной разнице, и наличием пережога в структуре, определенным в результате металлографического контроля. На основе полученных результатов устанавливается эталонная разница значений электропроводимости в пределах измерений удельной длины трубы (Δγ), которая позволяет характеризовать однородность структуры материала по всей длине трубы. После определения значений γБ и Δγ осуществляют серийный диагностический контроль труб, для чего определяют количество точек измерений электропроводимости по длине трубы, выполняют измерения в указанных точках, сравнивают полученные фактические значения с базовым, рассчитывают разницу между максимальным и минимальным значением в сравнении с эталонной. При соответствии фактических значений γБ и Δγ допустимым судят о качестве структуры изготовленных труб в части отсутствия пережога.
Промышленная применимость изобретения подтверждается примером его конкретного выполнения.
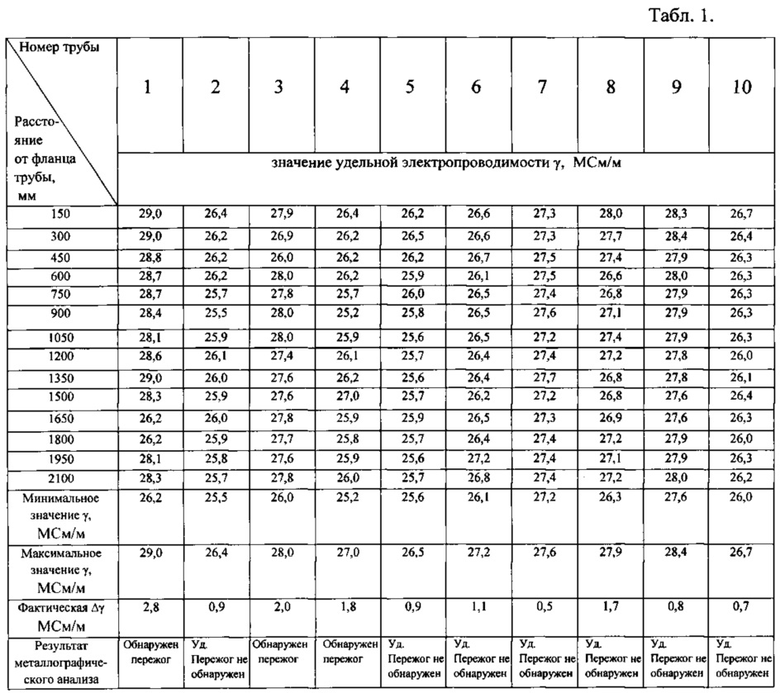
В ходе выполнения опытной работы в промышленных условиях осуществляли диагностику тонкостенных труб из сплава САВ1Т с наружным диаметром 50 мм, толщиной стенки 2 мм и длиной 2200 мм. Предварительно, в лабораторных условиях на натурных образцах определяли поправку на измерительный прибор, кривизну поверхности и толщину стенки, находящуюся в плюсовом поле и составившую 1,5 МСм/м. Полученное минимальное базовое значение γБ с учетом поправки составило 26,0 МСм/м. Далее экспериментально, на основе корреляции статистических данных измерений образцов и результатов металлографического анализа микроструктуры было выведено значение эталонной разницы удельной электропроводимости Δγ, составившее 1,8 МСм/м на общую длину трубы. Перед контролем определяли точки для измерений, которые расположили вдоль оси трубы в одной плоскости с интервалом между точками не более 150 мм. Измерение осуществляли вихретоковым измерителем ВИХРЬ-AM. Для проверки применимости заявленного способа и подтверждения полученных результатов на всех трубах был проведен металлографический анализ контроля микроструктуры. Результаты контроля приведены в табл. 1.
Таким образом, предлагаемый способ позволяет в промышленных условиях с высокой степенью точности осуществлять проверку структуры труб в части отсутствия локального пережога.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ количественной оценки пережога в деформируемых термоупрочняемых алюминиевых сплавах с помощью EDS-анализа | 2018 |
|
RU2698698C1 |
| Устройство для контроля качества термообработки алюминиевых сплавов | 1985 |
|
SU1298629A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАЗУПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2602411C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ РАСПАДА ТВЕРДОГО РАСТВОРА В АЛЮМИНИЕВЫХ СПЛАВАХ ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1996 |
|
RU2093820C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕСУРСА РАБОТЫ НЕСУЩЕГО ЭЛЕМЕНТА ИЗ ЖАРОПРОЧНОГО ТЕРМИЧЕСКИ УПРОЧНЯЕМОГО АЛЮМИНИЕВОГО СПЛАВА В КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 1996 |
|
RU2140071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| Высокопрочный деформируемый алюминиевый сплав 2000 серии | 2024 |
|
RU2834947C1 |
| Способ контроля качества термообработки сплавов на основе алюминия | 1984 |
|
SU1188637A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2356999C1 |
| ПОКРЫТИЕ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПЛОСКИХ СТАЛЬНЫХ ИЗДЕЛИЙ ДЛЯ КОМПОНЕНТОВ ДЛЯ УПРОЧНЕНИЯ ПРЕСС-ФОРМЫ И СПОСОБ ПОЛУЧЕНИЯ ИХ | 2019 |
|
RU2774499C1 |
Изобретение относится к исследованию свойств материалов с помощью электрических измерений и может быть использовано для неразрушающего контроля структуры изделий из алюминиевых сплавов. Сущность: способ включает определение удельной электропроводимости материала и анализ полученных значений. При этом для каждого типоразмера трубы и марки сплава определяют минимальное базовое значение удельной электропроводимости с учетом поправок на радиус кривизны поверхности и толщину стенки трубы (γБ), а также эталонную разницу ее значений в пределах измерений удельной длины трубы (Δγ). Осуществляют последовательные измерения удельной электропроводимости после термической обработки по всей длине наружной поверхности трубы через определенные равные промежутки. Сравнивают полученные значения с допустимыми. При наличии показателей электропроводимости, соответствующих базовому значению и эталонной разнице, судят об отсутствии пережога в структуре материала трубы. Технический результат: упрощение, повышение точности и способности выявления локального пережога. 1 табл.
Способ диагностики структуры тонкостенных труб из алюминиевых сплавов, включающий определение удельной электропроводимости материала и анализ полученных значений, отличающийся тем, что для каждого типоразмера трубы и марки сплава дополнительно определяют минимальное базовое значение удельной электропроводимости (γБ) с учетом поправок на средства измерения, радиус кривизны поверхности и толщину стенки трубы, а также определяют эталонную разницу значений удельной электропроводимости в пределах измерений удельной длины трубы (Δγ), при этом осуществляют последовательные измерения удельной электропроводимости на наружной поверхности трубы в состоянии поставки через определенные равные промежутки в осевом направлении, по крайней мере, в одной плоскости, сравнивают полученные значения с допустимыми и при наличии показателей удельной электропроводимости, соответствующих минимальному базовому значению (γБ) и эталонной разнице (Δγ), судят об отсутствии пережога в структуре материала трубы.
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕСУРСА РАБОТЫ НЕСУЩЕГО ЭЛЕМЕНТА ИЗ ЖАРОПРОЧНОГО ТЕРМИЧЕСКИ УПРОЧНЯЕМОГО АЛЮМИНИЕВОГО СПЛАВА В КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 1996 |
|
RU2140071C1 |
| Способ неразрушающего контроля физико-механических параметров электропроводящих материалов | 1988 |
|
SU1670572A1 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ИДЕНТИФИКАЦИИ МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2281487C1 |
| US 4068168, 10.01.1978. | |||

