Область техники, к которой относится изобретение
Настоящее изобретение относится к сварочной проволоке, предназначенной для сварки частей деталей, которые имеют следующий состав, в масс. %:
35,0%≤Ni≤37,0%
следы≤C≤0,10%
следы≤Mn≤0,60%
следы≤P≤0,025%
следы≤S≤0,025%
следы≤Si≤0,35%
следы≤Cr≤0,50%
следы≤Mo≤0,50%
следы≤Co≤0,50%
остальное железо и неизбежные примеси, возникающие при производстве.
Этот состав соответствует обычному определению сплавов Fe-36Ni.
Уровень техники
Сплавы Fe-36Ni, такие как Invar ® M93, представляют собой сплавы с низким коэффициентом теплового расширения, что делает их весьма привлекательными, в частности, для транспортировки криогенных жидкостей. Для таких областей применения детали из слава Fe-36Ni монтируют путем сварки.
Когда блоки деталей из сплава Fe-36Ni используются в резервуарах под давлением, например, трубопроводах для транспорта криогенных жидкостей или цистернах для хранения криогенных жидкостей, желательно, чтобы указанные блоки удовлетворяли требованиям, которые изложены в разделе IX по сертификации сварных и паяных соединений стандарта под названием «Правила эксплуатации для котлоагрегатов и сосудов под давлением ASME» (Американское общество инженеров-механиков).
В указанном стандарте, в частности, требуется, чтобы механические свойства паяных соединений, в частности, сопротивление разрыву (Rm), было больше или равно сопротивлению основного металла, из которого выполнены детали, смонтированные с помощью паяных соединений, таким образом, можно устанавливать размеры блока на основе характеристик основного металла, а не свойств паяных соединений.
Указанная характеристика описывается специалистами в этой области техники термином ʺпревосходствоʺ механических свойств. Считается удовлетворительным, если при тяговом испытании опытного образца, проведенном перпендикулярно паяному соединению, разрушение происходит в основном металле, а не в паяном соединении.
В рассматриваемом случае основной металл представляет собой сплав Fe-36Ni. Следовательно, условия превосходных механических свойств будут соблюдены, если паяное соединение имеет лучшие или такие же механические свойства, как сплав Fe-36Ni.
Обычно в сварном соединении зерна имеют более крупный размер, чем зерна основного металла, в частности, благодаря соответствующим процессам, в которых они получаются. Следовательно, однородное сварное соединение, то есть, соединение, выполненное с помощью сварочной проволоки, имеющей химический состав, идентичный составу основного металла, обычно не соответствует условию превосходства.
С целью улучшения механических характеристик сварного соединения по сравнению с однородным сварным соединением, рассматривается повышение прочности сплава, составляющего сварочную проволоку, путем добавления легирующих элементов, таких как ниобий, что приводит к упрочнению сплава твердым раствором. Например, известна сварочная проволока на основе железа, содержащая 36% никеля, 1,6% ниобия и 0,4% марганца. В такой сварочной проволоке ниобий добавляется для получения эффекта повышения прочности твердым раствором, причем марганец добавляется для фиксации серы и повышения стойкости к затвердеванию и растрескиванию при повторном нагреве.
Однако авторы настоящего изобретения обнаружили, что такая сварочная проволока не является полностью удовлетворительной при совместной сварке деталей из сплава Fe-36Ni. Фактически авторы изобретения обнаружили, что добавление ниобия, хотя действительно улучшает механические свойства сварного соединения между деталями, выполненными из сплава Fe-36Ni, при комнатной температуре, в частности, их тяговое сопротивление, но ухудшает другие характеристики сварного соединения. В частности, полученные таким образом сварные соединения являются хрупкими. Так, эксперименты, проведенные авторами изобретения, показали, что такие сварные соединения имеют пластичность при -196°C, измеренную с помощью ударного испытания (KCV), на 80% меньше, чем пластичность основного металла.
Кроме того, авторы изобретения также обнаружили, что указанные паяные соединения являются более чувствительными к мартенситному превращению при деформации, чем основной металл. Наличие мартенситных островков в железо-никелевом сплаве значительно увеличивает скорость точечной коррозии. Кроме того, это увеличивает коэффициент расширения при криогенной температуре. Таким образом, деформация паяных соединений при криогенной температуре будет приводить к ухудшению характеристик по сравнению со свойствами основного металла. Такая ситуация, которая возможна в случае аварии, в частности, является неприемлемой в области резервуаров под давлением, в частности, резервуаров для транспорта или хранения сжиженного природного газа.
Сущность изобретения
Одной целью изобретения является создание сварочной проволоки, подходящей для получения сварных блоков в сплаве Fe-36Ni, которые соответствуют условиям превосходства механических характеристик сварного соединения из сплава Fe-36Ni, и которые дополнительно обеспечивают повышенную безопасность в областях применения, включая резервуары под давлением.
С этой точки зрения, изобретение относится к сварочной проволоке, которая описана выше, изготовленной из сплава, содержащего, по массе:
38,6%≤Ni+Co≤45,0%
следы≤Со≤0,50%
2,25%≤Ti+Nb≤0,8667×(Ni+Co)-31,20%, если 38,6%≤Ni+Co≤40,33%
2,25%≤Ti+Nb≤3,75%, если 40,33%≤Ni+Co≤41,4%
0,4167×(Ni+Co)-15,0%≤Ti+Nb≤3,75%, если 41,4%≤Ni+Co≤45,0%
следы≤Nb≤0,50%
0,01%≤Mn≤0,30%
0,01%≤Si≤0,25%
следы≤C≤0,05%
следы≤Cr≤0,50%,
остальное железо и неизбежные примеси, возникающие при производстве.
Согласно конкретным вариантам осуществления, сварочная проволока согласно изобретению имеет один или несколько признаков по пунктам 2-7 формулы изобретения, взятым отдельно или во всех технически возможных комбинациях.
Кроме того, согласно пункту 8 изобретение относится к способу получения сварочной проволоки, которая описана выше.
Согласно конкретным вариантам осуществления, способ получения сварочной проволоки согласно изобретению имеет один или несколько признаков по пунктам 9-12, взятым отдельно или во всех технически возможных комбинациях.
Дополнительно изобретение относится к способу сварки согласно пунктам 13 и 14. Кроме того, изобретение относится к способу получения секции трубопровода согласно пунктам 15 и 16.
Дополнительно изобретение относится к способу получения трубопровода согласно пунктам 17 и 18.
Дополнительно изобретение относится к способу получения части цистерны согласно пункту 19.
Дополнительно изобретение относится к сварному блоку согласно пункту 20.
Дополнительно изобретение относится к части цистерны согласно пункту 21.
Дополнительно изобретение относится к секции трубопровода согласно пункту 22.
Дополнительно изобретение относится к трубопроводу согласно пункту 23.
Краткое описание чертежей
Изобретение можно лучше понять при прочтении следующего описания, приведенного только в качестве примера, со ссылкой на прилагаемые чертежи, в которых:
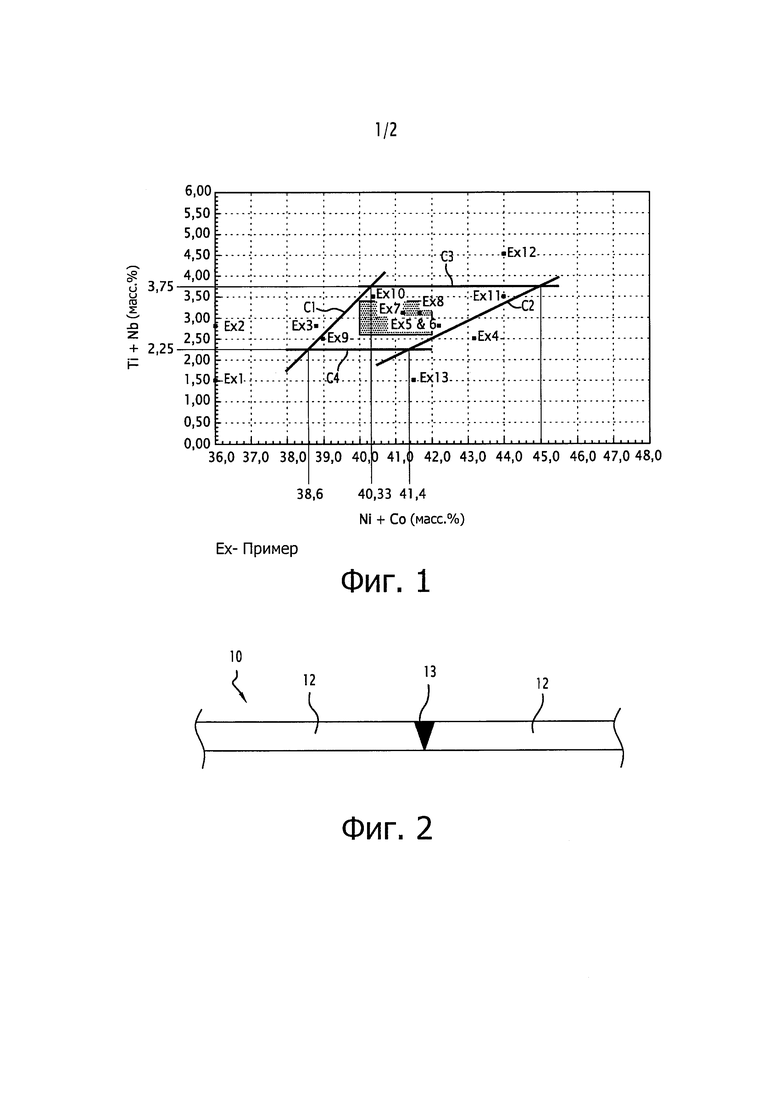
фиг. 1 представляет собой график, на котором показана зависимость содержания титана + ниобия в сварочной проволоке согласно изобретению от содержания никеля + кобальта в проволоке;
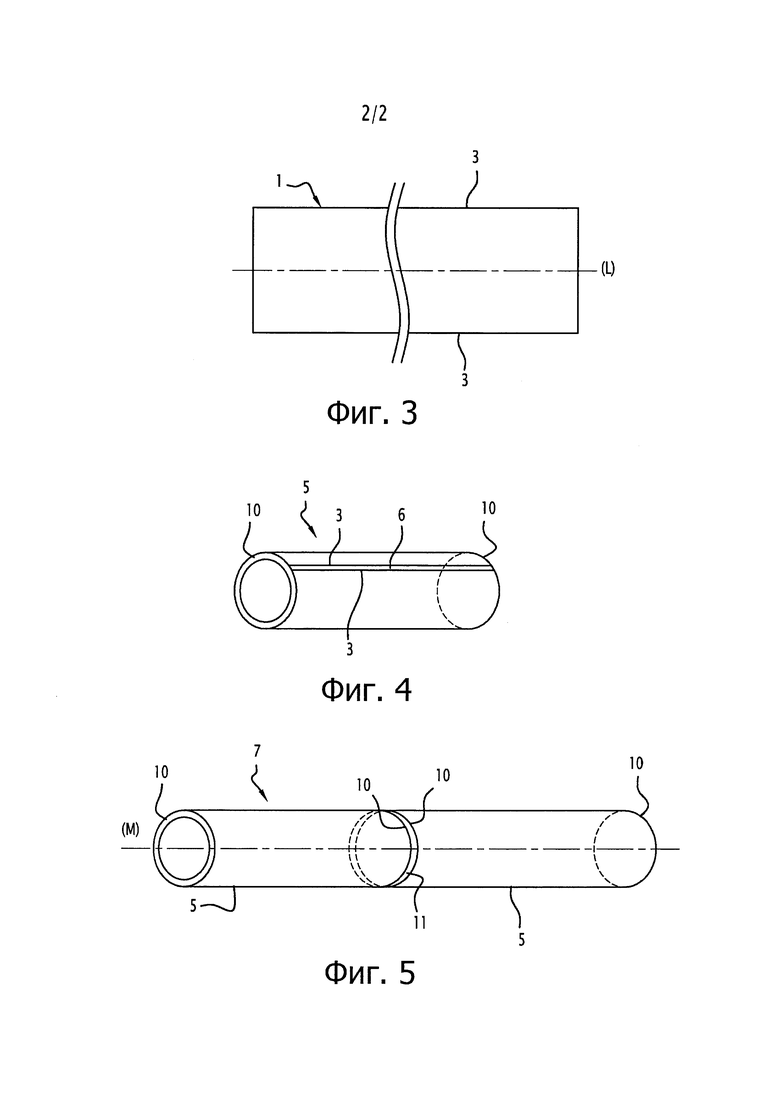
на фиг. 2 схематически показано поперечное сечение сварного блока согласно изобретению;
на фиг. 3 схематически показан вид сверху для листа, использованного при осуществлении способа получения секции трубопровода;
на фиг. 4 схематически показан вид в перспективе секции трубопровода, произведенной по способу получения секции трубопровода согласно изобретению; и
на фиг. 5 схематически показан вид в перспективе трубопровода, произведенного по способу получения секции трубопровода согласно изобретению.
Осуществление изобретения
Сварочная проволока согласно изобретению предназначается для применения в качестве присадочной проволоки для сварки частей деталей, выполненных из основного металла, которая содержит, в масс. %:
35,0%≤Ni≤37,0%
следы≤C≤0,10%
следы≤Mn≤0,60%
следы≤P≤0,025%
следы≤S≤0,025%
следы≤Si≤0,35%
следы≤Cr≤0,50%
следы≤Mo≤0,50%
следы≤Co≤0,50%,
остальное железо и неизбежные примеси, возникающие при производстве.
Указанный сплав представляет собой сплав Fe-36Ni. Он соответствует сплаву 11, определенному в таблице 1 стандарта ASTM А 333/А333М-99.
Предпочтительно, сварочная проволока используется для сварки вместе частей деталей, изготовленных из основного металла, содержащего, в масс. %:

Торговым названием этого сплава является Invar ® М93. Применение указанной сварочной проволоки не служит причиной модификации обычных условий сварки для специалистов в этой области техники.
Следует отметить, что во всем описании изобретения выражение «части деталей», сваренные вместе, относится лишь к случаю, в котором сваренные части в исходном состоянии принадлежат двум отдельным деталям, как и в случае, в котором сваренные части являются двумя свернутыми частями отдельной детали, например, две продольных кромки листа, сваренные с образованием трубы.
В следующем ниже описании, выражение «криогенная жидкость» относится к сжиженному газу, сохраняемому в жидком состоянии при низкой температуре, в частности, ниже -150°C. Такой криогенной жидкостью является, например, сжиженный метан или природный газ, жидкий пропан или бутан. В следующем описании точка кипения указанной криогенной жидкости называется криогенной температурой.
Описанный выше основной металл, находящийся или в обычной, или предпочтительной форме, имеет следующие характеристики:
при криогенной температуре, в частности, -196°C (температура кипения азота), потенциальная энергия упругой деформации составляет больше, чем 100 Дж/см2, в частности, больше, чем 120 Дж/см2.
Металл имеет малый средний коэффициент теплового расширения между -180°C и 0°C, в частности, порядка 1×10-6/°C. Содержание в нем мартенсита остается ниже 5%, когда металл подвергается 25%-й пластической деформации под действием прерываемого горизонтального тягового усилия при криогенной температуре, в частности, при -196°C (температура кипения азота). Сварочная проволока согласно изобретению производится из сплава, содержащего, в масс. %:
38,6%≤Ni+Co≤45,0%
следы≤Co≤0,50%
2,25%≤Ti+Nb≤0,8667×(Ni+Co)-31,20%, если 38,6%≤Ni+Co≤40,33%
2,25%≤Ti+Nb≤3,75%, если 40,33%≤Ni+Co≤41,4%
0,4167×(Ni+Co)-15,0%≤Ti+Nb≤3,75%, если 41,4%≤Ni+Co≤45,0%
следы≤Nb≤0,50%
0,01%≤Mn≤0,30%
0,01%≤Si≤0,25%
следы≤C≤0,05%
следы≤Cr≤0,50%,
остальное железо и неизбежные примеси, возникающие при производстве.
Когда сварочная проволока согласно изобретению применяется в качестве присадочной проволоки для сварки вместе частей деталей, полученных из основного металла, который определен выше, находящийся в специальной форме или в обычной форме, полученные сварные соединения имеют следующие характеристики.
Потенциальная энергия упругой деформации сварного соединения при криогенной температуре, в частности при температуре кипения азота (-196°C), составляет больше, чем 120 Дж/см2. Указанная характеристика, в частности, получается благодаря тому, что содержание ниобия в сплаве, из которого состоит сварочная проволока, является равным 0,50% или меньше. Значение потенциальной энергии упругой деформации сварного соединения является таким же, как для основного металла.
Средний коэффициент теплового расширения сварного соединения между -180°C и 0°C составляет менее 7,5×10-6/°C, то есть, по порядку величины равен коэффициенту основного металла. Указанная характеристика, в частности, получается благодаря тому, что содержание титана + ниобия в сплаве, из которого состоит сварочная проволока, равно 3,75% или меньше.
Содержание кобальта, марганца, кремния и хрома в сплаве, из которого состоит сварочная проволока, ограничивается для того, чтобы средний коэффициент теплового расширения между -180°C и 0°C не ухудшался ниже 7,5×10-6/°C.
Сварное соединение обладает стабильностью к мартенситному превращению больше или равную стабильности основного металла при криогенной температуре (в частности, - 196°C), то есть, содержание мартенсита остается равным или меньше, чем 5%, когда паяное соединение подвергается 25%-й деформации под действием прерываемого горизонтального тягового усилия при криогенной температуре, в частности, при -196°C, в соответствии с испытанием стабильности, описанным ниже. Указанная хорошая стабильность сварного соединения к мартенситному превращению получается благодаря тому, что содержание титана + ниобия в сварочной проволоке меньше или равно 0,8667×(Ni+Co)-31,20%, и содержание Co≤0,50%. В связи с указанным авторы изобретения неожиданно обнаружили, что стабильность сварного соединения к мартенситному превращению возрастает, когда содержание никеля + кобальта в сварочной проволоке увеличивается, при постоянном содержании титана + ниобия и содержании Co≤0,50%.
Содержание марганца углерода в сварочной проволоке также дает вклад в улучшение стабильности сварного соединения к мартенситному превращению. Содержание углерода в сварочной проволоке ограничивается для того, чтобы установить предел осаждению карбонитридов Ti/Nb, что ухудшает потенциальную энергию упругой деформации при криогенной температуре.
Механические свойства сварного соединения, в частности сопротивление разрыву (Rm), лучше, чем характеристики основного металла при комнатной температуре (25°C). Таким образом, сварное соединение удовлетворяет условию превосходства механических характеристик при комнатной температуре. Указанное свойство достигается благодаря тому, что содержание титана + ниобия в сварочной проволоке превышает или равно 2,25%, при содержании Nb≤0,50%. Титан и ниобий используются для обеспечения повышения прочности твердого раствора.
Механические свойства сварного соединения, в частности сопротивление разрыву (Rm), лучше, чем характеристики основного металла при криогенной температуре. Таким образом, сварное соединение удовлетворяет условию превосходства механических характеристик при криогенной температуре. Указанное свойство достигается благодаря тому, что содержание титана + ниобия в сварочной проволоке превышает или равно
0,4167×(Ni+Co)-15,0%, при содержании Со≤0,50%.
В частности, авторы изобретения обнаружили, что при заданном содержании
титана + ниобия, увеличение содержания никеля + кобальта в сварочной проволоке вне верхнего предела, соответствующего приведенной выше формуле, инвертированной для того, чтобы выразить содержание никеля + кобальта в зависимости от содержания
титана + ниобия, то есть, вне предела 
Следует отметить, что содержание легирующих элементов в сварочной проволоке согласно изобретению учитывает неизбежное разбавление сварочной проволоки за счет смешения с расплавленным основным металлом в ходе сварки. Обычно средняя степень разбавления составляет между 15% и 50%, в зависимости от применяемой технологии сварки.
Описанные выше три диапазона содержания титана + ниобия в зависимости от содержания никеля + кобальта в сплаве, из которого состоит сварочная проволока согласно изобретению, в общем составе сварочной проволоки, являются результатом комбинации указанных выше условий.
Эти диапазоны графически представлены на фиг. 1, которая представляет собой график зависимости содержания титана + ниобия от содержания никеля + кобальта в сплаве, из которого состоит сварочная проволока. На этой фигуре:
- кривая, обозначенная C1, соответствует уравнению Ti+Nb=0,8667×(Ni+Co)-31,20%;
- кривая, обозначенная C2, соответствует уравнению Ti+Nb=0,4167×(Ni+Co)-15,0%;
- кривая, обозначенная C3, соответствует уравнению Ti+Nb=3,75%; и
- кривая, обозначенная С4, соответствует уравнению Ti+Nb=2,25%.
Более конкретно:
Кривая C1 определяет границы диапазона минимального содержания (никеля + кобальта) (при Co≤0,50%), в котором сварное соединение, полученное с помощью сварочной проволоки, обладает стабильностью к мартенситному превращению при криогенной температуре, большей или равной стабильности основного металла.
Кривая C2 определяет границы диапазона максимального содержания (никеля + кобальта) (при Co≤0,50%), в котором достигается превосходство механических характеристик сварного соединения при криогенной температуре.
Кривая C3 определяет границы диапазона максимального содержания (титана + ниобия) (при Nb≤0,50%), в котором коэффициент теплового расширения сварного соединения между -180°C и 0°C составляет меньше, чем 7,5×10-6/°C.
Кривая C4 определяет границы диапазона минимального содержания (титана + ниобия) (при Nb≤0,50%), в котором достигается превосходство механических характеристик сварного соединения при комнатной температуре.
Дополнительно можно отметить, что в сплаве, из которого состоит сварочная проволока:
- содержание кремния больше или равное 0,01% обеспечивает раскисление сплава;
- содержание хрома больше или равное 0,50% улучшает сопротивление сплава атмосферной коррозии;
- содержание кобальта меньше или равное 0,50% улучшает потенциальную энергию упругой деформации сварного соединения.
Предпочтительно содержание ниобия в сварочной проволоке составляет меньше или равное 0,01 масс. % для того, чтобы избежать или ограничить образование карбида ниобия, что может ослабить сварное соединение.
Предпочтительно, содержание кобальта в сварочной проволоке составляет меньше или равное 0,01 масс. % для того, чтобы сварное соединение стало еще менее чувствительным к мартенситному превращению при криогенной температуре.
Предпочтительно, содержание углерода в сварочной проволоке составляет меньше или равное 0,015 масс. % для того, чтобы избежать или ограничить относительный объем карбидов Ti/Nb, которые могут ослабить сварное соединение.
Предпочтительно содержание хрома в сварочной проволоке составляет меньше или равное 0,10 масс. % для того, чтобы дополнительно снизить коэффициент теплового расширения сварного соединения и сделать сварное соединение еще менее чувствительным к мартенситному превращению. Еще более предпочтительно, сварочная проволока состоит из сплава, содержащего, в масс. %:
40,0%≤Ni+Co≤42,0%
2,60%≤Ti+Nb≤3,40%
следы≤Nb≤0,01%
следы≤Co≤0,10%
0,01%≤Mn≤0,10%
0,01%≤Si≤0,10%
следы≤C≤0,015%
следы≤Cr≤0,10%
остальное железо и неизбежные примеси, возникающие при производстве.
Указанный предпочтительный состав представлен прямоугольником на фиг. 1. Сварочная проволока такого состава является особенно выгодной. Действительно, она обеспечивает очень хороший баланс между различными характеристиками паяных соединений, образовавшихся между частями деталей, изготовленных из основного металла, то есть: потенциальная энергия упругой деформации (KCV) при -196°C больше или равна 130 Дж/см2, средний коэффициент теплового расширения между -180°C и 0°C меньше, чем 5×10-6/°C, очень низкая чувствительность к мартенситному превращению при -196°C, и превосходство механических характеристик сварного соединения относительно основного металла при -163°C и 25°C. Кроме того, эта проволока имеет улучшенную свариваемость благодаря тому, что содержание титана + ниобия составляет менее 3,40%.
Еще более предпочтительно, сварочная проволока имеет следующий состав, в масс. %:
41,0%≤Ni+Co≤42,0%
2,60%≤Ti+Nb≤3,40%
следы≤Nb≤0,01%
следы≤Co≤0,10%
0,01%≤Mn≤0,10%
0,01%≤Si≤0,10%
следы≤C≤0,015%
следы≤Cr≤0,10%
остальное железо и неизбежные примеси, возникающие при производстве.
Указанная сварочная проволока является особенно выгодной. Действительно, кроме вышеуказанных преимуществ, паяное соединение, полученное путем сварки вместе частей деталей, изготовленных из основного металла, обладает еще лучшей стабильностью к мартенситному превращению. Фактически, содержание мартенсита в паяном соединении остается равным или меньше, чем 3%, когда паяное соединение подвергается 25%-й деформации под действием прерываемого горизонтального тягового усилия при криогенной температуре, в частности, при -196°C, в соответствии с тестом стабильности, описанным ниже. Таким образом, паяные соединения, полученные между двумя деталей, изготовленных из основного металла с использованием указанной сварочной проволоки в качестве присадочной проволоки, обладают еще большим сопротивлением точечной коррозии. Более того, уменьшение содержания мартенсита гомогенизирует коэффициент теплового расширения в паяном соединении, и позволяет дополнительно снизить локальные различия теплового расширения, возникающие из-за присутствия мартенсита.
Дополнительно изобретение относится к способу получения сварочной проволоки, который описан выше. Этот способ включает в себя стадию получения сплава, из которого состоит сварочная проволока. Вышеупомянутый сплав получают традиционным способом, например, в дуговой электропечи или вакуумно-индукционной печи.
В ходе получения сплава, из которого состоит сварочная проволока, следует как можно больше снизить содержание таких элементов, как сера и фосфор, в частности, с целью устранения какой-либо чувствительности сплава к растрескиванию при отвердевании и повторном нагреве, таким образом, облегчается термическое превращение и свариваемость сварочной проволоки. Эти остаточные элементы входят в состав загрязнений, образующихся при производстве.
Когда сплав уже получен, из сплава производятся полуфабрикаты. С этой целью из сплава отливают или в форме слитков, или непосредственно в форме заготовок, в частности, посредством непрерывной разливки. Таким образом, полученные в конце этой стадии полуфабрикаты преимущественно представляют собой слитки или заготовки.
Эти полуфабрикаты необязательно подвергаются переплавке в вакууме или переплавке под электропроводящим шлаком. В результате указанной стадии снижается содержание нежелательных остаточных элементов, таким образом, улучшается чистота сплава.
Затем эти полуфабрикаты подвергают термическому превращению между 1050°C и 1250°C с образованием проволоки. В частности, в ходе указанной стадии термического превращения, полуфабрикаты, то есть, в частности, слитки или заготовки подвергают термическому превращению с целью уменьшения их сечения, придавая им, например, квадратное сечение со стороной приблизительно от 100 до 200 мм. Таким образом, получается полуфабрикат с уменьшенным сечением. Указанный полуфабрикат имеет, в частности, длину 10 м и 20 м.
Преимущественно, уменьшение сечения полуфабрикатов проводится с помощью одного или нескольких последовательных проходов горячей прокатки. Затем полуфабрикаты с уменьшенным сечением снова подвергают термическому превращению, чтобы получить проволоку. Эта проволока может быть, в частности, машинной проволокой. Например, проволока может иметь диаметр между 5 и 21 мм и, в частности, диаметр равен приблизительно 5,5 мм.
Преимущественно, в ходе указанной стадии проволока производится путем горячей прокатки на проволочном стане. Затем с проволоки удаляют окалину и сматывают ее в бухту.
Затем проволоку вытягивают с помощью известного проволочно-волочильного стана, чтобы получить сварочную проволоку. Эта сварочная проволока имеет диаметр меньше диаметра исходной проволоки. В частности, ее диаметр находится между 0,5 мм и 1,5 мм. Преимущественно диаметр находится между 0,8 мм и 1,2 мм.
Дополнительно изобретение относится к применению сварочной проволоки, которая определена выше, для сварки вместе, по меньшей мере, двух частей деталей, изготовленных из основного металла, который определен выше. Дополнительно изобретение относится к способу сварки для сварки вместе, по меньшей мере, двух частей деталей 12 из основного металла, определенного выше, чтобы получить сварной блок 10 (фиг. 2).
Сначала получают сварочную проволоку, которая описана выше. Кроме того, получают части деталей 12, изготовленные из основного металла, которые должны свариваться вместе, с использованием способа сварки. Затем сваривают вместе части деталей 12, с использованием сварочной проволоки в качестве присадочной проволоки.
На этой стадии получается, например, или сварное соединение внахлест, или сварное соединение встык. Выбор типа сварного соединения, в частности, зависит от характера и формы частей деталей 12, которые будут свариваться, и от требуемой формы сварного блока 10.
Стадия сварки может включать один или несколько проходов сварки. Традиционно, эта стадия включает первый проход сварки, называемый «проход для заварки корня шва», с последующим одним или несколькими дополнительными проходами сварки, называемыми заливными проходами.
Каждый проход сварки проводится с использованием сварочной проволоки согласно изобретению в качестве присадочной проволоки, которая описана выше. Таким образом, разбавление сварочной проволоки ограничивается разбавлением основным металлом, расплавленным в результате сварки. Сварное соединение получается вручную или автоматически.
Преимущественно, сварное соединение получается методом сварки небольшой мощности для того, чтобы область термического воздействия на части деталей 12, которые будут свариваться, была как можно меньше. Фактически, укрупнение зерен металла в области термического воздействия вызывает механическое ослабление этой области; таким образом, важно минимизировать размер указанной области в максимально возможной степени.
Сварное соединение получается, например, путем сварки - плазменной или TIG (с вольфрамовым электродом в инертном газе) или MIG (с металлическим электродом в инертном газе), с использованием сварочной проволоки согласно изобретению в качестве присадочной проволоки. Предпочтительно, проход для заварки корня шва проводится методом плазменной сварки, и заливные проходы - методами MIG или TIG сварки, преимущественно TIG сваркой. Действительно, методы MIG или TIG сварки являются методами сварки меньшей мощности, чем плазменная сварка.
В конце сварки получается сварной блок 10, содержащий части деталей 12, соединенные сварным швом 13, образовавшимся из сварочной проволоки, которая описана выше. Такой сварной блок 10 показан на фиг. 2. Более конкретно, указанный способ сварки может быть использован для получения секции трубопровода, изготовленной из основного металла, который определен выше.
Таким образом, дополнительно изобретение относится к способу получения указанной секции трубопровода. Этот способ включает предоставление листа 1, изготовленного из основного металла. Такой лист показан на фиг. 3. Он вытянут в продольном направлении L и имеет продольные края 3, которые практически параллельны продольному направлению L. Лист имеет толщину, например, в диапазоне между 2 и 18 мм.
Дополнительно способ включает стадию свертывания листа 1 в положение, в котором два продольных края 3 находятся друг против друга, с последующей стадией сварки вместе двух продольных краев 3, расположенных друг против друга, с использованием описанного выше способа сварки. В этом случае части деталей 12, описанные при изложении способа сварки, включают продольные края 3 листа 1. Полученное на этой стадии сварное соединение представляет собой продольное сварное соединение. Предпочтительно, это соединение сварено встык.
В конце этого способа получается секция 5 трубопровода, которая показана на фиг. 4, где лист 1 свернут в трубку, и продольные края 3 листа 1 соединяются с помощью сварного шва 6, полученного из сварочной проволоки, описанной выше.
В одном варианте, по меньшей мере, продольные края 3 листа 1 изготовлены из основного металла. Остальная часть листа 1 может быть изготовлена из любого материала.
Способ сварки согласно изобретению также может быть использован для производства трубопровода 7 из секций трубопровода, изготовленных из основного металла, который определен выше.
Таким образом, дополнительно изобретение относится к способу получения такого трубопровода. Указанный трубопровод 7 показан на фиг. 5. В этом способе, используются, по меньшей мере, две секции 5 трубопровода. Указанные секции трубопровода представляют собой, например, секции 5 трубопровода, произведенные с использованием способа получения, описанного выше. Каждая секция 5 трубопровода является практически цилиндрической, имеющей ось М и два продольных края 10, расположенных в направлении оси М. Затем две секции 5 трубопровода располагаются таким образом, что их продольные края 10 размещаются напротив друг друга, в направлении оси М секций 5 трубопровода, потом продольные края 10 двух секций 5 трубопровода свариваются вместе, с использованием способа сварки, описанного выше.
В этом случае, части деталей 12, которые определены в способе сварки, включают в себя продольные края 10 секций 5 трубопровода. Преимущественно, на этой стадии, осуществляется сварное соединение встык между продольными краями 10 секций 5 трубопровода.
Когда стадия сварки осуществляется в цеху, предпочтительно выполняется кольцевое сварное соединение. Традиционно кольцевое сварное соединение образуется путем вращения секций 5 трубопровода, которые будут свариваться, относительно средства сварки, в частности, относительно сварочной горелки. Когда стадия сварки осуществляется вне цеха, например, на месте монтажа трубопровода 7, предпочтительным является орбитальное сварное соединение. Это орбитальное сварное соединение представляет собой сварное соединение, образовавшееся путем вращения средства сварки, в частности сварочной горелки, относительно свариваемых секций 5 трубопровода. Эта стадия сварки проводится несколько раз, по числу свариваемых секций 5 трубопровода (минус одна сварка) для того, чтобы получить трубопровод 7.
В одном варианте способ изобретения может быть осуществлен с секцией трубопровода любого типа, имеющей продольные края и изготовленной из основного металла, независимо от способа получения секции трубопровода. Необязательно, с помощью плавильного агрегата дополнительно образуется сварной шов с обратной стороны, то есть, внутри трубопровода 7. Традиционно указанная дополнительная стадия позволяет улучшить геометрию сварного соединения. В конце одной или нескольких стадий сварки получается трубопровод 7.
Указанный трубопровод 7 включает в себя, по меньшей мере, две последовательные секции 5 трубопровода, смонтированные посредством сварного шва 11, образовавшегося из сварочной проволоки, которая описана выше. Такой трубопровод 7 представляет собой, например, внутренний канал трубопровода для транспорта криогенной жидкости, в частности, подводный канал.
Примеры транспортируемых природных газов включают метан, сжиженный природный газ, бутан и жидкий пропан.
Кроме того, способ сварки согласно изобретению может быть использован для получения части 7 цистерны, изготовленной из основного металла. Таким образом, дополнительно изобретение относится к способу получения, по меньшей мере, одной части цистерны, изготовленной из основного металла, который определен выше, путем совместной сварки деталей, изготовленных из основного металла.
Часть цистерны представляет собой, например, мембрану, образующую внутреннюю облицовку цистерны, или часть такой мембраны. Применяемые детали являются, например, получаются предварительно путем формования в листы. Они также могут быть листами, нарезанными из подходящих пластин. Применяемые листы имеют толщину, например, в диапазоне между 0,2 мм и 10 мм, преимущественно толщина составляет между 0,5 мм и 1,5 мм. Указанные детали сваривают вместе, с использованием способа сварки, который описан выше.
Таким образом, получается часть цистерны, содержащая, по меньшей мере, две детали, соединенные сварным швом, полученным из сварочной проволоки, которая описана выше. Указанная цистерна представляет собой, например, цистерну, предназначенную для хранения криогенной жидкости, например, сжиженного природного газа.
Примеры
Сварочные проволоки согласно изобретению получают с использованием способа получения сварочной проволоки, описанного выше.
В таблице 1 обобщены полученные экспериментальные данные. В этой таблице сварочные проволоки, не соответствующие изобретению, помечены звездочкой. Так, в примерах 1-4 и 12-14 химический состав сварочной проволоки не соответствует изобретению. В примерах 5-11 химический состав сварочной проволоки соответствует изобретению.

Композиции никеля + кобальта и титана + ниобия для сварочных проволок согласно примерам 1-13 показаны на фиг. 1. Можно отметить, что сварочные проволоки согласно примерам 1-4 и 12 и 13 находятся вне области, ограниченной кривыми C1-С4, в то время как сварочные проволоки согласно примерам 5-11 находятся внутри этой области.
Затем каждую сварочную проволоку согласно примерам 1-14 используют для получения сварного соединения между двумя деталями, изготовленными из основного металла, имеющего химический состав, который определен ниже в таблице 2, причем содержание приведено в масс. %.

Условия сварки являются обычными для получения сварных соединений с использованием тех типов сварочных способов, которые описаны выше. Измерены соответствующие характеристики сварного соединения, полученного из сварочной проволоки согласно каждому из примеров 1-14. Результаты этих измерений обобщены ниже в таблице 3.
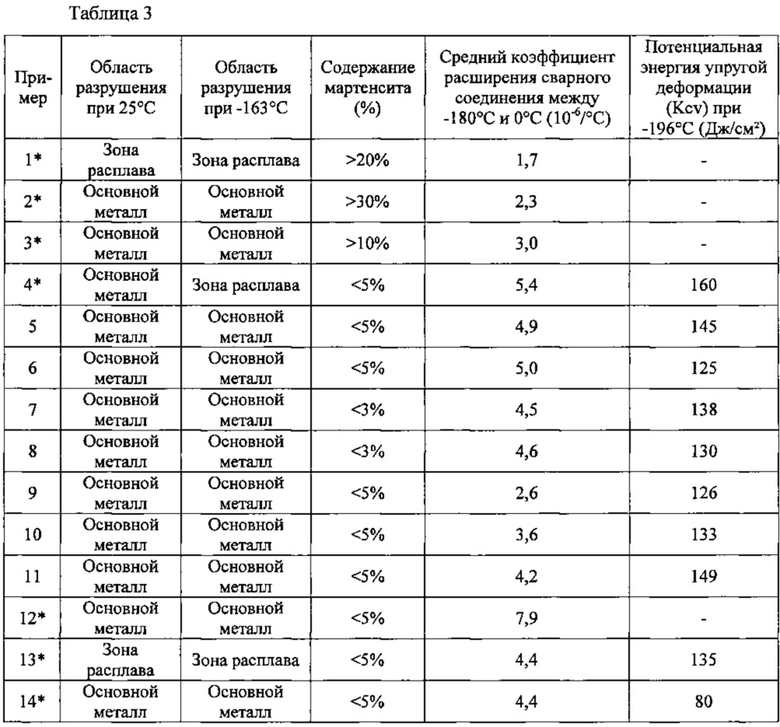
В этой таблице:
- в первых двух столбцах указаны области сварного блока, в которых разрушение происходит в испытании разрушения при горизонтальном тяговом усилии в соответствии со стандартом ASTM Е8, при температурах 25°C и -163°C соответственно.
- В третьем столбце, озаглавленном ʺСодержание мартенситаʺ, приведен относительный объем мартенсита в сварном соединении, измеренный после деформации сварного соединения на 25% под действием прерываемого горизонтального тягового усилия при -196°C в ванне с жидким азотом. Приведенные в этом столбце результаты демонстрируют стабильность сварного соединения к мартенситному превращению.
Более конкретно, в этом испытании опытные образцы захватываются перпендикулярно паяному соединению, и затем делают два оттиска микротвердости в калибровочной секции опытных образцов. Расстояние между указанными двумя оттисками измеряют до прерываемого тягового испытания для того, чтобы получить длину L0 опытного образца, и после прерываемого тягового испытания, чтобы получить длину L1 опытного образца. Пластическая деформация, созданная при -196°C тяговым двигателем, калибруется таким образом, чтобы рассредоточенное удлинение, рассчитанное по формуле: 

Следует отметить, что содержание мартенсита (τ%) в использованном основном металле, которое определено в таблице 3, остается меньше 5% после пластической деформации на 25% под действием тягового усилия при -196°C, как определено выше.
- В четвертом столбце приведен средний коэффициент теплового расширения сварного соединения, между -180°C и 0°C, выраженный в 10-6/°C. Этот коэффициент определяют путем измерения изменения длины в микрометрах между -180°C и 0°C для опытного образца, имеющего длину 50 мм при 0°C. средний коэффициент теплового расширения рассчитывают с использованием следующей формулы: 
- В пятом столбце приведена потенциальная энергия упругой деформации сварного шва (Kcv), измеренная согласно стандарту NF EN 10045-1. Энергия деформации измерена в Дж/см2 и характеризует потенциальную энергию упругой деформации сварного соединения.
В таблице 3 показано, что все сварные соединения, полученные с использованием сварочных проволок согласно примерам 5-11, обладают требуемыми характеристиками, описанными выше со ссылкой на состав сварочной проволоки.
Действительно, в каждом из примеров разрушение происходит в основном металле, а не в зоне расплава, как при комнатной температуре (25°C), так и при криогенной температуре (-163°C). Эти результаты показывают, что механические свойства зоны расплава, то есть, сварного соединения, лучше, чем характеристики основного металла (превосходство механических свойств), как при комнатной, так и при криогенной температуре. Таким образом, можно устанавливать размеры сварного блока, только учитывая характеристики основного металла.
Напротив, в примерах 1 и 13, которые не соответствуют изобретению и в которых содержание титана + ниобия в сварочной проволоке равно 1,5%, то есть, меньше, чем 2,25%, разрушение происходит в зоне расплава при комнатной температуре. Таким образом, в этом случае отсутствует превосходство механических характеристик при комнатной температуре.
В примере 4, который не соответствуют изобретению, содержание никеля + кобальта в сварочной проволоке находится в диапазоне согласно изобретению, но содержание титана + ниобия меньше, чем минимальное значение, получаемое с использованием формулы 0,4167×(Ni+Co)-15,0%, которое составляет 3,01%. Другими словами, для содержания титана + ниобия в проволоке согласно примеру 4, содержание никеля + кобальта составляет больше максимального значения, определяемого кривой С2. Можно видеть, что разрушение сварного блока происходит в зоне расплава при криогенной температуре. Таким образом, в этом случае отсутствует превосходство механических характеристик при криогенной температуре.
В примере 13, который не соответствуют изобретению, содержание титана + ниобия ниже минимального значения, определяемого выражением 0,4167×(Ni+Co)-15,0%, которое равно 2,31%. Другими словами, для содержания титана + ниобия в проволоке согласно примеру 13, содержание никеля + кобальта составляет больше максимального значения, определяемого кривой С2. Можно видеть, что разрушение сварного блока происходит в зоне расплава при криогенной температуре. Таким образом, в этом случае отсутствует превосходство механических характеристик при криогенной температуре.
Для примеров 5-11, которые соответствуют изобретению, содержание мартенсита (Т%) после 25%-й тяговой деформации при -196°C составляет меньше, чем 5%. Таким образом, стабильность к мартенситному превращению сварного соединения согласно примерам 5-11, по меньшей мере, равна стабильности использованного основного металла.
В примерах 1-3, в которых содержание никеля + кобальта в сварочной проволоке меньше минимального содержания согласно изобретению, ограниченного кривой С1 для соответствующего содержания Ti+Nb в этих проволоках, также видно, что содержание мартенсита после 25%-й деформации при -196°C гораздо больше, чем 5%. Таким образом, стабильность к мартенситному превращению сварного соединения согласно примерам 1-3 определенно меньше, чем стабильность использованного основного металла.
Кроме того, в каждом из примеров 5-11 измерено, что средний коэффициент теплового расширения сварного соединения составляет меньше, чем 7,5×10-6/°C, то есть, близок к коэффициенту основного металла.
В примере 12, который не соответствует изобретению, содержание титана + ниобия в сварочной проволоке составляет больше, чем 3,75%. Отмечается, что средний коэффициент теплового расширения сварного соединения, полученный с использованием сварочной проволоки согласно примеру 12, составляет больше, чем 7,5×10-6/°C.
Видно, что в примерах 5-11 ударная прочность опытного образца при -196°C (температура жидкого азота) составляет больше, чем 120 Дж/см2. Таким образом, сварное соединение, полученное с использованием сварочной проволоки согласно примерам 5-11, обладает повышенной пластичностью, соответствующей желательной пластичности, что ограничивает риски хрупкого разрушения сварного соединения.
Наконец, сварочная проволока согласно примеру 14, который не соответствует изобретению, имеет содержание ниобия больше, чем 0,50%. Можно увидеть, что сварное соединение, полученное с использованием этой проволоки, имеет низкую пластичность при криогенной температуре, поскольку потенциальная энергия упругой деформации соединения при -196°C равна 80 Дж/см2. Поэтому полученное таким образом сварное соединение является хрупким.
Блоки деталей из сплава Fe-36Ni, сваренные вместе с использованием сварочной проволоки согласно изобретению, являются особенно выгодными.
Действительно, благодаря превосходству механических характеристик сварного соединения при комнатной и криогенной температуре, можно устанавливать размеры блока на основе характеристик основного металла, не учитывая свойства паяных соединений.
Кроме того, улучшение механических характеристик паяных соединений, благодаря применению сварочной проволоки согласно изобретению, весьма значительно улучшает усталостную прочность сварных соединений при криогенной температуре. Испытание на усталость, проведенное при переменном горизонтальном тяговом усилии с призматическими опытными образцами, обработанными на станке перпендикулярно сварным соединениям, при относительном тяговом усилии R=0,1 (отношение между максимальным и минимальным усилием), демонстрирует увеличение срока службы в 10 раз и более, чем на 30% увеличение максимального усилия разрушения до 500000 циклов паяных соединений, полученных со сварочной проволокой согласно изобретению, по сравнению с паяными соединениями, полученными с известным сплавом Fe-36Ni для паяных соединений.
Кроме того, паяные соединения имеют низкое среднее значение коэффициента теплового расширения, близкое к значению основного металла, что выгодно, когда блок предназначается для криогенной жидкости. Приспособление коэффициентов теплового расширения между основным металлом и сварным соединением ослабляет остаточные ограничения внутри сварных соединений, и поэтому увеличивает их усталостную прочность, в частности, в ходе изменения температуры в течение циклов загрузки или разгрузки криогенной жидкости.
Кроме того, благодаря улучшенной пластичности паяных соединений, ограничивается риск хрупкого разрушения блока в паяном соединении в случае аварии, в частности, в случае удара. Таким образом, эта улучшенная пластичность, в частности, обеспечивает восстановление любых утечек, возникающих от трещин в паяном соединении, до их распространения. Таким образом, паяное соединение, полученное с использованием сварочной проволоки согласно изобретению, соответствует известному выражению «утечка до разрушения» спецификации.
Наконец, повышенное содержание никеля + титана и стабильность паяных соединений к мартенситному превращению позволяют снизить скорость атмосферной коррозии паяных соединений, полученных с использованием сварочной проволоки согласно изобретению, по сравнению с паяными соединениями, полученными со сварочными проволоками из известного сплава Fe-36Ni.
Изобретение относится к области сварки, а именно к сварочной проволоке, предназначенной для использования при сварке вместе частей деталей, состоящих из сплава Fe-36Ni. Сварочная проволока состоит из сплава, содержащего, в мас.%: 38,6≤Ni+Co≤45,0, следы≤Со≤0,50, 2,25≤Ti+Nb≤0,8667×(Ni+Co)-31,20 при 38,6≤Ni+Co≤40,33 или 2,25≤Ti+Nb≤3,75 при 40,33<Ni+Co≤41,4 или 0,4167×(Ni+Co)-15,0≤Ti+Nb≤3,75 при 41,4<Ni+Co≤45,0, следы≤Nb≤0,50, 0,01≤Mn≤0,30, 0,01≤Si≤0,25, следы≤C≤0,05, следы≤Cr≤0,50, остальное - железо и неизбежные примеси, возникающие при производстве. Достигается повышение механических характеристик сварных соединений. 10 н. и 13 з.п. ф-лы, 5 ил., 3 табл.
1. Сварочная проволока, предназначенная для сварки частей деталей, выполненных из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве,
отличающаяся тем, что она изготовлена из сплава, содержащего, в мас.%:
38,6≤Ni+Co≤45,0
следы≤Со≤0,50
2,25≤Ti+Nb≤0,8667×(Ni+Co)-31,20, если 38,6≤Ni+Co≤40,33
2,25≤Ti+Nb≤3,75, если 40,33<Ni+Co≤41,4
0,4167×(Ni+Co)-15,0≤Ti+Nb≤3,75, если 41,4<Ni+Co≤45,0
следы≤Nb≤0,50
0,01≤Mn≤0,30
0,01≤Si≤0,25
следы≤С≤0,05
следы≤Cr≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве.
2. Сварочная проволока по п. 1, в которой содержание ниобия составляет меньше или равно 0,01 мас.%.
3. Сварочная проволока по п. 1 или 2, в которой содержание кобальта составляет меньше или равно 0,10 мас.%.
4. Сварочная проволока по п. 1 или 2, в которой содержание углерода составляет меньше или равно 0,015 мас.%.
5. Сварочная проволока по п. 1 или 2, изготовленная из сплава, содержащего, в мас.%:
40,0≤Ni+Co≤42,0
2,60≤Ti+Nb≤3,40
следы≤Nb≤0,01
следы≤Со≤0,10
0,01≤Mn≤0,10
0,01≤Si≤0,10
следы≤С≤0,015
следы≤Cr≤0,10
остальное - железо и неизбежные примеси, возникающие при производстве.
6. Сварочная проволока по п. 1 или 2, изготовленная из сплава, содержащего, в мас.%:
41,0≤Ni+Co≤42,0
2,60≤Ti+Nb≤3,40
следы≤Nb≤0,01
следы≤Со≤0,10
0,01≤Mn≤0,10
0,01≤Si≤0,10
следы≤С≤0,015
следы≤Cr≤0,10
остальное - железо и неизбежные примеси, возникающие при производстве.
7. Сварочная проволока по п. 1 или 2, которая имеет диаметр между 0,5 и 1,5 мм.
8. Способ получения сварочной проволоки по п. 1 или 2, включающий следующие стадии:
- создание полуфабриката, изготовленного из сплава, имеющего состав сварочной проволоки, указанный в п. 1 или 2;
- формоизменение в горячем состоянии полуфабриката с образованием проволоки; и
- превращение проволоки в сварочную проволоку, имеющую диаметр меньше, чем диаметр проволоки, причем указанное формоизменение включает в себя стадию волочения.
9. Способ по п. 8, в котором формоизменение проволоки включает в себя удаление окалины и наматывание проволоки без окалины в бухту, а стадия волочения включает волочение проволоки без окалины, намотанной в бухту.
10. Способ по п. 8, в котором полуфабрикат представляет собой заготовку или слиток.
11. Способ по п. 8, в котором проволока имеет диаметр между 5 и 21 мм.
12. Способ по п. 8, в котором формоизменение в горячем состоянии полуфабриката с образованием проволоки включает горячую прокатку полуфабриката для уменьшения поперечного сечения и горячую прокатку полуфабриката, имеющего меньшее сечение, с образованием проволоки.
13. Способ сварки по меньшей мере двух частей детали, которые выполнены из сплава основного материала, имеющего следующий состав, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве, включающий
сварку двух частей деталей с использованием в качестве присадочной проволоки сварочной проволоки по п. 1 или 2.
14. Способ сварки по п. 13, в котором все сваривающие проходы осуществляют с использованием в качестве присадочной проволоки сварочной проволоки по п. 1 или 2.
15. Способ получения секции трубопровода, включающий следующие стадии:
- получение листа, имеющего два продольных края и изготовленного из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве; и
сварку вместе продольных краев листа с использованием способа сварки по п. 13 с образованием секции трубопровода.
16. Способ по п. 15, в котором сварной шов между продольными краями листа представляет собой продольный стыковой сварной шов.
17. Способ получения трубопровода, включающий следующие последовательные стадии:
- получение первой секции трубопровода и второй секции трубопровода, каждая из которых вытянута вдоль продольной оси (М) и изготовлена из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве;
- размещение первой и второй секций трубопровода таким образом, что продольный край первой секции трубопровода размещается напротив продольного края второй секции трубопровода, вдоль продольной оси (М) первой и второй секций трубопровода; и
- сварку вместе двух продольных краев первой и второй секций трубопровода с использованием способа сварки по п. 13 с образованием трубопровода.
18. Способ по п. 17, в котором сварной шов между продольными краями первой и второй секций трубопровода представляет собой кольцевой стыковой сварной шов или орбитальный стыковой сварной шов.
19. Способ получения части цистерны, предназначенной для хранения криогенной жидкости, включающий следующие стадии:
- получение деталей, которым можно придавать форму, каждая из которых изготовлена из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве; и
сварку вместе указанных деталей с использованием способа сварки по п. 13 с образованием части цистерны.
20. Сварной узел, включающий первую часть детали и вторую часть детали, каждая из которых изготовлена из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве, где первая и вторая части деталей соединены сварным швом, полученным с использованием сварочной проволоки по п. 1 или 2.
21. Часть цистерны, включающая детали, изготовленные из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве, которая соединена сварным швом, полученным с использованием сварочной проволоки по п. 1 или 2.
22. Секция трубопровода, включающая лист, сложенный в форме трубы и изготовленный из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве, и имеющая продольные края, соединенные сварным швом, полученным с использованием сварочной проволоки по п. 1 или 2.
23. Трубопровод, включающий по меньшей мере две секции трубопровода, каждая из которых изготовлена из сплава основного материала, содержащего, в мас.%:
35,0≤Ni≤37,0
следы≤С≤0,10
следы≤Mn≤0,60
следы≤Р≤0,025
следы≤S≤0,025
следы≤Si≤0,35
следы≤Cr≤0,50
следы≤Мо≤0,50
следы≤Со≤0,50
остальное - железо и неизбежные примеси, возникающие при производстве,
где две последовательные секции трубопровода соединены сварным швом, полученным с использованием сварочной проволоки по п. 1 или 2.
| US 3184577 A, 18.05.1965 | |||
| МАТЕРИАЛ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИЗНАЯ i^mimtГЕНА IВСЕСОЮЗНАЯпдтннш-ТЕХ;БИБЛИОТЕКА | 0 |
|
SU332982A1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 0 |
|
SU254688A1 |
| US 20090047167 A1, 19.02.2009 | |||
| DE 19934400 A1, 22.02.2001. | |||

