Изобретение относится к области черной металлургии, а именно к способам изготовления высокопрочных стальных деталей сложной формы горячей штамповкой и может быть использовано, в частности, при производстве элементов деталей транспортной, строительной, горнодобывающей и других видов техники.
Использование таких сталей, кроме возможности создания принципиально новых объектов техники различного назначения, позволяет существенно снизить стоимость, металлоемкость и массу, увеличить коррозионную стойкость, эксплуатационную надежность и ресурс работы изделий, особенно в сложных природно-климатических условиях, что становится все более актуальным в связи с реализацией широкомасштабных мероприятий по освоению северных широт. Благодаря штамповке при повышенных температурах, получаемой мартенситной микроструктуре, уменьшенному упругому последействию из горячекатаного проката могут быть изготовлены более тонкие и более сложные детали с высокой удельной прочностью и геометрической точностью.
Известен способ получения стального листа для горячей штамповки и способ получения высокопрочной детали. Способ получения стального листа для горячей штамповки включает горячую прокатку сляба с химическим составом, мас. %: C 0,05-0,40, Si 0,001-0,02, Mn 0,1-3, Al 0,0002-0,005, Ti 0,0005-0,01, O 0,003-0,03, один или оба из Cr и Mo в сумме 0,005-2, остальное Fe и неизбежные примеси. Средний диаметр частиц композитных оксидов на основе Fe-Mn, распределенных в стальном листе, составляет 0,1-15 мкм. Горячая прокатка включает черновую и чистовую прокатки сляба, проводимые со степенью обжатия 70% или выше. Способ дополнительно включает травление горячекатаного стального листа и холодную прокатку со степенью обжатия 30% или выше. Затем способ дополнительно включает отжиг холоднокатаного стального листа. Способ получения высокопрочной детали из стального листа для горячей штамповки включает нагрев стального листа, полученного любым вышеуказанным методом до температуры аустенитной области Ас3 или выше и деформирование стального листа посредством матрицы и пуансона с последующей закалкой стального листа в матрице после формования. Обеспечиваются высокие прочность и сопротивление замедленному разрушению детали после горячей штамповки.
(Патент RU 2557114, МПК С22С 38/38, С22С 38/22, В2B 3/02, B21D 22/20, опубл. 20.01.2015).
Недостаток этого способа - отсутствие возможности управления прочностными свойствами.
Наиболее близким аналогом заявляемого изобретения является способ изготовления горячештампованного листа, включающий нагрев сляба, имеющего состав стали, содержащий, мас. %: от 0,002 до 0,1 C, от 0,01 до 0,5 Si, от 0,5 до менее 1,0 Mn+Cr, 0,1 или менее P, 0,01 или менее S, 0,05 или менее Al, 0,005 или менее N, при необходимости от 0,0005 до 0,004 В, Fe и неизбежные примеси - остальное, до температуры его поверхности от Ar3 до 1400°C, горячую прокатку, при которой нагретый сляб подвергают чистовой прокатке с общей степенью обжатия в выходной клети и непосредственно предшествующей клети перед выходной клетью 40% или более при температуре поверхности сляба от Ar3 до 1400°C, с последующим охлаждением в пределах одной секунды после чистовой прокатки для получения горячекатаного стального листа, который затем наматывают в температурном диапазоне 650°C или ниже, и горячую штамповку с использованием пресс-формы в состоянии, в котором стальной лист нагрет до температуры Ас3 или выше с последующим охлаждением в пресс-форме при скорости охлаждения, превышающей 100°C/с для получения горячештампованного листа, имеющего микроструктуру, состоящую из, в соотношении по площади, 0% или более и менее 90% мартенсита, не менее 10% бейнита и менее 0,5% феррита и перлита, или микроструктуру, состоящую из, в соотношении по площади, не менее 99,5% бейнитного феррита и менее 0,5% феррита и перлита. Лист имеет предел прочности на растяжение менее 940 МПа и превосходную локальную деформируемость. (Патент RU 2562654, МПК С22С 38/18, С22С 38/32, C21D 8/02, опубликован 10.09.2015 - прототип).
Недостаток прототипа заключается в том, что имеет предел прочности на растяжение менее 940 МПа.
Техническая проблема, на решение которой направлено изобретение, - изготовление изделий сложной формы разной категорией прочности методом горячей штамповки, совмещенной с закалкой металла, из горячекатаного проката с получением технического результата, обеспечивающего высокие показатели временного сопротивления, предела текучести, хладостойкости, коррозионной стойкости, высокой пластичности и свариваемости.
Технический результат настоящего изобретения достигается тем, что в способе получения изделия из горячекатаного стального листа горячей штамповкой, включающем нагрев листа до температуры 900-960°C, согласно изобретению, нагрев листа ведут со скоростью не более 7°C/с, выдерживают в течение 4-5 мин и охлаждают в штампе со скоростью 30-80°C/с для получения горячештампованого изделия, имеющего временное сопротивление до 2200 Н/мм2, при этом стальной лист получают из борсодержащей стали, легированной Si-Mn-Cr и микролегированной Ti-Nb-V или построенной по принципу низкоуглеродистой мартенситной стали, легированной Si-Mn-Cr-Ni и микролегированной Mo-Ti-Nb-V. Изделие имеет временное сопротивление 800-1300 Н/мм2. Изделие имеет временное сопротивление 1300-1800 Н/мм2. Изделие имеет временное сопротивление 1800-2200 Н/мм2.
Сущность изобретения заключается в том, что производство изделий сложной формы методом горячей штамповки из горячекатаного проката и обеспечение высоких показателей прочностных характеристик достигается благодаря превращению ферритно-перлитной микроструктуры исходного проката в аустенит, усреднение концентрации углерода и других компонентов по объему образовавшихся аустенитных зерен, растворение и формирование новых выделений разных типов избыточных фаз, рост зерна аустенита, формирование мартенситной микроструктуры и объемной системы наноразмерных выделений избыточных фаз при горячей штамповке.
Лист перед горячей штамповкой нагревают со скоростями не более 7°C/с до температуры 900-960°C с выдержкой в течении 4-5 минут, обеспечивая усреднение температуры и образование зерен аустенита перед деформацией и закалкой на мартенситную структуру при горячей штамповке. Этот режим обеспечивает протекание превращения ферритно-перлитной смеси в аустенит из сталей с содержанием углерода от 0,08 до 0,30% для получения требуемых показателей структурного состояния и комплекса свойств металла готовых изделий. При повышении температуры аустенизации до 960°C имеет место рост предела текучести и временного сопротивления, дальнейшее повышение температуры сопровождается снижением прочностных характеристик изделий.
С целью предупреждения нежелательного интенсивного роста зерна аустенита для сталей целесообразным является использование температур аустенизации закономерно уменьшающихся от величин порядка 960°C для низкоуглеродистых (0,08-0,14% С) до значений около 900°C для сталей с высоким содержанием 0,22-0,30% углерода. При изотермической выдержке при любой температуре аустенизации первоначально происходит быстрый рост размера зерна аустенита, который постепенно замедляется и практически становится постоянным. Повышение температуры аустенизации до 960°C увеличивает скорость превращения ферритно-перлитной смеси в аустенит и однородность распределения компонентов по его объему. В результате возрастает доля мартенсита, образующегося при закалке, а также, возможно, количество формирующихся фазовых выделений, что стимулирует повышение прочностных характеристик, при снижении пластичности. Дальнейшее повышение температуры приводит к интенсивному росту зерна, что при близкой или эквивалентной доле мартенсита в металле после закалки приводит к существенному снижению степени ее дисперсности. Кроме того, может снижаться количество наноразмерных карбонитридных и других типов фазовых выделений в результате более полного растворения их части, присутствующей в исходном прокате. В результате прочностные характеристики металла после закалки несколько снижаются, при возможном некотором повышении пластичности. Повышение прочности при переходе от температуры аустенизации 900 к 960°C, во всех случаях сопровождается снижением ударной вязкости, а затем несколько возрастает или остаются примерно на эквивалентном уровне. Установленные закономерности изменения структурного состояния и свойств проката в зависимости от температуры аустенизации обусловлены суперпозицией процессов, протекающих при горячей штамповке, прежде всего: фазового превращения ферритно-перлитной смеси в аустенит, выравнивание (усреднение) концентраций углерода и других компонентов по объему аустенитных зерен, превращения аустенита в мартенсит и формирования системы наноразмерных карбонитридных и других типов выделений при закалке стали.
При использовании скоростей охлаждения 30-80°C/с при закалке, соответствующих в настоящее время всему возможному диапазону функционирования штампов по изготовлению изделий методами горячей штамповки, для металла готовых изделий получен высокий комплекс прочностных свойств относительного удлинения и ударной вязкости. При увеличении скорости охлаждения в диапазоне 30-80°C/с при закалке прочностные характеристики возрастают, а относительное удлинение и ударная вязкость, напротив, снижаются, благодаря увеличению доли мартенсита, а затем остаются на постоянном уровне. Наличие деформации, предшествующей закалке, приводит к значительному (более чем на 200 МПа) повышению прочностных характеристик стали, что обусловлено формированием объемной системы наноразмерных карбонитридных и других типов выделений, вносящей существенный вклад в прочностные характеристики стали. При более медленном охлаждении менее 30°C/с при закалке, наличие деформации не приводит к приросту прочностных свойств проката. Если при скорости охлаждения 30°C/с они остаются практически на том же уровне, что и при более высоких скоростях охлаждения, то при более медленном охлаждении происходит существенное (до 300 МПа) уменьшение показателей прочностных характеристик металла готовых изделий из-за снижения доли мартенсита в его структуре.
Для получения изделий разных категорий прочности (временного сопротивления 800-1300 Н/мм2,, 1300-1800 Н/мм2 и 1800-2200 Н/мм2) целесообразным является деление сталей на три группы по содержанию углерода (мас. %): низкоуглеродистые - 0,08-0,14; со средним - 0,14-0,22 и высоким содержанием углерода - 0,22-0,30, а также по типам легирования на борсодержащие и построенные по принципу низкоуглеродистых мартенситных сталей.
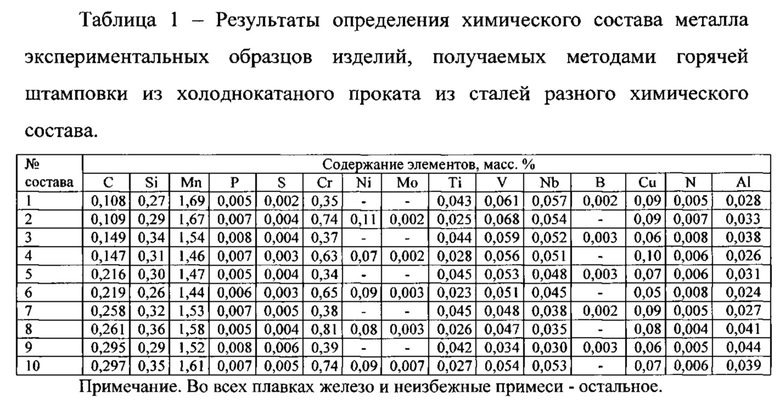
Основными компонентами, контролирующими свойства как исходного проката, так и металла готовых изделия, являются C, Mn, Cr, Ni, Mo, В, в основном, ответственные за получение мартенситной структуры при закалке и Ti, Nb, V, участвующие в диспергировании микроструктуры и формировании объемной системы наноразмерных карбонитридных выделений. Учет влияния концентрации углерода выражается в принятой системе деления сталей на три группы. Содержание бора строго ограничено величиной 0,003% из-за эффективности его действия только в состоянии твердого раствора, а при избыточной концентрации могут образовываться неблагоприятные карбобориды. Оптимальные концентрации микролегирующих элементов Ti, Nb, V главным образом определяются концентрациями углерода и азота и эффективного их использования должны обеспечивать полное растворение образующихся карбонитридов ниобия и ванадия при определенных температурах.
Для двух разработанных типов стали с разным содержанием углерода найдены оптимальные диапазоны значений параметров горячей штамповки: скорости нагрева - 7°C/с, температуры и продолжительности интервала времени аустенизации проката, скорости охлаждения при закалке после деформации - 40-80°C/с при низком (0,08-0,14%) и 30-80°C/с при более высоком содержании углерода. Для обоих типов разработанных сталей с низким содержанием углерода оптимальной является температура, Та -960°C и продолжительность выдержки ta - 5 минут при аустенизации, а с высоком содержанием углерода - 900°C и 4 минуты соответственно. В случае среднего содержания углерода оптимальные значения для проката из борсодержащих сталей Та - 920°C, ta - 5 минут, а из построенных по принципу низкоуглеродистых мартенситных сталей - Та - 910°C, ta - 4 минуты.
Примеры конкретного исполнения изобретения
В качестве примеров представлены результаты испытания десяти вариантов сталей, составы которых указаны в таблице 1.
Выплавку стали производили в основной индукционной ИСТ-0,01 печи с емкостью тигля 30 кг. Нагрев заготовок под прокатку осуществляли в камерной нагревательной электрической печи. Прокатку заготовок проводили на лабораторном прокатном стане ДУО 300.
Из полученных образцов горячекатаного проката изготавливали 10 образцов разного вида и подвергали термической обработке, имитирующей горячую штамповку. Для этого образцы нагревали до температуры 900-950°C со скоростью не более 7°C/с, выдерживали при этой температуре 4-5 минуты и закаливали в потоке воздуха со скоростью охлаждения 30-80°C/с. Из полученных образцов изделий отбирали пробы для проведения механических испытаний по ГОСТ 1497-84, ГОСТ 9454-78, ГОСТ 9651-84 и содержания неметаллических включений по ГОСТ 1778-70, для оценки стойкости металла изделий против локальной и других видов коррозии «Методика определения стойкости углеродистых и низколегированных сталей против локальной коррозии» Стандарт организации СТО 00190242-001-2008.
Таким образом, из металла выполненных 10 плавок двух типов сталей, закаливаемых при штамповке из горячекатаного проката, получено 10 экспериментальных образцов изделий. Экспериментальные образцы изделий: борсодержащие стали составов №№1, 3, 5, 7, 9 и построенные по принципу низкоуглеродистых мартенситных стали составов №№2, 4, 6, 8, 10.
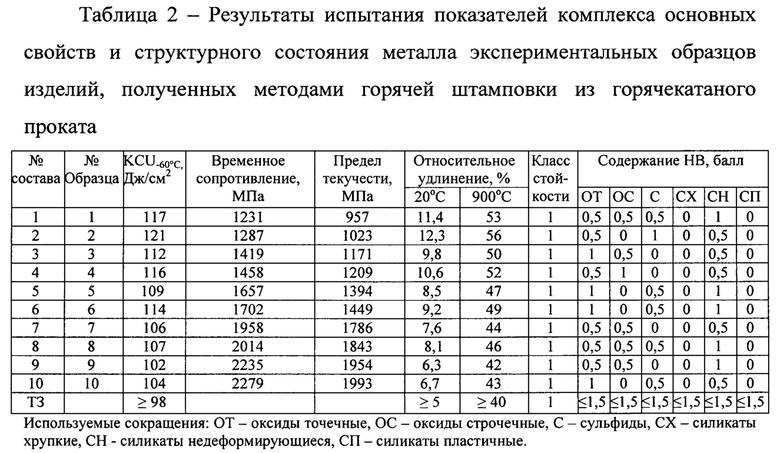
Таким образом, показано, что режимы горячей штамповки, в пределах, указанных в формуле изобретения, обеспечивают получение изделий с показателями чистоты по неметаллическим включениям, технологических, служебных свойств изделий из горячекатаного проката из обоих типов сталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630084C1 |
| ГОРЯЧЕКАТАНАЯ СТАЛЬ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 2015 |
|
RU2605034C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ КОРРОЗИОННОСТОЙКОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2642242C1 |
| Способ производства круглого проката из легированных сталей для изготовления крепёжных изделий холодным деформированием | 2017 |
|
RU2677037C1 |
| ПЛАКИРОВАННАЯ ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2016 |
|
RU2627080C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА | 2018 |
|
RU2690398C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ КОРРОЗИОННОСТОЙКОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2016 |
|
RU2625510C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| ПЛАКИРОВАННАЯ ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2015 |
|
RU2602585C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
Изобретение относится к области черной металлургии. Для изготовления изделий сложной формы разной категорией прочности с высокими показателями временного сопротивления, предела текучести, хладостойкости, коррозионной стойкости, высокой пластичности и свариваемости горячекатаный стальной лист нагревают до 900-960°C со скоростью не более 7°C/с, выдерживают в течение 4-5 мин, штампуют и охлаждают в штампе со скоростью 30-80°C/с для получения горячештампованого изделия, имеющего временное сопротивление до 2200 Н/мм2, при этом стальной лист получают из борсодержащей стали, легированной Si-Mn-Cr и микролегированной Ti-Nb-V или построенной по принципу низкоуглеродистой мартенситной стали, легированной Si-Mn-Cr-Ni и микролегированной Mo-Ti-Nb-V. Изделие имеет временное сопротивление 800-1300 Н/мм2. 3 з.п. ф-лы, 2 табл.
1. Способ получения горячештампованого изделия из горячекатаного стального листа, включающий нагрев листа до температуры 900-960°C, горячую штамповку листа и охлаждение, отличающийся тем, что нагрев листа ведут со скоростью не более 7°C/с, выдерживают в течение 4-5 минут и охлаждают в штампе со скоростью 30-80°C/с с получением горячештампованого изделия, имеющего временное сопротивление до 2200 Н/мм2.
2. Способ по п.1, отличающийся тем, что штампуют лист из борсодержащей стали, легированной Si-Mn-Cr и микролегированной Ti-Nb-V.
3. Способ по п.1, отличающийся тем, что штампуют лист из изкоуглеродистой мартенситной стали, легированной Si-Mn-Cr-Ni и микролегированной Mo-Ti-Nb-V.
4. Способ по п. 1, отличающийся тем, что получают изделие с временным сопротивлением 800-1300 Н/мм2.
5. Способ по п. 1, отличающийся тем, что получают изделие с временным сопротивлением 1300-1800 Н/мм2.
6. Способ по п. 1, отличающийся тем, что получают изделие с временным сопротивлением 1800-2200 Н/мм2.
| ГОРЯЧЕШТАМПОВАННОЕ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОГО ИЗДЕЛИЯ, ЭНЕРГОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭНЕРГОПОГЛОЩАЮЩЕГО ЭЛЕМЕНТА | 2012 |
|
RU2562654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ СВЕРХПРОЧНОЙ МАРТЕНСИТНОЙ СТАЛИ И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ ИЛИ ДЕТАЛЬ | 2012 |
|
RU2580578C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ИЗ СТАЛИ, СПОСОБНОЙ К САМОЗАКАЛИВАНИЮ НА ВОЗДУХЕ, И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2539883C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ И ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2009 |
|
RU2499847C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОЙ СТАЛИ | 2013 |
|
RU2581330C2 |
| JP 2005126733 A, 19.05.2005. | |||

