Изобретение относится к измерительной технике и может быть использовано в области проведения замеров критических для вертолета величин, изменяющихся в процессе эксплуатации вертолета, в частности, для замера бокового зазора в шлицевом узле штока хвостового редуктора с целью установления степени износа шлиц стакана и гильзы узла штока.
Известно устройство для замера зазора в труднодоступном месте (заявка US 20140299040, G01B 5/16, опубл. 09.10.2014 г.), которое предназначено для замера износа гайки штока клапана. Устройство состоит из основания, неподвижного стрелочного указателя и цепочки адаптеров, служащих для адаптации приспособления к различным узлам, где проводят замеры. Адаптеры связаны с гайкой штока и чувствительны к ее вращению. Дополнительно на основании под стрелочным указателем установлена подвижная (вращающаяся) кольцевая шкала, указывающая степень износа гайки штока. На основании также установлен штатив, в котором неподвижно укреплен измеритель, который касается верхней части штока и замеряет его осевое смещение. В процессе использования устройства круговая шкала вращается относительно неподвижного стрелочного указателя, по мере того, как вращается гайка штока (на величину зазора) и, таким образом, указывает степень износа гайки штока.
Данное устройство имеет похожий принцип действия с заявляемым изобретением, однако возможности его применения ограничены использованием в конкретном узле.
Известно устройство для определения зазоров (авт. свид. SU 1232926, G01B 5/14, опубл. 23.05.1986 г.) в агрегатах силовой передачи машин при их диагностировании, которое включает индикатор измерений, механизм нагружения (храповой механизм и штанга с подвижным грузом), корпус с подвижной в осевом направлении зубчатой рейкой, которая сцеплена с шестерней и взаимодействует с индикатором. К шестерне прикреплен груз с нижней маятниковостью. Измерения проводят следующим образом: закрепляют корпус на фланце редуктора, устанавливают груз в механизме нагружения и обнуляют показания индикатора. Затем перемещают груз по штанге и останавливают его в момент резкого изменения показаний индикатора. Фиксируют новые показания индикатора, по которым судят о величине зазора в главной передаче ведущего моста.
Недостатками данного устройства являются его сложность, громоздкость, большой вес из-за наличия грузов в конструкции.
Известно приспособление для замера бокового зазора в шлицевых соединениях фиксированных и опорных муфт хвостового вала, наиболее близкое к заявляемому техническому решению («МИ-26Т. Руководство по технической эксплуатации», 1987 г., стр. 625-626, рис. 607), которое включает подвижный и неподвижный элементы (хомуты), а также индикатор замера (ИЧ-2/ИЧ-10), снабженный подвижной шкалой. Измерения осуществляют следующим образом: неподвижно закрепляют хомут с индикатором на наконечнике муфты хвостового вала. Потом закрепляют другой хомут на стакане муфты. Поворотом циферблата (подвижной шкалы) устанавливают отметку "0" против стрелки индикатора. Проворачивая рулевой винт против часовой стрелки, выбирают зазор в шлицевом соединении и фиксируют показания индикатора.
Недостатком данного устройства являются ограниченные технологические возможности и громоздкая конструкция в связи с наличием индикатора, вынесенного за основные габариты устройства.
Целями предлагаемого технического решения является расширение технологических возможностей путем создания компактного и эффективного устройства для измерения бокового зазора в шлицевой паре штока хвостового редуктора, возможность проведения замеров в труднодоступных местах, а также повышение его эргономичности.
Технический результат достигается благодаря тому, что устройство для замера бокового зазора шлицевого соединения содержит подвижный, неподвижный элементы, а также средство индикации замера, а в соответствии с заявляемым изобретением, - устройство выполнено в виде рукоятки, соосно вставленной во втулку, при этом в сквозном осевом отверстии рукоятка с двух торцов содержит резьбовые вставки, причем в резьбовую вставку рукоятки с наружного торца вставлен упорный винт с маховиком, а средство индикации замера выполнено в виде круговых шкал на примыкающих цилиндрических поверхностях втулки и рукоятки.
Причем рукоятка выполнена из композиционного материала.
Общая компоновка устройства и его небольшие размеры, а также взаимное соосное расположение втулки и рукоятки с нанесенными на них шкалами обеспечивают его компактность и эргономичность, а также позволяют проводить замеры в труднодоступном месте.
Устройство для замера бокового зазора шлицевого соединения изображено на чертежах, где показаны:
на фиг. 1 - устройство в сборе, вид сбоку, разрез,
на фиг. 2 - вид А фиг. 1,
на фиг. 3 - устройство, установленное на редуктор, вид сбоку, разрез,
на фиг. 4 - разрез шлицевого узла штока хвостового редуктора,
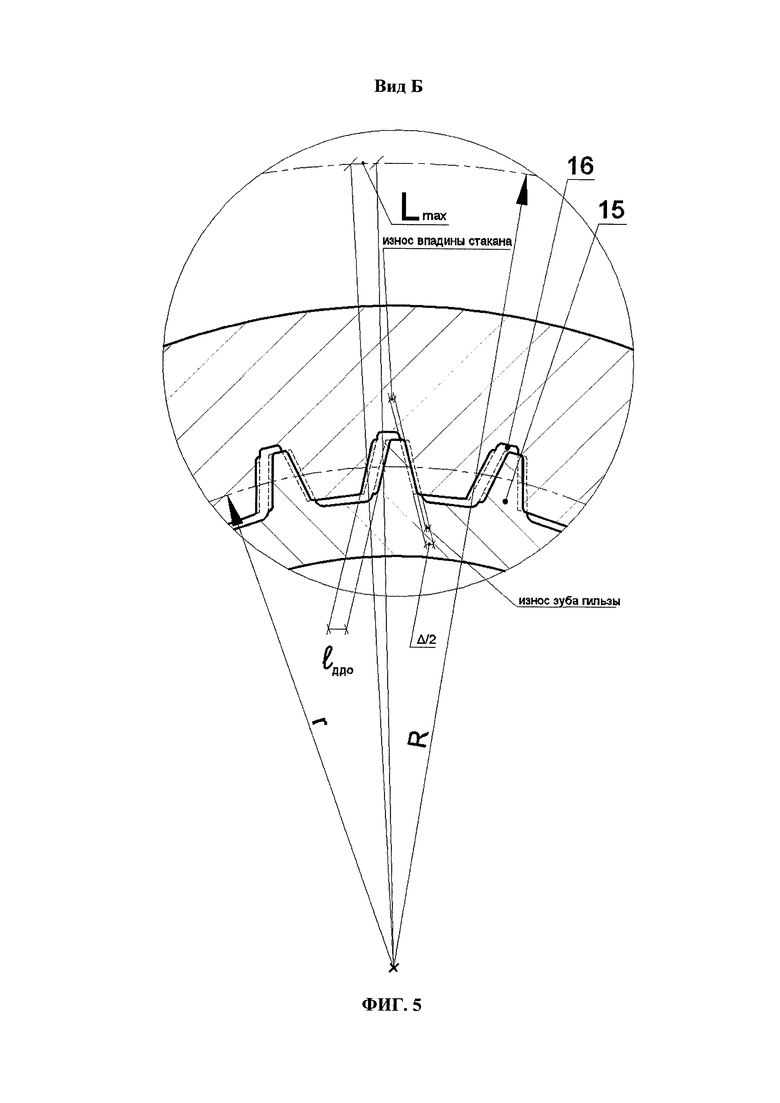
на фиг. 5 - вид Б фиг. 4.
Устройство для замера бокового зазора шлицевого соединения (фиг. 1, 2) содержит подвижный элемент, выполненный в виде рукоятки 1, который вставлен в неподвижный элемент - втулку 2, с возможностью соосного вращения посредством снижающего трение элемента, например подшипника 3.
Рукоятка 1 имеет сквозное осевое отверстие, в котором с двух торцов расположены резьбовые вставки 4 и 5. С наружного торца рукоятки 1 в резьбовую вставку 4 вкручен упорный винт 6 с маховиком 7 таким образом, чтобы без заеданий прокручиваться в осевом отверстии и не касаться второй резьбовой вставки 5.
На примыкающие цилиндрические поверхности рукоятки 1 и втулки 2 электрографом нанесено по одинаковой круговой шкале 8 и 9, которые в собранном устройстве прилегают друг к другу и выполняют функцию индикатора.
Рукоятка 1 выполнена из композиционного материала, например стеклотекстолита, что позволяет снизить массу устройства и тем самым повысить его эргономичность.
Устройство имеет компактные размеры, его длина вдоль оси 104,5 мм; диаметр рукоятки 80 мм.
Устройство для замера бокового зазора шлицевого соединения применяется следующим образом.
Сначала втулку 2 усилием руки ввинчивают во втулку 10 рулевого винта вертолета (фиг. 3) до конца резьбы, но без затяжки так, чтобы внутри втулки 2 оказалась свободная резьбовая часть штока 11 хвостового редуктора. Затем упорный винт 6 выкручивают из рукоятки 1, пока хватает резьбы.
Далее рукоятку 1 с упорным винтом 6 вставляют во втулку 2 и навинчивают резьбовой вставкой 5 на свободную резьбовую часть штока 11 рулевого винта до упора в гайку 12 крепления внутреннего кольца подшипника штока (примерно на 3-4 витка).
Вращая маховик 7, вкручивают упорный винт 6 в рукоятку 1 и тем самым поджимают упорный винт 6 в торец штока 11 хвостового редуктора, создав рукой момент затяжки до 16±0,2 Н*м. Это позволяет разъемно соединить рукоятку с обслуживаемым шлицевым узлом, в котором, в порядке его подготовки к проведению замера, необходимо осуществить выборку бокового зазора. Это осуществляется путем вращения рукоятки 1 до упора в произвольном направлении.
Затем производят совмещение шкал 8 и 9 по всей длине их окружности, причем соответственные риски должны быть друг напротив друга, а расстояние между шкалами 8 и 9 - в диапазоне 0,5±0,5 мм.
Таким образом, возможность взаимного соосного вращения втулки 2 и рукоятки 1 позволяет нанести на них шкалы 8 и 9. В результате средства индикации расположены непосредственно на неподвижном и подвижном элементах устройства, что позволяет отказаться от применения громоздкого выносного индикатора.
Замер бокового зазора осуществляется следующим образом: при заторможенной хвостовой трансмиссии вертолета рукоятку 1 вращают до упора в направлении, противоположном направлению выборки, и визуально оценивают, насколько сместилась шкала 8 подвижного элемента относительно шкалы 9 неподвижного элемента.
Разряд шкал 8 и 9 (шаг рисок) выбирают, исходя из граничного значения Lmax. Величина Lmax определяется расчетным путем, зависит от параметров шлицевого соединения (фиг. 4, 5) и вычисляется по формуле (1):

где Lmax - величина граничного значения шага рисок шкал 8 и 9,
R - радиус окружности цилиндрической части втулки 2,
r - радиус делительной окружности шлицевого соединения,
Δтехн - величина технологического зазора, обусловленного методикой нарезания шлиц,
Δ - величина максимально допустимого износа шлиц,

где Dприв - диаметр цилиндрической части рукоятки 1,

где Dдел. - делительный диаметр соединения.
Формула (1) получена в результате анализа конструктивных особенностей исследуемого узла и предлагаемого устройства для замера бокового зазора шлицевого соединения, что поясняется следующими рассуждениями.
Шлицевой узел представляет собой два соосных последовательных соединения, из которых изнашивается только одно, в силу особенностей конструкции редуктора. На фиг. 4 представлена схема узла, рассеченного в том месте, где он подвергается износу (соотношения размеров сохранены). Узел состоит из гильзы 13 с зубьями и стакана 14 с пазами, которые сопряжены по делительной окружности. Пунктиром, для наглядности, показана окружность, на которую нанесены шкалы (окружность приведения).
Для каждого шлицевого соединения существует допустимая величина ∆ износа контактной поверхности шлицов (в данном соединении - боковой поверхности), зависящая в общем случае от нагрузки на каждый зуб соединения, материала соединения, толщины зубьев, нарезанных на шлицевом наконечнике, ширины пазов, вырезанных в шлицевой втулке и количества z этих зубьев или пазов в шлицевом соединении.
Чтобы сделать вывод о пригодности узла к дальнейшей эксплуатации необходимо оценить степень износа шлиц. Перемещения в любом шлицевом узле обусловлены технологическом зазором и износом в процессе эксплуатации. Таким образом, после измерения этих перемещений и учитывая наличие технологического зазора, можно судить об износе шлиц. Для того чтобы сделать процесс замера перемещений более наглядным, шаг рисок шкал подобран так, что перемещение одной шкалы относительно другой более чем на одну риску, говорит о том, что узел изношен и к дальнейшей эксплуатации не пригоден.
Фактическая величина зазора lддо (фиг. 5) определяется по формуле:

где lддо - величина фактического зазора на диаметре делительной окружности Dдел,
Δ - величина максимально допустимого износа шлиц,
Δтехн - величина технологического зазора, обусловленного методикой нарезания шлиц,

где Smax - ширина шлицевого паза 16,
Smin - толщина шлицевого зуба 15.
Значения Δ, Δтехн, Smin, Smax полагаются известными, т.к. они определены в нормативной и конструкторской документации.
Известно, что при изготовлении шлицевого соединения из полной окружности втулки фрезой изымается материал пазов, затем (при сборке соединения) в пазы втулки с зазором (за счет технологического зазора Δтехн) вставляется материал зубьев наконечника. Износ Δ появляется в процессе эксплуатации из-за взаимного истирания материала зубьев и пазов.
Таким образом, остаток материала по окружности соединения изношенного узла определяется выражением (6):

где 2πr - полная окружность втулки,
ΣzSmax - сумма толщин пазов по количеству зубьев z,
ΣzSmin - сумма толщин зубьев наконечника по количеству зубьев z,
ΣzΔ - суммарный износ по количеству зубьев z.
Учтем, что: Δтехн=Smax-Smin, то есть величина технологического зазора уже включена в данное выражение.
Чтобы получить величину зазора, вычтем остаток материала из материала полной окружности:

где
Σzlддо - суммарный зазор изношенного узла по количеству зубьев z,


Из геометрии сечения узла (см. фиг. 4, 5) составим пропорцию (10) и проведем дальнейшие преобразования:




Таким образом, из выражения (13) получаем искомую формулу (1) расчета граничного значения Lmax:
При проведении замеров величина граничного значения Lmax не должна быть превышена в целях дальнейшей безопасной эксплуатации исследуемого узла и всего редуктора. Следовательно, при повороте рукоятки 1 относительно втулки 2 во время проведения замера бокового зазора на величину, превышающую одну риску, узел считается изношенным и к дальнейшей эксплуатации не допускается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХВОСТОВОЙ РЕДУКТОР ТРАНСМИССИИ ВЕРТОЛЕТА | 2005 |
|
RU2280594C1 |
| СПОСОБ КОНТРОЛЯ ПРОФИЛЕЙ ШЛИЦЕВ ЗУБЧАТОГО КОЛЕСА ИЛИ ВАЛА АГРЕГАТА | 2006 |
|
RU2307314C1 |
| СТАРТЕР ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2541345C1 |
| ХВОСТОВОЙ РЕДУКТОР ТРАНСМИССИИ ВЕРТОЛЕТА | 2012 |
|
RU2505459C1 |
| ПРОМЕЖУТОЧНЫЙ РЕДУКТОР ХВОСТОВОЙ ТРАНСМИССИИ ВЕРТОЛЕТА | 2012 |
|
RU2523360C1 |
| КОЛЕСНАЯ БРОНЕМАШИНА | 2005 |
|
RU2314478C2 |
| ФАСОННАЯ ФРЕЗА С ПОСЛЕДОВАТЕЛЬНОЙ СХЕМОЙ РЕЗАНИЯ | 2006 |
|
RU2317879C1 |
| Несущая система винтокрылого летательного аппарата | 2020 |
|
RU2751654C1 |
| ВЕРТОЛЕТ-КОНВЕРТОПЛАН | 2004 |
|
RU2277497C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
Изобретение относится к измерительной технике и может быть использовано в области проведения замеров критических для вертолета величин. Устройство для замера бокового зазора шлицевого соединения выполнено в виде рукоятки (1), вставленной во втулку (2). Рукоятка (1) имеет сквозное осевое отверстие, в котором с двух торцов расположены резьбовые вставки (4) и (5). В резьбовую вставку (4) вкручен упорный винт (6) с маховиком (7). На боковые цилиндрические поверхности рукоятки (1) и втулки (2) электрографом нанесено по одинаковой круговой шкале (8) и (9). Втулку (2) ввинчивают во втулку (10) рулевого винта вертолета. Далее рукоятку (1) с упорным винтом (6) вставляют во втулку (2) и навинчивают резьбовой вставкой (4) на свободную резьбовую часть штока (11) рулевого винта. Вращая маховик (7), вкручивают упорный винт (6) в рукоятку (1) и тем самым поджимают упорный винт (6) в торец штока (11) хвостового редуктора. Затем производят совмещение шкал (8) и (9) по всей длине их окружности. Технический результат заключается в расширении технологических возможностей устройства за счет возможности проведения замеров в труднодоступных местах. 1 з.п. ф-лы, 5 ил.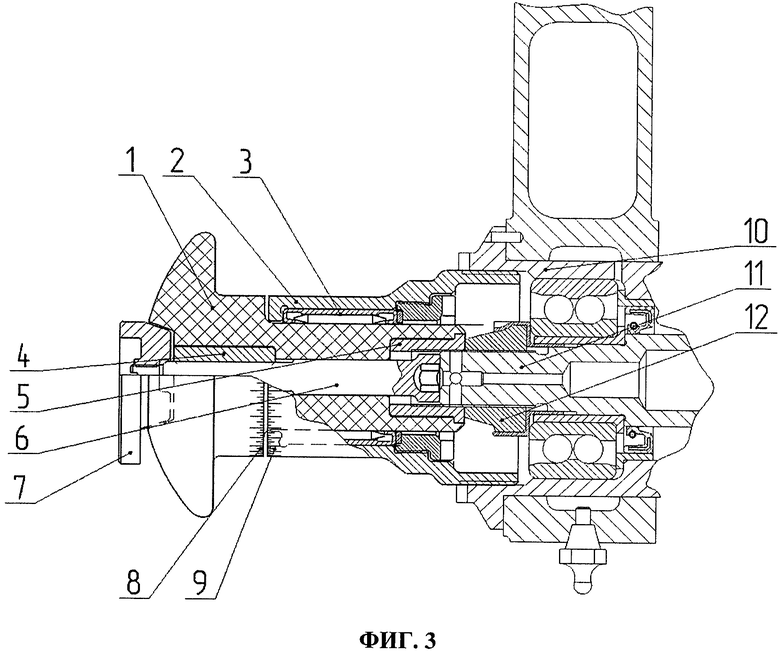
1. Устройство для замера бокового зазора шлицевого соединения, содержащее подвижный, неподвижный элементы, а также средство индикации замера, отличающееся тем, что устройство выполнено в виде рукоятки, соосно вставленной во втулку, при этом в сквозном осевом отверстии рукоятка с двух торцов содержит резьбовые вставки, причем в резьбовую вставку рукоятки с наружного торца вставлен упорный винт с маховиком, а средство индикации замера выполнено в виде круговых шкал на примыкающих цилиндрических поверхностях втулки и рукоятки.
2. Устройство по п. 1, отличающееся тем, что рукоятка выполнена из композиционного материала.
| Устройство для измерения свободного хода трансмиссий горных машин | 1989 |
|
SU1714453A1 |
| Устройство для определения зазоров | 1984 |
|
SU1232926A1 |
| CN 201867152 U, 15.06.2011 | |||
| CN 203657704 U, 18.06.2014 | |||
| Система автоматического управления циклическим процессом непрерывного выращивания микроорганизмов | 1986 |
|
SU1328378A1 |

