Изобретение относится к области технических измерений в машиностроении, а именно к методам контроля биения профилей шлицев зубчатого колеса коробки и вала агрегата газотурбинного двигателя (ГТД) относительно присоединительных поверхностей переходников.
Отраслевой стандарт ОСТ 111876-74 «Присоединение агрегатов к изделию» (пункты 9 и 12) регламентирует радиальное биение по профилям шлицев относительно оси посадочной поверхности переходников.
Перед сборкой агрегат и его привод на коробке двигателя подвергают контролю по величине радиального биения по профилям шлицев, которое ограничено величиной 0,15 мм относительно оси цилиндрической посадочной поверхности переходника, при этом ОСТ 111876-74 допускает использование комплексного калибра.
Требования контроля радиального биения по профилям шлицев относительно ближайшей посадочной поверхности регламентированы отраслевым стандартом ОСТ 100086-73 «Соединения зубчатые (шлицевые) эвольвентные». Стандарт регламентирует параметры шлицев для отверстий и валов, биение по профилям шлицев относительно базовой поверхности (таблицы 11 и 12, стр.14...16) и предельные отклонения направления зуба (шлица) при его определенной длине (таблица 14, стр.17).
При эксплуатации приводов и агрегатов газотурбинных двигателей со шлицевыми соединениями периодически имеет место износ шлицев как агрегата, так и его привода, то есть шлицевого вала агрегата и зубчатого колеса коробки. Основными факторами, влияющими на долговечность работы шлицевого соединения агрегата и привода, являются угол перекоса осей их профилей шлицев и отклонение соосности этих осей относительно присоединительных поверхностей переходников.
Известен способ контроля перпендикулярности цилиндрической поверхности детали (заявка РФ №93042131, G01B 5/24, 1996 г.), который характеризуется тем, что с торцовой плоскостью детали совмещают опорную плоскость присоединения. Упоры и наконечник приспособления вводят в контакт с контролируемой поверхностью отверстия и поворачивают приспособление на 180°. Определяют точку с максимальным отклонением стрелки головки от первоначального положения и в этой точке нулевое деление шкалы совмещают со стрелкой. Затем контактируют наконечники с диаметрально противоположной точкой отверстия и при контакте упоров с поверхностью отверстия фиксируют показание головки. Это показание выражает удвоенную величину отклонения от перпендикулярности отверстия к торцовой плоскости детали. Известный способ предназначен для контроля гладких цилиндрических поверхностей отверстия и не предназначен для контроля соосных поверхностей деталей и, следовательно, контроля сборки агрегата с приводом на коробке газотурбинного двигателя.
Наиболее близким к заявляемому является способ контроля соосности валов машин, соединяемых в агрегат, согласно которому осуществляют контроль отклонения соосности валов относительно их наружных поверхностей, используя предварительный расчет и настройку измерительных устройств на нулевое положение относительно нижней поверхности стоек (патент РФ №2242708, G01B 5/24, 2004 г.)
Недостатком известного способа, принятого за прототип, является то, что известным способом выполняется только контроль взаимного положения фланцев в местах расположения выходных валов редуктора и выносной коробки, производится регулировка их положения относительно друг друга, а взаимное положение осей профилей шлицев соединительного вала, валов редуктора и выносной коробки не контролируется. Таким образом, создаются следующие условия: фланцы редуктора и выносной коробки соосны, плоскости разъемов параллельны, а в шлицевых соединениях валов редуктора и коробки с соединительным валом остались и перекос осей профилей шлицев, и отклонение их соосности, которые в дальнейшем приведут к износу шлицев.
Техническая задача заключается в повышении качества контроля профиля шлицев за счет обеспечения перпендикулярности торцовых присоединительных поверхностей агрегата и переходника привода к оси профилей шлицев соединения, а также обеспечения соосности радиальных присоединительных поверхностей переходников и профилей шлицев.
Сущность технического решения заключается в следующем. В способе контроля профилей шлицев зубчатого колеса или вала агрегата, включающем замер величины биения оси профилей шлицев относительно торцовых присоединительных поверхностей переходников с помощью индикатора, согласно изобретению, на шлицевую деталь агрегата или привода без зазора в соединении устанавливают шлицевой калибр, на цилиндрической поверхности которого закрепляют оправку с индикатором, при вращении шлицевой детали по индикатору определяют точку А, в которой торцовая присоединительная поверхность переходника наиболее приближена к индикатору, или определяют точку В, в которой радиальная присоединительная поверхность переходника наиболее приближена к оси вращения вала агрегата или зубчатого колеса привода, удерживая от проворачивания оправку с индикатором, вращают шлицевую деталь и приближают ось профилей шлицев к точке А или В, затем, удерживая от вращения шлицевую деталь и вращая оправку с индикатором на калибре, измеряют величину максимального биения Хдоп оси профилей шлицев детали относительно соответствующей присоединительной поверхности, при Хmax>Хдоп поворачивают, смещают или заменяют переходник, либо заменяют шлицевую деталь или корпусную деталь.
Выполнение заявляемого способа позволяет качественно производить контроль допустимого угла перекоса оси профилей шлицев зубчатого колеса или вала агрегата к оси торцовой и радиальной поверхностей переходников привода и устранение биений, превышающих допустимые значения. Контроль биения шлицев технологически рационален при использовании шлицевых калибров, учитывающих весь набор профилей зубчатого колеса или вала.
Используется шлицевой калибр, представляющий собой для зубчатых колес шлицевой вал с упорным буртиком и гладким цилиндрическим участком для крепления на нем оправки с индикатором, а для шлицевого вала - шлицевую втулку с таким же цилиндрическим участком. При этом калибр изготовлен таким образом, что отклонение соосности и перекос оси профилей шлицев и оси цилиндрического участка близки к нулю. Для обеспечения соединения калибра с зубчатым колесом без зазора используется набор калибров с разной толщиной шлицев. Посадка оправки на цилиндрическом участке - Н5/m5 или Н4/m4. Оправка имеет стопорный винт и радиально расположенный стержень, на котором зажимом крепится средство измерения - индикатор.
Изобретение проиллюстрировано на примере контроля биения оси профилей шлицев зубчатого колеса привода относительно присоединительных поверхностей переходника под агрегат.
На фиг.1 представлено устройство, реализующее контроль биения оси профилей шлицев зубчатого колеса относительно торцовой присоединительной поверхности переходника по заявляемому способу.
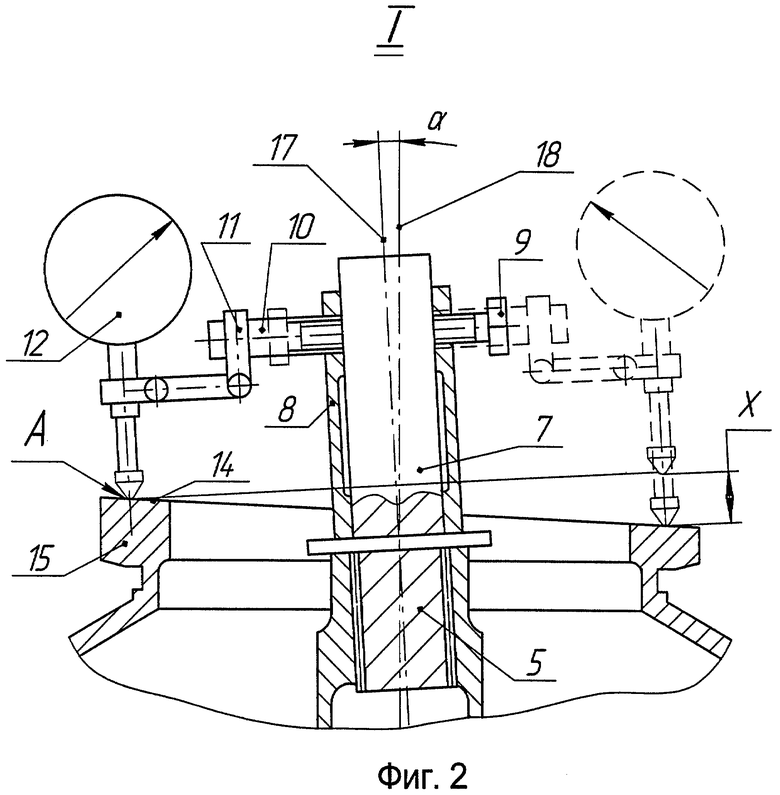
На фиг.2 показан элемент I на фиг.1.
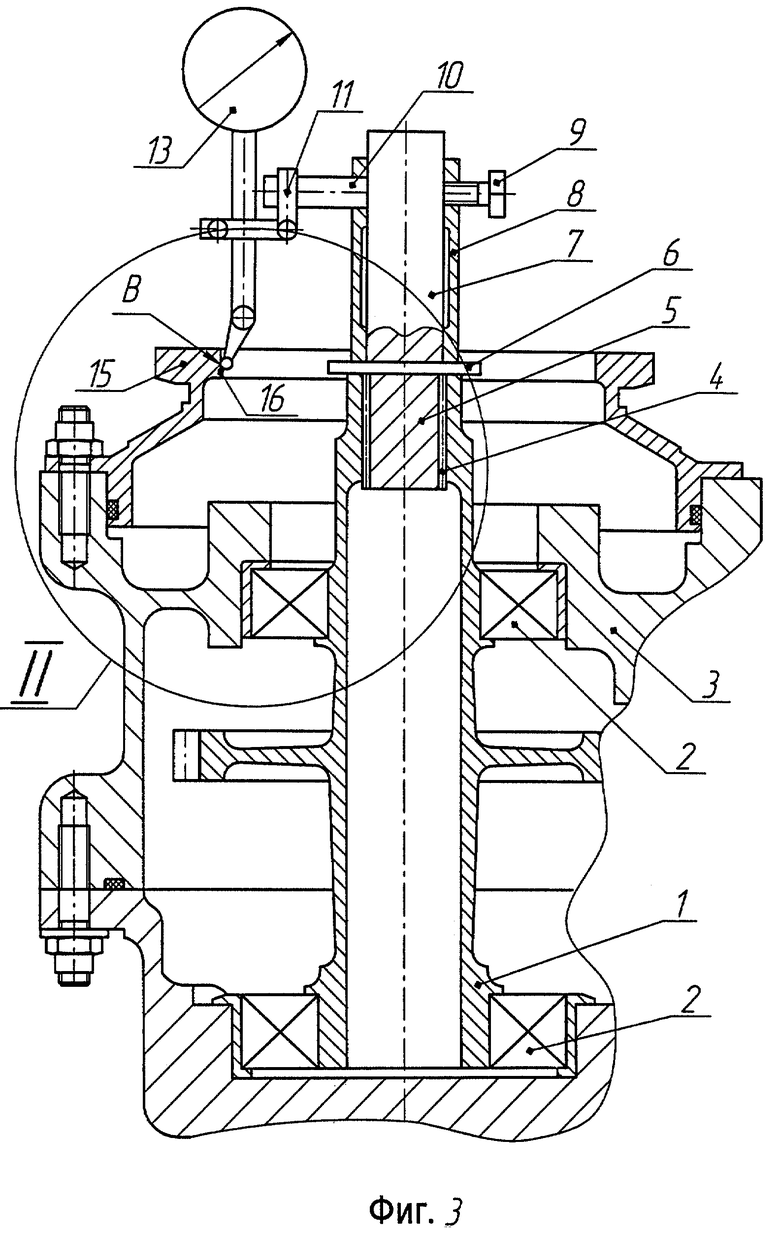
На фиг.3 - устройство, реализующее контроль биения оси профилей шлицев зубчатого колеса относительно радиальной присоединительной поверхности переходника по заявляемому способу.
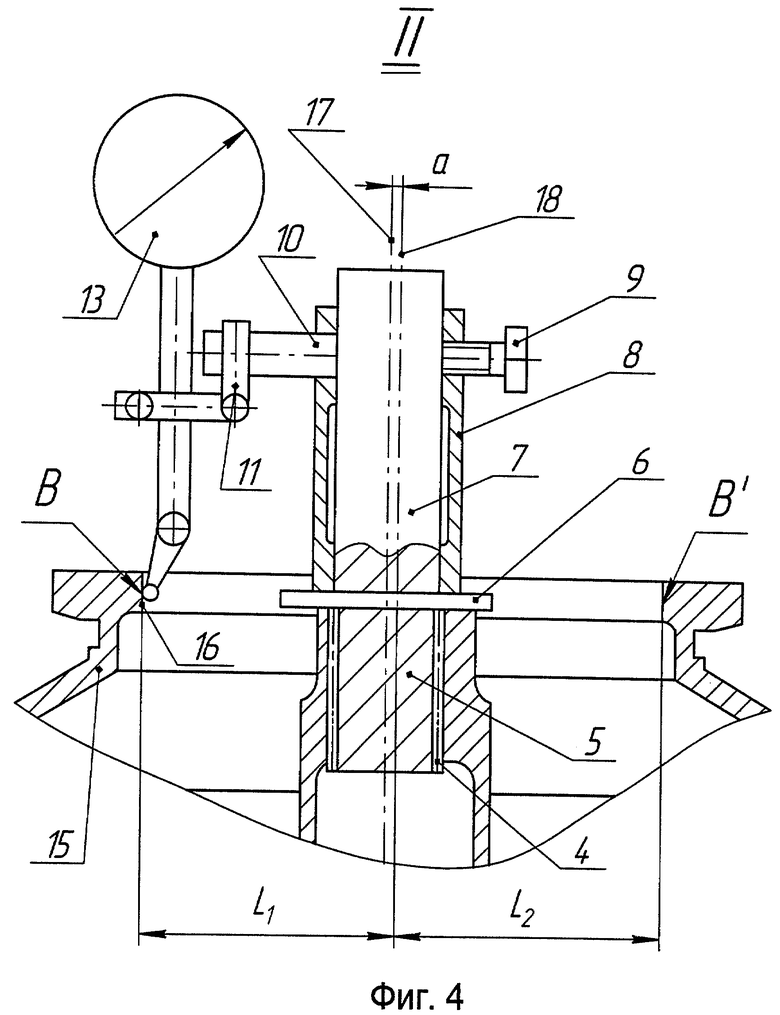
На фиг.4 показан элемент II на фиг.3.
Зубчатое колесо 1 с подшипниковыми опорами 2 собрано в коробке приводов 3. В шлицы 4 зубчатого колеса 1 вставлен шлицевой калибр 5 до упорного буртика 6, а на цилиндрическом участке 7 калибра 5 оправкой 8 со стопорным винтом 9 и стержнем 10 зажимом 11 закреплено средство измерения - индикатор часового типа 12 либо индикатор рычажно-зубчатый 13. Индикатор 12 опирается ножкой на торцовую присоединительную поверхность 14 переходника 15 для крепления агрегата.
Индикатор 13 рычажно-зубчатого типа опирается на радиальную присоединительную поверхность 16 переходника 15.
Ось 17 профилей шлицев смещена относительно оси вращения 18 зубчатого колеса 2 на угол α. В точке А торцовая присоединительная поверхность 14 переходника 15 наиболее приближена к индикатору 12. На противоположной стороне переходника 15 показана величина биения Х оси 17 профилей шлицев относительно торцовой присоединительной поверхности 14.
В точке В радиальная присоединительная поверхность 16 переходника 15 наиболее приближена к оси вращения 18 зубчатого колеса 1. На практике ось радиальной присоединительной поверхности 16 никогда не совпадает с осью вращения 18 зубчатого колеса 1, также ось профилей шлицев 17 всегда имеет отклонение соосности к оси 18. Отклонение оси 17 профилей шлицев относительно оси вращения 18 зубчатого колеса обозначено величиной а. Расстояние L1 от точки В до оси 18 меньше, чем расстояние L2 от оси 18 до диаметрально противоположной точки В′ на радиальной присоединительной поверхности 16 переходника 15.
Заявляемый способ реализуется следующим образом. В первую очередь выполняют измерение величины биения оси профилей шлицев относительно торцовой присоединительной поверхности переходника, так как это измерение определяющее. Измерение выполняют в три этапа.
Измерение величины биения Х оси профилей шлицев относительно торцовой присоединительной поверхности переходника выполняют следующим образом. В шлицевое отверстие зубчатого колеса 1 устанавливают шлицевой калибр 5 до упора в упорный буртик 6. Калибр 5 подобран из набора калибров таким образом, что зазор в шлицевом соединении отсутствует. На цилиндрическую поверхность 7 устанавливают оправку 8 со стопорным винтом 9 и радиальным стержнем 10. На стержне 10 зажимом 11 фиксируют индикатор 12. Ножка индикатора 12 опирается на поверхность 14 переходника 15 и при вращении колеса 1 движется по поверхности 14.
На первом этапе оправку 8 жестко фиксируют стопорным винтом 9 на цилиндрической поверхности 7 калибра 5. Зубчатое колесо 1 вращают вместе с оправкой 8 и индикатором 12, при этом ножка индикатора движется по торцовой поверхности 14 переходника 15. В процессе вращения определяют точку А, в которой поверхность 14 наиболее приближена к индикатору 12. В этой точке колесо зубчатое 1 вместе с оправкой 8, индикатором 12 удерживают до выполнения второго этапа.
На втором этапе ослабляют затяжку винта 9, удерживают от проворачивания оправку 8 с индикатором 12, вращают зубчатое колесо 1 и по показанию индикатора 12 находят положение, в котором ось 17 профилей шлицев наиболее приближена к точке А на поверхности 14 переходника 15. Далее зубчатое колесо 1 удерживают в этом положении.
На третьем этапе зубчатое колесо 1 удерживают от вращения, снимают начальное показание индикатора 12 в точке А, вращают оправку 8 на цилиндрической поверхности 7 калибра 5 вместе с индикатором 12 и по показанию индикатора 12 регистрируют наибольшую величину Х биения оси профилей шлицев относительно поверхности 14. Полученное значение биения Х сравнивают с расчетным допустимым значением Хдоп, которое включает в себя следующие допустимые отклонения:
- отклонение соосности подшипниковых опор 2 на коробке 3;
- отклонение перпендикулярности поверхности 14 переходника 15 к оси вращения зубчатого колеса 1;
- отклонение направления шлица, регламентированное ОСТ 100086-73, таблица, 14 стр.17.
Величина биения Хдоп зависит от диаметра, на котором выполняют измерение, поэтому расчет значения Хдоп и измерение фактического значения Х выполняют на заранее определенном диаметре торцовой присоединительной поверхности 14 переходника 15.
В случае превышения результата измерения по сравнению с расчетным значением при возможности конструкции производят разворот переходника 15 с изменением места расположения отверстия для фиксатора агрегата на угол до 180° или замену переходника 15. В случае неполучения положительного результата после замены переходника выполняют замену зубчатого колеса 1 или корпусной части коробки 3, на которую устанавливается переходник 15.
Измерение величины биения оси профилей шлицев относительно радиальной поверхности 16 переходника 15 выполняют тоже в три этапа. При этом используют рычажно-зубчатый индикатор 13, который также крепят на стержне 10 зажимом 11. Ножку индикатора ориентируют на среднюю часть поверхности 16.
На первом этапе оправку 8 жестко фиксируют стопорным винтом 9 на поверхности 7 калибра 5. Зубчатое колесо 1 вращают вместе с оправкой 8 и индикатором 13, при этом ножка индикатора 13 движется по радиальной поверхности 16 переходника 15 по окружности. В процессе вращения определяют точку В, в которой радиальная присоединительная поверхность 14 переходника 15 наиболее приближена к оси 18 вращения зубчатого колеса 1. В этой точке колесо зубчатое 1 вместе с оправкой 8, индикатором 13 удерживают до выполнения второго этапа.
На втором этапе ослабляют затяжку винта 9, удерживают от проворачивания оправку 8 с индикатором 13, вращают зубчатое колесо 1 и по показанию индикатора 13 находят положение, в котором ось 17 профилей шлицев наиболее приближена к точке В на поверхности 16 переходника 15. Далее зубчатое колесо 1 удерживают в этом положении.
На третьем этапе зубчатое колесо 1 удерживают от вращения, снимают начальное показание индикатора 13 в точке В, вращают оправку 8 на цилиндрической поверхности 7 калибра 5 вместе с индикатором 13 и регистрируют наибольшую величину Х биения оси профилей шлицев относительно поверхности 16. Полученное значение биения Х сравнивают с величиной Хдоп, равной 0,15 мм.
В случае превышения величины Х по сравнению с 0,15 мм ослабляют затяжку элементов крепления переходника 15 на коробке приводов 3 и смещают его до обеспечения Хдоп. В случае неполучения положительного результата выполняют замену переходника 15 и в дальнейшем первоначально повторяют контроль биения оси профилей шлицев зубчатого колеса 1 относительно торцовой поверхности 14 переходника 15. В случае превышения измеренного значения Х биения оси профилей шлицев относительно поверхности 16 после замены переходника 15 заменяют зубчатое колесо 1 или корпусную часть коробки 3, на которой закреплен переходник 15.
Измерение биения Х оси профилей шлицев вала агрегата относительно присоединительных поверхностей переходника агрегата (не показан) определяют аналогично приведенному примеру. При этом используют шлицевой калибр-втулку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр для контроля соосности | 2023 |
|
RU2815602C1 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЯ ОСИ ПРОФИЛЕЙ ШЛИЦЕВ ДЕТАЛИ | 2006 |
|
RU2311612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| РЕГУЛЯТОР УГЛА ПЕРЕКОСА ГИДРАВЛИЧЕСКОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2441125C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ ПОГРУЖНОЙ МАСЛОЗАПОЛНЕННЫЙ СЕКЦИОННЫЙ | 2002 |
|
RU2219372C1 |
| Трансмиссия механическая модульная | 2022 |
|
RU2780248C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| УСТРОЙСТВО ПРИВОДА РОТОРА ВСПОМОГАТЕЛЬНОГО АГРЕГАТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОПОРА АГРЕГАТОВ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2007 |
|
RU2434151C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
Изобретение относится к области технических измерений в машиностроении. Техническим результатом является повышение качества контроля профилей шлицев за счет обеспечения перпендикулярности торцовых присоединительных поверхностей агрегата и переходника привода к оси профилей шлицев соединения, а также обеспечения соосности радиальных присоединительных поверхностей переходников и профилей шлицев. Способ контроля профилей шлицев зубчатого колеса или вала агрегата включает замер величины биения оси профилей шлицев относительно торцовых присоединительных поверхностей переходников с помощью индикатора. Причем на шлицевую деталь агрегата или привода без зазора в соединении устанавливают шлицевой калибр, на цилиндрической поверхности которого закрепляют оправку с индикатором. При вращении шлицевой детали по индикатору определяют точку А, в которой торцовая присоединительная поверхность переходника наиболее приближена к индикатору или определяют точку В, в которой радиальная присоединительная поверхность переходника наиболее приближена к оси вращения вала агрегата или зубчатого колеса привода, удерживая от проворачивания оправку с индикатором, вращают шлицевую деталь и приближают ось профилей шлицев к точке А или В. После чего удерживают от вращения шлицевую деталь и вращают оправку с индикатором на калибре. Измеряют величину максимального биения ХДОП оси профилей шлицев детали относительно соответствующей присоединительной поверхности, при ХMAX>ХДОП поворачивают, смещают или заменяют переходник, либо заменяют шлицевую деталь или корпусную деталь. 4 ил.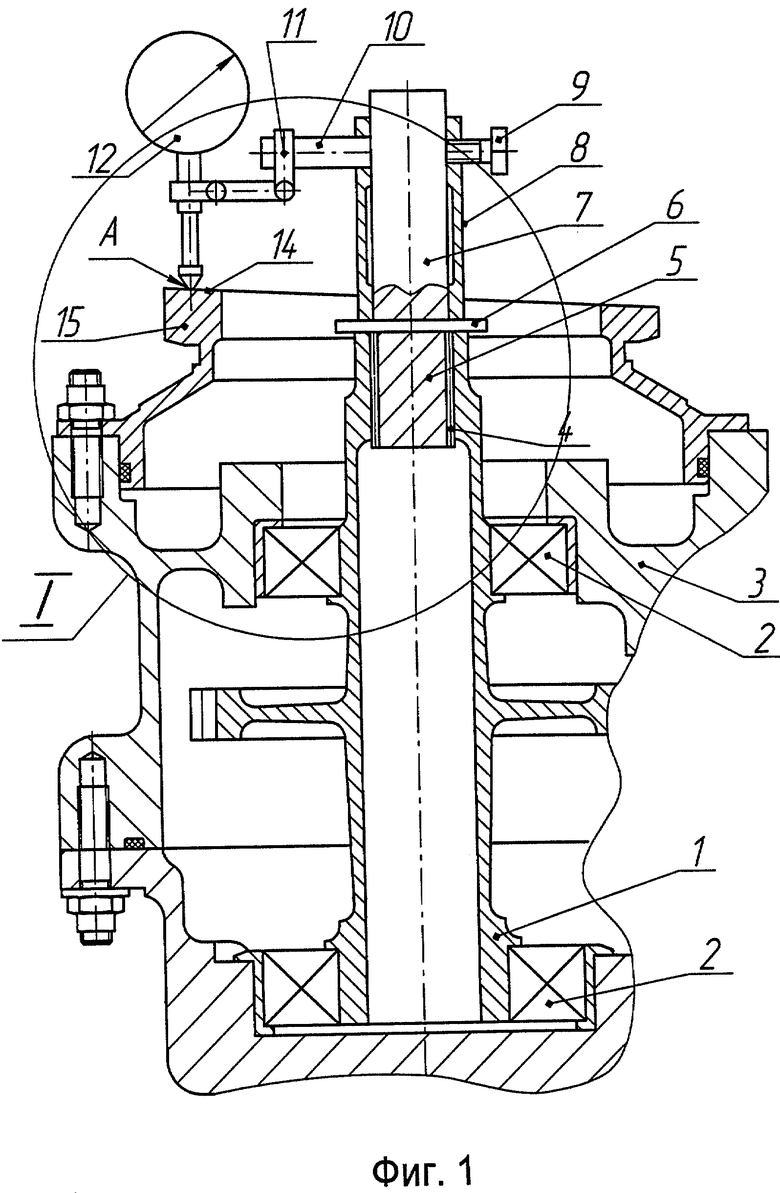
Способ контроля профилей шлицев зубчатого колеса или вала агрегата, включающий замер величины биения оси профилей шлицев относительно торцовых присоединительных поверхностей переходников с помощью индикатора, отличающийся тем, что на шлицевую деталь агрегата или привода без зазора в соединении устанавливают шлицевой калибр, на цилиндрической поверхности которого закрепляют оправку с индикатором, при вращении шлицевой детали по индикатору определяют точку А, в которой торцевая присоединительная поверхность переходника наиболее приближена к индикатору, или определяют точку В, в которой радиальная присоединительная поверхность переходника наиболее приближена к оси вращения вала агрегата или зубчатого колеса привода, удерживая от проворачивания оправку с индикатором, вращают шлицевую деталь и приближают ось профилей шлицев к точке А или В, затем, удерживая от вращения шлицевую деталь и вращая оправку с индикатором на калибре, измеряют величину максимального биения ХДОП оси профилей шлицев детали относительно соответствующей присоединительной поверхности, при ХMAX>ХДОП поворачивают, смещают или заменяют переходник, либо заменяют шлицевую деталь или корпусную деталь.
| СПОСОБ КОНТРОЛЯ СООСНОСТИ ВАЛОВ МАШИН | 2003 |
|
RU2242708C1 |
| Способ контроля радиального биения зубчатых колес | 1980 |
|
SU953434A1 |
| Установочный калибр | 1961 |
|
SU149887A1 |
| Способ измерения радиального биения зубчатых колес и устройство для его осуществления | 1987 |
|
SU1495638A1 |
| Способ контроля радиального биения зубчатого венца | 1987 |
|
SU1476303A1 |
| Способ контроля зубчатых колес на зубошлифовальных станках | 1982 |
|
SU1070424A1 |
| Способ комплексного контроля радиальных биений | 1979 |
|
SU1062508A1 |

