Изобретение относится к области обработки металлов резанием, в частности к устройствам для глубокого сверления неподвижных заготовок, и может быть использовано, например, при производстве оборудования для тепловых и атомных электростанций, а также в других областях техники и народного хозяйства, для обработки отверстий глубиной до 200 - 300 мм. Использование изобретения позволяет упростить конструкцию устройства для глубокого сверления в указанном диапазоне и их обслуживание, уменьшить стоимость оборудования и необходимые для его размещения производственные площади при сохранении установленных требований к точности и качеству обработки глубоких отверстий.
Известны различные типы станков для глубокого сверления (глубина сверления превышает пять номинальных диаметров отверстия). Большое распространение, несмотря на значительную занимаемую площадь и неэкономичность в отношении потребления энергии, получили станки токарного типа.
Наиболее близким к заявляемому устройству является станок для глубокого сверления невращающихся и неподвижных заготовок, разработанный итальянской фирмой "Утита". Станок включает станину со средствами для установки и неподвижного закрепления обрабатываемых заготовок, маслоприемник для подачи СОЖ в зону резания инструмента с внутренним отводом стружки, стеблевой люнет и средства для закрепления стебледержателя инструмента, обеспечивающие его вращение и осевую подачу, в данном случае стеблевую бабку. С задней стороны стеблевая бабка снабжена стружкоприемником в виде специального колена из трубы для отвода поступающей по оси инструмента пульпы - отработавшей СОЖ со стружкой - в отстойник, установленный в направлениях рядом со станиной и перемещаемый вместе с инструментом (см. Н.Д. Троицкий "Глубокое сверление", изд-во "Машиностроение", Ленинград, 1971 г., стр. 77 - 80, 91-92, рис. 50). Станок позволяет выполнять отверстия диаметром от 7 до 63 мм, а кольцевым сверлом - до диаметра 220 мм, глубиной свыше одного и до нескольких метров. Как и другие аналогичные станки, этот станок предназначен для обработки специальных заготовок - ружейных и орудийных стволов и некоторых других изделий, что и определяет их габариты. Однако в большинстве отраслей народного хозяйства производство продукции не требует обработки отверстий такой глубины, но они вынуждены использовать такие крупногабаритные станки из-за специфики применяемого для этих целей инструмента и технологии обработки глубоких отверстий для обеспечения требуемой точности и качества обработки.
Этот известный станок, по сравнению со станками для глубокого сверления вращающихся заготовок при одновременной их подаче на неподвижный в осевом направлении инструмент, обладает большей экономичностью в отношении потребления энергии при достаточной высокой точности и качество обработки отверстий. Однако он обладает всеми остальными их недостатками - требует значительных производственных площадей для их установки, имеет высокую стоимость и все-таки недостаточно экономичен в отношении потребления энергии. Кроме того, маслоприемники для подачи СОЖ в зону резания инструментом с внутренним отводом пульпы конструктивно объединены с направляющей втулкой для инструмента, предполагают ручное управление перемещением маслоприемника для заданного прижатия направляющей втулки к обрабатываемой заготовке и постоянный контроль плотности такого прижатия в течение всего процесса обработки каждого отверстия, что отвлекает внимание оператора, усложняет обслуживание станка и его эксплуатацию. Маслоприемники с неподвижной направляющей втулкой для инструмента в таких и анлогичных станках в большинстве случае не обеспечивает центрирование инструмента относительно входного торца заготовки (из-за большой длины стебля и неизбежном его изгибе), и в этом случае целесообразно использование люнета. Да и в конструктивном отношении такие маслоприемники более сложны. Наличие на заднем торце стеблевой бабки стружкоприемника в виде колена из трубы отвода пульпы в отстойник не исключает забивание стружкоприемника, а его очистка требует остановки станка и в лучшем случае снятие стружкоприемника для очистки, что усложняет обслуживание станка и отражается на производительности работ. Да и существующая конструкция отстойника предполагает необходимость перемещения последнего вместе с инструментом или выполнения отстойника длиной, соответствующей по меньшей мере величине максимального рабочего хода инструмента.
Данное изобретение решает задачу упрощения конструкции устройства для глубокого сверления и его обслуживания, может быть использовано в ряде областей народного хозяйства, например в энергомашиностроении, при одновременном уменьшении стоимости оборудования, необходимых для его монтажа производственных площадей и обеспечения требований к точности и качеству обработки отверстий глубиной до 200 - 350 мм.
Для достижения поставленного технического результата в известном устройстве для глубокого сверления, содержащем средства для установки и неподвижного закрепления обрабатываемых заготовок, установленную с возможностью вращения и осевого перемещения обойму для закрепления инструмента, служащий для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания маслоприемник, установленную с возможностью прижатия к обрабатываемой заготовке съемную направляющую втулку для инструмента, средства ее прижатия, стружкоприемник и служащий для сбора отработавшей СОЖ и выносимой из зоны резания стружки отстойник в виде поддона, новым является то, что оно выполнено с возможностью установки на радиально-сверлильном или подобном станке и содержит штуцер подвода СОЖ в маслоприемник и два кронштейна, обойма для закрепления инструмента выполнена с возможностью установки в шпинделе станка и служит для закрепления инструмента с внутренним подводом СОЖ и внешним отводом стружки, а стружкоприемник выполнен в виде двух полых цилиндров, концентрично размещенных одни в другом с возможностью их относительного осевого перемещения, наружный цилиндр стружкоприемника выполнен с возможностью жесткого закрепления в сверлильной бабке станка соосно с его шпинделем, на внешнем торце внутреннего цилиндра стружкоприемника выполнено днище, с по меньшей мере одним окном, служащим для сбора отработавшей СОЖ и выносимой из зоны резания стружки, на днище, по оси стружкоприемника, закреплена съемная направляющая втулка, а в боковой стенке каждого из цилиндров стружкоприемника выполнен с возможностью совмещения при сборке последнего продольный паз, служащий для прохода и перемещения штуцера подвода СОЖ в маслоприемник, средство прижатия направляющей втулки к обрабатываемой заготовке выполнено в виде силового гидроцилиндра, установленного с возможностью параллельного расположения его оси с осью стружкоприемника, при этом корпус и конец штока силового гидроцилиндра соединены с кронштейнами, одни из которых закреплен на наружном, а другой - на внутреннем цилиндре стружкоприемника.
Действительно, сборка предлагаемого устройства на базе радиально-сверлильного (или подобного ему - например, вертикально-фрезерного) станка упрощает устройство и его обслуживание, требует меньших капиталовложений и производственных площадей для монтажа устройства по сравнению с типовыми специальными станками для глубокого сверления, поскольку радиально-сверлильные станки проще в конструктивном отношении и в обслуживании, имеют меньшую стоимость и габариты. Обоймы стебледержателя для инструмента с внутренним подводом СОЖ и внешним отводом стружки, комплектуемые маслоприемником соответствующей конструкции для подачи СОЖ в зону резания по оси инструмента, в технике известны, но даже их разработка и изготовление не потребует значительных материальных затрат. Предлагаемое выполнение стружкоприемника из двух концентрично размещенных один в другом полых цилиндров хоть и сложнее используемого в прототипе в виде специального колена из трубы, но надежнее в эксплуатации и проще в обслуживании, поскольку практически не препятствует эвакуации стружки из зоны резания. Кроме того, предлагаемая конструкция стружкоприемника не препятствует перемещению штуцера подвода СОЖ в маслоприемник при перемещении шпинделя с инструментом в процессе обработки заготовки и обеспечивает прижатие направляющей втулки инструмента, установленной в днище на внешнем торце внутреннего цилиндра стружкоприемника, к обрабатываемой заготовке с постоянным усилием в течение всего времени обработки. Это не требует дополнительного отвлечения внимания оператора и упрощает обслуживание устройства в эксплуатации, поскольку такое прижатие осуществляется автоматически гидроцилиндром, соединяющим наружный и внутренний цилиндры стружкоприемника и обеспечивающим их необходимое относительное перемещение. К некоторым недостаткам заявляемого устройства следует отнести необходимость удаления стружки, эвакуируемой из стружкоприемника непосредственно на обрабатываемую заготовку или кондуктор, в поддон станка самим оператором, и ограниченные возможности станка по глубине обрабатываемых отверстий. Последнее связано с тем, что конструкция радиально-сверлильного станка с предлагаемой конструкцией стружкоприемника, несущего направляющую втулку для инструмента, является менее жесткой для сохранения положения и центрирования инструмента относительно входного торца заготовки, чем связанная со станиной установка направляющей втулки и дополнительное использование люнета в специализированном станке для глубокого сверления, в т.ч. в прототипе. Однако для обработки отверстий глубиной 200 - 300 мм жесткость заявляемого устройства оказывается вполне достаточной доля обеспечения требуемой точности и качества обработки во многих отраслях народного хозяйства. Использование кондукторов для дополнительной фиксации направляющей втулки инструмента может расширить допустимый интервал обработки заготовок по глубине.
Таким образом, заявляемое устройство обеспечивает достижение поставленных целей и позволяет использовать его в различных областях техники и народного хозяйства для выполнения глубоких отверстий в указанных интервалах.
Проведенный заявителем анализ уровня техники по допустимым источникам информации не выявил известность аналогичных объектов техники, характеризующихся такой же совокупностью признаков, тождественных всем существенным признакам заявляемого изобретения. Наличие указанной выше совокупности отличительных признаков заявляемого объекта по сравнению с наиболее близким аналогом обеспечивает соответствие заявляемого объекта условию "новизна". Поскольку проведенный анализ показал, что заявляемое изобретение не вытекает для специалиста явным образом из известного уровня техники, и не выявил известность использования отличительных признаков заявляемого объекта для решения аналогичных задач в этой же или в смежных областях техники, заявляемый объект соответствует условию "изобретательский уровень". Отсутствие препятствий технического, технологического или иного характера для промышленной реализации заявляемого объекта обеспечивает его соответствие условию "промышленная применимость".
Сущность изобретения поясняет приводимое ниже описание конкретного примера его осуществления, который не исключает и другие варианты конструктивного решения отдельных элементов и узлов объекта в пределах формулы изобретения, и чертеж, на котором в продольном осевом разрезе показано заявляемое устройство и фрагменты станка, на базе которого оно собрано.
Заявляемое устройство для сверления отверстий глубиной 200 - 350 мм (превышающей 5 номинальных диаметров отверстия) в рассматриваемом примере собрано на базе отечественного радиально-сверлильного станка модели 2М587, хотя может быть использован вертикально-фрезерный станок с ЧПУ или станок фрезерно-сверлильный портального типа с ЧПУ при высокой точности позиционирования. Устройство включает обойму 1 для установки и закрепления, например, с помощью накидной гайки 2, стебледержателя 3 сверла 4 одностороннего резания с внутренним подводом СОЖ и внешним (по V-образному наружному каналу сверла) отводом стружки. Обойма 1 снабжена маслоприемником 5 в виде втулки, закрепленной на обойме 1 с помощью подшипника. Подвод СОЖ в маслоприемник 5 выполнен через закрепленный в нем штуцер 6. Полость маслоприемника 5 системой уплотнительных колец отделена от подшипников и через отверстия 7 в обойме 1 сообщена с полостью последней над стебледержаталем 3. Обойма 1 известным образом крепится в шпинделе 8 станка по оси шпинделя, связанного с приводом его вращения и осевой подачи (на чертеже не показано). Шпиндель 8 размещен в неподвижной (относительно шпинделя) сверлильной бабке 9. Стружкоприемник устройства выполнен из наружного и внутреннего полых цилиндров 10 и 11 соответственно, концентрично размещенных одни в другом с возможностью их относительного осевого перемещения. Наружный цилиндр 10 стружкоприемника жестко закреплен в переходнике 12, установленном в сверлильной бабке 9 соосно со шпинделем 8. Внутренний цилиндр 11 стружкоприемника на внешнем торце имеет днище 13, в котором по оси стружкоприемника закреплена, например, накидной гайкой 14 направляющая втулка 15 для сверла 4. В днище 13 выполнено по меньшей мере одно окно 16 для эвакуации отработавшей СОЖ и выносимой из зоны резания стружки (в показанном на чертеже варианте устройства таких окон 16 два). В боковых стенках наружного и внутреннего цилиндров 10 и 11 стружкоприемника выполнены продольные пазы 17 и 18 соответственно, совмещаемые при сборке стружкоприемника и служащие для прохода штуцера 6 подвода СОЖ в маслоприемник 5 и перемещения штуцера 6 вместе со шпинделем 8 при обработке отверстий в заготовке. Устройство снабжено силовым гидроцилиндром, корпус 19 и шток 20 которого шарнирно соединены с кронштейнами 21 и 22 соответственно, при этом кронштейн 21 закреплен жестко на наружном цилиндре 10 стружкоприемника, кронштейн 22 - на внутреннем, а их закрепление обеспечивает параллельное расположение оси силового гидроцилиндра и оси стружкоприемника. Гидроцилиндр обеспечивает необходиммое выдвижение внутреннего цилиндра 10 стружкоприемника с направляющей втулкой 15, прижатие последней к обрабатываемой заготовке и поддержание необходимого усилия прижатия в процессе обработки, а достигается это подачей рабочей среды в соответствующую полость гидроцилиндра и отводом рабочей среды из другой полости через штуцеры 23 и 24 соответственно. В качестве средства для устранения установки и неподвижного закрепления обрабатываемых заготовок станок оборудован опорной плитой 25, смонтированной в установленном на фундаменте поддоне 26. Для выхода сверла 4 после выполнения отверстий в заготовке 27 последнюю устанавливают на плите 25 с помощью специальных приспособлений. Если заготовкой 27 является толстостенная трубная решетка теплообменника, например, для АЭС, фрагмент которой показан на чертеже, она может быть установлена на опорном кольце 28, охватывающем заготовку 27 по внешнему периметру и имеющем опорную площадку по всему периметру плоской части заготовки, не попадающему в зону обработки. Неподвижное закрепление заготовки 27 с опорным кольцом 28 на опорной плите 25 может быт обеспечиваться прижимами (скобами) 29 подходящими конструкции и крепежными деталями 30. Для повышения точности и надежности центрирования инструмента - сверла 4 - относительно входного торца отверстий в заготовке 27 на последней может быть установлен кондуктор 31, который на все время обработки отверстий в заготовке 27 должен быть неподвижно соединен с нею, например, теми же прижимами 29. Это позволит увеличить интервал глубины обрабатываемых отверстий при сохранении требований к точности и качеству их обработки.
Работа заявляемого устройства для глубокого сверления отверстий заключается в следующем.
После указанной выше установки и закрепления обрабатываемой заготовки 27 проверяют расстояние от рабочего торца направляющей втулки 15 до верхней плоскости заготовки 27 - оно должно быть меньше рабочего хода штока 20 силового гидроцилиндра для обеспечения заданного усилия прижатия направляющей втулки 15 к обрабатываемой заготовке 27 в течение всего времени обработки каждого отверстия. При необходимости изменяют положение траверсы по высоте станка (не показано), на которой закреплена и перемещается в радиальном направлении сверлильная бабка 9. Затем одним из известных приемов проверяют установку сверла 4 относительно входного торца отверстия в заготовке 27 - по разметке на заготовке или по кондуктору. После этого подачей рабочей среды через штуцер 23 в полость гидроцилиндра осуществляют выдвижение поршня 20 из корпуса 19 гидроцилиндра, обеспечивая соответствующее выдвижение внутреннего цилиндра 11 стружкоприемника до упора поверхности рабочего торца направляющей втулки 15 заготовку 27. Включением привода вращения и рабочей подачи шпинделя 8 подводят сверло 4 в зону резания и одновременно через штуцер 6 осуществляют подачу СОЖ в маслоприемник 5 и через внутренний канал стебледержателя 3 и сверла 4 - в зону резания, для охлаждения рабочей части сверла 4 и заготовки 27. По внешнему V-образному каналу сверла 4 отработавшая СОЖ поступает во внутреннюю полость стружкоприемника, вынося из зоны резания и обломки стружки, которые под действием центробежных сил отбрасываются к стенкам внутреннего полого цилиндра 11 стружкопроиемника и потоком отработавшей СОЖ через окна 16 выносятся из стружкоприемника на поверхность заготовки 27 или кондуктора 31. Отработавшая СОЖ самотеком стекает в поддон 26, а стружку с поверхности заготовки 27 или кондуктора 31 по мере ее накопления оператор станка сгребает в тот же поддон 26. В поддоне 26 может быть предусмотрено сливное отверстие с сеткой для удержания стружки (не показано), а ниже поддона 26 может быть установлена емкость для приема отработавшей СОЖ и последующей перекачки ее в специальный бак для добавления необходимых компонентов и подготовки для повторного использования (не показаны). После выполнения отверстия в заготовке 27 сверло 4 выводится из зоны обработки возвратом шпинделя 8 в исходное положение, подачу СОЖ в маслоприемник через штуцер 6 прекращают, и подачей рабочей среды через штуцер 24 в корпус 19 гидроцилиндра под поршень на штоке 20 и отводом рабочей среды из другой полости гидроцилиндра 19 через штуцер 23 осуществляют подъем внутреннего цилиндра 11 стружкоприемника в исходное положение и выведение конца направляющей втулки 15 из отверстия кондуктора 31. При необходимости выполнения очередного отверстия в заготовке 27 все перечисленные операции от установки инструмента в новой позиции и обработки очередного отверстия повторяют. При использовании систем ЧПУ переустановка инструмента и обработка очередных отверстий выполняются автоматически. Во всех случаях оператор обязан постоянно следить за состоянием удаления стружки из полости стружкоприемника и при необходимости обеспечивать удаление стружки из упомянутой полости через окно 16 самостоятельно предусмотренным для этого инструментом. Кроме того, при использовании кондуктора 31 оператор обязан тщательно очищать от обломков стружки очередные для обработки заготовки 27 гнезда кондуктора 31, чтобы исключить неплотную установку направляющей втулки 15 и возможный ее перекос с вытекающими из этого последствиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 1995 |
|
RU2096138C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2104128C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
Изобретение может быть использовано, например, при производстве оборудования для тепловых и атомных электростанций. Устройство выполнено с возможностью установки на радиально-сверлильном или подобном станке. Оно содержит установленную в шпинделе станка с возможностью вращения и осевого перемещения обойму для закрепления инструмента, служащий для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания маслоприемник, выполненный в виде двух полых цилиндров, концентрично размещенных один в другом с возможностью их относительного осевого перемещения стружкоприемник и два кронштейна. Наружный цилиндр стружкоприемника жестко закреплен в сверлильной бабке станка соосно с его шпинделем. На внешнем торце внутреннего цилиндра стружкоприемника выполнено днище. На днище, по оси стружкоприемника, установлена с возможностью прижатия к обрабатываемой заготовке съемная направляющая втулка для инструмента. Средство ее прижатия к обрабатываемой заготовке выполнено в виде силового гидроцилиндра, установленного так, что его ось параллельна оси стружкоприемника. Корпус и конец штока силового гидроцилиндра соединены с кронштейнами. Один из кронштейнов закреплен на наружном, а другой - на внутреннем цилиндре стружкоприемника. В боковой стенке каждого из цилиндров стружкоприемника выполнен с возможностью совмещения при сборке последнего продольный паз, служащий для прохода и перемещения штуцера подвода СОЖ в маслоприемник. Изобретение позволяет упростить конструкцию устройства и его обслуживание. 1 ил.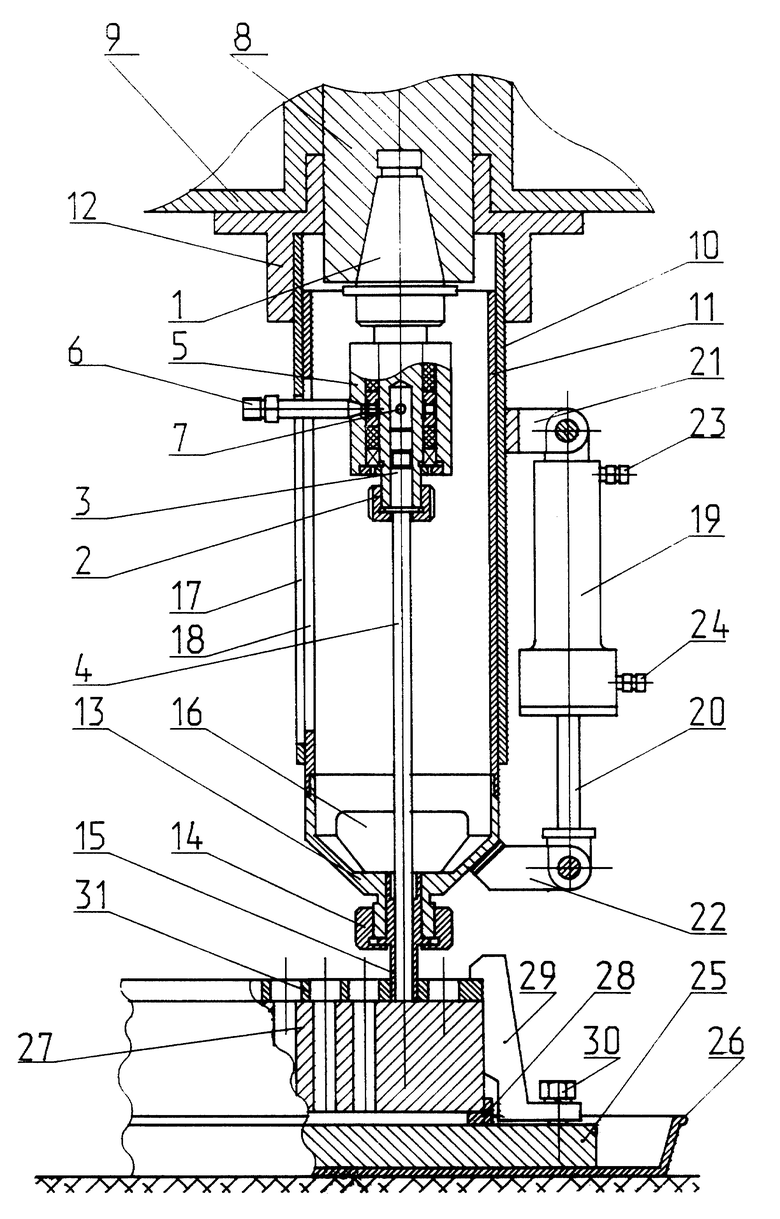
Устройство для глубокого сверления, содержащее средства для установки и неподвижного закрепления обрабатываемых заготовок, установленную с возможностью вращения и осевого перемещения обойму для закрепления инструмента, служащий для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания маслоприемник, установленную с возможностью прижатия к обрабатываемой заготовке съемную направляющую втулку для инструмента, средства ее прижатия, стружкоприемник и служащий для сбора отработавшей СОЖ и выносимой из зоны резания стружки отстойник в виде поддона, отличающееся тем, что оно выполнено с возможностью установки на радиально-сверлильном или подобном станке и содержит штуцер подвода СОЖ в маслоприемник и два кронштейна, обойма для закрепления инструмента выполнена с возможностью установки в шпинделе станка и служит для закрепления инструмента с внутренним подводом СОЖ и внешним отводом стружки, а стружкоприемник выполнен в виде двух полых цилиндров, концентрично размещенных один в другом с возможностью их относительного осевого перемещения, наружный цилиндр стружкоприемника выполнен с возможностью жесткого закрепления в сверлильной бабке станка соосно с его шпинделем, на внешнем торце внутреннего цилиндра стружкоприемника выполнено днище с, по меньшей мере, одним окном, служащим для сбора отработавшей СОЖ и выносимой из зоны резания стружки, на днище, по оси стружкоприемника, закреплена съемная направляющая втулка, а в боковой стенке каждого из цилиндров стружкоприемника выполнен с возможностью совмещения при сборке последнего продольный паз, служащий для прохода и перемещения штуцера подвода СОЖ в маслоприемник, средство прижатия направляющей втулки к обрабатываемой заготовке выполнен в виде силового гидроцилиндра, установленного с возможностью параллельного расположения его оси с осью стружкоприемника, при этом корпус и конец штока силового гидроцилиндра соединены с кронштейнами, один из которых закреплен на наружном, а другой - на внутреннем цилиндре стружкоприемника.
| ТРОИЦКИЙ Н.Д | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с.79 - 80 | |||
| Устройство для глубокого сверления | 1982 |
|
SU1077714A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| US 5026220 A, 25.06.1991. | |||

