Изобретение относится к черной металлургии, в частности к производству инструментального высокопрочного листового проката для высокоточного машиностроительного оборудования.
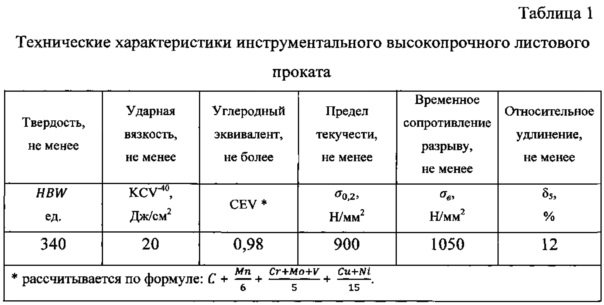
Высокопрочная инструментальная сталь должна обладать следующими свойствами: повышенная износостойкость (твердость), способность сохранять свои свойства при повышенных температурных режимах (жаропрочность), высокая ударная вязкость, низкие остаточные напряжения, высокая теплопроводность, повышенный уровень трещиностойкости. Технические характеристики высокопрочной инструментальной стали приведены в таблице 1.
Известна инструментальная сталь, содержащая углерод, кремний, марганец, хром, титан, бор, алюминий, медь и железо в следующем соотношении (масс. %): углерод 0,04-0,06; кремний 0,04-0,06; марганец 8,0-12,0; хром 8,0-12,0; титан 2,0-3,0; бор 0,04-0,06; алюминий 0,4-0,6; медь 0,5-1,0; железо остальное. Сталь может быть выплавлена в индукционных вакуумных печах. Термообработка стали проводится по режиму отпуск при 750-900°C в течение 2 ч., закалка в масле при 1200°C (Патент РФ №2332515, МПК C22C 38/38, опубл. 27.08.2008, Бюл. №24).
Недостатки известной стали состоят в том, что она имеет недостаточную твердость и довольно высокий углеродный эквивалент, что существенно затрудняет процессы сварки и сборки готовых изделий.
Известен нож для рубки металла из легированной стали, содержащей углерод, кремний, марганец, молибден, ванадий, никель, хром, серу, фосфор и железо, отличающийся тем, что он изготовлен из стали, содержащей указанные компоненты при следующем соотношении, масс. %: углерод 0,50-0,60; кремний 0,10-0,40; марганец 0,40-0,70; молибден 0,60-0,80; ванадий 0,30-0,60; никель 1,70-2,00; хром 1,00-1,30; сера не более 0,005; фосфор не более 0,01; железо остальное. После закалки с температуры 920°C и последующего отпуска при температуре 450±10°C нож имеет однородную структуру с величиной зерна 5-8 балла, ударную вязкость 39 Дж/см2 и твердость 51 HRC (Патент РФ №2409696, МПК C22C 38/46, опубл. 20.01.2011, Бюл. №2).
Недостатком известного ножа являются относительно низкие прочностные свойства и относительно высокий углеродный эквивалент, негативно влияющий на сварочные свойства стали.
Наиболее близким аналогом к предлагаемому изобретению является инструментальная сталь для горячего деформирования, содержащая углерод, хром, марганец, ванадий, кремний, титан, бор и железо в следующем соотношении (масс. %): углерод 0,60-0,70; хром 2,80-3,20; марганец 1,9-2,1; ванадий 0,50-0,60; кремний 0,40-0,70; титан 0,15-0,30; бор 0,001-0,003; железо остальное, при этом суммарное содержание хрома, марганца, ванадия, кремния, титана и бора составляет 5,35-6,20 масс. %. Термообработку стали проводили по режиму: закалка 1050±50°C, с предварительным подогревом при температуре 800±10°C; время выдержки при температурах подогрева и нагрева под закалку в течение 30 минут; отпуск стали производили при температуре 550±5°C, выдержка 2 ч; охлаждение на воздухе (Патент РФ №2535148, МПК C22C 38/38, опубл. 10.12.2014, Бюл. №34).
Недостатком прототипа является то, что известная сталь после закалки и высокотемпературного отпуска имеет невысокие пластические свойства и относительно высокий углеродный эквивалент, негативно влияющий на сварочные свойства стали.
Технический результат изобретения состоит в достижении высокой твердости инструментального высокопрочного листового проката при сохранении достаточной пластичности и ударной вязкости.
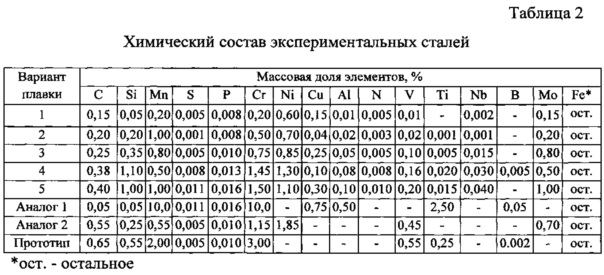
Указанный технический результат достигается тем, что в способе производства инструментального высокопрочного листового проката, включающем выплавку стали, получение непрерывнолитого сляба, его горячее деформирование, закалку и отпуск листов, согласно изобретению осуществляют выплавку стали следующего химического состава, мас. %: 0,20-0,38 C; 0,20-1,10 Si; 0,50-1,00 Mn; 0,50-1,45 Cr; 0,70-1,30 Ni; 0,20-0,80 Mo; 0,02-0,16 V; 0,02-0,08 Al; 0,001-0,010 N; не более 0,25 Cu; 0,001-0,030 Nb; 0,001-0,020 Ti; не более 0,008 S; не более 0,013 P; остальное Fe, при этом закалку листов из указанной стали осуществляют при температуре 930-980°C, отпуск проводят при температуре 575±25°C. Состав стали дополнительно содержит бор в диапазоне 0,001-0,005, масс. %.
Сущность изобретения состоит в том, что комплекс механических и функциональных свойств инструментального высокопрочного листового проката обусловлен его химическим составом и температурными режимами термообработки: закалки и отпуска. С целью достижения требуемых свойств (табл. 1) в процессе проведения экспериментальных исследований осуществляли варьирование всех значимых факторов, добиваясь стабильного получения высоких прочностных характеристик инструментальной стали при сохранении достаточно высоких показателей пластичности и вязкости.
Углерод и хром - упрочняющие элементы, напрямую влияют на интервал существования δ-феррита, что позволяет гомогенизировать твердый раствор, повышая однородность распределения химических элементов благодаря тому, что диффузионная подвижность атомов углерода и хрома в δ-феррите на несколько порядков выше скорости их диффузии в аустените. Содержание углерода менее 0,20% приводит к снижению прочностных свойств ниже допустимого уровня. Увеличение содержания углерода более 0,38% ухудшает пластические и вязкостные свойства стали, повышает углеродный эквивалент. При концентрации хрома менее 0,50% прочностные свойства не достигают необходимых значений. Увеличение содержания хрома более 1,45% приводит к потере пластичности и неоправданному увеличению себестоимости.
Марганец, кремний, никель, медь и молибден - легирующие элементы, входящие в состав твердого раствора аустенита и понижающие температуру начала его распада. При содержании марганца менее 0,5% прочность стали недостаточна. Увеличение содержания марганца более 1,0% способствует укрупнению зерна, снижая ударную вязкость закаленной стали. При содержании кремния менее 0,20% ухудшается раскисленность стали. Увеличение содержания кремния более 1,1% приводит к охрупчиванию границ зерен, влияния на α-фазу: мартенсит и бейнит. При содержании никеля менее 0,70% показатели пластичности и ударной вязкости снижаются. Увеличение содержания никеля более 1,30% приводит к увеличению себестоимости при прочих равных характеристиках. Добавление молибдена в указанном диапазоне способствует получению требуемых прочностных характеристик стали, а также улучшает ее прокаливаемость. При содержании молибдена менее 0,20% прочностные свойства стали не достигают требуемого уровня, а увеличение его содержания более 0,80% ухудшает свариваемость и пластичность закаленной стали. Добавление меди в количестве, не превышающем 0,25%, способствует достижению необходимых свойств. Большее содержание меди экономически нецелесообразно.
Сера и фосфор - вредные примеси, вследствие пониженной их растворимости в феррите диффундируют к границам зерен, оказывая влияние на количество и качество «зародышей» - места образования ферритной фазы. При содержании более 0,008% и 0,013% соответственно оказывают резко негативное воздействие на вязкостные свойства стали.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства. Увеличение его содержания более 0,08% графитизирует углерод, что также ухудшает механические свойства.
Азот способствует образованию нитридов в стали. Верхний предел содержания азота - 0,010% обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - 0,001% - вопросами технологичности производства.
Ванадий, ниобий и титан - карбонитридообразующие элементы образуют с железом твердый раствор замещения. Несоответствие атомных радиусов этих элементов и железа приводит к искажению кристаллической решетки твердого раствора и, как следствие, к замедлению всех процессов, контролируемых диффузией, включая рекристаллизацию и фазовые превращения. Содержание ванадия более 0,16% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. При содержании ванадия менее 0,02% прочностные свойства стали не достигают требуемого уровня. При содержании ниобия менее 0,001% не обеспечивается достаточное упрочнение. Увеличение содержания ниобия более 0,030% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. Содержание титана менее 0,001% не оказывает сдерживающего влияния на рост аустенитного зерна, снижается прочность. Повышение содержания титана свыше 0,020% нецелесообразно, так как приводит к образованию грубых включений высокотвердого, хрупкого карбида титана при кристаллизации, что не устраняется термической обработкой и снижает ударную вязкость.
Легирование бором повышает прочностные свойства после закалки, не изменяя вязкость и пластичность. Бор, добавляемый в пределах 0,001-0,005%, значительно повышает прокаливаемость стали. Бор в количестве более 0,005% способствует охрупчиванию стали. А содержание бора менее 0,001% не оказывает положительного влияния на свойства стали.
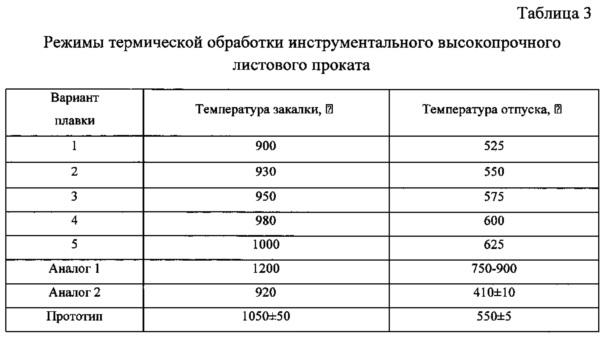
Нагрев под закалку до температуры выше 980°C приводит к значительному снижению ударной вязкости инструментальной стали. Снижение этой температуры менее 930°C не обеспечивает стабильного получения заданных прочностных свойств, что существенно уменьшает выход годного.
Отпуск при температуре выше 600°C снижает прочностные свойства ниже допустимого уровня. Уменьшение температуры отпуска ниже 550°C приводит к потере пластических и вязкостных свойств высокопрочных листов.
Таким образом, полное использование ресурса свойств инструментального высокопрочного листового проката заявленного химического состава обеспечивается указанными режимами ее термообработки.
Пример осуществления способа.
С применением индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2).
Полученные слитки нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1200±10°C. Далее осуществляли обжатие слитков с применением гидравлического пресса П6334 (моделирование черновой стадии прокатки) и на одноклетьевом реверсивном стане горячей прокатки 500 «ДУО» (моделирование чистовой стадии прокатки). Температура окончания обжатия составляла 850-950°C. Слитки прокатывали до толщины 6, 10, 20, 30 и 40 мм. Полученные листы охлаждали на воздухе.
Термическая обработка образцов проката заключалась в закалке при температуре 900-1200°C и последующем отпуске при температуре 400-900°C (табл. 3), после чего произвели раскрой полученных листов для проведения испытаний на растяжение, твердость и ударный изгиб.
Механические свойства определяли на поперечных образцах в соответствии с общепринятыми условиями:
- испытания на растяжение проводили на плоских образцах по ГОСТ 1497;
- испытания на ударный изгиб в соответствии с ГОСТ 9454 на образцах с V-образным надрезом при температуре -40°C;
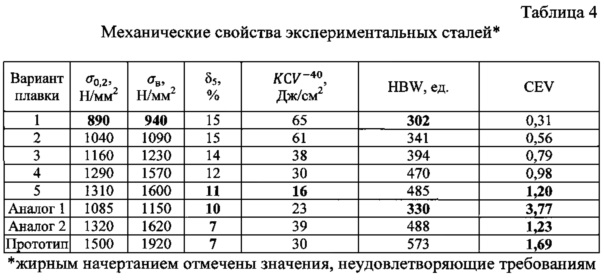
Результаты испытаний показали, что в листовой стали, полученной по предложенному способу (варианты №2-4, табл. 4), достигается сочетание наиболее высоких прочностных, пластических и вязкостных свойств.
В случаях отклонений от заявленных параметров (варианты №1 и №5), а также при использовании аналогов и способа-прототипа не обеспечивается требуемый комплекс механических свойств.
Таким образом, применение заявленного способа производства инструментального высокопрочного листового проката обеспечивает достижение необходимого результата - получение высокопрочной стали с комплексом трудносочетаемых свойств: прочностных - условный предел текучести σ0,2 не менее 900 Н/мм2, временное сопротивление разрыву σв не менее 1050 Н/мм2, твердости HBW не менее 340 ед.; пластических - относительное удлинение δ5 не менее 12%; вязких - ударная вязкость KCV-40 не менее 20 Дж/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА ИЗ ЭКОНОМНОЛЕГИРОВАННОЙ ХЛАДОСТОЙКОЙ СТАЛИ С УРОВНЕМ ПРОЧНОСТИ НЕ МЕНЕЕ 950 МПА | 2024 |
|
RU2840370C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2599654C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| ВЫСОКОПРОЧНАЯ ВЫСОКОТВЕРДАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2016 |
|
RU2654093C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ВЫСОКОПРОЧНОГО ИЗНОСОСТОЙКОГО ПРОКАТА (ВАРИАНТЫ) | 2018 |
|
RU2691809C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТВЕРДОГО ИЗНОСОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2603404C1 |
| Способ производства высокопрочного износостойкого металлопроката | 2020 |
|
RU2765046C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ | 2016 |
|
RU2625861C1 |
| Способ производства листового проката толщиной 8-50 мм из хладостойкой высокопрочной высокотвердой стали | 2023 |
|
RU2808637C1 |
Изобретение относится к черной металлургии, в частности к производству высокопрочного листового проката из инструментальной стали для высокоточного машиностроительного оборудования. Для обеспечения высоких прочностных свойств и твердости при сохранении достаточной пластичности и ударной вязкости способ включает выплавку стали, содержащей, мас. %: 0,20-0,38 C, 0,20-1,10 Si, 0,50-1,00 Mn, 0,50-1,45 Cr, 0,70-1,30 Ni, 0,20-0,80 Mo, 0,02-0,16 V, 0,02-0,08 Al, 0,001-0,010 N, не более 0,25 Cu, 0,001-0,030 Nb, 0,001-0,020 Ti, не более 0,008 S, не более 0,013 P, остальное Fe, получение непрерывнолитого сляба, его горячее деформирование, закалку водой при температуре 930-980°C, отпуск при температуре 575±25°C. При этом с целью увеличения прокаливаемости в состав стали дополнительно вводят бор (0,001-0,005, мас.%). 1 з.п. ф-лы, 4 табл.
1. Способ производства высокопрочного листового проката из инструментальной стали, включающий выплавку стали, получение непрерывнолитого сляба, его горячее деформирование, закалку и отпуск листов, отличающийся тем, что осуществляют выплавку стали следующего химического состава, мас. %:
при этом закалку листов из указанной стали осуществляют при температуре 930-980°C, отпуск проводят при температуре 575±25°C.
2. Способ по п. 1, отличающийся тем, что состав стали дополнительно содержит бор в диапазоне 0,001-0,005 мас. %.
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2442831C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2433191C1 |
| ДИНАМИЧЕСКИ СТОЙКАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2460823C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| US 6183573 B1, 06.02.2001. | |||

