Изобретение относится к изготовлению деталей газотурбинных двигателей, в частности к способам изготовления широкохордных полых лопаток компрессора из деформируемых двухфазных титановых сплавов, и может быть использовано в авиационной промышленности и других отраслях промышленности, где используются газотурбинные двигатели.
Известен способ изготовления широкохордной полой лопатки компрессора газотурбинного двигателя, включающий соединение отдельно изготовленных деталей лопатки между собой при помощи сварки (см. патент FR №2852999, кл. F01D 5/16, опубл. 10.01.2004).
Недостатками известного способа являются разогрев титанового сплава в зоне сварки до температуры выше точки полиморфного превращения, перегрев сплава и, как результат, снижение прочностных свойств сплава и усталостных характеристик лопаток.
Известен способ изготовления широкохордной полой лопатки компрессора газотурбинного двигателя, включающий соединение плоских фрагментов пера лопатки диффузионной сваркой с последующим формированием профиля пера путем раздувки внутренней полости инертным газом при температуре сверхпластичности двухфазного титанового сплава в штампе, формирующем профиль пера (см. патент US №5692881, кл. В23К 20/00, опубл. 12.02.1997).
Недостаток данного способа - недостаточная конструктивная прочность полого пера для последующей механической обработки лопатки фрезерованием.
Наиболее близким к заявленному способу является способ изготовления широкохордной полой лопатки компрессора газотурбинного двигателя, включающий изготовление оболочки и несущих элементов лопатки, расположение несущих элементов на расстоянии друг от друга в соответствии со схемой армирования в оболочке, укладку оболочки и несущих элементов в штамп, повторяющий профиль и размеры лопатки, и диффузионную сварку методом изотермического прессования в штампе при заданных температуре и давлении (см. патент RU №2296246, Кл. F04D 29/38, опубл. 27.03.2007).
Недостатком данного способа является то, что диффузионную сварку осуществляют методом изотермического прессования в штампе, что приводит к деформации несущих элементов и нарушению геометрии как внутренней полости, так и профиля пера лопатки. Способ сложен и трудоемок, так как требует сложной и дорогостоящей оснастки.
Технический результат заявленного способа - упрощение изготовления, повышение качества диффузионной сварки и повышение надежности и ресурса полых лопаток компрессора газотурбинного двигателя.
Указанный технический результат достигается тем, что в способе изготовления полой лопатки компрессора газотурбинного двигателя, включающем изготовление фрагментов лопатки и детали, формирующей внутреннюю полость лопатки, размещение детали между фрагментами лопатки и соединение фрагментов лопатки друг с другом диффузионной сваркой, согласно изобретению деталь, формирующая внутреннюю полость лопатки, снабжена вставками из титанового сплава и имеет форму, соответствующую форме внутренней полости лопатки, фрагменты лопатки с деталью, формирующей внутреннюю полость лопатки, размещают в стальной капсуле, капсулу герметизируют, после чего соединяют фрагменты лопатки между собой, осуществляя диффузионную сварку методом горячего изостатического прессования, и затем капсулу и деталь, формирующую внутреннюю полость лопатки, удаляют.
Удаление детали, формирующей внутреннюю полость лопатки, можно осуществлять методом химического травления, что позволяет избежать повреждений внутренней поверхности лопатки и сохранить заданную геометрию внутренней полости лопатки.
Удаление стальной капсулы с поверхности заготовки можно осуществлять методом фрезерования на станке с ЧПУ, что позволяет снизить трудоемкость, повысить производительность, избежать изменений геометрии профиля лопатки.
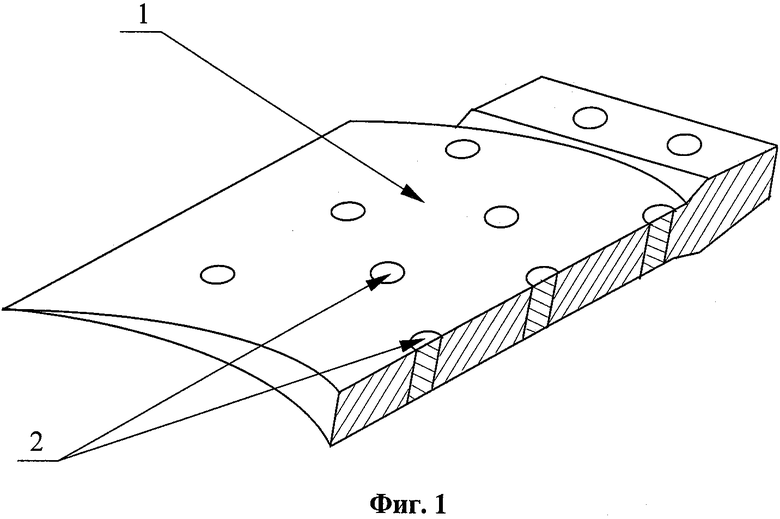
На фиг.1 изображена деталь, формирующая внутреннюю полость лопатки;
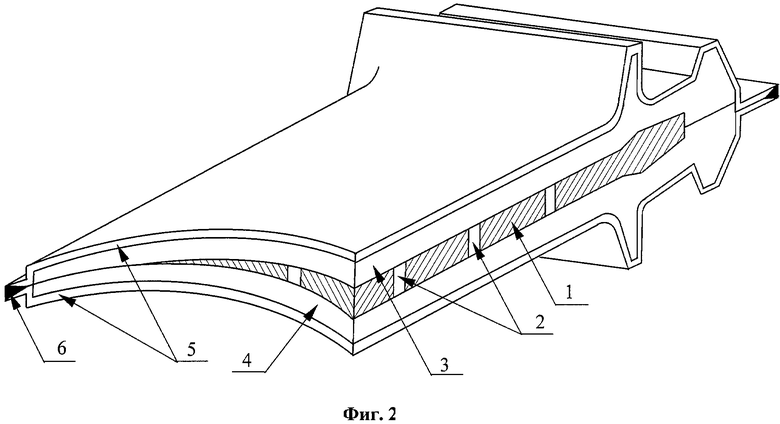
на фиг.2 - фрагменты лопатки с деталью, формирующей внутреннюю полость лопатки, расположенные в капсуле (разрез);
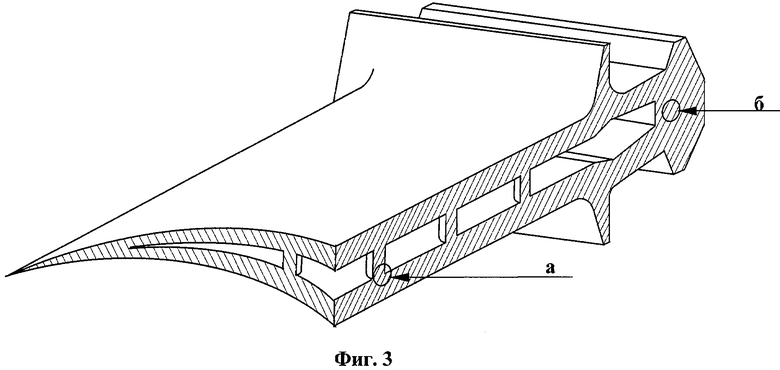
на фиг.3 - изготовленная лопатка в разрезе;
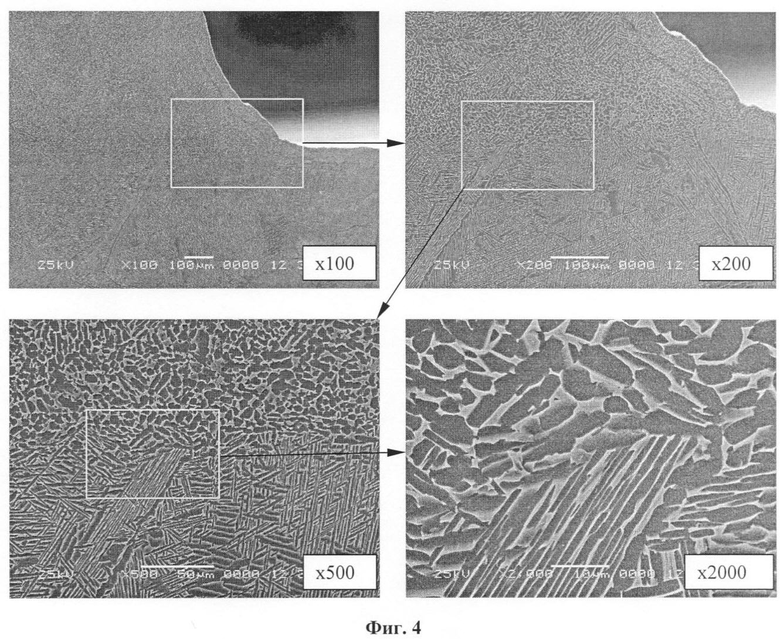
на фиг.4 - микроструктура участка диффузионной сварки вставки с фрагментом лопатки (зона а, фиг.3);
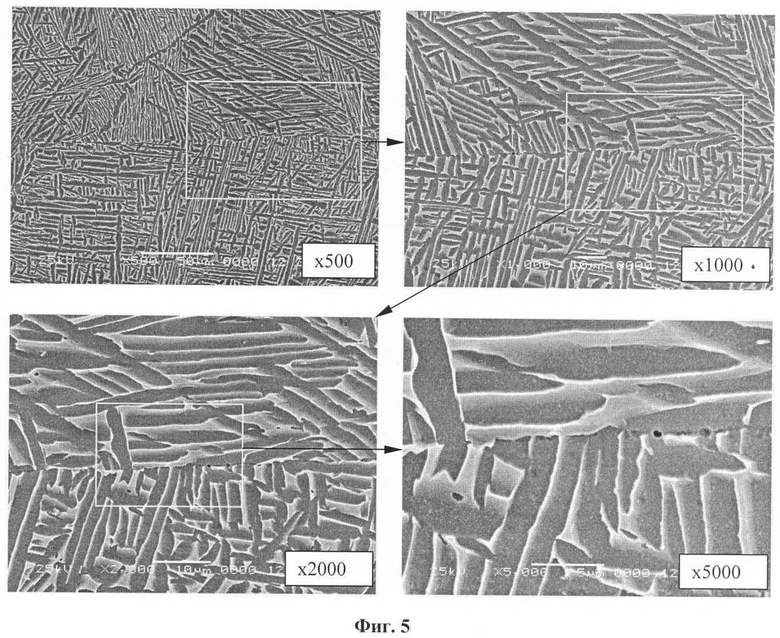
на фиг.5 - участки диффузионной сварки вставок (зона б, фиг.3).
Обозначения на чертежах:
1 - деталь, формирующая внутреннюю полость лопатки;
2 - вставки из титанового сплава;
3 - фрагмент лопатки со стороны спинки;
4 - фрагмент лопатки со стороны корыта;
5 - капсула;
6 - сварной шов;
7 - изготовленная лопатка.
Стрелками указаны зоны анализа качества диффузионной сварки вставок из титанового сплава с фрагментами лопатки (а) и диффузионной сварки фрагментов лопатки со стороны спинки и корыта (б) (фиг.3).
Способ реализуется следующим образом.
С помощью фрезерного станка с ЧПУ из углеродистой стали, например ст.20, изготавливают деталь 1, формирующую внутреннюю полость лопатки и соответствующую по геометрии внутренней полости лопатки, с отверстиями для размещения в них вставок 2 из титанового сплава, например ВТ8. Причем данная деталь может быть также изготовлена из материалов на основе железа, молибдена и др.
С помощью фрезерного станка с ЧПУ изготавливают из титанового сплава, например ВТ8, фрагменты 3 (спинка пера) и 4 (корыто пера) лопатки, а также части хвостовика. Между фрагментами 3 и 4 пера оставляют полость для размещения детали 1 с размещенными в ней вставками 2.
Методом холодной штамповки или фрезерования на станке с ЧПУ изготавливают разъемную капсулу 5. Капсула 5 повторяет профиль фрагментов 3 и 4 пера лопатки и выполнена, например, из стали ст.20.
Заготовку лопатки, в виде размещенной между фрагментами 3 и 4 детали 1 со вставками 2, помещают в капсулу 5, после чего капсулу 5 герметично заваривают в вакууме (сварной шов 6) для более полного удаления азота и кислорода из зон диффузионной сварки фрагментов 3 и 4 лопатки и деталей 1 в процессе горячего изостатического прессования (ГИП).
После этого осуществляют диффузионную сварку герметично заваренной капсулы 5 с расположенной внутри нее заготовкой методом ГИП. Операцию ГИП осуществляют известным способом: используют установку для ГИП, например газостат, с рабочим телом, например аргоном. Операцию ГИП проводят при температуре ниже температуры полного полиморфного превращения α↔β титанового сплава ВТ8, например 920°С, и давлении 100-160 МПа, в частности 150 МПа, в течение 1-4 часов, в данном примере 4 часа.
После операции ГИП удаляют капсулу 5 методом фрезерования на станке с ЧПУ. После удаления капсулы 5 на станке с ЧПУ обрабатывают профиль пера лопатки и профиль хвостовика.
После этого удаляют деталь 1 из полости между фрагментами 3 и 4 пера. Удаление выполняют травлением в 50% водном растворе азотной кислоты. Подачу раствора кислоты во внутреннюю полость лопатки и удаление продуктов травления осуществляют через участки выхода детали 1 на поверхность лопатки - на подошве хвостовика и на верхнем торце пера. После удаления детали 1 получают готовое изделие - широкохордную полую лопатку компрессора (см. фиг.3).
Методом растровой электронной микроскопии на металлографических шлифах, изготовленных в зонах «а», «б» (см. фиг.3), выполняют исследование качества диффузионной сварки фрагментов 3 и 4 лопатки и фрагментов 3 и 4 лопатки с титановыми вставками 2.
Выполненные исследования подтвердили высокое качество диффузионной сварки титанового сплава (фиг.4, 5) в указанных зонах. В данных зонах («а», «б») отсутствуют пропуски либо неметаллические включения и засоры, признаки рекристаллизации титанового сплава ВТ8, характерные для других видов сварки двухфазных титановых сплавов, связанные с оплавлением и перегревом. Выполненные исследования подтвердили отсутствие признаков растрава внутренней поверхности пустотелой лопатки в процессе удаления деталей 1 методом травления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления моноколеса газотурбинного двигателя | 2018 |
|
RU2687855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |
| Пустотелая широкохордовая лопатка вентилятора. Способ её изготовления. | 2016 |
|
RU2622682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2663559C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2663609C1 |
| ШИРОКОХОРДНАЯ ЛОПАТКА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2661437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |
Изобретение относится к газотурбинным двигателям, в частности к технологии изготовления широкохордных полых лопаток для их компрессоров. Способ изготовления широкохордных полых лопаток включает формирование лопатки из отдельных фрагментов и размещение между ними детали, формирующей внутреннюю полость лопатки и снабженной вставками из титанового сплава. Фрагменты лопатки вместе с упомянутой деталью размещают в капсулу и после герметизации капсулы осуществляют соединение фрагментов лопатки между собой диффузионной сваркой, осуществляемой с использованием горячего изостатического прессования. Деталь и капсулу после прессования удаляют. Изобретение позволяет упростить изготовление, повысить качество диффузионной сварки и повысить надежность и ресурс полых лопаток компрессора газотурбинного двигателя. 2 з.п. ф-лы, 5 ил.
1. Способ изготовления широкохордной полой лопатки компрессора газотурбинного двигателя, включающий изготовление фрагментов лопатки и их соединение друг с другом диффузионной сваркой с образованием внутренней полости лопатки, отличающийся тем, что между фрагментами лопатки во внутренней полости размещают деталь, имеющую форму, соответствующую форме внутренней полости лопатки, и снабженную вставками из титанового сплава, фрагменты лопатки с деталью в полости размещают в стальной капсуле, капсулу герметизируют, после чего осуществляют диффузионную сварку фрагментов лопатки методом горячего изостатического прессования, а затем капсулу и деталь между фрагментами лопатки удаляют.
2. Способ по п.1, отличающийся тем, что удаление детали из внутренней полости лопатки осуществляют методом химического травления.
3. Способ по любому из пп.1 и 2, отличающийся тем, что удаление стальной капсулы с поверхности заготовки осуществляют методом фрезерования на станке с ЧПУ.
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |
| US 5692881 A, 02.12.1997 | |||
| FR 2852999 A1, 01.10.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2338886C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2002 |
|
RU2229035C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ ВЕНТИЛЯТОРОВ | 2001 |
|
RU2205991C1 |

