Изобретение касается способа в соответствии с ограничительной частью пункта 1 и устройства в соответствии с ограничительной частью пункта 8. Соответствующий способ служит для упорядоченного спиралеобразного наматывания нитеобразного материала на каркас с некруглым поперечным сечением, относительно оси намотки, и, в частности, для достижения соответствующего/конформного контуру конечного положения нитеобразного материала на каркасе, а также устройство для этого.
Нитеобразный материал в смысле данного изобретения (в дальнейшем названный также как обмоточный материал) включает в себя выполненные в виде проволоки пряди элементарного волокна, троса или волокон материалы, в частности, из электропроводящих материалов, с остающимся постоянным по длине поперечным сечением и со свойством быть гибким, а также воспринимать пластичные и/или упругие деформации. Подобный обмоточный материал, как правило, снабжен электроизоляционной оболочкой. Соответствующие материалы посредством относительного движения между ним и подающим средством нитеобразного материала могут спиральным образом образовывать на каркасе обмотки.
В качестве примера нитеобразного материала здесь упомянут медный эмалированный провод, который может быть как круглой проволокой, так и плоской проволокой. Каркасом катушки с некруглым поперечным сечением являются, например, выступы (зубцы) полюса листовых (шихтованных) пакетов электромоторов. На них должны наматываться катушки, которые выполнены с возможностью обтекания током с целью осуществления электромотором своей функции. Для этого между двумя соседними выступами полюса, которые проходят от называемого как ярмо круглого кольца радиально внутрь или наружу, в распоряжении имеется лишь ограниченно пригодное для использования пространство, которое часто имеет лишь ограниченную доступность. Это пространство должно использоваться в максимально возможной степени.
Такому максимальному использованию пространства для намотки для токопроводящих поперечных сечений проводов (максимизация коэффициента заполнения) установлены границы. Это вытекает, с одной стороны, из геометрии нитеобразного обмоточного материала, в случае которого не могут устраняться так называемые клиновидные полые пространства между круглыми проволоками. С другой стороны, границы устанавливаются за счет используемых способов намотки, если проволока неконформно контуру укладывается вдоль образующей каркаса катушки, то есть, например, выступа полюса.
Под термином "конформно контуру" понимается сплошное тангенциальное прилегание обмоточного материала к подлежащей обматыванию поверхности каркаса катушки, относительно окружного участка витка между двумя действующими в качестве места изгиба угловыми точками поперечного сечения, это рассматривается для первого положения катушки. Для всех других положений начатой таким образом катушки имеет место сплошное тангенциальное прилегание обмоточного материала к уложенным конформно контуру виткам предыдущих положений в качестве конформных контуру. На конформную контуру укладку влияют и, в частности, затрудняют ее, свойства материала обмоточного материала, так как материал обмоточного материала посредством пластичных или эластичных реакций сопротивляется обусловленному процессом изгиба при наматывании изменению формы. В то время как круглое поперечное сечение каркаса катушки имеет непрерывное, остающееся постоянным напряжение изгиба обмоточного материала, для которого может оптимизироваться подлежащее приложению растягивающее усилие, например прямоугольное поперечное сечение с соотношением длина/ширина >>1- как оно является типичным, например, для выступов полюсов - дает импульсно увеличивающееся напряжение изгиба на местах перегиба четырех углов и последующее почти свободное от нагрузки укладывание волокна на примыкающую сторону каркаса катушки. Это позволяет проволоке осуществлять упругую отдачу (отскок), что в таком случае ведет к выпучиванию обмотки относительно каркаса катушки. Возникающий за счет этого дистанцирующий промежуток между обмоткой и каркасом катушки теряется для полезной обкладки с проводящим поперечным сечением. Если вместо круглой медной эмалированной проволоки использовать приблизительно плоскую проволоку, то это дополнительно усложняет условия перехода проволоки из сопла для проволоки или направляющего ролика на каркас катушки. Понятие "выпучивание" также обозначается как "бочкообразность", описывает состояние укладки обмоточного материала на каркасе катушки, в случае которого один виток или же все уложенные на одном и том же участке между двумя изгибными/отклоняющими кромками витки не получили конформного контуру прилегания. Выпучивание или бочкообразность представляет собой дистанцию/расстояние между поверхностью каркаса катушки и ближайшим к ней витком, измеренную/ое в середине участка между двумя смежными изгибными/отклоняющими кромками. Величина бочкообразности зависит от диаметра проволоки, прикладываемого растягивающего усилия и длины между изгибными/отклоняющими кромками.
Другое препятствие для конформной контуру укладки обмоточного материала представляет собой заданное геометрией продукта удобство доступа к каркасу катушки для укладывающего обмоточный продукт устройства. Это имеет место, в частности, тогда, когда этот каркас катушки для того чтобы в случае этого примера оставлять выступы полюса, представлен в качестве соединения выступов полюса. Удобство доступа к обмоточному пространству ограничивает степень свободы для оптимальной настройки выдающего обмоточный материал устройства в отношении дистанции, направления и проводящего воздействия относительно точки укладки на поверхность каркаса катушки. К данным условиям удобства доступа должно подгоняться выдающее обмоточный материал устройство. Для этого оказались пригодными, например, трубчатые сопла, которые могут действовать в обмоточном пространстве и при этом выполнять линейное относительное перемещение по отношению к каркасу катушки, в то время как дополняющее поворотное движение реализуется самим каркасом катушки.
В уровне технике существуют решения, чтобы достичь плотноупакованной укладки нитеобразного обмоточного материала, здесь, в частности, обмоточной проволоки, и по возможности максимального использования теоретически имеющегося в распоряжении обмоточного пространства между смежными боковыми поверхностями двух каркасов катушки, как это имеет место для выступов полюса статоров для электродвигателей. При этом одновременно получается дополнительное условие, что приближенные за счет этого друг к другу стороны катушки в таком обмоточном пространстве находятся почти параллельно боковым поверхностям, причем это происходит с волнистостью их очерчивающего контура, который может соответствовать, например, половине диаметра круглой обмоточной проволоки. Бочкообразность, как она может получаться при обмотке катушки на ее продольных сторонах, является невыгодной для этой поставленной цели.
В предложенных решениях ортоциклическая укладка слоев витков такой катушки из-за достигаемого высокого коэффициента заполнения занимает особое положение. Ортоциклическая намотка означает, что витки катушки из круглой проволоки не формируют спирально поступательно по боковой поверхности каркаса катушки; посредством спирального формирования большие клинообразные пространства получаются именно у боковых поверхностей ограничивающих фланцев, но еще больше встречное винтовое движение между следующими друг за другом слоями, в конечном счете, приводит к обрушению/опусканию отдельных витков, что может нарушать желаемую беззазорную намотку витков и приводит к так называемой "неорганизованной" структуре слоев с потерями плотной упаковки. Вместо этого ортоциклическая намотка укладывает витки под углом 0° к оси вращения, например, цилиндрического каркаса катушки и перед выполнением полного витка в пределах короткого окружного участка отклоняет проволоку на величину ее диаметра.
В DE 10 2007 037 611 В3 предлагается точку разрыва в обороте витка ортоциклической катушки укладывать на узкую сторону выступа полюса, так как она здесь меньше всего мешает относительной гладкости/ровности находящихся напротив друг друга продольных поверхностей смежных полюсных катушек. Чтобы обеспечить возможность надежного выполнения разрыва витка на узкой стороне и достичь надежного перехода на примыкающую продольную сторону, собираемому каркасу катушке придают специальный контур. Он состоит в том, что одна из обеих продольных сторон контура выполняется более длинной, чтобы на соответствующей теперь наклонной торцевой стороне получить более длинный, пригодный для выполнения разрыва укладочный участок. Дополнительно, на остром - приблизительно 60°- угле получается предпочтительный фиксирующий эффект повернутой/отклоненной там проволоки. Недостатком здесь является необходимость мириться с аксиальным удлинением каркаса катушки на соответствующий функции необходимый минимальный размер для статора двигателя.
В DE 10 2007 002 276 А1 также поставлена цель максимально возможного использования имеющегося обмоточного пространства катушки с выступами полюса и, кроме того, устранения на продольных сторонах катушки возможных выступов/вылетов отдельных витков или пересечений витков для чего используется ортоциклическая намотка, которая модифицирована для случая нечетного количества слоев и задания размещения обоих концов катушки на одной и той же фланцевой стороне. Для этого осуществляется растягивание разрыва витков и послойного разрыва витков на продольных сторонах. Таким образом, для растянутых витков последнего слоя создается заделка со смещением создаваемого пересечения в менее критичные торцевые стороны.
В ЕР 1 315 268 А1 описана катушка, намотанная согласно ранее рассмотренной технике намотки с выпучиванием на продольных сторонах на выступе полюса. Для устранения нежелательного выпучивания предложен усложненный намоточный узел, с помощью которого состоящие из толстой круглой проволоки катушки - как они необходимы, в частности, для изделий в области автомобилестроения из-за имеющегося там низкого напряжения бортовой сети - отдельно предварительно наматываются, что происходит при циклическом активировании радиально подаваемого гибочного штока и тому подобного. Это возможно, поскольку удобства доступа достигают посредством отдельного удержания намоточного инструмента. Здесь также приходиться мериться с тем, что собираемые полюсные катушки не могут быть намотаны в соответствующем схеме соединении всех нитей.
Задача изобретения состоит в том, чтобы предоставить способ намотки и соответствующее устройство для конформной контуру укладки нитеобразного материала на некруглые каркасы катушки, в случае которых упомянутые недостатки не возникают и, в частности, минимизируется бочкообразность намотанного обмоточного материала.
Эта задача решается посредством способа в соответствии с п.1 формулы изобретения, а также посредством устройства в соответствии с п.8 формулы изобретения. В соответствии с изобретением предусмотрено, что уложенный для формирования катушки на некруглый каркас катушки нитеобразный обмоточный материал - например, медная эмалированная проволока - свою намотанную форму принимает при аксиальном растягивающем усилии не исключительно посредством результирующего изгибания в тангенциальной точке встречи с образующей каркаса катушки, а что нитеобразный обмоточный материал уже на участке между этой точкой встречи и местом выпуска подающего устройства для обмоточного материала подвергается воздействию заданного поперечного усилия. Это поперечное усилие оказывает на обмоточный материал в названной области предварительное натяжение (от упругого до пластичного) и, таким образом, неослабевающим образом (стойко) воздействует на поведение обмоточного продукта при встрече с каркасом катушки и при продолжающемся/прогрессирующем формировании витков. Заданное поперечное усилие компенсирует полностью или в достаточной степени частично стремление уложенной проволоки - между изгибными точками на углах являющего в поперечном сечении многоугольным или некруглым контура каркаса катушки - образовывать выпучивание вместо того, чтобы конформно контуру плотно прилегать.
Соответствующее изобретению поперечное усилие способа намотки ориентировано так, что оно отклоняет свободный участок нитеобразного обмоточного материала между точкой встречи и местом выпуска в двух находящихся относительно друг друга под углом участках.
Соответствующее изобретению поперечное усилие способа действует во время намотки не постоянно на нитеобразный обмоточный материал, а оно циклически активируется в отношении контурной области образующей каркаса катушки, через которую проходит в данный момент перемещающаяся (блуждающая) по ней точка встречи. Прежде всего, необходимо предотвратить выпучивание на продольных сторонах катушки, поскольку эти продольные стороны попарно непосредственно противолежат друг другу в образованной продольными сторонами двух смежных каркасов катушки обмоточной области. Постановка задачи конформной контуру укладки обмотки имеет место тем самым, в частности, для этой части обмотки. Остающееся выпучивание на торцевых сторонах каркаса катушки, соответственно, собственно катушки может напротив допускаться. Точка воздействия и направление поперечного усилия изменяется в цикле намотки в зависимости от относительного положения точки выпуска подающего устройства по отношению к каркасу катушки.
Поверхность каркаса катушки для соответствующей изобретению конформной контуру укладки обмотки представляет собой не только имеющуюся перед началом обматывания поверхность конструктивного элемента, но и соответственно продолжающемуся обматыванию образованный при этом огибающий контур по выстроенным в ряд, лежащим рядом друг с другом, например в одном слое, виткам нитеобразного обмоточного материала, которые возникают параллельно поверхности конструктивного элемента с волнистостью в половину диаметра нити. Она в последующем называется термином "моментальная или подлежащая обматыванию поверхность каркаса катушки". Возникающая посредством радиусов смежных нитей бороздчатость может при этом спирально проходить по поверхности укладки или же при так называемой ортогональной обмотке по приблизительно 60% окружности каркаса катушки может быть ориентирована перпендикулярно оси каркаса катушки. Ортогональная обмотка благоприятным образом способствует соответствующему изобретению принципу реализации способа с его целью конформной контуру укладки.
Соответствующее способу решение реализуется посредством устройства, которое использует выполненный с возможностью прилегания к нити обмоточного материала предварительно формующий элемент, чтобы вводить упомянутое поперечное усилие. Предварительно формующий элемент, в случае которого речь идет, например, о стержне любого поперечного сечения или о трубке, расположен подвижно в направлении, параллельном продольной оси служащего в качестве подающего устройства выпускного сопла для нитеобразного обмоточного материала, чтобы таким образом обеспечить возможность введения в соответствующее изобретению зацепление с нитью обмоточного материала. Предпочтительно выполненное в виде цилиндрического сопла подающее устройство и согласованный с ним предварительно формующий элемент образуют один модуль. В зависимости от использованного принципа намотки, соответственно, относительного движения между подающим устройством и каркасом катушки должна производиться установка предварительно формующего элемента в этом модуле. В случае подъемно-поворотного метода игольчатой намоточной техники упомянутый модуль обращается вокруг каркаса катушки, по типу непрерывно движущегося подъемника. Напротив, упомянутый модуль в случае метода вращательной намотки, техники бегущей намотки, обращается вокруг каркаса катушки с постоянно радиально направленной ориентацией, так что здесь в модуле предусмотрено два предварительно формующих элементов с тем, чтобы в соответствии с изобретением обеспечить приложение поперечного усилия. Предпочтительным образом предварительно формующий элемент для подгонки к соответствующей задаче намотки имеет снабженную исполнительным элементом базовую часть и выполненную с возможностью замены головную часть для приложения к нити обмоточного материала и для ее соответствующего изобретению отклонения. В базовой части геометрически замыкаемое крепление может быть выполнено цилиндрическим, так что вставленная здесь головная часть может поворачиваться прежде, чем она фиксируется.
Если в качестве подающего устройства предусмотрено выпускающее сопло, то оно для дополнительного функционирования может поворотно отклоняться на 90°, что осуществляется совместно с обоими предварительно формующими элементами или независимо от них. Эта дополнительная функция также может использоваться, чтобы выполнять отделение нити обмоточного материала посредством отделяющего элемента так, что при этом не происходит локального выпучивания последнего участка обмотки.
В этой связи следует сослаться на то, что используемые в описании и формуле изобретения понятия "включает в себя", "имеет", "содержит", "например" и "в частности", а также их грамматические склонения называют, в общем, не окончательный перечень признаков, как, например, этапы способа, устройства, области, величины и тому подобное, и ни в коей мере не исключают наличие других или дополнительных признаков или группировок из других или дополнительных признаков.
В дальнейшем изобретение описывается со ссылкой на прилагаемые чертежи, на которых примерно представлены варианты осуществления. На чертежах показано:
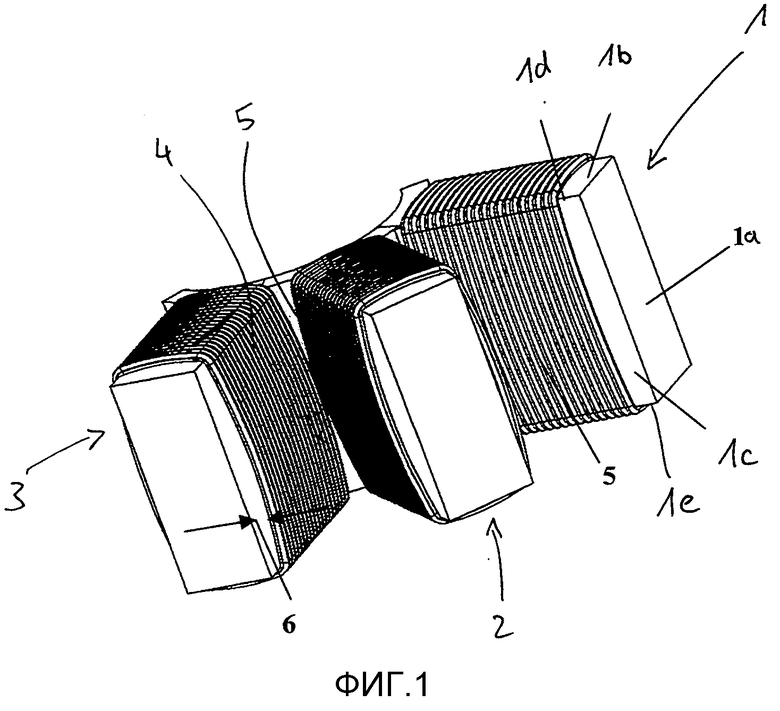
Фиг.1 - группа некруглых каркасов катушки, каждый из которых имеет катушку с выпучиванием на противолежащих боковых сторонах, как в уровне техники,
Фиг.2A - принципиальное, соответствующее изобретению решение,
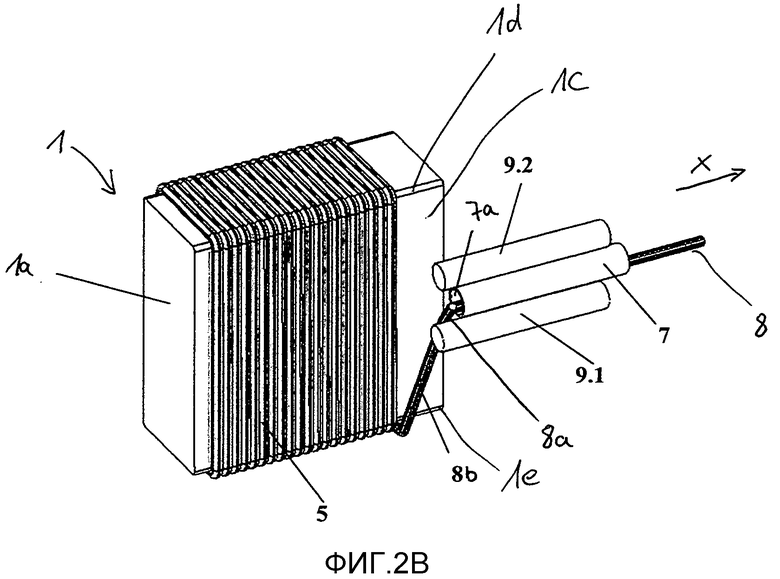
Фиг.2B - вариант выполнения фиг.2А,
Фиг.2C - вариант с фиг.2В с двумя эксплуатационными состояниями соответствующих изобретению предварительно формующих элементов,
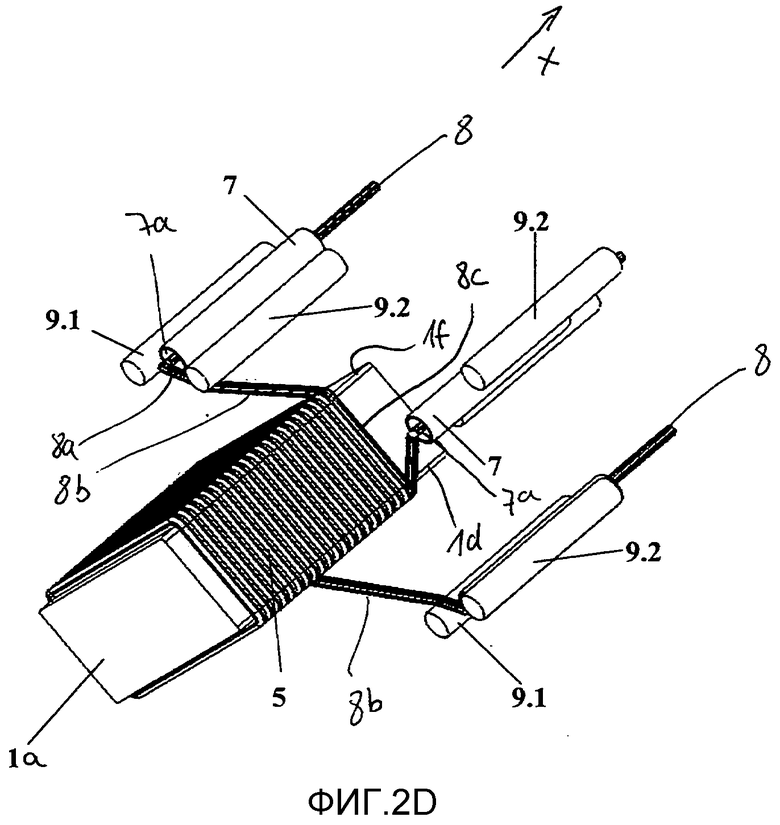
Фиг.2D - вариант с фиг.2В с изображением эксплуатационных состояний соответствующих изобретению предварительно формующих элементов в процессе намотки,
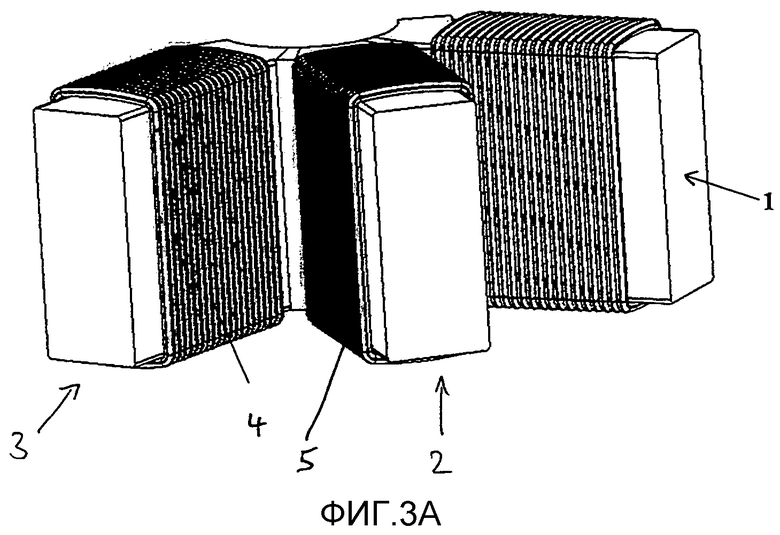
Фиг.3А и 3В - варианты группы некруглых каркасов катушки, каждый из которых имеет катушку из соответствующих изобретению конформных контуру витков.
На фиг.1 представлен уровень техники. Тут три каркаса 1, 2, 3 катушки имеют прямоугольную торцевую сторону 1а, линия периметра которой представляет собой оказывающий решающее значение для формирования намотки контур, который составлен из длины 1с и ширины 1b и включает в себя изгибные кромки 1d, 1е. Катушка 5 имеет, в частности, на боковых сторонах 1с выпуклость 6, нитеобразный материал расположен там, на расстоянии от поверхности боковой стороны 1с. Вследствие этой выпуклости 6 соседние катушки 4, 5 сближаются нежелательным образом, что ограничивает желаемую протяженность обмоток на имеющейся в распоряжении общей длине каркаса 1, 2, 3 катушки вдоль кромки 1d.
На фиг.2А показан принцип соответствующего изобретению решения для предотвращения нежелательной выпуклости. На каркасе 1 катушки с торцевой стороной 1а и прямоугольным в показанном примере поперечным сечением укладывается нитеобразный обмоточный материал 8, например медный эмалированный провод. Для этого предпочтительно предусматривается выпускное сопло 7 для подачи обмоточного материала 8. С соплом 7 согласован цилиндрический в показанном примере предварительно формующий элемент 9, который может перемещаться параллельно продольной оси сопла 7. В представленной ситуации обмоточный материал 8 изгибается непосредственно вокруг нижней изгибной кромки 1d каркаса 1 катушки и должен помещаться участком 8b на сторону 1с каркаса 1 катушки и затем направляться далее по верхней изгибной кромке 1d. В представленной ситуации предварительно формующий элемент 9 так прижимается к подаваемой, выходящей из сопла 7 нити обмоточного материала, что она заданным образом отклоняется из своего вытянутого в своем продольном направлении положения между изгибной кромкой 1е и выпуском сопла 7. При этом в нитеобразном материале создается изгиб, который разделяет соответствующий участок нити между изгибной кромкой 1е и выпуском 7а сопла 7 на расположенные под углом друг к другу участки 8b и 8а. Посредством воздействующего при этом поперечного усилия обмоточный материал 8 испытывает предварительное натяжение, которое компенсирует последующее выпучивание (образование выпуклости) при укладке.
Фиг.2В-2D показывают один особый вариант осуществления изобретения с расположенными по обе стороны сопла 7 предварительно формующими элементами 9.1, 9.2. В зависимости от используемого способа намотки может быть необходимым согласование с выпускным соплом 7 для проволоки множества предварительно формующих элементов 9.1, 9.2. В показанном примере с выпускным соплом 7 для проволоки согласовано два предварительно формующих элементов 9.1, 9.2, которые позиционированы примерно по обе стороны от сопла 7. На фиг.2В предварительно формующий элемент 9.1 осуществляет функцию отклонения обмоточного материала 8, как было описано выше; затем соответствующий участок обмоточного материала 8 укладывается на стороне 1с каркаса 1 катушки. До этого не использованный предварительно формующий элемент 9.2 перемещается в направлении Х параллельно соплу 7, чтобы не препятствовать укладыванию обмоточного материала 8. Затем сопло 7 передвигается в направлении стрелки Р (обозначает направление осуществления намотки) далее вокруг каркаса 1 катушки и укладывает при этом обмоточный материал 8 вокруг изгибной кромки 1d (фиг.2С). При этом предварительно формующие элементы 9.1, 9.2 не используются и отводятся назад относительно сопла 7 параллельно ему в направлении Х так, что они не препятствуют укладыванию обмоточного материала 8. Группа из сопла 7 и предварительно формующих элементов 9.1, 9.2 передвигается далее за изгибную кромку 1d у узкой стороны каркаса 1 катушки, чтобы уложить соответствующий участок 8с обмоточного материала на торцевой стороне. Затем сопло 7 переезжает за нижнюю изгибную кромку 1f и между ней и изгибной кромкой 1d укладывается участок 8с. Обмоточный материал 8 на изгибной кромке 1f снова загибается, чтобы укладываться на противолежащую стороне 1с сторону. В этом месте предварительно формующие элементы 9.1, 9.2 вновь перемещаются параллельно соплу вперед (в направлении - Х) и на задней стороне повторяется процесс предварительного формования за счет того, что предварительно формующий элемент 9.2 прикладывает отклоняющее усилие на обмоточный материал поперек направления движения обмоточного материала 8 (фиг.2D).
Показанное на фиг.2В-2D осуществление способа подходит, в частности, для принципа бегущей намотки. Для других способов намотки при необходимости может использоваться другое количество предварительно формующих элементов.
С помощью изобретения возможно обматывание различных взаимно расположенных каркасов катушек. В качестве примера, фиг.3А показывает группу из трех разделенных снаружи пазами каркасов 1 катушки - аналогично на фиг.1. При этом видно, что выпуклость обмоток, в частности, в области продольных сторон устранена. Катушки 4 и 5 в задней области больше не примыкают друг к другу, а остается достаточный промежуток.
Точно так же согласно изобретению, как поясняет фиг.3В, может реализовываться группа из трех разделенных изнутри пазами каркасов 1 катушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки катушек с одновременной пропиткой | 1990 |
|
SU1778801A1 |
| ЭЛЕКТРОМАГНИТНАЯ КАТУШКА И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2659563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2213008C2 |
| СПОСОБ И УСТРОЙСТВО НАМОТКИ ОБМОТКИ НА ШИХТОВАННЫЙ ПАКЕТ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2631337C2 |
| СПОСОБ ПРЯМОГО ФОРМИРОВАНИЯ ОБМОТКИ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2137279C1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Станок для намотки ортоциклических обмоток | 1979 |
|
SU978211A1 |
| Скважинный фильтр | 1983 |
|
SU1167309A1 |
| ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2608080C2 |
| ШИНА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 1998 |
|
RU2223868C2 |


Изобретение относится к способу намотки, в частности, для изготовления электрической катушки. В способе намотки подаваемый из подающего устройства (7) нитеобразный обмоточный материал (8) наматывается на каркас катушки с некруглым поперечным сечением посредством относительного движения обмоточного материала (8) и каркаса катушки. На обмоточный материал (8) поперек его продольной протяженности оказывают усилие перед укладкой на подлежащую обматыванию поверхность. Поперечное усилие оказывают на обмоточный материал от упругого до пластического предварительного напряжения. Предварительно формующий элемент вводят во взаимодействие с нитью обмоточного материала. Техническим результатом является минимизация бочкообразности намотанного обмоточного материала. 2 н. и 9 з.п. ф-лы, 7 ил.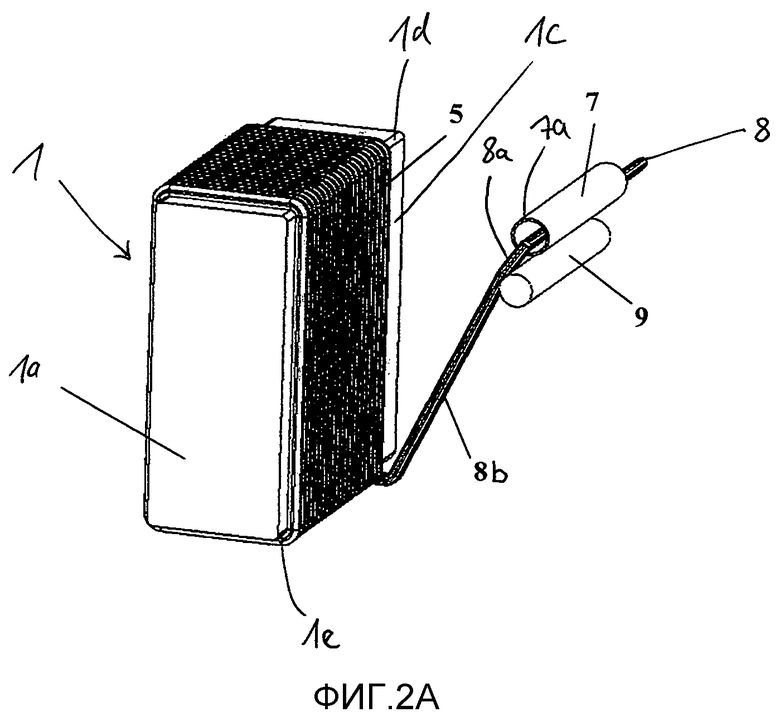
1. Способ намотки для изготовления электрических катушек, при котором подаваемый из подающего устройства (7) нитеобразный обмоточный материал (8) наматывают на каркас (1) катушки с некруглым поперечным сечением посредством относительного движения обмоточного материала (8) и каркаса катушки, причем на обмоточный материал (8) поперек его продольной протяженности оказывают усилие перед его укладкой на подлежащую обматыванию поверхность, отличающийся тем, что поперечное усилие оказывает на обмоточный материал (8) от упругого до пластического предварительного напряжения, которое оказывает стойкое воздействие на поведение обмоточного материала (8) при соприкосновении с каркасом (1) катушки и при прогрессирующем формировании обмотки таким образом, что полностью или в достаточной мере частично компенсируют стремление уложенной проволоки образовать между изгибными точками выпуклости (6), причем поперечное усилие циклически активируют за счет того, что по меньшей мере один подвижный относительно подающего устройства (7) предварительно формующий элемент (9; 9.1, 9.2) вводят во взаимодействие с нитью обмоточного материала.
2. Способ намотки по п.1, отличающийся тем, что оказываемое на обмоточный материал (8) усилие имеет, по меньшей мере, одну компоненту усилия поперек направления укладки обмоточного материала, подлежащего укладыванию на подлежащую обматыванию поверхность.
3. Способ намотки по п.1, отличающийся тем, что оказываемое на обмоточный материал (8) усилие имеет, по меньшей мере, одну указывающую в направлении каркаса катушки компоненту усилия.
4. Способ намотки по п.1, отличающийся тем, что нитеобразным обмоточным материалом (8) являются образованные в виде проволоки, пряди или троса электрические проводники.
5. Способ намотки по п.1, отличающийся тем, что каркасом катушки является конструктивный элемент электромоторов, а именно статоры с внутренними или внешними полюсами.
6. Способ намотки по п.1, отличающийся тем, что для относительного движения между каркасом катушки и обмоточным материалом (8) используется вращательное намоточное устройство со стационарным укладочным соплом, бегающее намоточное устройство с вращающимся укладочным соплом или подъемно-поворотное намоточное устройство с направляемым по дорожке соплом.
7. Устройство для осуществления способа намотки по одному из пп.1-6, содержащее подающее обмоточный материал (8) подающее устройство (7) и приемный элемент для закрепления, подлежащего обматыванию каркаса (1) катушки, причем подающее устройство (7) и каркас (1) катушки выполнены подвижно относительно друг друга, причем предусмотрен, по меньшей мере, один подвижный относительно подающего устройства (7) предварительно формующий элемент (9; 9.1, 9.2) и он является подвижным между нерабочим положением и положением воздействия, отличающееся тем, что предварительно формующий элемент (9; 9.1, 9.2) в положении воздействия имеет возможность оказания на обмоточный материал (8) поперечного усилия и за счет этого упругого до пластического предварительного напряжения, которое оказывает стойкое воздействие на поведение обмоточного материала (8) при соприкосновении с каркасом (1) катушки и при прогрессирующем формировании обмотки таким образом, что стремление уложенной проволоки образовать между изгибными точками выпуклости (6) полностью или в достаточной мере частично компенсируется.
8. Устройство по п.7, отличающееся тем, что предварительно формующий элемент (9) имеет удерживающую и направляющую часть, которая разъемно соединена с исполнительным элементом.
9. Устройство по п.7, отличающееся тем, что подающее устройство (7) и/или согласованный(ые) с ним предварительно формующий(ие) элемент(ы) (9; 9.1, 9.2) выполнены в виде модуля.
10. Устройство по п.7, отличающееся тем, что предварительно формующие элементы (9.1, 9.2) расположены по существу в одной параллельной продольной оси (X) подающего устройства (7) плоскости и/или в этой плоскости также с параллельными друг другу осями.
11. Устройство по п.7, отличающееся тем, что подающее устройство (7) выполнено с возможностью поворотного отклонения.
| JP 2004353951 A, 02.12.2004 | |||
| JP 2004274850 A, 30.09.2004 | |||
| КАБЕЛЬНЫЙ БАРАБАН ДЛЯ ПИТАНИЯ ПЕРЕМЕЩАЮЩЕГОСЯ ПРИЕМНИКА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИЕЙ | 0 |
|
SU240801A1 |
| Станок для намотки ленточного материала | 1986 |
|
SU1317500A1 |
| Каркас для намотки электрических катушек | 1988 |
|
SU1658228A1 |
| Устройство для намотки катушек | 1990 |
|
SU1798826A1 |
| JP 2003061320 A, 28.02.2003 | |||
| EP 1898494 A2, 12.03.2008 | |||

